Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к черной металлургии, в частности к производству толстолистового проката из высокопрочной низколегированной стали для кранового производства и легкой транспортной техники.
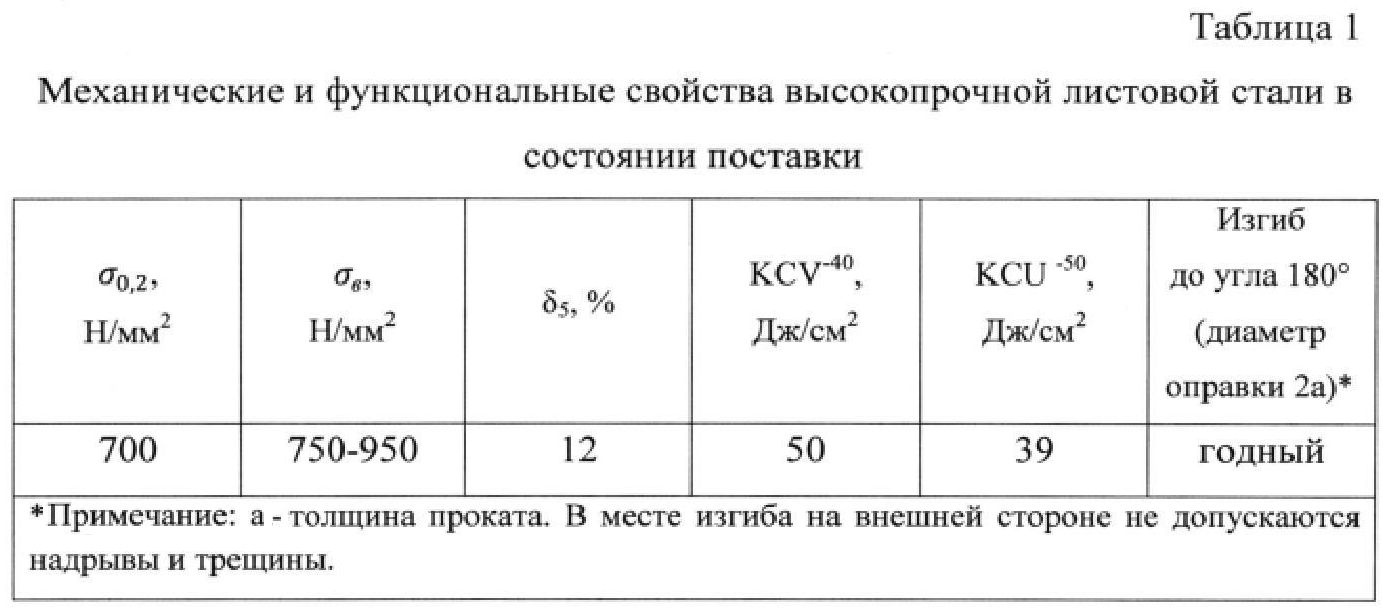
Листовой прокат для изготовления металлоконструкций кранов большой грузоподъемности должен сочетать высокую прочность, ударную вязкость и свариваемость, подвергаться изгибу с минимальными радиусами (как вдоль, так и поперек направления прокатки). Требуемый комплекс свойств горячекатаных листов в состоянии поставки приведен в таблице 1.
Известен способ производства стальных листов, включающий выплавку и непрерывную разливку в слябы низколегированной стали, содержащей по массе, %: углерод 0,04-0,10, кремний 0,01-0,50, марганец 0,4-1,5, хром 0,05-1,0, молибден 0,05-1,0, ванадий 0,01-0,1, бор 0,0005-0,005, алюминий 0,001-0,1, железо и примеси - остальное.
Отлитые слябы нагревают до температуры 1250°С и прокатывают с суммарным обжатием не менее 75%. Прокатанные листы подвергают закалке из аустенитной области и высокотемпературному отпуску (JP, заявка №61-163210, МПК C21D 8/00, 1986 г.).
Недостатки известного способа состоят в том, что листовая сталь имеет низкие пластические и вязкостные свойства при отрицательных температурах. Дополнительное проведение термического улучшения (закалка + отпуск) после прокатки не обеспечивает повышения комплекса механических свойств листов до требуемого уровня.
Известен также способ производства высокопрочных листов из стали марки 17ГС (ГОСТ 19281-89) следующего химического состава, мас. %: углерод 0,14-0,20, марганец 1,0-1,4, кремний 0,4-0,6, хром не более 0,30, никель не более 0,30, медь не более 0,30, фосфор не более 0,035, сера не более 0,040, мышьяк не более 0,08, азот не более 0,008, железо - остальное.
Слябы нагревают в методической печи до температуры 1220-1280°С, подвергают черновой прокатке в температурном интервале 1050-1180°С до промежуточной толщины 30-40 мм и чистовой прокатке в регламентированном температурном интервале 900-1050°С. Для повышения механических свойств горячекатаные листы подвергают термическому улучшению (закалке и высокому отпуску) (Матросов Ю.И. и др. Сталь для магистральных газопроводов. М.: Металлургия, 1989 г., с. 242-244, 268).
Недостатком известного способа являются низкие прочностные свойства при заданном комплексе остальных механических свойств листовой стали.
Наиболее близким аналогом к предлагаемому изобретению является способ производства штрипсов из низколегированной стали, включающий изготовление слябов из стали следующего химического состава, мас. %: углерод 0,07-0,12, марганец 1,4-1,7, кремний 0,15-0,50, ванадий 0,06-0,12, ниобий 0,03-0,05, титан 0,010-0,030, алюминий 0,02-0,05, хром не более 0,3, никель не более 0,3, медь не более 0,3, сера не более 0,005, фосфор не более 0,015, азот не более 0,010, железо - остальное.
Слябы нагревают до температуры 1160-1190°С, подвергают черновой прокатке, чистовой прокатке с суммарным относительным обжатием не менее 70% и температурой конца прокатки не выше 820°С, после чего листы закаливают водой от температуры 900-950°С и подвергают высокотемпературному отпуску при 600-730°С (патент РФ №2255123, МПК C21D 8/02, С22С 38/58).
Листы, изготовленные из данной стали, имеют предел прочности σв=590-690 Н/мм2, предел текучести σв=480-580 Н/мм2, ударную вязкость при температуре -20°С (KCV) не менее 49 Дж и не менее 69 Дж при температуре -60°С (KCU).
Недостатком прототипа является то, что листовая сталь после закалки и высокотемпературного отпуска имеет недостаточно высокие прочностные и вязкостные свойства.
Технический результат изобретения состоит в повышении прочностных и вязкостных свойств экономнолегированной толстолистовой стали.
Указанный технический результат достигается тем, что в известном способе производства высокопрочной листовой стали, включающем получение непрерывнолитого сляба, его нагрев, горячую прокатку, закалку и отпуск листов, в отличие от ближайшего аналога непрерывнолитой сляб получают из стали следующего химического состава, мас. %:
|
при этом закалку осуществляют при температуре 930-980°С, отпуск проводят при температуре 500-600°С. Состав стали дополнительно содержит бор в диапазоне 0,001-0,005, мас. %.
Сущность изобретения состоит в том, что конечные механические и функциональные свойства листовой стали определяются как ее химическим составом, так и температурными режимами закалки и отпуска. В процессе проведения экспериментальных исследований осуществляли варьирование всех значимых факторов, добиваясь стабильного получения высоких прочностных характеристик толстолистовой стали при сохранении достаточно высоких показателей пластичности и вязкости.
Углерод в низколегированной стали заявленного состава определяет ее прочность. Содержание углерода менее 0,07% приводит к снижению прочностных свойств ниже допустимого уровня. Увеличение содержания углерода более 0,12% ухудшает пластические и вязкостные свойства стали.
Марганец раскисляет и упрочняет сталь, связывает серу. При содержании марганца менее 1,1% прочность стали недостаточна. Увеличение содержания марганца более 1,7% приводит к снижению ударной вязкости закаленной стали.
При содержании кремния менее 0,05% ухудшается раскисленность стали, снижаются прочностные свойства стали. Увеличение содержания кремния более 0,30% приводит к возрастанию количества силикатных включений, снижает ударную вязкость и свариваемость стали.
Содержание ванадия более 0,07% приводит к ухудшению свариваемости стали и экономически нецелесообразно ввиду повышения расходов на легирование. При содержании ванадия менее 0,03% прочностные свойства стали не достигают требуемого уровня.
Добавки ниобия в указанных пределах служат целям дисперсионного упрочнения, а также препятствуют росту аустенитного зерна и способствуют появлению при охлаждении субзеренной структуры, закрепляемой и стабилизируемой дисперсными карбидными частицами. При содержании ниобия менее 0,02% не обеспечивается достаточное упрочнение. Увеличение содержания ниобия более 0,09% приводит к ухудшению свариваемости стали и экономически нецелесообразно ввиду повышения расходов на легирование.
Титан является сильным карбидообразующим элементом, упрочняющим сталь. При содержании титана менее 0,003% снижается прочность горячекатаных листов. Содержание титана 0,005% и выше не обеспечивает дальнейшего улучшения свойств листовой стали, поэтому нецелесообразно.
Алюминий раскисляет и модифицирует сталь. При концентрации менее 0,02% его воздействие проявляется слабо, что ухудшает механические свойства стали. Увеличение его содержания более 0,05% графитизирует углерод, что также ухудшает качество.
Хром повышает прочность стали. При его концентрации менее 0,30% прочностные свойства не достигают оптимальных значений. Увеличение содержания хрома более 0,70% приводит к потере пластичности.
Никель способствует повышению пластических и вязкостных свойств листовой стали при пониженных температурах эксплуатации. При содержании никеля менее 0,90% показатели пластичности и ударной вязкости снижаются, уменьшается выход годного. Увеличение содержания никеля более 1,20% приводит к увеличению себестоимости при прочих равных характеристиках.
Добавление молибдена в указанном диапазоне способствует получению требуемых прочностных характеристик стали, а также улучшает ее прокаливаемость. При содержании молибдена менее 0,20% прочностные свойства стали не достигают требуемого уровня, а увеличение его содержания более 0,40% ухудшает свариваемость и пластичность закаленной стали.
Добавление меди в пределах 0,05-0,25% повышает прочность и коррозионную стойкость стали. Большее содержание меди экономически нецелесообразно.
Легирование бором повышает прочностные свойства после закалки и низкого отпуска, не изменяя или несколько снижая вязкость и пластичность. Бор, добавляемый в пределах 0,001-0,005%, значительно повышает прокаливаемость стали. Бор в количестве более 0,005% может способствовать образованию охрупчивающих частиц Fe23(С, В)6 (форма борокарбида железа). Для получения максимального влияния на закаливаемость желательна концентрация бора не менее 0,001%.
Сталь предложенного состава может содержать в виде примесей не более 0,005% серы, не более 0,015% фосфора. При указанных предельных концентрациях эти элементы в стали предложенного состава не оказывают заметного негативного воздействия на вязкостные свойства стали.
Верхний предел содержания азота 0,010% обусловлен необходимостью получения заданного уровня пластичности и вязкости стали. Содержание азота более 0,006% необходимо для формирования карбонитридов микролегирующих элементов, упрочняющих сталь.
Нагрев горячекатаных листов под закалку до температуры выше 980°С приводит к недопустимому снижению ударной вязкости листовой стали. Снижение этой температуры менее 930°С не обеспечивает стабильного получения заданных прочностных свойств, что снижает выход годного.
Отпуск закаленных листов при температуре выше 600°С снижает их прочностные свойства ниже допустимого уровня. Уменьшение температуры отпуска ниже 500°С приводит к потере пластических и вязкостных свойств высокопрочных листов.
Таким образом, полное использование ресурса свойств, соответствующего низколегированной стали данного химического состава, обеспечивается режимами термообработки толстолистового проката.
Пример осуществления способа
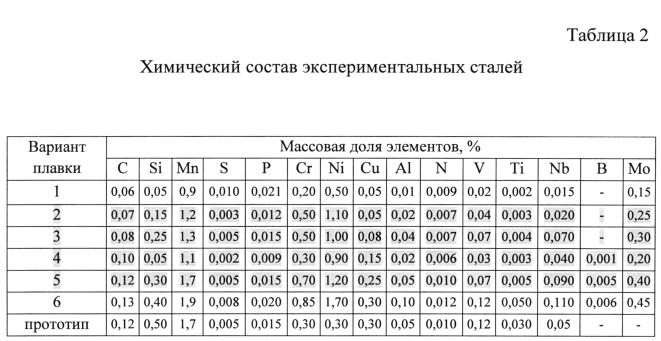
С применением индукционной плавильной печи ИСТ 0,03/0,05 И1 произвели выплавку сталей различного химического состава (табл. 2).
Полученные слитки нагревали в камерной печи ПКМ 3.6.2/12,5 до температуры 1200°С. Далее осуществляли обжатие слитков с применением гидравлического пресса П6334 (моделирование черновой прокатки) и на одноклетьевом реверсивном стане горячей прокатки 500 «ДУО» (чистовая прокатка). Температура окончания обжатия составляла от 850°С до 950°С. Слитки прокатывали до толщины 8 мм и 10 мм. Полученные раскаты охлаждали на воздухе.
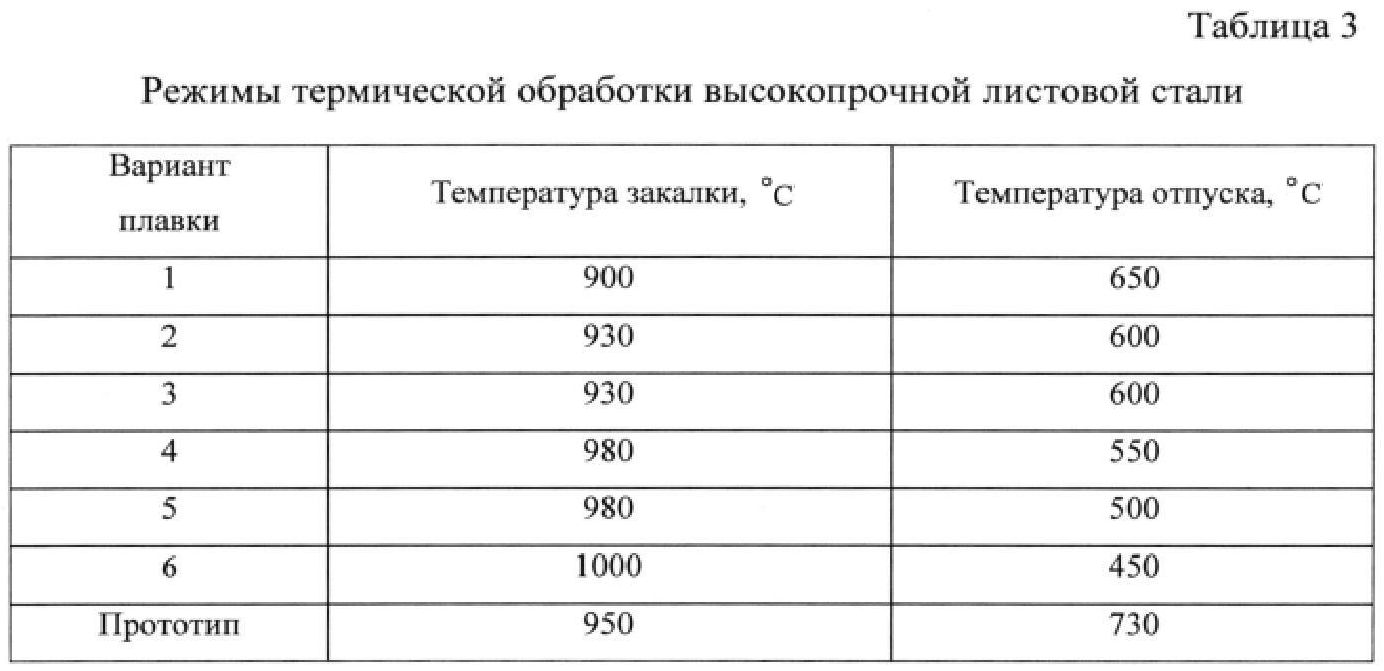
Термическая обработка образцов проката заключалась в закалке при температуре 900-1000°С и последующем отпуске при температуре 450-650°С (табл. 3), после чего произвели раскрой полученных раскатов для проведения испытаний на растяжение, твердость, ударный изгиб, изгиб до параллельности сторон.
Механические свойства определяли на поперечных образцах в соответствии с общепринятыми условиями:
- испытания на растяжение проводили на плоских образцах по ГОСТ 1497;
- испытания на ударный изгиб в соответствии с ГОСТ 9454 на образцах с V-образным надрезом при температуре -40°С, с U-образным надрезом при температуре -50°С;
- испытание на изгиб в соответствии с ГОСТ 14019.
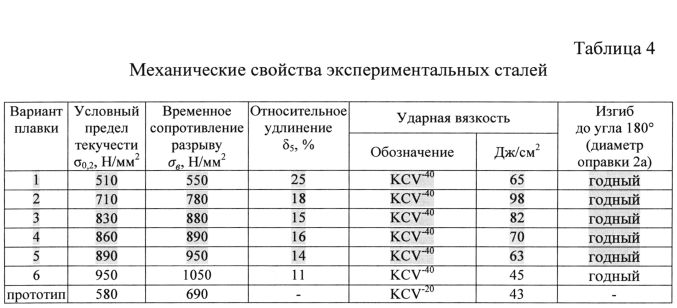
Результаты испытаний показали, что в листовой стали, полученной по предложенному способу (варианты №2-5, табл. 4), достигается сочетание наиболее высоких прочностных, пластических и вязкостных свойств.
В случаях запредельных значений заявленных параметров (варианты №1 и №6), а также при использовании способа-прототипа не обеспечивается заданный комплекс механических свойств.
Таким образом, применение заявленного способа обеспечивает достижение требуемого результата - получение высокопрочной листовой стали с комплексом трудно сочетаемых свойств: прочностных - условный предел текучести σ0,2 не менее 700 Н/мм2, временное сопротивление разрыву σв=750-950 Н/мм2; пластических - относительное удлинение δ5 не менее 12%; вязких - ударная вязкость KCV-40 не менее 50 Дж/см2 (KCU-50 не менее 39 Дж/см2).
Способ оптимизации технологии производства проката
Способ непрерывной разливки стали
Способ непрерывного литья заготовок
Способ производства низкоуглеродистой стали
Система управления процессом прокатки полосы
Способ производства проката из низколегированной стали для изготовления элементов конструкций нефтегазопроводов
Способ упаковки бунтов катанки
Способ холодной непрерывной прокатки широкополосной стали
Способ холодной непрерывной прокатки тонких стальных полос
Способ раскисления низкоуглеродистой стали
Способ оптимизации технологии производства проката
Способ непрерывной разливки стали
Способ непрерывного литья заготовок
Способ производства низкоуглеродистой стали
Система управления процессом прокатки полосы
Способ производства проката из низколегированной стали для изготовления элементов конструкций нефтегазопроводов
Способ упаковки бунтов катанки
Способ холодной непрерывной прокатки широкополосной стали
Способ холодной непрерывной прокатки тонких стальных полос
Способ раскисления низкоуглеродистой стали

