Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩЕГО ПОДДОНА МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ
Вид РИД
Изобретение
Изобретение относится к специальной электрометаллургии, а именно к электрошлаковому литью, и может быть использовано в машиностроении при получении биметаллических заготовок деталей сложной формы.
Вопрос совмещения хорошей проводимости с одновременным обеспечением жесткости какого-либо токоведущего узла в электротехнологии всегда являлся актуальным. Как правило, решение его связано с увеличением объема токопроводящего материала (в основном меди), что влечет за собой и частичное увеличение механической прочности. Такой путь, однако, имеет и свои, довольно серьезные, отрицательные последствия, которые ведут к увеличению металлоемкости всего узла и, как следствие, к его удорожанию. Кроме того, возникают ситуации, когда механическая обработка какого-либо токоведущего узла или элемента узла сама по себе чрезвычайно трудоемка, но необходима, и в этом случае неразъемное соединение двух разнородных металлов в одно целое позволяет упростить дальнейшую механическую обработку, а в некоторых случаях и вовсе ее исключить.
Водоохлаждаемый поддон является токоведущим элементом в конструкции электрошлаковой печи. Конструктивно он представляет собой медную плиту толщиной не менее 70÷80 мм, габариты которой зависят от размеров и требований самой электротехнологической установки.
Известны различные способы изготовления медных охлаждаемых поддонов. Так, известно изготовление медных охлаждаемых поддонов при помощи литья в форму, при этом внутренние охлаждающие каналы формируются в литейной форме с помощью песчаных стержней. Однако на практике этот способ оказался неэффективным, так как в телах отлитых медных плит часто имелись пустоты и пористости, которые оказывают существенное негативное воздействие на срок службы плит. Литейный песок с трудом поддается удалению из каналов, и канал часто бывает сформирован с дефектами.
Известен способ изготовления охлаждающего поддона из кованого или прокатанного медного слитка, предусматривающий выполнение охлаждающих каналов в виде глухих отверстий путем глубокого сверления в медном слитке, после чего глухие отверстия наглухо заваривают заглушками. Затем с задней стороны корпуса плиты к глухим отверстиям высверливают соединительные отверстия. После этого в эти соединительные отверстия вставляют присоединительные штуцеры для подачи или отвода охладителя и приваривают к корпусу холодильной плиты (патент DE 2907511). Такие холодильные плиты лишены вышеуказанных недостатков фасонного литья. В частности, практически исключено образование в плите пустот и пористостей. Однако изготовление таких плит сопряжено с относительно высокими издержками на материал и на оплату труда. Более того, так как холодильная плита подвергается значительному механическому и термическому воздействию, различные сварные соединения являются критичными с точки зрения жидкостной герметичности. Кроме того, так как каналы выполнены за одно целое с телом холодильной плиты, обеспечен только один уровень разделения между охладителем и внутренней поверхностью печи, т.е. если корпус холодильной плиты потрескается, произойдет утечка охладителя. Утечка охлаждающей жидкости в печь приводит к значительному риску взрыва, и, следовательно, ее необходимо избегать любой ценой.
Известен способ изготовления охлаждающего поддона, при котором к металлической опорной плите со стороны, обращенной внутрь печи, прикреплены несколько металлических трубок охлаждения, причем каждая трубка оснащена по меньшей мере одним выступающим ребром, выполненным за одно целое с трубкой. Опорная плита предпочтительно выполнена из стали, в то время как трубки с интегральными ребрами предпочтительно выполнены из меди. Трубки могут быть закреплены на плите при помощи стыковочной прокладки, например, выполненной из алюминиевой бронзы (патент GB 2377008). Несмотря на то что данная конструкция требует меньше частей и этапов сборки по сравнению с предыдущими, панель охлаждения остается дорогостоящей и недостаточно эффективной. Более того, в панели охлаждения охлаждающие трубы могут подвергаться абразивному износу с вытекающим из этого риском утечки.
Наиболее близким техническим решением является способ изготовления охлаждающего поддона металлургической печи, включающий изготовление цельнолитой прямоугольной медной плиты, имеющей ровную внутреннюю поверхность, ровную внешнюю поверхность. После этого формируют каналы для охлаждающей жидкости, для которых либо используют трубу с уплощенной наружной поверхностью, либо в металлической плите выполняют канавки для размещения и крепления трубы (патент RU №2423529, МПК С21В 7/10, F27B 1/24).
Недостатком такого способа изготовления охлаждающего поддона является то, что поддон, изготовленный таким способом, охлаждается недостаточно эффективно, как охлаждающий элемент, так как охлаждающие его трубы прилегают к поддону только частью своей поверхности, кроме того, соединение труб и поддона, изготовленных из различных материалов, недостаточно надежно, так как они имеют различные коэффициенты расширения при нагреве.
Заявляемое изобретение решает задачу создания надежного охлаждающего и эффективного поддона для металлургической печи.
Техническим результатом заявляемого способа является получение надежного и эффективного охлаждающего поддона металлургической печи.
Этот технический результат достигается тем, что при изготовлении охлаждающего поддона металлургической печи путем отливки цельной прямоугольной медной плиты и формирования каналов для охлаждающей жидкости, в соответствии с заявляемым изобретением, медную плиту отливают в стальной кристаллизатор при температуре 1200-1350°С, образуя на двух взаимно параллельных поверхностях большего размера и трех других поверхностях меньшего размера медной плиты стальной слой, после чего снимают стальной слой с одной из параллельных поверхностей большего размера, предназначенной для размещения внутри печи, а на противоположной поверхности полученной плиты со стальным покрытием фрезеруют канавки для охлаждающего агента, после чего накрывают поверхность плиты с канавками стальным листом, который приваривают к этой поверхности со стальным покрытием.
Способ осуществляют следующим образом.
Устанавливают медный расходуемый электрод в стальном неохлаждаемом кристаллизаторе электрошлаковой печи, внутренние размеры которого соответствуют размерам и форме изготавливаемого поддона, при этом размеры кристаллизатора выбирают с учетом необходимости размещения в нем кроме электродов жидкого шлака. Процесс переплава медного электрода ведут при температуре 1200-1350°C, при которой происходит взаимная диффузия металла меди и стали. Таким образом, получают его заготовку, но теперь уже биметаллическую (сталь + медь). Вертикальный размер кристаллизатора выбирают с учетом высоты шлаковой ванны электрошлакового литья. В качестве электродов могут быть использованы любые медные заготовки, в том числе и отходы.
Процесс переплава расходуемых электродов ведут на повышенных мощностях для осуществления приплавления переплавляемой меди к стенкам неохлаждаемого кристаллизатора так, что стальной лист, служащий стенками неохлаждаемого кристаллизатора, прогревается жидким шлаком и расплавленной жидкой медью до температуры 1200-1300°C, при этом происходит диффузия металла электрода в металл кристаллизатора. Диффузия протекает в основном по межзеренным границам, и скорость ее увеличивается с уменьшением зерна. Средняя глубина проникновения меди в тело стального кристаллизатора при длительном контакте может достигнуть 3 мм [Электрошлаковая сварка и наплавка. Под ред. Б.Е. Патона. - М.: Машиностроение, 1980]. Поэтому по окончании процесса невозможно отделить отливку от кристаллизатора, т.к. последний станет ее неотъемлемой частью. В итоге получают слиток типа «сляб», все поверхности которого, кроме одной, стальные, а та, что служила зеркалом ЖМВ, - медная (на рис. 1 изображена полученная заготовка, где 1 - медная плита, 2 - стальной слой на двух взаимно параллельных поверхностях большего размера 3, 4 и трех других поверхностях 5, 6, 7 меньшего размера медной плиты 1).
Далее при помощи механической обработки убирают стальной слой (до появления меди) с горизонтальной плоскости 4 полученной заготовки, которая предназначена для размещения внутри печи (рабочая часть поддона). На противоположной горизонтальной поверхности 3 полученной плиты со стальным покрытием фрезеруют канавки 8 (рис. 2), образующие единый канал для охлаждающего агента, после чего накрывают поверхность плиты с канавками стальным листом 9 (рис. 3), приваривая его к этой стальной поверхности.
Такой способ получения охлаждаемого поддона проще способа прототипа, так как сложная операция сверления каналов охлаждения заменена фрезерованием на плоской поверхности (на рис. 2 изображена заготовка поддона - медная плита 1 со стальным покрытием 2 на пяти поверхностях и фрезерованными каналами охлаждения), а пайка по меди - на сварку по стали при организации рубашки водоохлаждения. В любом подготовленном месте к этому поддону может быть подведен токоподвод.
Пример. Изготавливают кристаллизатор из стального листа толщиной 10-12 мм с размерами 600×700×70 мм. Процесс изготовления поддона электрошлаковой печи ЭШП-0.25. Габаритные размеры медной плиты составляют 600×700 мм при толщине порядка 60-70 мм. В пространство кристаллизатора вводят медные электроды в виде пластин толщиной 25 мм до касания ими нижней грани кристаллизатора. Затем приподнимают медные электроды так, чтобы с дном образовавшейся емкости получился зазор порядка 30 мм. В образовавшееся между электродами и внутренними размерами кристаллизатора пространство заливают приготовленный отдельно горячий жидкий шлак (так называемый «жидкий старт» при электрошлаковом переплаве металлов) в количестве двух килограммов и подают напряжение вторичной ступени печного трансформатора порядка 50 В. Таким образом, получается технологическая схема ЭШЛ, показанная на рис. 2. Далее при помощи заглубления электродов доводят ток плавки до 7-8 кА и ведут процесс электрошлакового переплава медного электрода в неохлаждаемый кристаллизатор. Мощность, вводимая в шлаковую ванну, порядка 400 кВА позволит прогреть стальной лист, служащий стенками неохлаждаемого кристаллизатора, до температуры перегрева меди порядка 1250-1300°C с диффузией металла электрода в металл кристаллизатора на некоторую толщину порядка 3 мм. В итоге будет получен слиток типа «сляб», все плоскости которого, кроме одной, будут стальными, а та, что служила зеркалом ЖМВ, - медной (рис. 3). Далее при помощи механической обработки убирают один стальной слой с одной из наибольших плоскостей до появления меди. Полученная медная горизонтальная плоскость - это плоскость поддона, устанавливаемая внутри печи, а противоположная ей - наружная часть поддона. Формируют канавки, образующие единый канал для охлаждающего агента при помощи фрезерования шириной и глубиной порядка 30 мм. Канал имеет вход с одной боковой стороны поддона и выход с противоположной стороны. После этого накладывают на поверхность с фрезерованными канавками стальной лист толщиной порядка 2-3 мм с последующей его приваркой к заготовке поддона по образующей кромке листа. К входу образованного канала на боковой стороне поддона и выходу на противоположной стороне приваривают штуцеры для подвода хладагента. Те незначительные перетоки воды, которые могут иметь место при эксплуатации полученного изделия, не способны оказать заметного влияния на охлаждение поддона в целом.
Способ изготовления охлаждающего поддона металлургической печи, включающий изготовление заготовки поддона и формирование в нем канала для охлаждающей жидкости, отличающийся тем, что изготовление заготовки поддона осуществляют электрошлаковым переплавом медного электрода при температуре 1200-1350°С в неохлаждаемый стальной кристаллизатор, внутренние размеры которого соответствуют размерам и форме изготавливаемого поддона, получают заготовку в виде биметаллической отливки со стальным покрытием на двух взаимно параллельных поверхностях большего размера и трех поверхностях меньшего размера, после чего снимают стальное покрытие с одной из параллельных поверхностей большего размера упомянутой отливки с получением медной горизонтальной поверхности рабочей части поддона, предназначенной для размещения внутри печи, а на противоположной ей горизонтальной поверхности со стальным покрытием, используемой в качестве наружной части поддона, фрезеруют канавки, формирующие в нем упомянутый канал для охлаждающей жидкости, после чего накрывают наружную часть поддона стальным листом и осуществляют последующую его приварку по образующей кромке листа.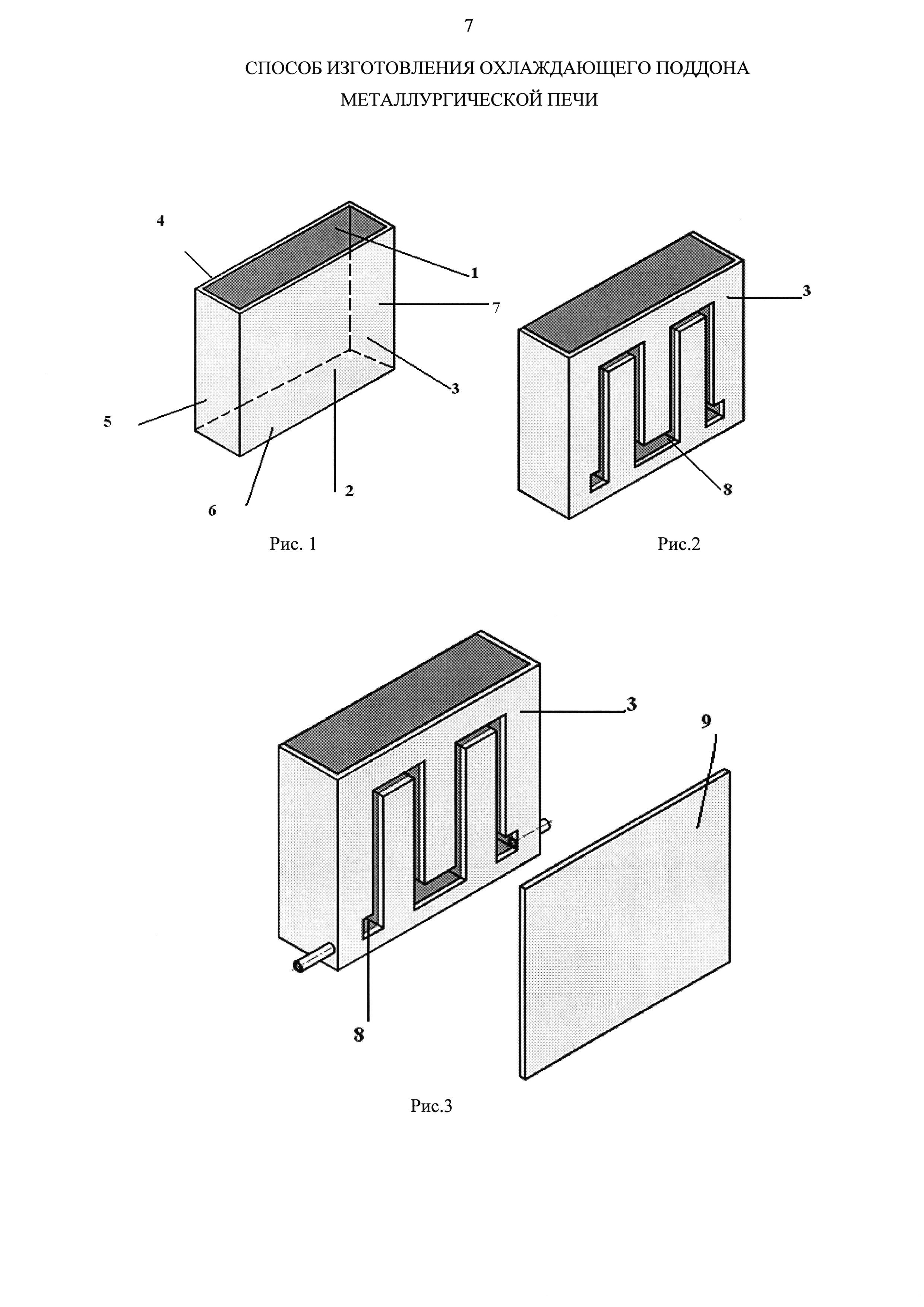
Раствор для получения магнетитных покрытий на стали
Состав для противопригарного покрытия литейных форм и стержней
Способ получения метилового эфира 2-галоген-6-алкил-3-цианоизоникотиновых кислот
Клапанный приводной электромагнит постоянного напряжения
Резиновая смесь
Резиновая смесь
Способ получения 1-имино-2,3,4,5-тетрагидро-1н-пирроло[3,4-с]пиридин-3,4-дионов
Способ получения 1-имино-2,3,4,5-тетрагидро-1н-пирроло[3,4-с]пиридин-3,4-дионов
Теплоизоляционная смесь для утепления прибылей отливок
Способ получения 1,3-бис- и 1,4-бис(4,5-ди[тиофен-3-ил]-1н-имидазол-2-ил)бензолов
Способ получения диметакрилата цинка
Раствор для получения магнетитных покрытий на стали
Состав для противопригарного покрытия литейных форм и стержней
Способ получения метилового эфира 2-галоген-6-алкил-3-цианоизоникотиновых кислот
Клапанный приводной электромагнит постоянного напряжения
Резиновая смесь

