Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ НАГРЕВА СТАЛЬНОГО ЛИСТА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу и устройству для нагрева стального листа и более конкретно к способу и устройству для нагрева стального листа, которые являются эффективными в предотвращении дефектов коробления или появления складок, далее "коробление", легко возникающих при быстром нагреве.
Уровень техники
В установке непрерывного отжига или непрерывного цинкования стального листа нагрев от комнатной температуры до более высокой температуры осуществляется введением непрерывно подаваемого стального листа в печь с более высокой температурой и косвенным нагревом за счет передачи тепла от атмосферы внутри печи или теплоты излучения трубы или стенки печи. Однако при таком методе косвенного нагрева трудно получить большую скорость нагрева не менее 10°С/сек, когда толщина листа составляет 1 мм. С другой стороны, учитывая свойства продукта и производительность, существуют случаи, когда требуется более быстрый нагрев по сравнению с вышеуказанным способом косвенного нагрева.
В качестве технологического решения, соответствующего вышеуказанным требованиям, разработан способ прямого джоулева нагрева электрическим током листа и использованием электродов или индукционной катушки, чтобы создать ток индукции в стальном листе. Например, патентный документ 1 раскрывает технологию, пригодную для быстрого нагрева стального листа после гальванизации от температуры ванны цинкования до температуры легирования за счет протекания тока низкой частоты между двумя точками в направлении перемещения металлической полосы, например, стальной полосы или т.п., и частично индукционного нагрева на более высокой частоте между двумя точками. Кроме того, патентный документ 2 раскрывает технологию, в которой лист текстурированной электротехнической стали, имеющей высокую плотность магнитного потока, получают проведением быстрого нагрева со скоростью не менее 80°°С/сек с электрическим нагревом между роликами в процессе повышения температуры при обезуглероживающем отжиге.
Однако при таком быстром нагреве существует проблема в том, что стальной лист после быстрого нагрева склонен к "короблению". Например, патентный документ 3 раскрывает, что стальной лист, нагретый в электрическом устройстве для нагрева, вызывает полосчатый дефект, называемый "коробление", после прохождения через ролик проводник на нижней стороне листа в направлении перемещения и что для предотвращения коробления эффективным является использование для предотвращения коробления ролика, разделенного на две части в направлении ширины стального листа на верхней или нижней лицевой стороне под надлежащим углом раскрыва по отношению к направлению движения листа непосредственно перед роликом проводником для сглаживания морщин в направлении ширины листа.
Патентный документ 1: JP-A-H05-156420
Патентный документ 2: JP-A-H07-041860
Патентный документ 3: JP-A-H08-277425
Раскрытие изобретения
В патентном документе 3 вышеуказанное "коробление" описано как возникающее из-за того, что когда стальной лист быстро нагревают электрическим нагревом между роликами проводника, в качестве электродов, расположенных на его верхних и нижних сторонах, он склонен расширяться в направлении ширины листа, но тепловое расширение ограничивается последующим роликом проводником с образованием морщин и затем область морщин подвергается пластической деформации при обжатии, когда лист проходит через тянущие части роликов проводников или подобным образом с формированием полосчатого дефекта. Согласно этому описанию считается, что формирование коробления может быть предотвращено с помощью системы индукционного нагрева без использования ролика проводника.
Без сомнения, формирование коробления в значительной степени снижается при индукционном нагреве без ролика проводника. Однако согласно критической проверке авторами изобретения было установлено, что значительное количество небольших продольных складок образуется даже при индукционном нагреве без роликов, ограничивающих свободное расширение стального листа, аналогично электрическому нагреву, вызывающему коробление. Существует возможность того, что эту проблему коробления можно решить применением технологии, раскрытой в патентном документе 3. Однако когда ролик для предотвращения коробления расположен сразу после катушки индукционного нагрева, могут появляться дефекты при контактировании стального листа с роликом для предотвращения коробления. Кроме того, поскольку ролик для предотвращения коробления служит для ограничения проскальзывания стального листа в направлении его расширения, когда температура нагрева изменяется различным образом, существует проблема в том, что ролик не может справиться с изменением связанного с ним теплового расширения. Кроме того, трудно обеспечить требуемое пространство для размещения ролика. Даже если ролик размещен, существует много проблем со стоимостью устройства и обслуживанием, потому что ролик для предотвращения коробления патентного документа 3 является сложным элементом устройства.
Настоящее изобретение создано с учетом проблем, присущих обычным способам, и предлагает способ нагрева стального листа, в котором коробление, возникающее при быстром нагреве стального листа, может быть эффективно предотвращено независимо от наличия или отсутствия ролика, поддерживающего стальной лист, и предлагает устройство для нагрева, используемое в этом способе.
Для решения поставленной задачи авторы настоящего изобретения провели различные исследования способа предотвращения развития морщин, образующихся в результате теплового расширения в направлении ширины листа за счет быстрого нагрева до коробления. В результате было установлено, что он эффективен для превращения множества небольших продольных складок, образующихся при быстром нагреве в большую складку, чтобы такое множество небольших продольных складок не развивалось до коробления, то есть центральную часть по ширине движущегося стального листа предварительно нагревают, чтобы сформировать складку и затем эту зону нагрева увеличивают в направлении ширины, чтобы расширить складку до ширины краевого участка листа. Таким образом, изобретение было осуществлено.
То есть изобретение является способом нагрева стального листа нагревом непрерывно движущегося стального листа, характеризующимся предварительным нагревом центральной части по ширине стального листа.
Также способ нагрева изобретения характеризуется тем, что стальной лист нагревают таким образом, чтобы форма изотермы при нагреве была выпуклой в сторону ввода.
Кроме того, выпуклая форма в способе нагрева изобретения характеризуется дугой окружности или V-образной формой.
Изобретение также является устройством для нагрева стального листа характеризующимся тем, что средства нагрева непрерывно движущегося стального листа расположены так, чтобы предварительно нагревать центральную часть по ширине стального листа.
Средство нагрева стального листа изобретения характеризуется электромагнитной катушкой индукционного нагрева, в котором форма, проецируемая на поверхность стального листа, является выпуклой формой в сторону ввода.
Кроме того, выпуклая форма в изобретении характеризуется формой дуги окружности или V-образной формой.
Кроме того, средство нагрева стального листа в изобретении характеризуется тем, что средство предварительного нагрева для нагрева центральной части по ширине стального листа расположено со стороны ввода электромагнитного индукционного нагревательного типа, в котором форма, проецируемая на поверхность стального листа, является прямоугольной.
Кроме того, устройство предварительного нагрева в изобретении является катушкой индукционного нагрева поперечного типа.
Кроме того, изобретение характеризуется тем, что тянущий ролик расположен между электромагнитной катушкой индукционного нагрева и последующим опорным роликом.
Согласно изобретению коробление, возникающее при быстром нагреве стального листа, эффективно может быть предотвращено, так что можно стабильно пропускать стальной лист в установке непрерывного отжига, и это также в значительной степени способствует улучшению качества формы производимого стального листа.
Краткое описание чертежей
Фиг.1 представляет схематический вид, иллюстрирующий устройство нагрева с использованием обычной электромагнитной катушки индукционного нагрева и форму поверхности стального листа быстро нагретого этим устройством.
Фиг.2 представляет схематический вид, иллюстрирующий форму поперечного сечения стального листа, выполненного по линии АА′ на фиг.1.
Фиг.3 представляет схематический вид, иллюстрирующий устройство нагрева изобретения с использованием дугообразной электромагнитной катушки индукционного нагрева и форму поверхности стального листа быстро нагретого этим устройством.
Фиг.4 представляет схематический вид, иллюстрирующий форму поперечного сечения стального листа, выполненного по линии ВВ′ фиг.3.
Фиг.5 представляет вид сверху, иллюстрирующий изменение формы стального листа в зависимости от различия в способе нагрева.
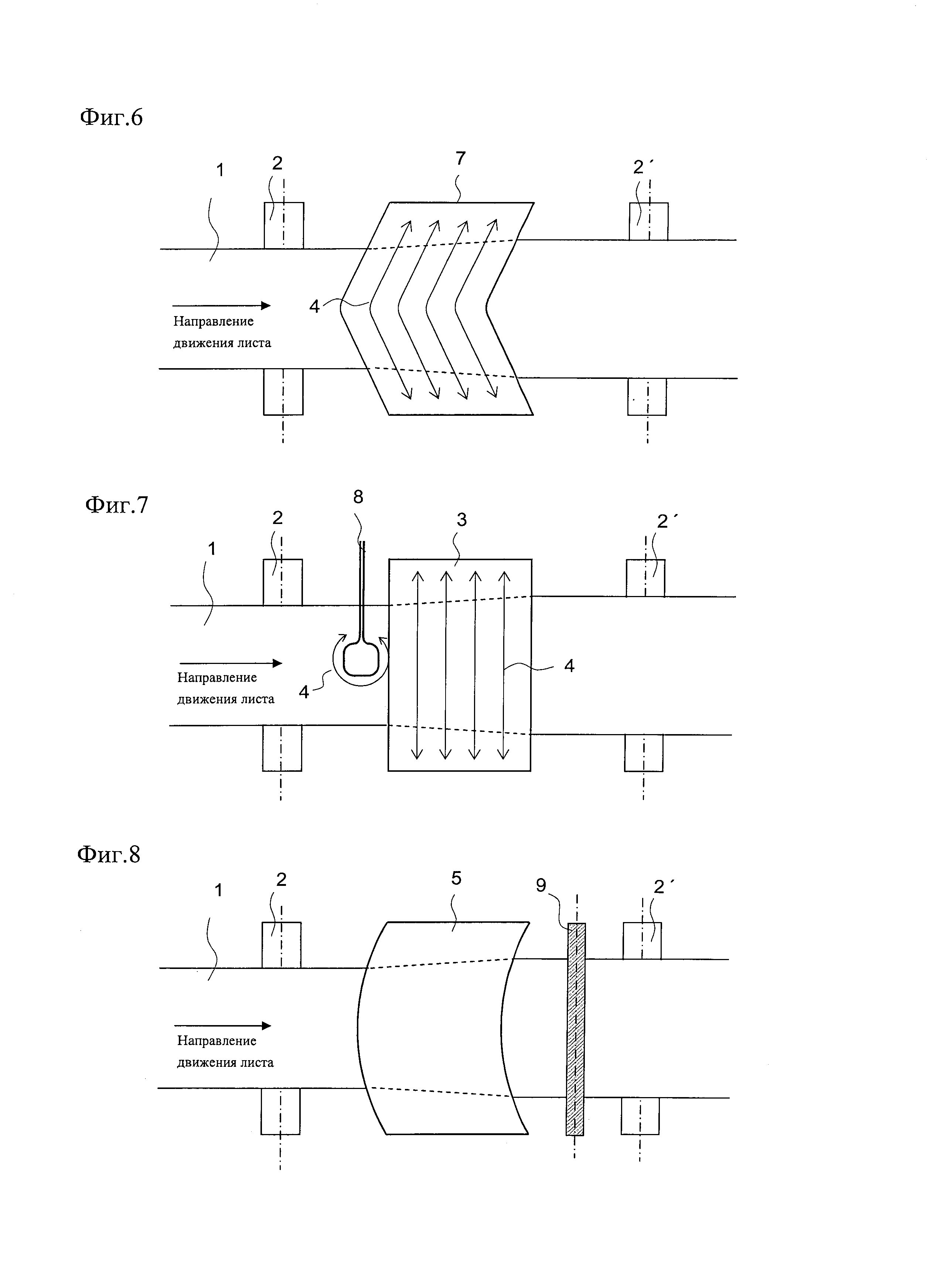
Фиг.6 представляет схематический вид, иллюстрирующий другое устройство нагрева изобретения с использованием V-образной электромагнитной катушки индукционного нагрева.
Фиг.7 представляет схематический вид, иллюстрирующий другое устройство нагрева изобретения с использованием устройства предварительного нагрева.
Фиг.8 представляет схематический вид, иллюстрирующий другой пример устройства нагрева изобретения, в котором тянущий ролик расположен после устройства нагрева, показанного на фиг.3.
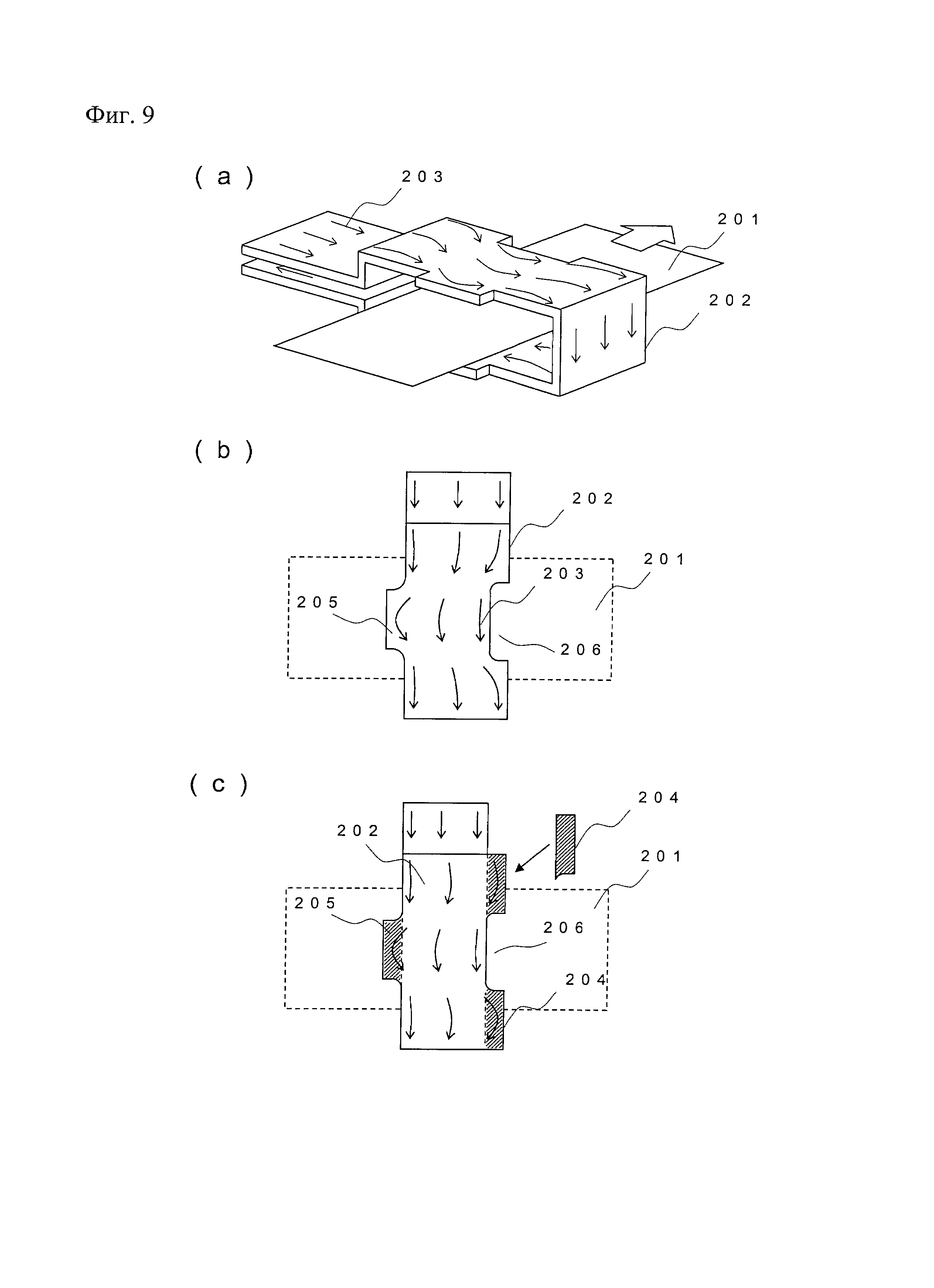
Фиг.9 представляет схематический вид, иллюстрирующий другое устройство нагрева изобретения с использованием электромагнитной катушки индукционного нагрева.
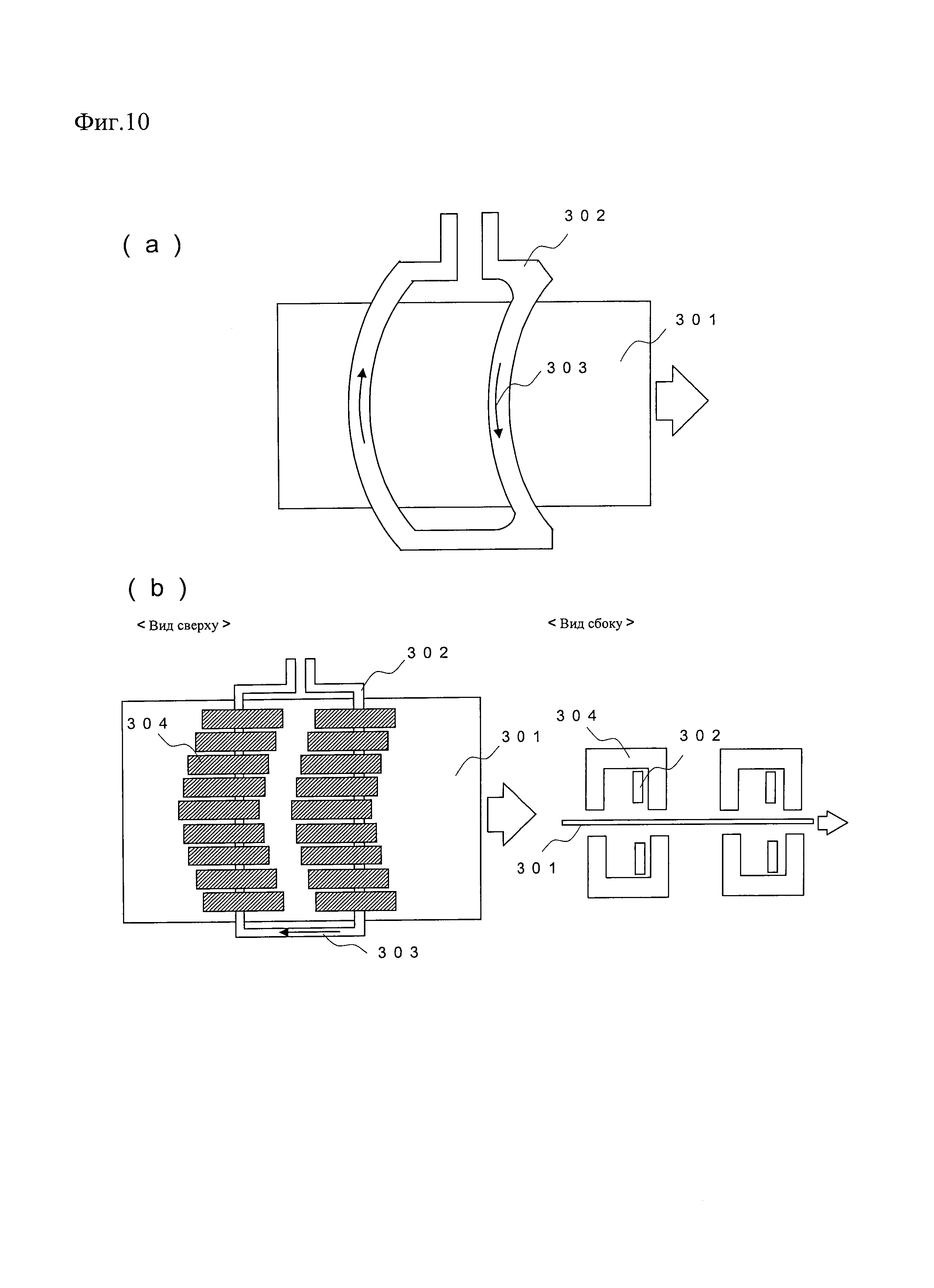
Фиг.10 представляет схематический вид, иллюстрирующий другое устройство нагрева изобретения с использованием поперечной электромагнитной катушки индукционного нагрева.
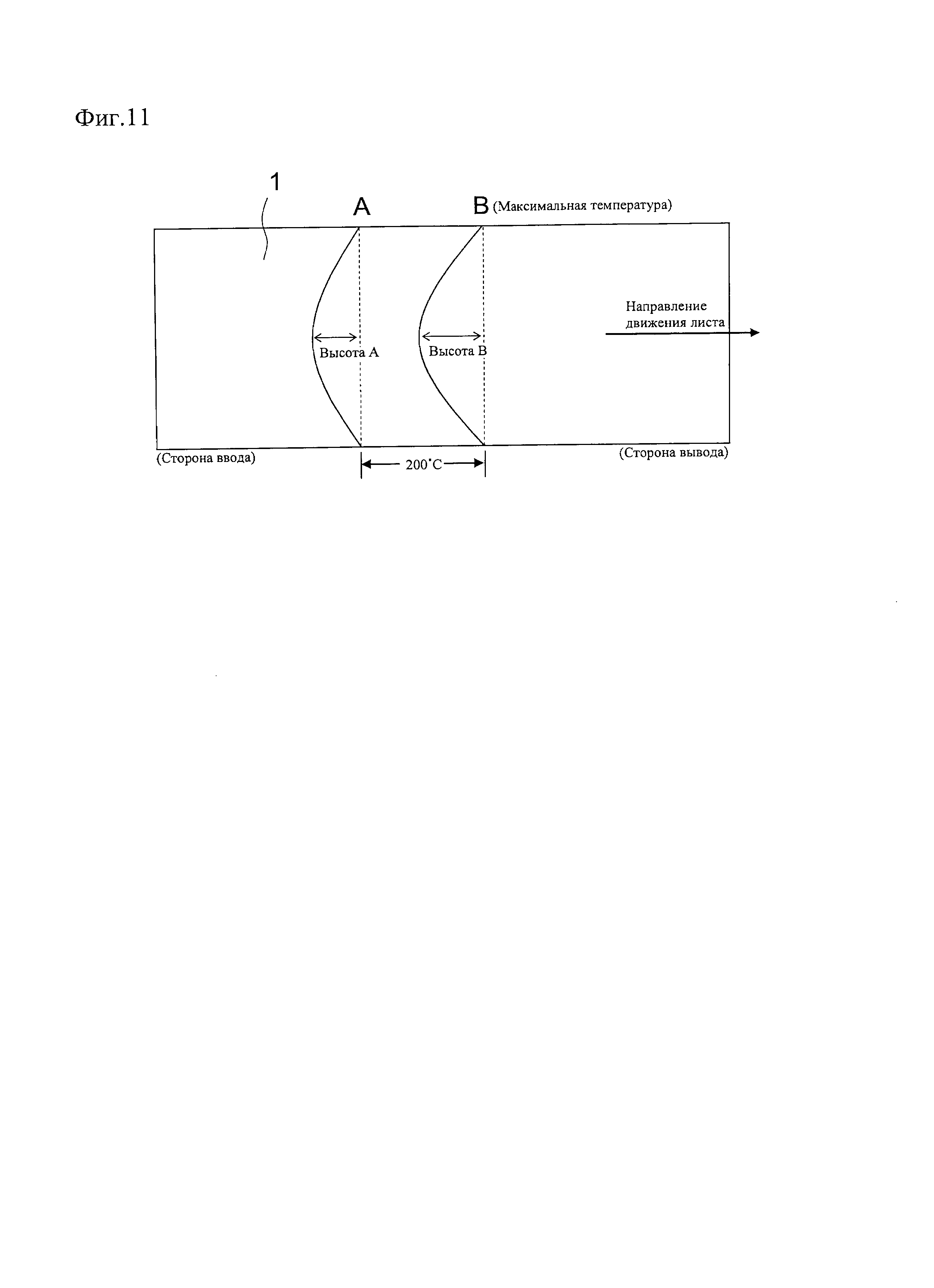
Фиг.11 является видом, схематично представляющим изотерму в способе нагрева изобретения.
Осуществление изобретения
Обычно много промежуточных роликов расположены противоположно в печи отжига, чтобы фиксировать стальной лист в печи в течение длительного времени в установке для непрерывного отжига стального листа. Стальной лист совершает возвратно-поступательные движения между противоположными промежуточными роликами, в то время как поверхность ролика выполнена выпуклой для создания заданного давления на стальной лист, чтобы предотвратить изгиб стального листа, проходящего в печи для обеспечения стабильного пропуска. В результате, поскольку силы усадки в направлении ширины листа действуют на стальной лист, движущийся в печи, известно, что возможно образование небольших продольных складок и в худшем случае, они приводят к короблению, обозначаемому так называемой "волнистость при нагреве", и намотке вокруг промежуточного ролика.
Однако коробление, являющееся объектом изобретения, считается явлением отличающимся от вышеуказанного коробления, поскольку коробление, являющееся объектом изобретения, является результатом того, что тепловое расширение ограничивается при быстром нагреве стального листа. Однако оно является общим в том смысле, что множество небольших продольных складок сминают контактированием с роликом и ширина складок делаются более узкой, что переходит в коробление. Таким образом, также считается, что коробление вызывается суперпозицией вышеуказанных продольных складок и продольных складок, связанных с быстрым нагревом.
Авторы настоящего изобретения провели исследования, каким образом множество небольших продольных складок, полученных в результате быстрого нагрева, не переходят в коробление. В результате было установлено, что коробление можно предотвратить, сделав из множества небольших продольных складок одну складку, имеющую большую ширину, и для этого достаточно, чтобы центральную по ширине часть стального листа предварительно нагревали, чтобы сформировать складку в центральной по ширине части и затем зону нагрева увеличивали, чтобы расширить складку до края по ширине листа. Таким образом, изобретение было завершено.
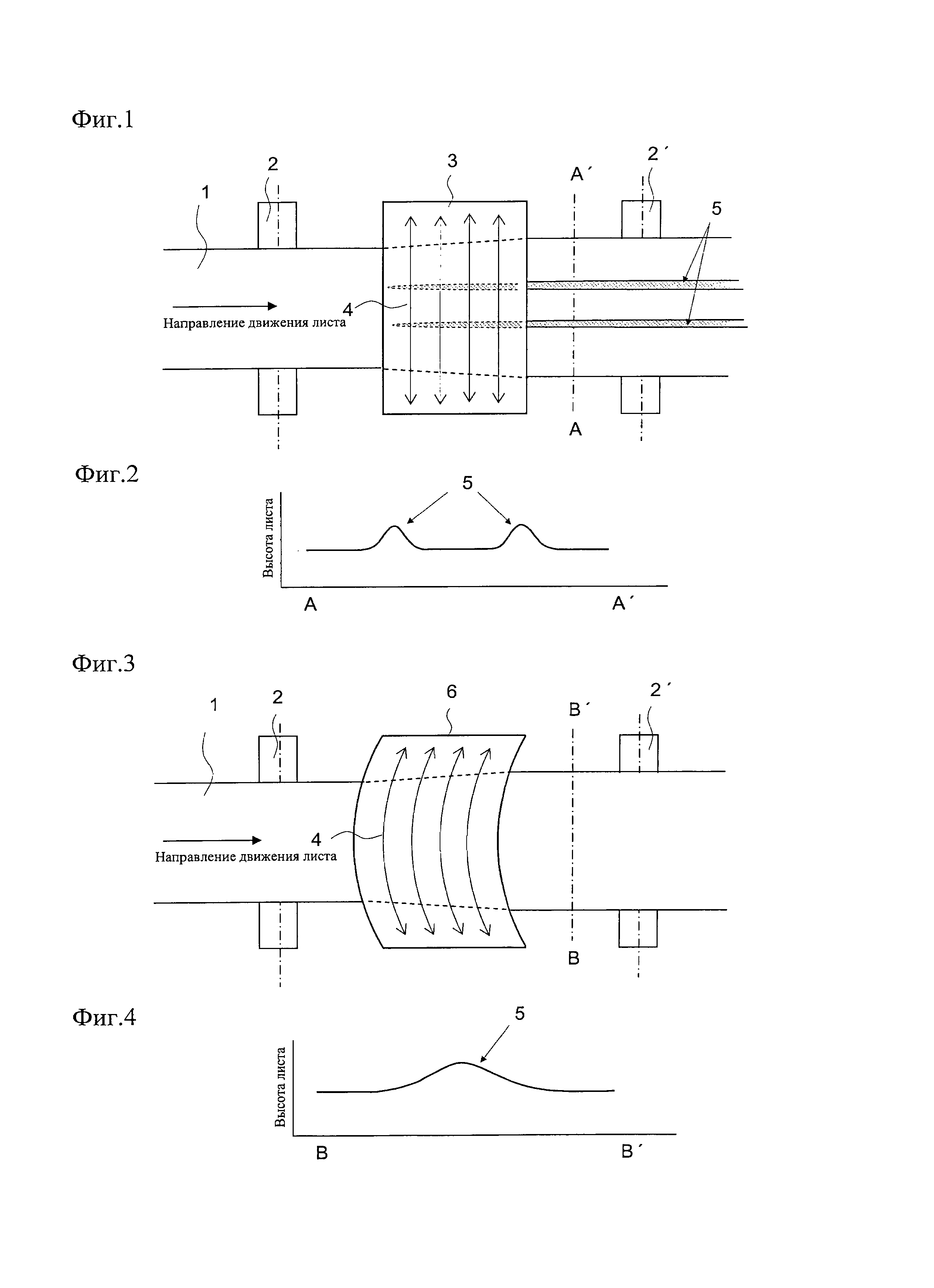
Фиг.1 представляет схематический вид, иллюстрирующий устройство нагрева с использованием обычной электромагнитной катушки индукционного нагрева (катушка индукционного нагрева расположена так, чтобы стальной лист проходил через индукционную катушку, в которой магнитный поток магнитного поля переменного тока является перпендикулярным к вертикальному сечению проходящего стального листа, при условии что термин "перпендикулярный" включает отклонение не более 5° в направлении толщины листа и также включает отклонение в направлении ширины листа, связанное с образованием выпуклой формы) и изменение формы стального листа, когда стальной лист быстро нагревается в этом устройстве. 1 представляет стальной лист, 2, 2′ - промежуточные ролики, 3 - электромагнитная катушка индукционного нагрева, форма которого проецируемая на поверхность стального листа имеет прямоугольную форму и 4 - направление протекания переменного тока, подаваемого в индукционную катушку. Фиг.2 представляет схематический вид, иллюстрирующий форму поперечного сечения стального листа, выполненного по линии АА′ фиг.1. Как показано на фиг.1 и 2, быстрый нагрев стального листа с помощью обычной прямоугольной катушки нагрева, как правило, вызывает равномерное тепловое расширение в направлении ширины листа, но ограничивается последующим промежуточным роликом 2′, посредством чего множество длинных небольших продольных складок 5 формируются в направлении движения стального листа (две продольные складки показаны на фиг.1-2).
С другой стороны, фиг.3 представляет схематический вид, иллюстрирующий устройство нагрева изобретения и изменение формы стального листа, когда стальной лист быстро нагревается этим устройством. 1 представляет стальной лист, 2, 2′ - промежуточные валки, 6 - электромагнитная катушка индукционного нагрева, форма которой проецируемая на поверхность стального листа, является дугой окружности, и 4 - направление протекания переменного тока, подаваемого в индукционную катушку. Фиг.4 представляет схематический вид, иллюстрирующий форму поперечного сечения стального листа, выполненного по линии ВВ′ фиг.3. Как показано на фиг.3-4, центральная по ширине часть стального листа предварительно нагревается выступающей частью дугообразной катушки нагрева в устройстве нагрева изобретения. В результате в быстро нагретом стальном листе формируется только одна продольная складка 5, имеющая большой радиус кривизны без образования множества небольших продольных складок, как в обычном устройстве нагрева, даже если происходит тепловое расширение, так что такая складка не переходит к короблению даже в контакте с последующим промежуточным роликом 2.
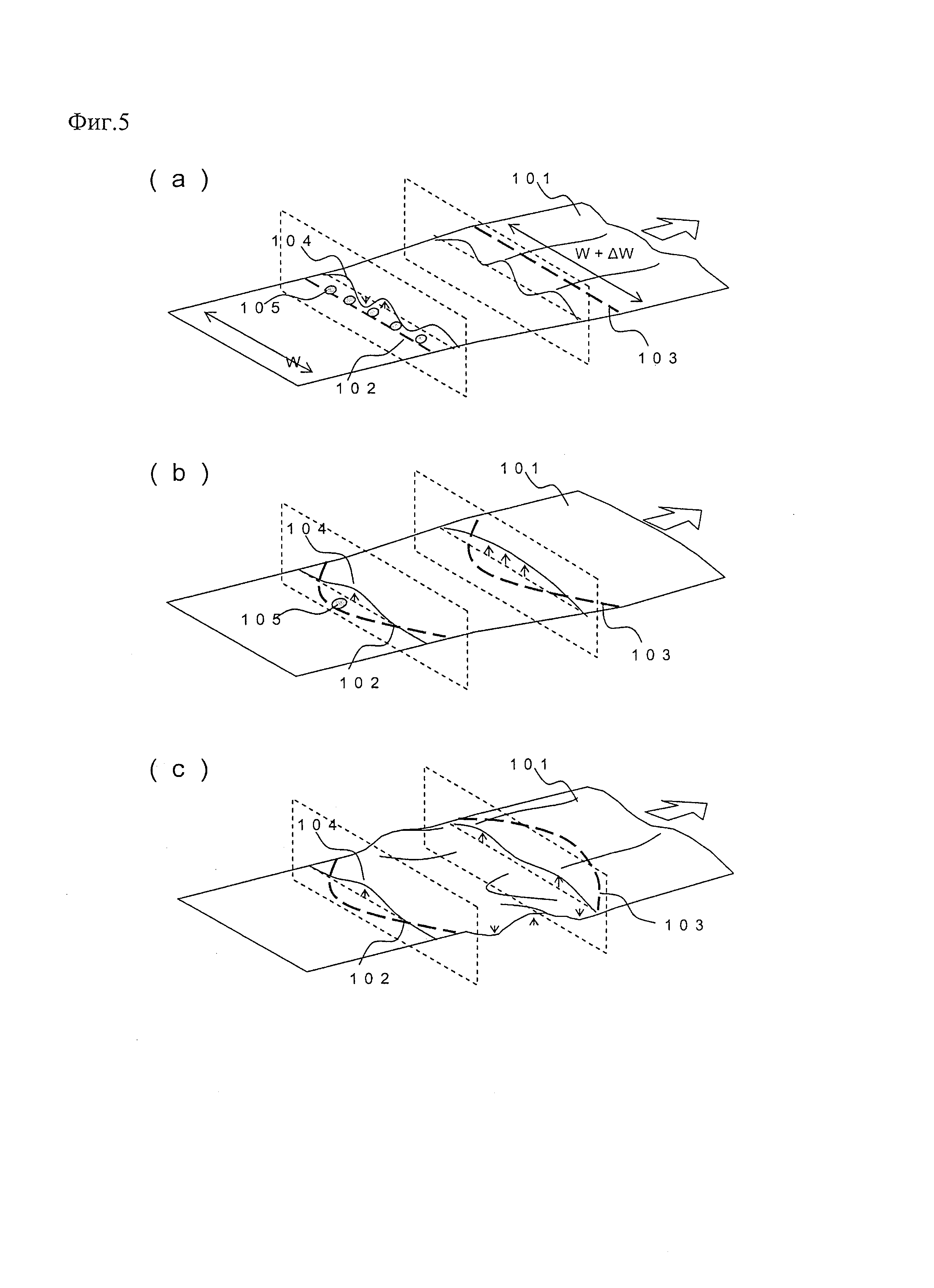
Множество продольных складок, показанных на фиг.1-2, и одна продольная складка, как показано на фиг.3-4, образуются из-за боковой деформации стального листа в результате теплового расширения, и их положение показано как вид сверху на фиг.5. Стальной лист 101 перемещается в направлении от левой стороны к правой стороне и нагревается вблизи центра фиг. На фиг.5(а) обычного способа нагрева не только изотерма 102 на начальной стадии нагрева, но также изотерма 103 в конце нагрева представлены приблизительно прямой линией. В этом случае в стальном листе происходит боковая деформация в результате теплового расширения (вертикально деформированный в этом примере), что вызывает вертикальное смещение, как показано на 104. В этом обычном примере показаны 5 точек в качестве начальных точек 105 для вертикальной боковой деформации, но так как начальная точка боковой деформации может быть в любой точке изотермы 102, число начальных точек является неопределенным. Однако как только образуется много складок, количество складок становится фактически стабильным.
В способе нагрева изобретения, как показано на фиг.5(b), изотерма при начальном нагреве является изогнутой, так как температура центральной по ширине части становится высокой ранее и начальная точка боковой деформации только одна в центре по ширине листа. Таким образом, формируется одна складка (продольная складка в широком смысле) и вся деформация в результате теплового расширения поглощается этой складкой, формируя в результате продольную складку с большим радиусом кривизны.
В изобретении желательно проводить нагрев, так что все изотермы от начала до конца нагрева, в том числе изотерма 102 на начале нагрева и изотерма 103 в конце нагрева, совпадали друг с другом, когда изотерма при параллельном переносе по направлению движения листа. Потому что когда rough-to-dense изотермы создают в направлении движения листа, плотная часть нагревается на коротком расстоянии, создавая тепловое расширение, в то время как грубая часть становится небольшой в тепловом расширении, так что интенсивно образуются складки в плотной части изотермы, как показано на фиг.5(с).
Более конкретно, в соответствии со способом нагрева изобретения, как схематически показано на фиг.11, когда изотерма А ниже, по меньшей мере, на 200°С, чем температура конца нагрева или максимальная температура (самая низкая температура, при которой максимальные температуры отличаться в направлении ширины листа), и изотерма В максимальной температуры имеет выпуклую форму в направлении стороны ввода и по существу симметричную относительно центра по ширине и высоте выпуклой формы (расстояние от изотермы между концевой частью и центральной по ширине верхней частью листа в направлении движения) составляет ±30%, предпочтительно ±10% относительно друг друга, коробление может быть по существу исключено. Излишне говорить, что изотермы между изотермами А и В желательно должны иметь выпуклую форму в направлении ввода и также высоты их выпуклых форм желательно должны быть между высотами А и В. Изотерма расположенная на стороне более низкой температуры, чем А, конкретно не ограничена, но предпочтительно должна быть выпуклой формы в направлении ввода сразу после начала нагрева и также высота ее выпуклой формы желательно быстро достигает высоту между А и В. При нагревании так, чтобы обеспечить такую форму изотермы, сначала нагревают центральную по ширине часть листа для начала теплового расширения, так что формируются безвредные складки с большим радиусом кривизны, поскольку затем складка растет от центра изотермы к обеим краевым частям, так что формируется одна складка с большим радиусом кривизны на всем стальном листе. В результате нагрев может быть проведен без формирования множества складок, так что может быть предотвращено возникновение коробления.
Причина, по которой устройство нагрева изобретения является катушкой индукционного нагрева и электромагнитный тип катушки показан в качестве примера индукционного нагрева, вызвана тем, что электромагнитный тип является предпочтительным с точки зрения скорости нагрева, а также простоты катушки нагрева поперечного типа, с расположением стального листа между верхней катушкой и нижней катушкой, магнитное поле переменного тока перпендикулярно к поверхности листа, индукционный ток кругообразно течет по поверхности листа и, следовательно, предпочтительно нагревает краевую часть по ширине листа и сложно предварительно нагреть центральную часть. При поперечном нагреве также следует отметить, что магнитное поле переменного тока перпендикулярно к поверхности листа. Следовательно, индукционный нагрев поперечного типа выполняется даже только с одной стороны верхней и нижней катушек.
На фиг.6 представляет другое осуществление устройства нагрева изобретения и является примером того, как катушка индукционного нагрева 7, имеющая V-образную форму, проецируемую на поверхность стального листа, используется вместо катушки индукционного нагрева, имеющую форму дуги окружности, проецируемой на поверхность стального листа, как показано на фиг.3. Даже с такой V-образной формой катушки индукционного нагрева может быть предварительно нагрета центральная по ширине часть, так что возникновение коробления может быть эффективно подавлено. Кроме того, хотя форма электромагнитной катушки индукционного нагрева, если смотреть со стороны одной поверхности стального листа, такая, как показано на фиг.3-6, форма противоположной поверхности аналогично получается выпуклой по направлению к стороне ввода. В этом случае катушка индукционного нагрева имеет выпуклую форму в направлении ввода с фронтальной и задней поверхности стального листа (обычное выражение, хотя нет по существу никакого различия между фронтальной и задней поверхностями). Хотя фронтальная и задняя форма катушки не должны точно совпадать, желательно, чтобы они имели одинаковую форму и симметричные переднюю и заднюю поверхности по отношению к центральной плоскости стального листа в направлении толщины, чтобы стабильно поддерживать постоянный интервал между изотермами.
Фиг.7 показывает другое осуществление устройства нагрева изобретения и является примером того, что другое устройство предварительного нагрева 8, нагревающее центральную часть по ширине стального листа, расположено со стороны ввода до обычной прямоугольной электромагнитной индукционной катушки нагрева 3, показанной на фиг.1. Размещением такого устройства предварительного нагрева 8 можно предварительно нагревать центральную часть по ширине. Устройство предварительного нагрева в качестве средства нагрева особо не ограничено, но электромагнитная индукционная катушка нагрева является предпочтительной с точки зрения быстрого нагрева.
Для формирования одной большой складки в устройстве нагрева изобретения нагрев предпочтительно проводится так, чтобы интервал между изотермами нагретого стального листа был равным, насколько это возможно. С этой точки зрения, предпочтительно использовать катушку индукционного нагрева в форме дуги, показанную на фиг.3 или V-образную, показанную на фиг.6.
Как указано ранее, способ нагрева и устройство изобретения характеризуется тем, что одна большая складка формируется и расширяется предварительным нагревом по ширине центральной части, устраняя при этом возникновение множества небольших продольных складок. Если такая складка становится слишком большой, она становится так называемым "С-короблением" и существует опасность контакта с другим механическим оборудованием, отличным от промежуточного ролика. Для предотвращения такого недостатка предпочтительно расположить тянущий ролик после катушки индукционного нагрева по ходу листа и до последующего промежуточного ролика. Тянущий ролик предпочтительно изготовлен из материала, имеющего хорошую теплопроводность, такого как медь, с точки зрения создания одинаковой температуры в направлении ширины.
На фиг.8 показан пример размещения тянущего ролика 9 после катушки индукционного нагрева в установке нагрева изобретения, показанной на фиг.3, и до нижнего промежуточного ролика. Тянущий ролик не требует сложного сопутствующего оборудования, например ролик для предотвращения коробления в патентном документе 3, так что преимущества состоят в том, что пространство для установки невелико и проблемы по стоимости установки и обслуживанию меньше.
Кроме того, устройство нагрева изобретения может быть применено в установках отжига вертикального и горизонтального типа. Устройство нагрева изобретения может быть расположено на месте, требующем быстрого нагрева и также может быть расположено в печи для теплоизоляции, поддержания температуры или контроля атмосферы. Кроме того, устройство нагрева изобретения может быть расположено отдельно или в количестве двух или более последовательно или может быть расположено разделенным на несколько частей.
На фиг.9 показано другое осуществление устройства нагрева изобретения с катушкой индукционного нагрева, выполненной из проводящей пластины. Поскольку существенным признаком настоящего изобретения является предварительный нагрев по ширине центральной части так, чтобы достичь высокую температуру при нагреве стального листа, когда электромагнитная индукционная катушка нагрева 202, выполненная из металлической пластины, такой как проводящая медь или т.п., как показано на виде сверху на фиг.9(а), снабжена выступающей частью 205 или надрезом 206, как показано на фиг.9(b), ток в катушке 203 течет плавно, так что центральная часть по ширине может быть нагрета предварительно. Если применяется эта теория, изобретение может быть осуществлено, например, добавлением проводников 204, 205, как показано на фиг.9(с), даже при использовании обычного прямоугольного электромагнитного индукционного устройства нагрева.
Хотя осуществление быстрого нагрева электромагнитной индукционной катушкой нагрева в качестве средства нагрева в основном были описаны для объяснения способа и устройства нагрева изобретения, изобретение может быть осуществлено даже с поперечным индукционным устройством нагрева. Например, может быть использовано устройство нагрева, снабженное поперечной индукционной катушкой нагрева 302, с протеканием тока по дуге в направлении ширины, как показано на фиг.10(а), и устройство нагрева способно предварительно нагревать центральную часть по ширине даже с обычной прямоугольной поперечной катушкой 305, изменяя компоновку материала железного сердечника (железного сердечника) 304, как показано на фиг.10(b). Кроме того, 303 на фиг.10(а) и (b) указывает на ток, протекающий в катушке индукционного нагрева 302. Хотя ток каждый катушки на фиг.9(а) - 10(b) является переменным током, для удобства он показан с помощью однонаправленного стрелки.
В устройстве нагрева изобретения любые средства нагрева могут быть использованы при условии, что центральная часть по ширине стального листа может быть подвергнута предварительному быстрому нагреву. Например, могут быть использованы любые средства нагрева, такие как горелка, плазма, лазер, инфракрасные лучи и т.д. Для получения такого распределения температур, чтобы придать изотерме выпуклую форму со стороны ввода, как уже указывалось средством нагрева, таким как катушка индукционного нагрева и т.п., необходимо, чтобы такое средство нагрева было обеспечено соответствующим контролем выходной мощности в зависимости от требуемой температуры нагрева или при изменении марки стали, размера, скорости движения и т.п. Однако контроль изотермы может быть независимо проведен с вышеуказанными средствами нагрева с помощью вышеуказанных вспомогательных средств нагрева или материала сердечника, так чтобы можно было легче вести контроль нагрева. В контроле нагрева естественно может быть применено прогнозирование по характеристикам предшествующего нагрева, прогнозирование по численному расчету или т.п.
Пример
Устройство нагрева, снабженное электромагнитной катушкой индукционного нагрева в форме дуги, проецируемой на поверхность стального листа, и с отверстием соленоида 1500 мм ширины × 140 мм высоты × 6000 мм длины, расположенное в установке непрерывного отжига, и холоднокатаный стальной лист толщиной 0,3 мм и шириной 1300 мм и содержащий 3% масс. Si, подают со скоростью 100 м/мин, при которой отжиг первичной рекристаллизации проводят быстрым нагревом от комнатной температуры до 700°С при 100°С/сек или 200°С/сек для получения текстурированного листа электротехнической стали. В качестве дугообразной электромагнитной индукционной катушки нагрева используется два типа, в которых длина выступающей центральной части составляет 50 мм или 100 мм по отношению к ширине обоих краевых частей. Кроме того, часть стальных листов нагревают с помощью устройства нагрева, снабженного тянущим роликом, как показано на фиг.8.
Доля дефектов продукта, сформированных короблением при быстром нагреве, приведена в таблице 1 относительно доли дефектов при нагреве со скоростью 200°С/сек с помощью устройство нагрева, снабженного обычной прямоугольной электромагнитной индукционной катушкой нагрева, в качестве стандарта (1,0). Как видно из результатов, дефекты, возникающие за счет коробления, можно в значительной степени уменьшить, используя устройство нагрева изобретения.
|
Промышленная применимость
Согласно изобретению коробление, возникающее при быстром нагреве стального листа, может быть эффективно предотвращено, так что стальной лист может стабильно проходить через установку непрерывного отжига или т.п., и что изобретение в значительной степени способствует улучшению качества формы конечного стального листа. В частности, этот способ изобретения может быстро нагревать стальной лист со скоростью не менее 100°С/сек без возникновения коробления, так что возможно преимущественно изготавливать текстурированный лист из электротехнической стали, обладающий превосходными магнитными свойствами с использованием вышеуказанной способа нагрева при отжиге первичной рекристаллизации.
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами

