Результат интеллектуальной деятельности: ОПОРНЫЙ УЗЕЛ ПРОКАТНОГО ВАЛКА
Вид РИД
Изобретение
Изобретение относится к опорному узлу прокатного валка в металлургии, включающему в себя валок с бочкой валка и двумя цапфами валка и, по меньшей мере, одну цапфенную втулку для установки без возможности вращения, по меньшей мере, одной из цапф валка, причем рабочая поверхность цапфы валка и ответная, внутренняя, рабочая поверхность цапфенной втулки имеют цилиндрическую форму и расположен захватный элемент, который действует в качестве соединения с геометрическим замыканием без возможности вращения между цапфой валка и цапфенной втулкой.
Из уровня техники известны опорные узлы прокатного валка, при которых цапфа валка установлена в цилиндрической или конической цапфенной втулке. Для передачи окружных усилий между цапфой валка и цапфенной втулкой расположены захватные элементы.
Например, в прокатных станах для установки опорного валка используются опоры с масляной пленкой, которые воспринимают усилие прокатки из регулировочных цилиндров и передают его на рабочие валки. При этом речь идет о высоконагруженных подшипниках скольжения, которые в большинстве случаев работают в высоком диапазоне числа Зоммерфельда, то есть при относительно низкой частоте вращения и при высокой нагрузке. При очень высоком давлении, в отдельных случаях выше 1500 бар, которое возникает в зоне нагрузки, происходит упругая деформация или расплющивание (уплощение) нагруженных давлением поверхностей. Благодаря этому расплющиванию возникает большая полезная поверхность давления против направления действия внешнего усилия, которое создается, например, регулировочным цилиндром. Таким образом, опора может переносить большую нагрузку. Этот эффект обозначается как "упругогидродинамическое (УГД) повышение несущей способности". Для того чтобы усилить этот эффект еще больше, используются так называемые опоры Morgoil-KLX®, которые в качестве поверхности скольжения имеют тонкостенную, конусообразную, цапфенную втулку; см. также US 6,468,194 и ЕР 1213061.
Из документа "Newsletter 01/2009, от SMS Group, 16-го годового издания, номер 1, от апреля 2009 г., страницы 50 и 51" известны Morgoil-KLX® для установки валка, в которых цапфенная втулка надета на коническую цапфу валка. Для передачи крутящего момента расположена призматическая шпонка между цапфой валка и цапфенной втулкой.
Документы DE 3876663 Т2, US 2,955,002 и ЕР 0285333 А2 описывают цилиндрическую втулку для поддержания вращающейся опоры на гидродинамической масляной пленке.
ЕР 1651876 В1 относится к опоре с масляной пленкой для цапфы валка, которая установлена в опорной втулке, причем опорная втулка имеет, по меньшей мере, две расположенные внутри гидростатические выемки.
DE 3876663 Т2 относится к втулке для поддержания вращающейся опоры на гидродинамической масляной пленке.
Из DE 60303052 Т2 известна втулка для поддержания с возможностью вращения поверхности цапфы валка в прокатном стане, причем цилиндрическая втулка соединена с геометрическим замыканием с цапфой валка при помощи захватного элемента.
Недостатки известных до сих пор решений заключаются в том, что для передачи очень высоких нагрузок задаются согласованные с нагрузками большие размеры опоры.
В основе изобретения лежит задача повышать далее несущую способность опорного узла прокатного валка, не увеличивая конструктивные или монтажные размеры опоры валка. Одновременно должны быть по возможности незначительными затраты на монтаж и связанные с ними издержки.
Согласно изобретению эта задача решается с помощью признаков пункта 1 формулы изобретения. Изобретение описывает опорный узел прокатного валка для использования в металлургии, включающее в себя валок с бочкой валка и двумя цапфами валка и, по меньшей мере, одну цапфенную втулку для установки без возможности вращения, по меньшей мере, одной из цапф валка. Рабочая поверхность цапфы валка и внутренняя рабочая поверхность цапфенной втулки имеют цилиндрическую форму. В качестве соединения с геометрическим замыканием без возможности вращения расположен захватный элемент между цапфой валка и цапфенной втулкой. Цапфа валка установлена в цапфенной втулке с радиальным зазором, так что в ненагруженном состоянии за счет радиального зазора образуется кольцевая вращательно-симметричная полость между цапфой валка и цапфенной втулкой. Изобретение отличается тем, что полость увеличена и ограничена выполненным в форме тела вращения вогнутым профилем на рабочей поверхности цапфы валка и/или на внутренней рабочей поверхности цапфенной втулки.
В зависимости от максимального опорного усилия полость имеет точные предопределенные размеры. Кольцевая полость выполнена в виде вращательно-симметричного кольцевого зазора в смысле кольцевого полого профиля в плоскости, перпендикулярной к продольной оси опорного узла прокатного валка. Благодаря зазору предпочтительным образом достигается то, что в ненагруженном состоянии между цапфой валка и цапфенной втулкой не возникает предварительного напряжения.
Благодаря соответствующей изобретению полости между цапфой валка и цапфенной втулкой возникает увеличенное свободное пространство, в котором цапфенная втулка под нагрузкой в области полости, где действует усилие, может местами становиться плоской. Благодаря уплощению цапфенной втулки увеличивается полезная поверхность давления для восприятия усилий и значительно повышается несущая способность опорного узла прокатного валка без необходимости увеличения его конструктивных размеров. Более подробно это разъяснено в разделе "принцип действия" в конце описания.
Вогнутые профили в каждом случае образуют/ограничивают вращательно-симметричный, кольцевой зазор в качестве части вращательно-симметричной общей полости. Вследствие этого в случае нагрузки предпочтительно возникает дополнительное увеличение полезной поверхности давления между цапфой валка и цапфенной втулкой и в равной степени между цапфенной втулкой и опорной втулкой, что приводит к дальнейшему повышению несущей способности опоры при неизменном назначении размеров или при неизменных монтажных размерах.
Дальнейший вариант осуществления изобретения предусматривает то, что внешняя рабочая поверхность цапфы валка и/или внутренняя рабочая поверхность цапфенной втулки в области своего вогнутого профиля - если смотреть на продольном разрезе опорного узла прокатного валка - имеет контур, по меньшей мере, частично в виде прямой, синусоиды, полиномиальной кривой R(x) n-й степени или комбинации из них.
Кроме того, предусмотрено то, что контур рабочей поверхности цапфы валка или контур внутренней рабочей поверхности цапфенной втулки в области их вогнутого профиля - если смотреть на продольном разрезе опорного узла прокатного валка - является непрерывным и может дифференцироваться в переходной области между двумя соседними участками профиля. Вследствие этого линия контура, в дальнейшем называемая также профилем, благодаря граничащим друг с другом участкам профиля выполняется без углов (ребер), то есть с плавными переходами, для того чтобы препятствовать недостаткам, связанным с возможной концентрацией напряжения. Кроме того, в случае нагрузки предотвращается образование вмятин, например царапин, на взаимодействующих друг с другом рабочих поверхностях цапфенной втулки и цапфы валка.
Далее предусмотрено то, что контур рабочей поверхности цапфы валка или контур внутренней рабочей поверхности цапфенной втулки в области их вогнутого профиля - если смотреть на продольном разрезе опорного узла прокатного валка, то есть в осевом направлении - соотносится с распределением опорного усилия в осевом направлении, так что под нагрузкой местами достигается наибольшее уплощение цапфенной втулки в ее области упругих деформаций, которое приводит к максимальной несущей способности опорного узла прокатного валка при неизменных конструктивных размерах.
Далее изобретение предусматривает то, что, говоря о валке, речь идет об опорном валке или промежуточном валке или рабочем валке для использования в прокатной клети.
Кроме того, предусмотрено то, что в качестве захватного элемента между цапфой валка и цапфенной втулкой расположена, по меньшей мере, одна призматическая шпонка. Предпочтительно для передачи усилия используется, по меньшей мере, один стандартный конструктивный элемент, который в качестве малозатратного, стандартного, конструктивного элемента для передачи усилия может без проблем заменяться при износе или разрушении.
Согласно дальнейшему примеру осуществления предусмотрено, что узел имеет, по меньшей мере, один монтажный элемент с опорной втулкой, в которой цапфенная втулка с цапфой валка или с валком установлена с возможностью скольжения за счет использования несущей масляной пленки между цапфенной втулкой и опорной втулкой.
В итоге благодаря соответствующему изобретению опорному узлу можно просто и без больших затрат замещать или заменять соответствующими изобретению опорными узлами валков имеющиеся опорные узлы прокатного валка, например внутри прокатного стана, для того чтобы повышать несущую способность или производительность опоры без необходимости изменения имеющегося монтажного пространства. Соответствующий изобретению узел может просто монтироваться. В случае ремонта возможна простая и быстрая замена. Тем самым в итоге уменьшаются расходы на техническое обслуживание и эксплуатационные расходы при одновременном увеличении производительности.
Дальнейшие преимущества и частные варианты изобретения представлены в зависимых пунктах формулы изобретения и из последующего описания, в котором разъясняются более подробно изображенные на чертежах варианты осуществления изобретения. При этом наряду с приведенными выше комбинациями из признаков существенными являются также признаки по отдельности или в других комбинациях.
Далее изобретение подробно описывается, ссылаясь на чертежи, где:
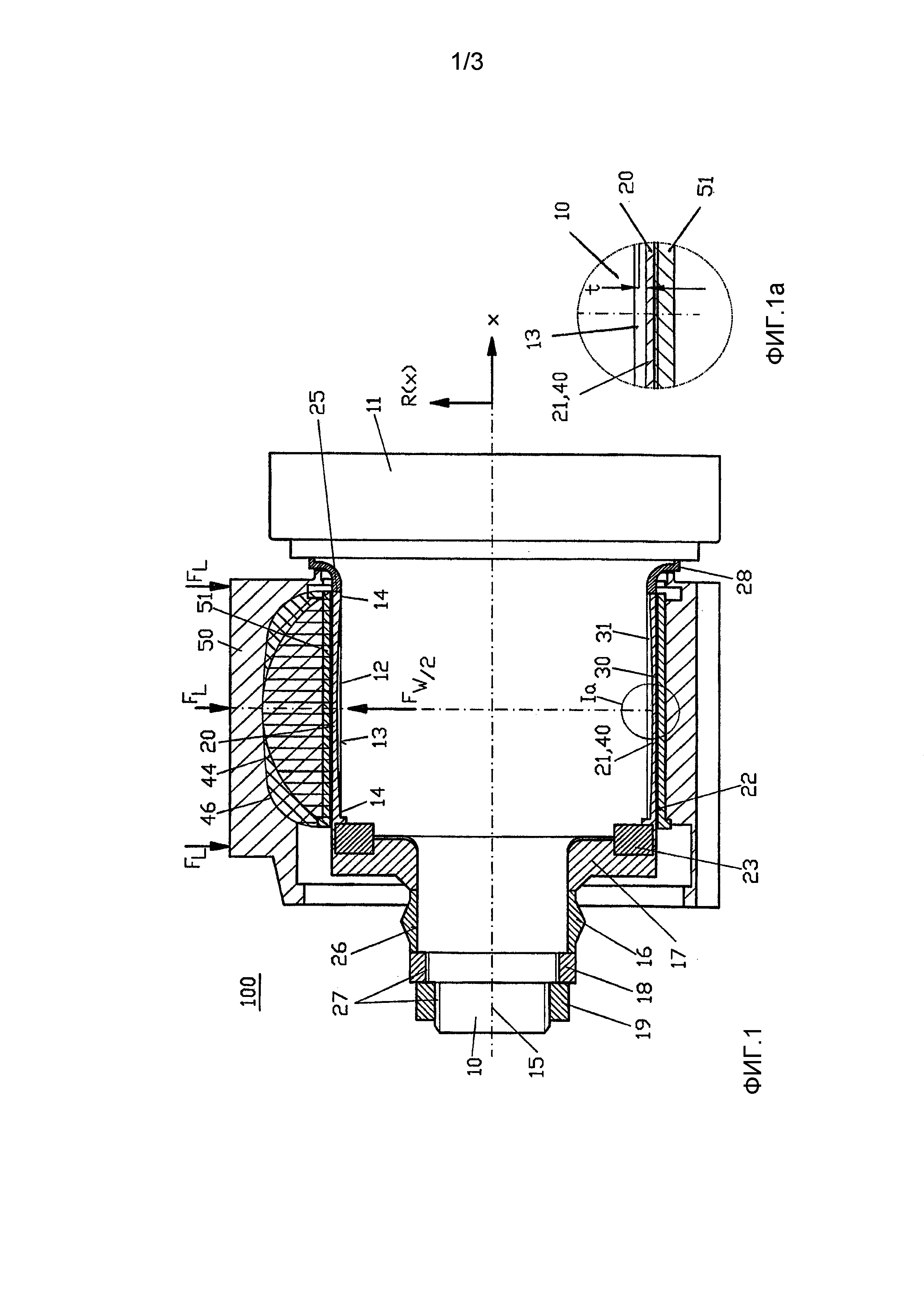
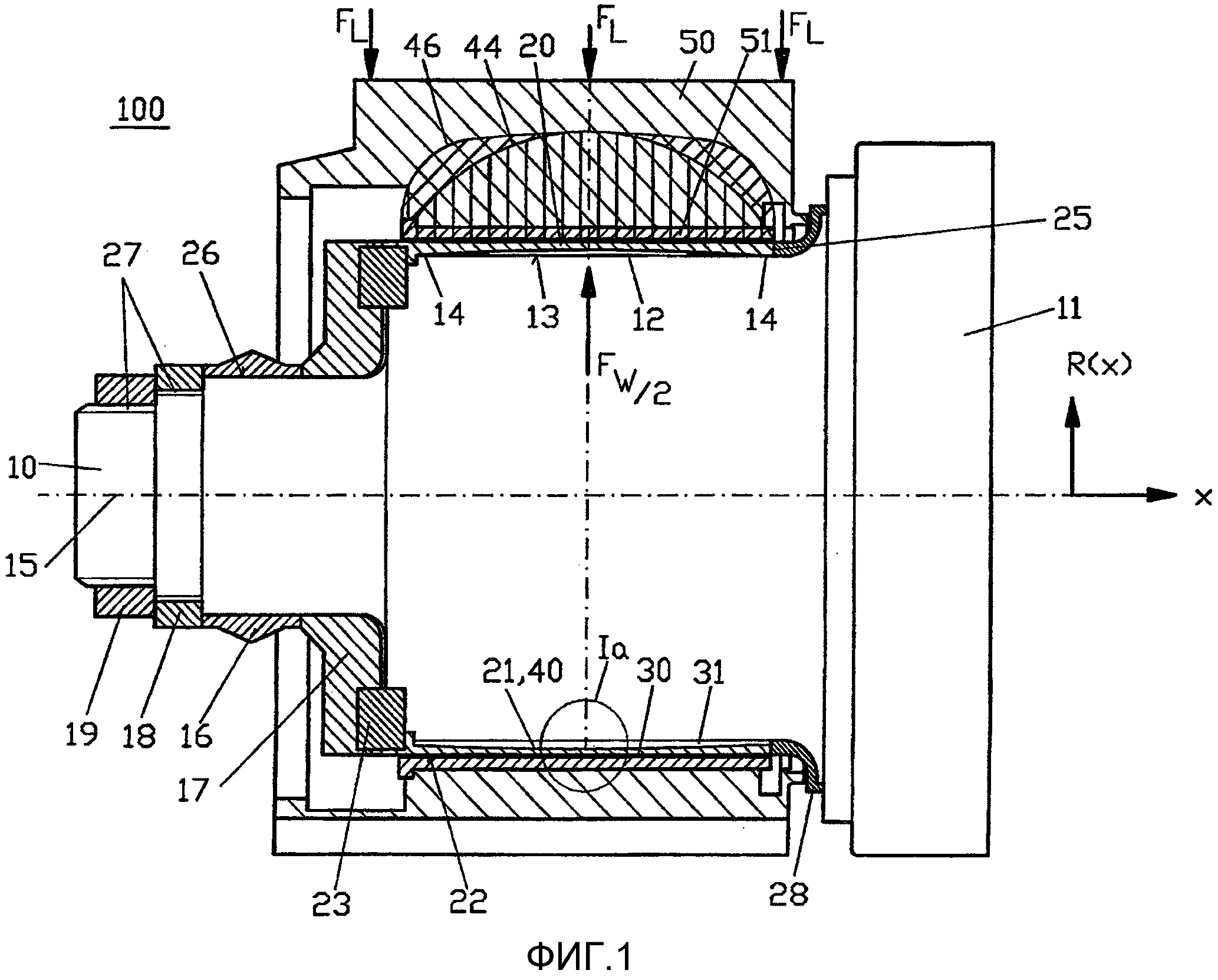
фиг. 1 показывает валок с профилированной, цилиндрической, цапфенной втулкой;
фиг. 1а показывает увеличенное изображение глубины t профиля;
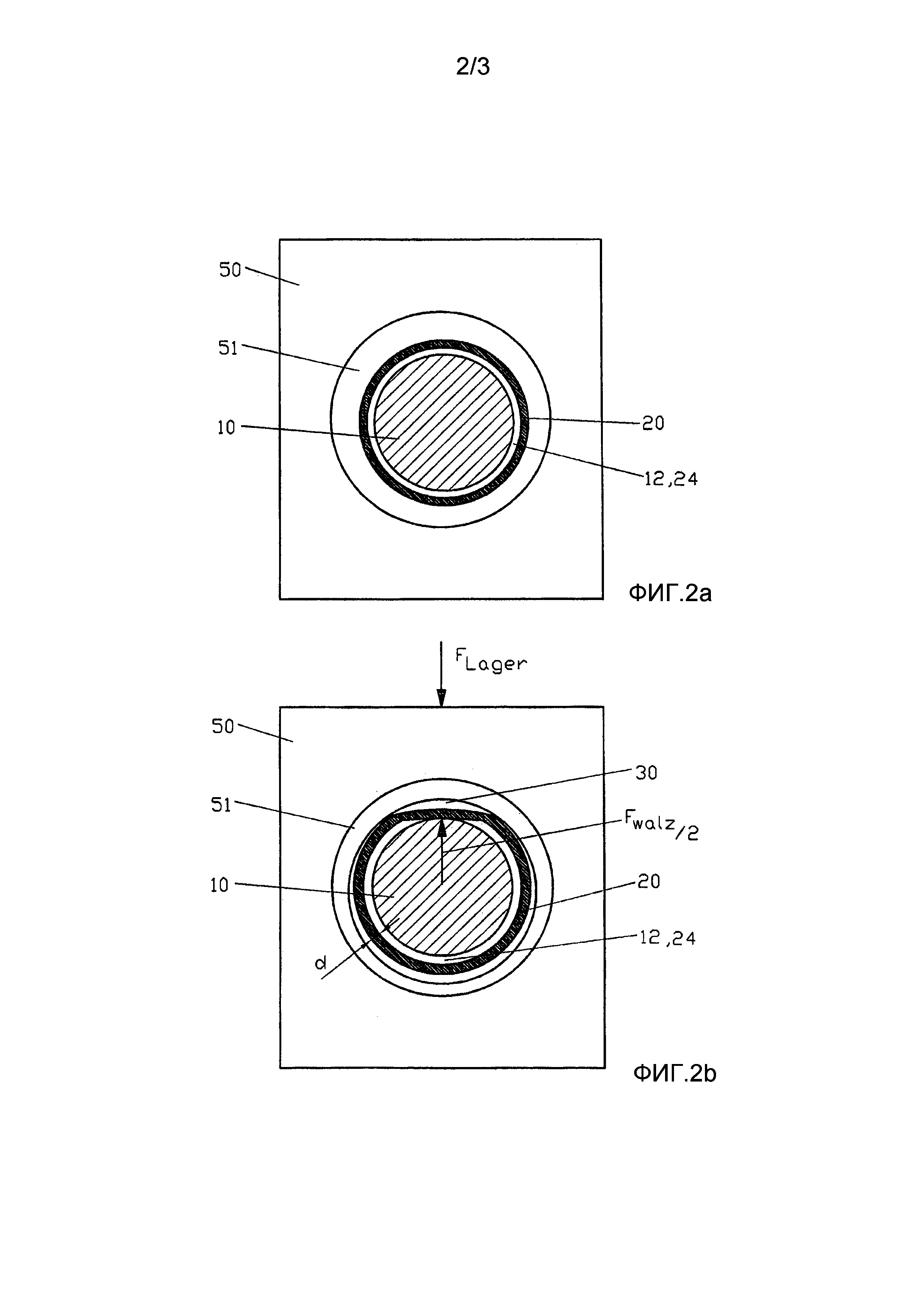
фиг. 2а показывает установку цапфы валка в цапфенной втулке с радиальным зазором в ненагруженном состоянии - изображение в разрезе в области максимальной общей полости;
фиг. 2b показывает деформацию цапфенной втулки с радиальным зазором в нагруженном состоянии - изображение в разрезе в области максимальной общей полости;
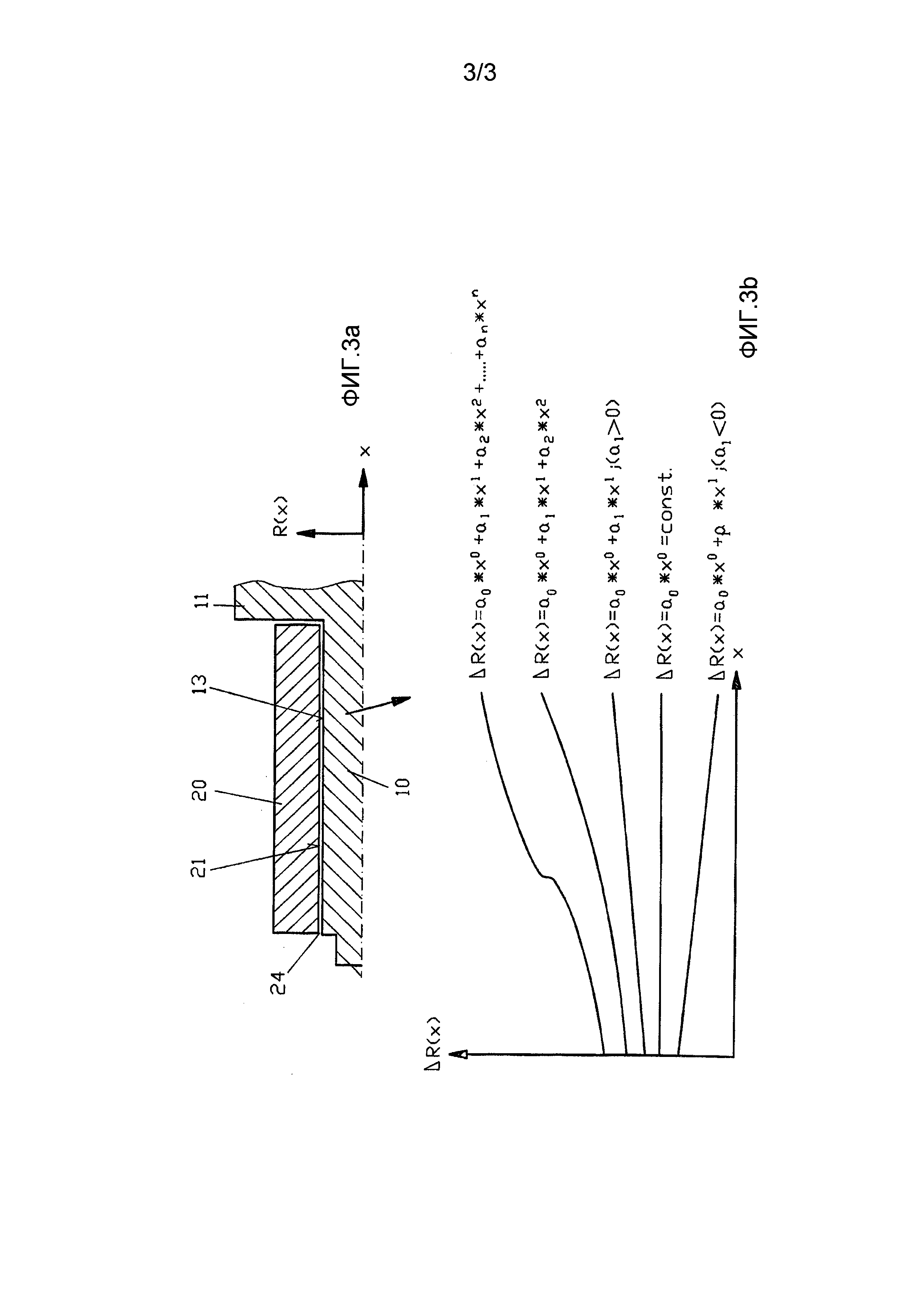
фиг. 3а показывает схематичное изображение установки цапфенной втулки на цапфе валка с зазором в опоре;
фиг. 3b показывает различные линии профиля для рабочей поверхности цапфы валка или внутренней рабочей поверхности цапфенной втулки.
На фиг. 1 изображен опорный узел 100 валка для использования, например в металлургии, включающее в себя валок с бочкой 11 валка и, по меньшей мере, одной цилиндрической цапфой 10 валка. Цапфа 10 валка установлена с радиальным зазором без возможности вращения в ответном относительно цапфы 10 валка, цилиндрическом, установочном отверстии цапфенной втулки 20. Радиальный зазор между цапфенной втулкой 20 и цапфой 10 валка образован полостью 12, которая проходит симметрично относительно оси вращения или вокруг цапфы 10 валка. Благодаря радиальному зазору цапфенную втулку 20 можно легко надевать на цапфу 10 валка, или, наоборот, цапфу 10 валка вставлять в цапфенную втулку 20. Предпочтительно радиальный зазор в качестве разности диаметров между цапфенной втулкой 20 и цапфой 10 валка составляет максимум между 0,10 мм и 0,80 мм.
Толщина d стенки цилиндрической цапфенной втулки составляет от 10 мм до 75 мм, не принимая во внимания описанный далее, опциональный, вращательно-симметричный, вогнутый профиль.
Для ограничения положения цапфенной втулки 20 при ее надевании на цапфу 10 валка между торцом бочки 11 валка и цапфенной втулкой 20 расположено распорное кольцо 28 с упором 25. Альтернативно в качестве упора 25 бочка 11 валка может быть оснащена с торца выступом (не изображен), который выполнен за одно целое с бочкой валка. Цапфенная втулка 20 после надевания на цапфу 10 валка прижимается в осевом направлении (x) к упору 25 прижимным кольцом 17 при помощи упорного подшипника или внутреннего кольца 16, которое опционально расположено для установки цапфы 10 валка, и гайкой 18 и таким образом предохраняется от осевого смещения. При этом цапфа 10 валка на своем конце для установки прижимного кольца 17 оснащена втулочным выступом 26, а после него резьбовой цапфой 27 для установки гайки 18. Дополнительно гайка 18 может быть защищена от отвинчивания при помощи стопора 19 вращения, например контргайки.
Для установления соединения с геометрическим замыканием и для передачи возникающих при вращательном движении окружных усилий между цапфенной втулкой 20 и цапфой 10 валка расположен, по меньшей мере, один захватный элемент 23, например, в виде призматической шпонки. В дальнейшем возможном варианте осуществления, по меньшей мере, один захватный элемент может быть также выполнен за одно целое с цапфой 10 валка или цапфенной втулкой 20.
Например, внутренняя рабочая поверхность 21 цапфенной втулки 20 оснащена кольцевым или вращательно-симметричным, вогнутым контуром, называемым далее также очертанием или профилем 40, который изготовлен, например обточкой и/или проточкой. Профиль 40 внутренней рабочей поверхности 21 цапфенной втулки 20 в области своего вогнутого очертания - если смотреть на продольном разрезе цапфенной втулки 20 - имеет контур, по меньшей мере, частично в виде прямой, синусоиды, полиномиальной кривой R(x) n-й степени, предпочтительно второй степени в виде параболы, или комбинации из них. Альтернативно или дополнительно на рабочей поверхности цапфы валка может быть также выполнен кольцевой или вращательно-симметричный контур.
Благодаря вогнутому характеру линий профиля на цапфе 10 валка и/или на цапфенной втулке 20 (первое не показано на фиг. 1) неизбежно образуются углубления с глубиной t в виде вращательно-симметричных кольцевых зазоров, дающие в итоге увеличение вращательно-симметричной полости 12, которая уже образована радиальным зазором, имеющимся в ненагруженном состоянии между цапфенной втулкой 20 и цапфой 10 валка. В итоге полость 12, состоит из радиального зазора плюс углублений, также выполнена в виде кольцевого зазора в смысле кольцевого полого профиля и проходит вокруг цапфы 10 валка в плоскости, перпендикулярной к средней оси 15 цапфы 10 валка.
При нагружении опорного узла прокатного валка усилием FW прокатки (действие), которое уравновешивается на обеих цапфах валка суммарно наполовину большим, однако направленным в противоположную сторону опорным усилием FL (реакция), профиль 40 внутренней рабочей поверхности 21 цапфенной втулки 20 местами упруго адаптируется или прижимается к цилиндрической рабочей поверхности 13 цапфы 10 валка, благодаря чему, как следствие, образуется также увеличенная опорная поверхность между цапфенной втулкой 20 и опорной втулкой 51, как показано более подробно на фиг. 2b, и что приводит к оптимизации распределения давления опорного усилия F. На фиг. 1 эпюра 44 показывает распределение давления согласно уровню техники, а эпюра 46 показывает оптимизированное распределение давления соответствующего изобретению опорного узла 100 валка в случае нагрузки и в каждом случае в осевом направлении.
Фиг. 1 показывает опорный узел прокатного валка в частично нагруженном состоянии. Частичная нагрузка имеет такую величину, что заданная в ненагруженном состоянии радиальным зазором часть полости сжата на фиг. 1 в месте приложения усилия в верхней части опорного узла прокатного валка. При частичной нагрузке согласно фиг. 1 цапфенная втулка прилегает к цапфам валка лишь на некоторых участках, а именно лишь контактными поверхностями 14 на обеих сторонах. Образованная же вогнутым профилем цапфенной втулки часть полости, тем не менее, еще имеется и ее можно увидеть. Воздействие усилия на фиг. 1 еще не максимально. В частности это воздействие еще не настолько велико, что образованная вогнутым профилем цапфенной втулки дополнительная часть полости на верхней стороне опорного узла прокатного валка также исчезает, и что цапфенная втулка по всей своей осевой длине вступает в контакт с цапфой валка. Этот случай нагрузки требует еще более высоких усилий FW прокатки и опорных усилий FL (на фиг. 1 не изображен).
В зависимости от максимально возникающего усилия FW прокатки и модуля упругости цапфенной втулки 20 глубина t профиля 40 или величина получающейся из нее дополнительной полости 12 между цапфенной втулкой 20 и цапфой 10 валка адаптирована таким образом, что объем полости 12 выполнен тем больше, чем больше максимальное усилие FW прокатки в нагруженном состоянии, причем деформация цапфенной втулки 20 остается только в области упругих деформаций. Действительная глубина t профиля расположена в диапазоне, измеряемом в микрометрах (мкм), предпочтительно до 1000 мкм.
Говоря об изображенном валке, речь предпочтительно может идти об опорном валке или промежуточном валке или рабочем валке для использования в прокатной клети. При этом прокатная клеть может быть расположена в прокатном цехе в качестве части линии проката.
Кроме того, может быть предусмотрено то, что предусмотрен, по меньшей мере, один монтажный элемент 50 с опорной втулкой 51 для установки цапфенной втулки 20 с цапфой 10 валка, причем между опорной втулкой 51 монтажного элемента 50 и внешней рабочей поверхностью 22 цапфенной втулки 20 предусмотрена несущая масляная пленка 30. Этот узел обозначается также как опора на масляной пленке. В предпочтительном варианте осуществления внутренняя рабочая поверхность опорной втулки 51 имеет покрытие из подшипникового металла, например из баббита.
Между цапфенной втулкой 20 и цапфой 10 валка предпочтительно расположена смазочная пленка 31, для того чтобы предотвращать холодную микросварку микротрением.
Подробное изображение на фиг. 1а наглядно показывает в увеличенном масштабе весь зазор между внешней рабочей поверхностью 13 цапфы валка и внутренней рабочей поверхностью 21 цапфенной втулки. Весь зазор образуется из предварительно выбранного допуска на посадку (посадка с зазором) между цапфой 10 валка и цапфенной втулкой 20, который не обозначен на фиг. 1а более подробно, и из глубины t профиля.
Изображение на фиг. 2а показывает в разрезе установку цапфы 10 валка в цапфенной втулке 20 с радиальным зазором 24 в ненагруженном состоянии. Радиальный зазор между цапфенной втулкой 20 и цапфой 10 валка образует кольцевую полость 12.
Фиг. 2b показывает установку цапфы 10 валка в цапфенной втулке 20 с радиальным зазором в нагруженном состоянии. В случае нагрузки полость 12 между цапфенной втулкой 20 и цапфой 10 валка локально прерывается в месте приложения нагрузки. Как показывает изображение, цапфенная втулка 20 опирается в нагруженном месте на цапфе 10 валка и прижимается к цапфе валка. При нагрузке давлением цапфенная втулка 20 испытывает упругую деформацию, которая воспринимается имеющим точные предопределенные размеры полости 12 в контактной области. Распределение давления между цапфенной втулкой 20 и цапфой 10 валка осуществляется таким образом, что образуется увеличенная уплощенная поверхность между цапфенной втулкой 20 и цапфой 10 валка для передачи усилия, причем уплощение в равной степени распространяется на внешнюю рабочую поверхность 22 цапфенной втулки 20, и таким образом образуется максимальная контактная поверхность или гидродинамический пик давления между цапфенной втулкой 20 и цапфой 10 валка и между цапфенной втулкой 20 и опорной втулкой 51; более подробно принцип действия описан далее внизу.
Фиг. 3а показывает по существу опорный узел 100 валка с валком и, по меньшей мере, одной цапфенной втулкой 20, которая расположена на цапфе 10 валка с радиальным зазором 24. При этом рабочая поверхность 13 цапфы 10 валка и внутренняя рабочая поверхность 21 цапфенной втулки 20 имеют цилиндрическую форму, причем соответствующие рабочие поверхности 13, 21 являются ответными поверхностями по отношению друг к другу и - в ненагруженном состоянии - расположены друг против друга с радиальным зазором, вследствие чего образуется вращательно-симметричная полость.
Для того чтобы повышать несущую способность показанного на фиг. 3a опорного узла прокатного валка, для полости за счет радиального зазора должны задаваться соответствующие размеры в зависимости от возникающего усилия FW прокатки и опорного усилия FL. Для этого согласно изобретению дополнительно могут быть опционально предусмотрены вращательно-симметричные профили 40 на внутренней рабочей поверхности 21 цапфенной втулки 20 и/или на рабочей поверхности 13 цапфы 10 валка, для того чтобы увеличивать полость еще больше. В качестве примера фиг. 3b описывает различные возможные профили в осевом направлении в виде математических функций R(x) n-й степени, которые в зависимости от случая нагрузки могут также использоваться в комбинации с другими профилями. Для того чтобы обеспечивать равномерный переход без углов на комбинируемых друг с другом участках профиля, профиль 40 в переходной области между двумя соседними участками профиля выполнен непрерывным и с возможностью дифференцирования. Следует упомянуть, что изображенные на фиг. 3b линии кривых не описывают реализуемые в действительности на практике профили. Изображенное большое количество участков кривой или профиля служит лишь для схематичного представления различных возможных вариантов профиля.
ПРИНЦИП ДЕЙСТВИЯ
Благодаря соответствующей изобретению, вращательно-симметричной полости 12 между цапфенной втулкой 20 и цапфой 10 валка, получающейся из радиального зазора и дополнительно опционально также из профиля 40, между цапфенной втулкой 20 и цапфой валка образуется увеличенное свободное пространство, в которое цапфенная втулка 20 может расширяться на месте приложения усилия.
Конкретно в прокатном стане в прокатной клети усилие FW прокатки, направленное, по меньшей мере, по существу вертикально вверх, оказывается на верхний (опорный) валок, в то время как одновременно на нижний (опорный) валок оказывается усилие FW прокатки, направленное, по меньшей мере, по существу вертикально вниз. Эти усилия прокатки передаются от бочек валков в каждом случае в половинном размере на цапфы валков, вследствие чего цапфа валка в верхнем монтажном элементе прижимается вверх, а в нижнем монтажном элементе вниз.
Согласно цепи воздействия, усилия прокатки передаются от цапфы валка далее через цапфенную втулку, несущую масляную пленку между цапфенной втулкой и опорной втулкой и через опорную втулку на монтажный элемент. От монтажного элемента усилия прокатки выводятся далее в прокатную клеть, в которой установлен монтажный элемент.
Монтажный элемент, а также установленная в монтажном элементе опорная втулка в идеале должны рассматриваться как неупругие (жесткие) и несжимаемые против воздействия усилий прокатки. То есть монтажный элемент и опорная втулка полностью воспринимают воздействующие на них, в каждом случае половинные усилия FW/2 прокатки (действия), противопоставляя им в каждом случае равные по сумме, но направленные в противоположные стороны опорного усилия FL (реакции).
Нагружение цапфы валка во время процесса прокатки незначительным усилием FW прокатки уже является причиной того, что цапфа 10 валка с цапфенной втулкой 20 оказывает давление в направлении усилия FW прокатки на несущую масляную пленку 30, а эта масляная пленка оказывает давление на опорную втулку 51 и монтажный элемент; см. фиг. 2b. Однако при этом цапфенная втулка 20 наталкивается на несжимаемую, несущую, масляную пленку 30, которой со своей стороны препятствуют в смещении в направлении усилия прокатки жесткая опорная втулка 51 и жесткий монтажный элемент 50. Поэтому в итоге благодаря противодействующему опорному усилию FL цапфенная втулка не может смещаться в направлении усилия прокатки.
Сама же цапфенная втулка 20 в сочетании с соответствующей изобретению полостью 12 по направлению к цапфе 10 валка является самым слабым звеном в указанной выше цепи воздействия усилия (прокатки).
Так как цапфенная втулка 20 не может избежать усилия прокатки, то в случае нагрузки во время процесса прокатки доходит до упругой деформации цапфенной втулки 20. Благодаря усилию FW/2 прокатки или направленному навстречу опорному усилию FL цапфенная втулка деформируется в исходную полость 12 и при этом уплощается (расплющивается). Уплощение максимум происходит до тех пор, пока цапфенная втулка не прижимается к цапфе валка 10 и не подпирается этой цапфой валка. Цапфенная втулка 20 локально упруго адаптируется к профилю 40 цапфы валка и после снятия нагрузки деформируется снова в исходное состояние. Благодаря уплощению увеличивается действующая поверхность давления между цапфенной втулкой 20 и опорной втулкой 51. Между цапфенной втулкой 20 и опорной втулкой 51 расположена несущая масляная пленка 30, которая образует так называемую гидродинамическую опору на масляной пленке. За счет увеличения действующей поверхности давления соответствующий изобретению опорный узел валка приводит к повышению несущей способности гидродинамической опоры на масляной пленке между цапфенной втулкой и опорной втулкой.
В реальности усилие прокатки или опорное усилие действуют не точечно или линейно, а в виде пиков усилия. Пики усилия распространяются по поверхности в окружном направлении и в осевом направлении. Благодаря уплощению цапфенной втулки и связанному с ним увеличению действующей поверхности давления достигается значительное повышение несущей способности опорного узла прокатного валка для растянутых по поверхности пиков усилия.
Соответствующий изобретению опорный узел валка также имеет значительно большую несущую способность по сравнению с узлом, в которой цапфенная втулка уже в ненагруженном состоянии соединена с силовым замыканием с цапфой валка при помощи предварительного напряжения, например посредством усадки. Благодаря соответствующей изобретению полости необходимое для упругого уплощения цапфенной втулки нагружение усилием меньше чем в конструкциях с предварительным напряжением между опорной втулкой и цапфой. В предварительно напряженных конструкциях требуются большие усилия для реализации такой же деформации цапфенной втулки.
Итак, из-за относительно небольшой толщины стенки цапфенной втулки 20 деформация под нагрузкой на внутренней рабочей поверхности 21 цапфенной втулки 20 будет отображаться без изменения, то есть равнозначно на внешней рабочей поверхности 22 цапфенной втулки 20, и тем самым приведет к увеличению/расширению противоположной приложению усилия поверхности давления между цапфенной втулкой 20 и опорной втулкой 51. Это, в свою очередь, приводит к равномерному распределению давления в смазочной пленке, так что воспринимается большее усилие, без того чтобы пиковое давление в несущей масляной пленке 30 превышало предельные значения для материала опорной втулки или покрытия из подшипникового металла на опорной втулке. Следовательно, соответствующий изобретению опорный узел приводит к повышению несущей способности гидродинамической опоры на смазочной или масляной пленке между цапфенной втулкой 20 и опорной втулкой 51.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
100 опорный узел валка
10 цапфа валка
11 бочка валка
12 полость
13 рабочая поверхность цапфы валка
14 контактная поверхность
15 средняя ось
16 упорный подшипник или внутреннее кольцо
17 прижимное кольцо
18 гайка
19 контргайка
20 цапфенная втулка
21 внутренняя рабочая поверхность цапфенной втулки
22 внешняя рабочая поверхность цапфенной втулки
23 захватный элемент
24 радиальный зазор
25 упор
26 втулочный выступ
27 резьбовая цапфа
28 распорное кольцо
30 несущая масляная пленка
31 смазочная пленка
40 профиль
44 эпюра распределения давления согласно уровню техники
46 оптимизированная эпюра распределения давления
50 монтажный элемент
51 опорная втулка
R(x) профиль в виде математической функции
x координата в осевом направлении
FW усилие прокатки
FL опорное усилие
t глубина профиля
d толщина стенки цапфенной втулки
Способ и устройство для охлаждения поверхностей в разливочных агрегатах, прокатных агрегатах или других линиях обработки полосы
Опора для валка прокатного стана
Система барабанных ножниц
Устройство для прокатки, в частности клеть для асимметричной прокатки
Прокатное устройство
Прокатная клеть
Устройство и способ измерения толщины
Устройство для резки
Охлаждающее устройство для охлаждения металлической ленты
Способ горячей прокатки и термообработки стальной полосы
Способ очистки и/или удаления окалины с плоской заготовки или черновой полосы с помощью устройства для гидросбива окалины и устройство для гидросбива окалины
Способ и устройство для динамического снабжения охлаждающим средством охлаждающего устройства для охлаждения металлической полосы или подобного прокатываемого изделия
Подушка для опоры валка в станине прокатной клети
Способ и устройство для охлаждения поверхностей в разливочных агрегатах, прокатных агрегатах или других линиях обработки полосы
Опора для валка прокатного стана
Отклоняющее устройство для полосы и валковая система
Валковое устройство
Устройство и способ для охлаждения ролика
Подшипник с масляной пленкой для шейки валка с гидростатической опорой
Уплотнительное устройство с состоящим из двух частей кольцевым телом

