Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ БЫСТРОРЕЖУЩЕЙ СТАЛИ ИЗ КУСКОВЫХ ОТХОДОВ ИЗНОШЕННОГО РЕЖУЩЕГО ИНСТРУМЕНТА
Вид РИД
Изобретение
Изобретение относится к области металлургии и может быть использовано при получении быстрорежущей стали из отходов изношенного режущего инструмента и штамповой оснастки.
Отслуживший инструмент является ценным вторичным сырьем, поскольку содержит редкие, иногда отсутствующие в России дорогостоящие материалы: вольфрам, ванадий, кобальт, молибден и др.
Организация на крупных металлообрабатывающих заводах процесса переплава изношенного инструмента из быстрорежущей стали с использованием установки электрошлакового переплава (ЭШП) позволяет получать большой экономический эффект за счет сокращения расходов на закупку быстрорежущей стали.
Процесс ЭШП используется для получения высококачественной стали за счет удаления из металла серы, неметаллических включений и газов. Содержание кислорода уменьшается в 1,5-2 раза, серы - в 2-3 раза. Слиток отличается плотной однородной структурой по всему сечению, хорошим качеством поверхности, высокими механическими свойствами.
Известен способ получения быстрорежущей стали из отходов изношенного режущего инструмента методом ЭШП, в котором в качестве расходуемого электрода используют предварительно отлитые в индукционных или дуговых печах эти отходы (см. патент RU 2405843 от 23.06.09 г., кл. С22В 9/18).
При переплаве в электродуговой или индукционной печи отходов быстрорежущей стали происходит частичное выгорание легирующих дорогостоящих элементов, таких как вольфрам, ванадий, молибден, кобальт, хром и др. В процессе плавки проводится корректировка недостающих до того или иного химического состава стали легирующих элементов. Затем готовая сталь выливается в кокиль и полученные прутки используются в качестве расходуемых электродов при переплавке их на установке ЭШП.
Указанный двухстадийный технологический процесс получения быстрорежущей стали является длительным и дорогостоящим.
Известен способ получения стального слитка, когда для электрошлакового переплава используется составной электрод, полученный, например, сваркой (патент RU 2063455 приоритет 10.07.1990 г., кл. С22В 9/18). Этот способ может быть применен для получения, например, слитков быстрорежущей стали. Согласно этому способу электрод сваривают из кусков одной и той же марки, например, быстрорежущей стали и после ЭШП получают металл той же марки стали, что и исходный электрод. Данный способ сужает возможности использования имеющихся в наличии кусковых отходов из различных марок быстрорежущей стали, поскольку позволяет после переплава получать слиток только той марки стали, которая была использована при изготовлении электрода.
Задачей настоящего изобретения - расширение возможности использования кусковых отходов путем получения слитков из марок быстрорежущих сталей, отличающихся от марок сталей кусковых отходов, входящих в состав сварного электрода.
Поставленная задача достигается тем, что в известном способе получения быстрорежущей стали из кусковых отходов изношенного режущего инструмента из быстрорежущих сталей методом электрошлакового переплава, в котором расходуемый электрод изготовлен путем сварки этих отходов, согласно предложенному способу кусковые отходы предварительно сортируют и перед сваркой подбирают таким образом, чтобы соотношение массовых долей используемых кусковых отходов из различных марок сталей обеспечивало получение в результате переплава конечного слитка быстрорежущей стали с заранее заданным химическим составом, который отличается от химического состава исходных кусковых отходов, при этом длина любой части электрода, в которой выбранные соотношения массовых долей отходов из различных марок быстрорежущих сталей должны соблюдаться, определяется условием
LЭ=0,360D÷0,667D,
где LЭ - длина части электрода, в которой выбранные соотношения массовых долей отходов должна соблюдаться;
D - диаметр слитка.
Для получения равномерного по химическому составу слитка необходимо, чтобы выбранные соотношения массовых долей отходов из различных сталей соблюдались в любом объеме электрода, не превосходящем объем ванны металлического расплава в кристаллизаторе в процессе плавки.
Ванна расплава сверху ограничена слоем расплавленного шлака; поверхность раздела шлаковой и металлической ванны можно считать плоскостью. Дно жидкой ванны металла - фронт кристаллизации - имеет коническую форму (Е.А. Чернышов. Специальные плавильные печи. 4.1. Электродуговые печи: Учебное пособие. Нижегородский гос. техн. университет. H. Новгород. 2014 г., стр. 183), т.е. для целей нашего расчета можно принять, что ванна расплава имеет форму конуса. Объем V этого конуса равен
V=1/3 πD2/4·hм,
где D - диаметр слитка, hм - глубина ванны расплава.
Оптимальные свойства металла при переплаве достигаются, когда коэффициент формы кристаллической ванны
Κфр=D/2hм=tg (α/2)
(он характеризует наклон фронта кристаллизации дна жидкой ванны и определяется отношением линейного размера слитка D к глубине конической чести ванны металла hм) равен 1, т.е глубина ванны равна половине диаметра слитка  . В этом случае объем ванны
. В этом случае объем ванны
V=πD3/24.
Для одноэлектродной печи ЭШП оптимальный диаметр электрода
dм=k·D,
где k составляет 0,5-0,68 (там же, стр. 181).
Объем части электрода, в которой необходимо обеспечить требуемое соотношение массовых долей отходов, равен
VЭ=πdм 2/4·LЭ.
Отсюда длина этой части электрода LЭ=4·VЭ/πdм 2
или
LЭ=4·VЭ/πk2*D2.
Поскольку VЭ=V,
LЭ=1/6 D/k2.
С учетом того, что k=0,5-0,68,
LЭ=0,360D-0,667D.
При переплаве на слиток диаметром 200 мм оптимальный диаметр электрода dм составляет 100-136 мм, а длина, на которой необходимо выдерживать соотношения массовых долей отходов, составляет не менее 72-133 мм. С увеличением длины LЭ задача по обеспечению требуемого соотношения облегчается.
Предложенный способ получения быстрорежущей стали - одноступенчатый, предварительный переплав отходов в электропечах не требуется, что позволяет сэкономить электроэнергию и исключить выгорание дорогостоящих легирующих элементов. При использовании сварного расходуемого электрода не требуется корректировка химического состава расплава, так как расплавленная сталь, проходя через шлак, быстро застывает в водоохлаждаемом кристаллизаторе, сохраняя при этом все легирующие элементы. Переплавляемый электрод сваривается из утилизируемых отходов инструмента из быстрорежущей стали, т.е. из сырья самого высокого качества, уже соответствующего техническим требованиям по чистоте. Поэтому в процессе переплава нет нужды в увеличении напряжения и силы тока с целью усиления рафинирующего действия шлаковой ванны в процессе переплава.
Использование электрода, сваренного из кусковых отходов изношенного режущего инструмента и/или штамповой оснастки из быстрорежущих сталей различного химического состава, содержащих (в % по массе): С - 0,73-1,5; Cr - 3,0-4,4; W - 1,5-18,5; V - 1,0-5,1; Со - до 10,5; Мо - до 9,0, предварительно отсортированных по маркам, позволяет при переплаве получать слиток, химический состав которого отличается от состава отходов, из которых он (электрод) составлен. При этом, благодаря варьированию содержания отходов из различных марок сталей, можно получить слиток быстрорежущей стали с химическим составом, соответствующим требованиям существующих ГОСТов или ТУ.
Пример 1.
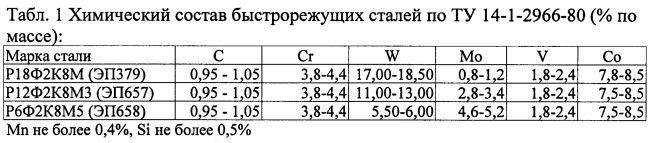
В качестве примера рассмотрим электрод, составленный из отходов инструментов из стали двух марок: Р6Ф2К8М5 (ЭП658) ТУ 14-1-2966-80 и Р18Ф2К8М (ЭП379) ТУ 14-1-2966-80. Химический состав сталей приведен в табл. 1.
При переплаве электрода, составленного из равного количества отходов из сталей Р6М5Ф2К8 и Р18Ф2К8М, полученный слиток будет иметь состав, приведенный в табл. 2:

Как видно, состав слитка соответствует составу стали Р12Ф2К8М3 (ЭП657) ТУ 14-1-2666-80 (Табл. 1).
Чтобы из отходов сталей Р6Ф2К8М5 и Р18Ф2К8М получить слиток, соответствующий по составу стали Р12Ф2К8М3, необходимо обеспечить содержание стали Р6Ф2К8М5 в электроде от 46 до 52% (Р18Ф2К8М остальное). В этом случае химсостав слитка не будет выходить за пределы марочного состава стали Р12Ф2К8М3 (см. табл. 3).

Пример 2.
Рассмотрим электрод, составленный из отходов инструментов, изготовленных из быстрорежущей стали марок Р18Ф2К8М (ЭП379) ТУ 14-1-2966-80, Р9Ф5 ТУ 14-1-2459-2014 и Р12Ф2К10М3-Ш (ЭП682-Ш) ТУ14-1-1686-76. Химический состав стали Р18Ф2К8М (ЭП379) ТУ 14-1-2966-80 приведен с табл. 1, стали Р9Ф5 ТУ 14-1-2459-2014 и стали Р12ФЗК10М3-Ш (ЭП682-Ш) ТУ 14-1-1686-76 - в табл. 4.

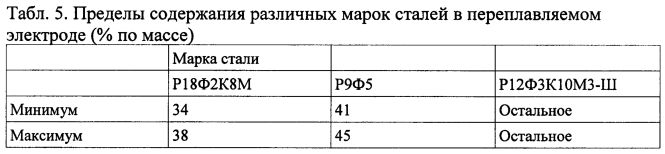
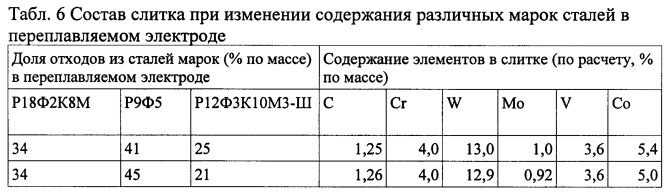
Если выдерживать массовую долю отходов в электроде в пределах, указанных в табл. 5, то слиток, получаемый в результате переплава такого электрода, будет иметь химический состав, приведенный в табл. 6. Как видно, состав слитка отвечает химическому составу быстрорежущей стали Р13Ф4К5 (ЭП600) по ТУ 14-1-2394-2014 (табл. 7).


Таким образом, подбирая состав сварного электрода путем изменения содержания в нем отходов из различных марок быстрорежущей стали, можно управлять химическим составом получаемого слитка и получать сталь марки, отличающуюся от состава исходного электрода и которая соответствует по составу требованиям существующих ГОСТов или ТУ, расширяя таким образом возможность использования имеющихся кусковых отходов изношенного режущего и/или штампового инструмента из быстрорежущих сталей. Кроме того, он дает возможность переплавлять отходы в одноступенчатом технологическом процесс, что позволяет сэкономить электроэнергию и исключить выгорание дорогостоящих легирующих элементов.
Способ получения быстрорежущей стали из кусковых отходов изношенного режущего инструмента из быстрорежущих сталей методом ЭШП, включающий изготовление расходуемого электрода путем сварки упомянутых отходов, отличающийся тем, что кусковые отходы предварительно сортируют и перед сваркой подбирают таким образом, чтобы соотношение массовых долей используемых кусковых отходов из различных марок сталей обеспечивало получение в результате переплава конечного слитка быстрорежущей стали с заранее заданным химическим составом, который отличен от химического состава исходных кусковых отходов, при этом длина любой части электрода L, в которой выбранные соотношения массовых долей упомянутых отходов из различных марок быстрорежущих сталей соблюдают, составляетL=0,360D÷0,667D, где D - диаметр слитка.Устройство активного гашения гидродинамического шума в системах трубопроводов
Устройство из полимерных композитных материалов для снижения радиолокационной заметности объектов различного назначения
Установка для измерения механических сопротивлений упругих вставок в трубопроводах
Система управления наполнением двигателя с турбонаддувом
Морская ветряная электростанция для работы преимущественно в условиях арктики
Гибкий безреберный обтекатель антенны гидроакустической станции
Способ определения координат скрытых контрольных точек при измерении отклонений от круговой формы сечений корпусов цилиндрических вставок судов или подводных лодок
Высокоскоростной мотор-шпиндель для металлорежущих станков
Турбокомпрессор с регулируемым наддувом
Устройство для буксировочных испытаний масштабных моделей надводных судов на открытом водоеме
Якорное устройство судна
Корпус водоизмещающего судна-полутримарана
Водоразбавляемая композиция
Способ получения 2,4,5-триметилбензойной (дуриловой) кислоты
Штамп для штамповки крупногабаритных поршней
Гидроакустический преобразователь
Шестиколесный автомобиль с комбинированным приводом
Защитная конструкция от фугасного воздействия взрыва
Устройство для зажигания горючей смеси в двигателе внутреннего сгорания
Спусковое устройство спасательной шлюпки для ледовых условий

