Результат интеллектуальной деятельности: ЭЛЕКТРОМАГНИТНЫЕ СПЕКТРАЛЬНО ОБНАРУЖИВАЕМЫЕ ПЛАСТИКОВЫЕ УПАКОВОЧНЫЕ КОМПОНЕНТЫ
Вид РИД
Изобретение
Настоящее изобретение в целом относится к пластиковым упаковочным компонентам промышленных материалов и, в частности, таким пластиковым компонентам, наполненным веществом, которое делает результирующий пластиковый компонент обнаруживаемым оборудованием для обнаружения посторонних предметов, связанных с потоком продукции.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Чтобы в пищевых продуктах не было металлических обломков, которые представляют опасность разрывов тканей, на линиях пищевой промышленности обычно используют металлоискатели. Аналогичным образом, производство фармацевтических и биомедицинских продуктов также является уязвимым не только в отношении опасностей, связанных с металлическими обломками в потоках продукции, но и перспективой того, что наличие такого металла может привести к снижению активных фармацевтических ингредиентов или служить потенциальным источником инфекции. В данной области техники известно существование многочисленных технологий для обнаружения постороннего металла в производственной линии. Эти технологии включают в себя передающую катушку - приемные катушки для систем обнаружения металлов, системы, которые используют радиочастоты, и системы на базе магнитного поля. С учетом того факта, что некоторые металлические материалы не являются ферромагнитными и одновременно представляют собой не особенно хорошие электрические проводники, линии пищевых и фармацевтических продуктов были оснащены рентгеновскими сканерами и другими технологиями спектрального обнаружения в спектральной области электромагнитного поля (ЭДС) для облегчения обнаружения более широкого диапазона загрязнений.
Несмотря на достижения в области обнаружения посторонних металлических обломков в пищевой или фармацевтической производственной линии, существующие производственные линии плохо оснащены для обнаружения посторонних пластиковых и других полимерных материалов, которые могут попасть в пищевую или фармацевтическую производственную линию. Это является проблемой, поскольку такие пластики могут не только разрушаться на куски, вызывая разрывы тканей, но и, что касается фармацевтической продукции, содержат металлоорганические катализаторы и пластификаторы, которые могут потенциально ухудшить эффективность терапевтических средств.
Обслуживание линии по производству пищевой или фармацевтической продукции в настоящее время подчиняется строгим правилам, которые требуют запретных зон, из которых исключены различные компоненты упаковочного материала. Несмотря на эту политику запретов, пластиковый мусор попадает на производственные линии, и даже при наличии единственного куска пластика, попавшего в поток продукции, большое количество полезной в ином случае продукции должно быть выброшено. Правила, касающиеся переработки мясного фарша, являются примерами таких правил, которые требуют выбрасывать продукт, если возможно загрязнение. Распространенная пластиковая упаковка, которую непреднамеренно заносят в запретные производственные зоны, включает в себя аэрозольные баллоны, тюбики смазочных картриджей, колпачки смазочных тюбиков, пластиковые волокнистые полотна, упаковочные ленты, крышки ведер, крышки банок и кисти.
Аэрозольные баллончики обычно используются в продукции пищевой и фармацевтической промышленности для нанесения смазок, герметиков и других веществ с целью поддержания работы производственного оборудования. Типовой аэрозольный баллончик может быть снабжен пластиковой крышкой, установленной на верхней части баллончика, чтобы покрыть головку распыления аэрозоля. Чтобы освободить под давлением содержимое аэрозольного баллончика, обычно нужно снять крышку, держать аэрозольный баллончик в вертикальном положении и нажать на головку распыления аэрозоля в предполагаемом направлении применения. Опционально к распылительной головке присоединяют распылительную трубку для направления аэрозоля более концентрированным образом из отверстия распылительной головки на нужную цель. Такие крышки аэрозольных баллончиков, распылительные головки и трубки обычно получают путем экструзии или литья под давлением с использованием пластиковых материалов, например полипропилена, металла, нейлона или полиэтилена высокой плотности. При использовании таких баллончиков в условиях производственной линии пищевой или фармацевтической промышленности каждый из этих пластиковых компонентов крышки, распылительной головки и распылительной трубки имеет возможность отсоединения от аэрозольного баллона и попадания в поток продукции. При попадании аэрозольных упаковочных компонентов, сформованных из пластика, в такие потоки продукции возможности обнаружить эти компоненты или их фрагменты в процессе производства ограничены.
Таким образом, существует необходимость в пластиковом упаковочном компоненте, изготовленном из вещества, которое можно обнаружить с помощью обычного металлоискателя, рентгеновского аппарата или других технологий электромагнитного спектрального обнаружения для предотвращения потерь таких компонентов в потоках потребительских продуктов, например пищевых продуктов или фармацевтических препаратов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Предложен пластиковый упаковочный компонент, выполненный из полимера, содержащего электромагнитную спектрально обнаруживаемую добавку, смешанную с полимером. Полимер сформован в пластиковый упаковочный компонент в виде крышки аэрозольной упаковки, распылительной головки для аэрозоля, трубки для распыления аэрозоля, триггерного распылителя, встроенной крышки-распылителя, смазочного картриджа, масляного колпачка, пластикового волокнистого полотна, упаковочной ленты, крышки ведра, крышки банки или кисти.
Предложен способ обнаружения постороннего упаковочного компонента в потоке органической продукции, который включает в себя добавление к полимеру электромагнитно обнаруживаемой добавки, смешанной с полимером, и формование полимера с дозированной добавкой в пластиковый упаковочный компонент, например крышку аэрозольной упаковки, распылительную головку для аэрозоля, трубку для распыления аэрозоля, триггерный распылитель, встроенную крышку-распылитель, смазочный картридж, масляный колпачок, пластиковое волокнистое полотно, упаковочную ленту, крышку ведра, крышку банки или кисть. Поток продукции затем сканируют на наличие обнаруживаемого сигнала добавки. При обнаружении добавки выдается предупредительный сигнал, что поток продукции содержит посторонний упаковочный компонент.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
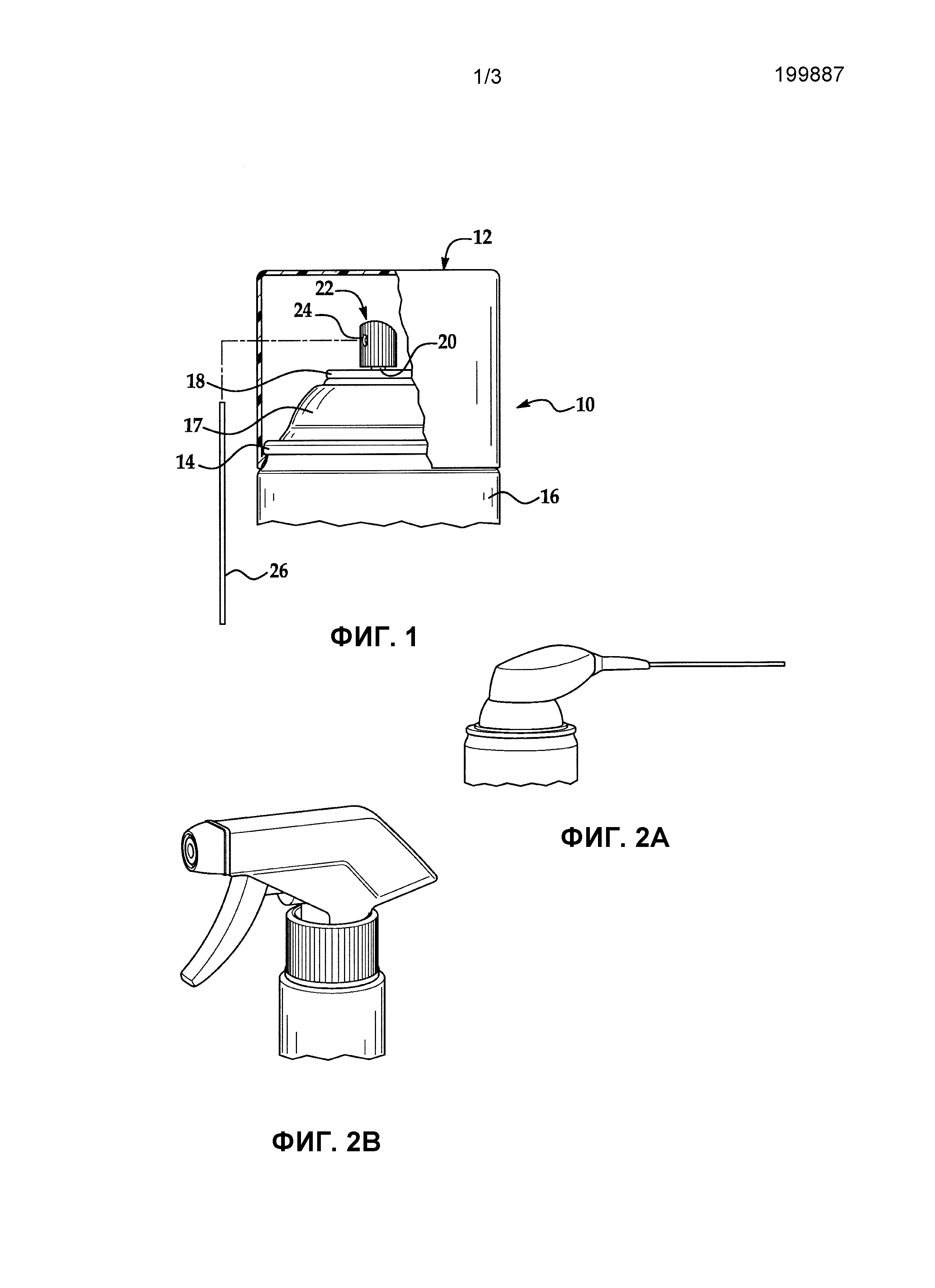
На фиг. 1 представлен вид с частичным местным разрезом баллончика для распыления аэрозоля, на котором изображены различные компоненты пластиковой аэрозольной упаковки, сформованные в соответствии с настоящим изобретением.
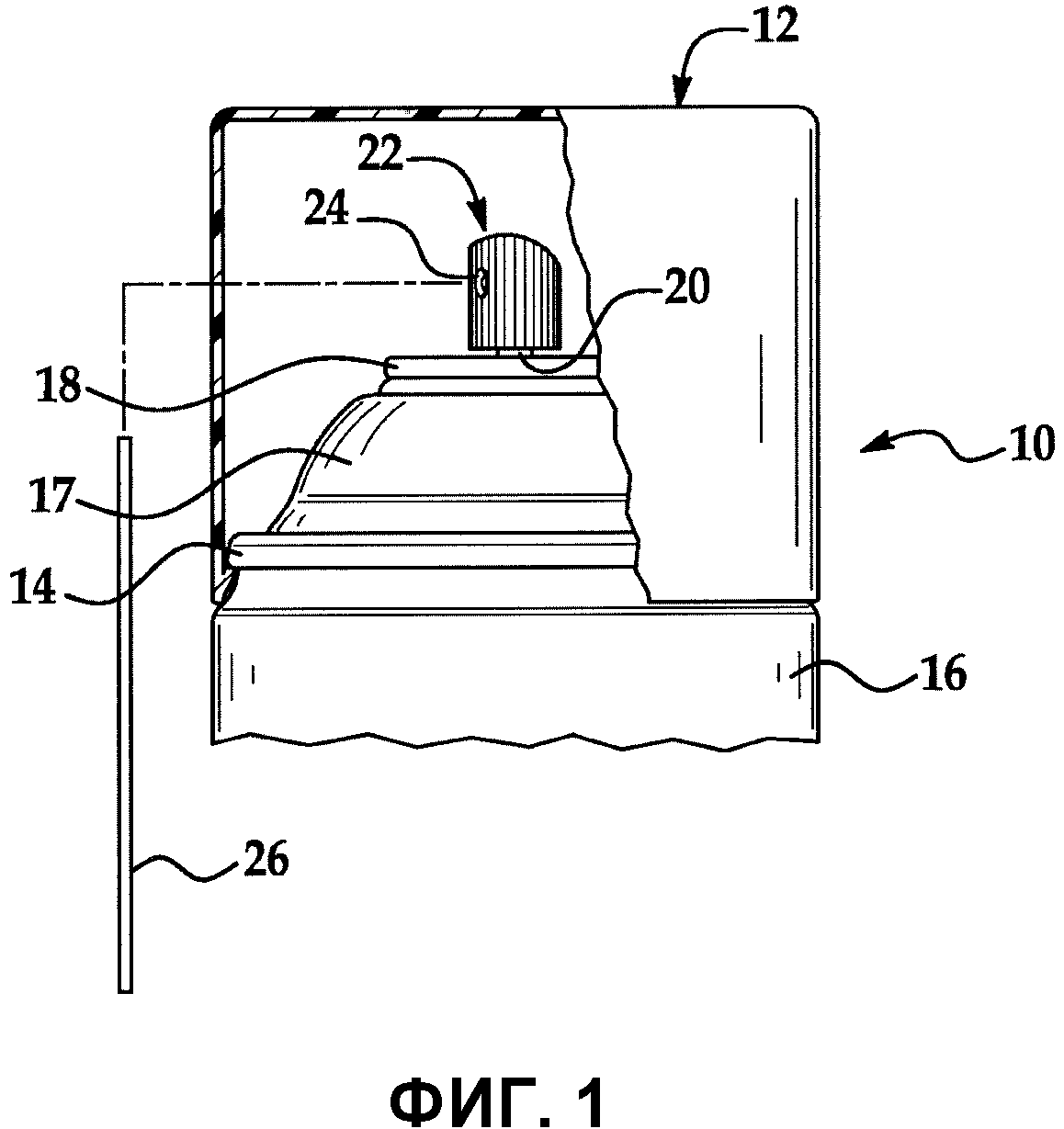
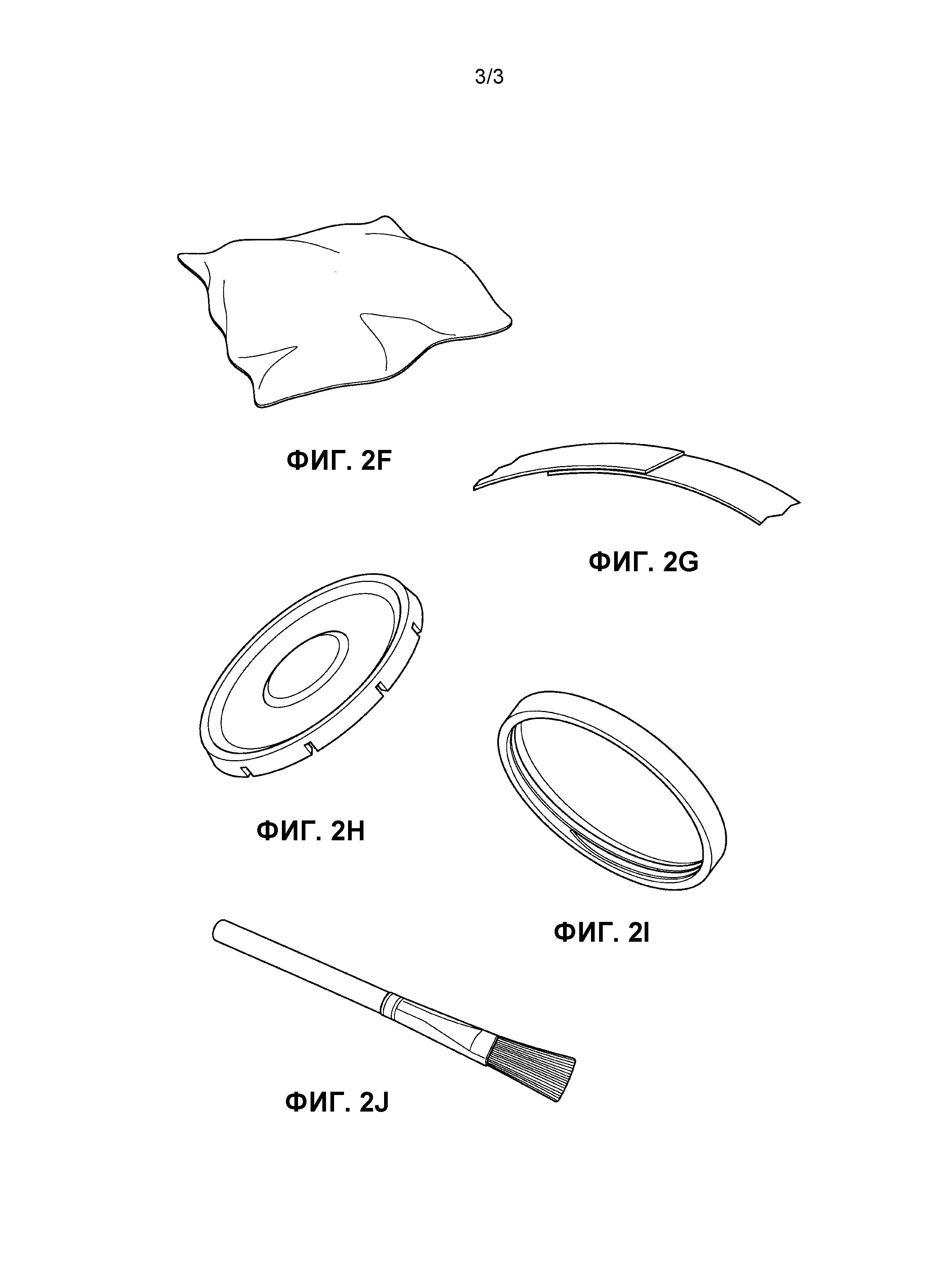
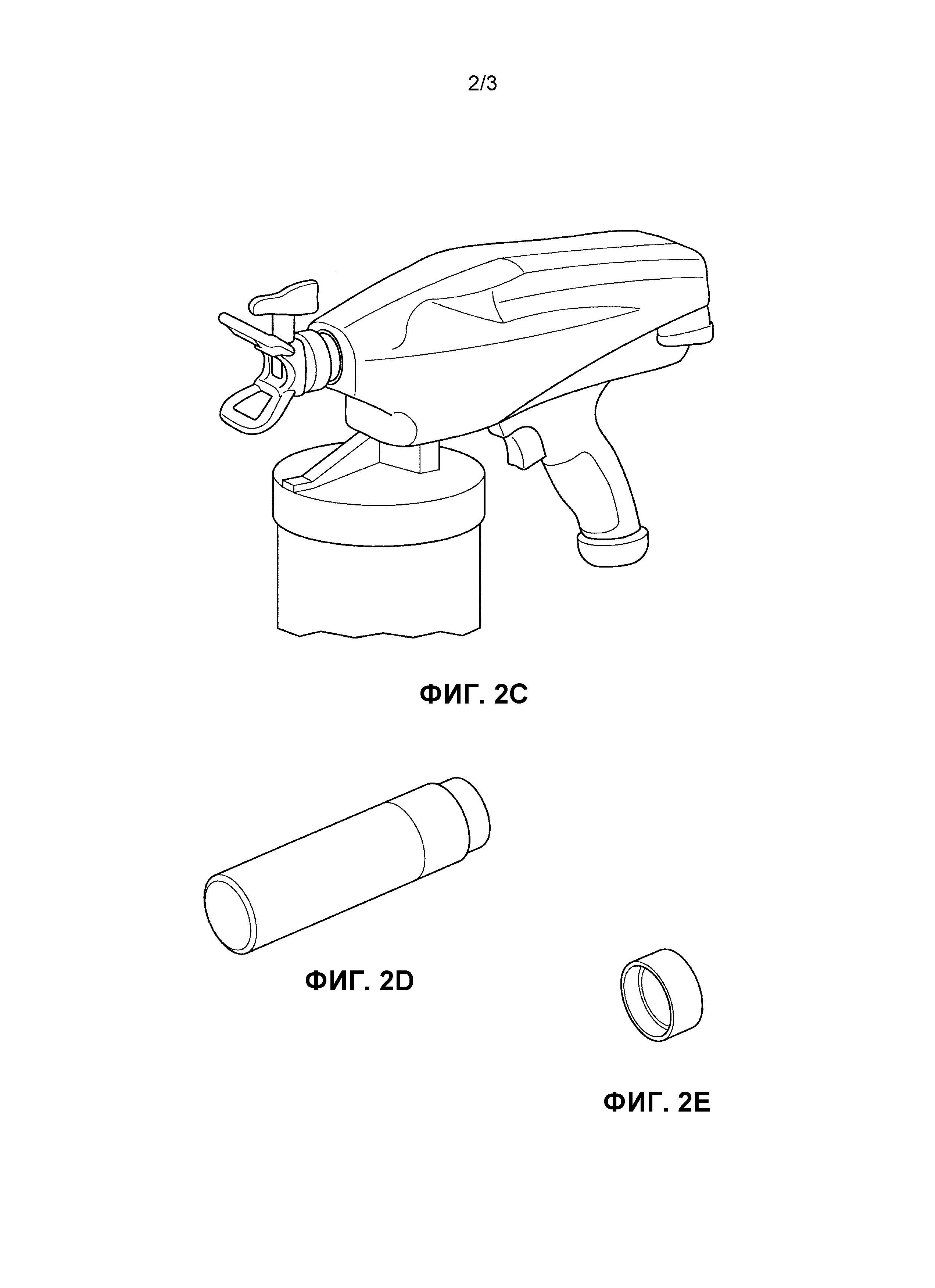
Фиг. 2A-2J - виды в перспективе различных упаковочных компонентов, сформованных в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение имеет применение в качестве пластикового упаковочного компонента, приспособленного для обнаружения инородных тел аппаратурой обнаружения, особенно в условиях потока продукции из органических веществ, распространенных в пищевой и фармацевтической промышленности. Благодаря включению пластикового полимера с электромагнитной спектрально обнаруживаемой добавкой, это позволяет обнаруживать такие компоненты при их случайном попадании в поток органической продукции.
В качестве иллюстрации и без ограничений применительно к представленным размерам или конструкции аэрозольный баллончик обозначен в целом ссылочной позицией 10 на фиг. 1 и включает в себя крышку 12 для установки на выступ 14, окружающий корпус 16 или колпачок 18 клапана баллончика 10. Куполообразная укупорочная часть 17 пролегает над выступом 14 и заканчивается в верхнем ободе 18. Верхний обод 18 снабжен выступающей из него трубкой 20 выпуска продукта, в верхней части которой расположена головка 22 распыления аэрозоля. Головка 22 распыления содержит в себе отверстие 24. Отверстие 24 находится в полном контакте с содержимым баллончика 10. Опционально предусмотрена трубка 26 распыления аэрозоля, вставляемая в отверстие 24 с тем, чтобы непосредственно подавать содержимое баллончика 10 через отверстие 24 и через трубку 26 для выпуска из дистального конца.
В соответствии с настоящим изобретением пластиковые компоненты аэрозольной упаковки иллюстративно включают в себя крышку 12 аэрозольной упаковки, головку 22 распыления аэрозоля, трубку 26 распыления аэрозоля. В дополнение к этим компонентам, изображенным на фиг. 1, следует понимать, что другие аэрозольные компоненты, выполненные из заявленной композиции, иллюстративно включают в себя любой пластиковый аэрозольный компонент, который имеет перспективу отсоединения при применении аэрозоля либо под давлением или ручной перекачке, в частности: пристегивающийся удлинительный держатель трубки, например, такой как описан в патенте США 5178354; триггерный распылитель, такой как изображен в патентах США 3756512, 4155487 и 4345718, встроенные крышки-распылители, такие как изображены в патентах США 4620646 и 5379924, а также их сочетания, сформованные из обычных термопластичных полимеров, которые подвергают литьевому формованию или экструзии для формования соответствующего компонента.
Другие заявленные пластиковые упаковочные компоненты изображены включающими в себя пристегивающийся удлинительный держатель трубки (фиг. 2A), триггерный распылитель (брызгалка) (фиг. 2B), а также встроенную крышку-распылитель (фиг. 2C). Изображены другие полимерные компоненты, которые могут быть обнаружены и которые являются часто встречающимися загрязнителями в пищевых и фармацевтических производственных линиях, и которые включают в себя смазочный картридж (фиг. 2D), масляный колпачок (фиг. 2E), пластиковое волоконное полотно (фиг. 2F), упаковочную ленту (фиг. 2G), крышку ведра (фиг. 2H), крышку банки (фиг. 2I) и кисть (фиг. 2J). Общим признаком заявленных компонентов является включение электромагнитной спектрально обнаруживаемой добавки в сочетании с потребительскими продуктами, используемыми для поддержания работы производственной линии. В некоторых вариантах осуществления заявленное изделие обычно не прикреплено к производственному оборудованию.
В обычный полимер, из которого формуют компонент, включают электромагнитно спектрально обнаруживаемую добавку, смешанную с полимером. Добавка присутствует в количестве, которое может быть обнаружено обычными технологиями обнаружения, распространенными для обнаружения металла, обнаружением с помощью рентгеновских лучей, обнаружением с помощью микроволн или другими электромагнитными спектральными способами обнаружения. Следует понимать, при том, что эти способы обнаружения могут быть использованы в сочетании с визуализацией добавки или компонента, что обнаружение добавки базируется не только на визуализации светового излучения для обнаружения посторонних металлических веществ или веществ с высокой электронной плотностью в потоке органической продукции. Такие потоки органической продукции, как правило, связаны с пищевой промышленностью, фармацевтической промышленностью, промышленностью животного сырья, а также медицинскими препаратами. Следует понимать, что такой поток органической продукции основан главным образом на углеродсодержащем материале, и следует признать, что такой поток также содержит следовые количества пищевых металлов, металлоорганических катализаторов, металлоэнзимов и пр. Обломки или куски заявленных пластиковых компонентов, попадающих в поток, рассматриваются как нежелательные примеси и обнаруживаются по наличию характерных веществ в потоке продукции.
Полимеры, из которых формуют пластиковый компонент аэрозольной упаковки, иллюстративно включают в себя акрилонитрил-бутадиен-стирол (АБС), ацетиловые смолы, акрилы, этиленвинилацетаты (ЭВА), фторполимеры, нейлоны, поликарбонаты, сложные полиэфиры, полиэтилены, полипропилены, полистиролы, поливинилхлорид хлориды, N-винил-карбазолы и полиуретаны, эластомеры, такие как полиизопрен, полибутадиен, полиэтилен-полипропиленовый каучук (EPDM) и стирол-бутадиеновый каучук (SBR) и их сочетания.
Полипропилен и полиэтилен представляют собой примерные термопластичные полимеры, из которых формованием или экструзией получают упаковочные компоненты. В частности, полиэтилен высокой плотности представляет собой предпочтительный класс полиэтилена, из которого формуют такие аэрозольные упаковочные компоненты, а также другие упаковочные компоненты. Следует понимать, что полученная литьем под давлением композиция в дополнение к термопластичному полимеру также опционально включает в себя пластификаторы, красители, технологические добавки, наполнители, такие как карбонат кальция, стекловолокно и рутил, или другие формы диоксида титана, а также углеродную сажу.
Термопластичный полимер или термореактивный полимер смешивают с электромагнитной спектрально обнаруживаемой добавкой, при этом добавка присутствует в полимере при дозировке и распределении размеров для облегчения обнаружения. Предпочтительно, чтобы добавка имела количество и размеры, ограничивающие изменение технологических свойств базового полимера. Типовые дозировки таких электромагнитных спектрально обнаруживаемых добавок в полимер обычно находятся в диапазоне от 1 до 30 процентов общей массы полностью загруженной полимерной композиции, из которой формуют заявленный компонент. Чтобы предотвратить вероятность того, что добавка будет засорять или иным образом мешать впрыску полимера через формовочную головку, предпочтительно, чтобы добавка имела форму сферических частиц, по меньшей мере, частиц с соотношением между самым большим линейным размером частиц по отношению к наименьшему линейному размеру частиц, составляющим 3:1-1:1.
Предпочтительно добавка имеет средний линейный размер х-у-z, при этом, по меньшей мере, 50% частиц добавки, присутствующих в пластиковом полимере, имеют средний линейный размер х-у-z менее 100 мкм.
В данном описании «средний линейный размер х-у-z» определяет среднюю линейную протяженность частицы в трех ортогональных направлениях, образованных осью х, осью у и осью z. Более предпочтительно, чтобы более 70% частиц добавки имели среднюю линейную протяженность х-у-z менее 80 микрон. Еще более предпочтительно, чтобы 90% частиц добавки имели среднюю линейную протяженность х-у-z менее 50 микрон. Добавку опционально предварительно покрывают одним из вышеупомянутых полимеров для облегчения дисперсии.
Применимость электромагнитной спектрально обнаруживаемой используемой здесь добавки в значительной степени продиктована совместимостью с полимером и способностью к обнаружению с помощью используемой аппаратуры обнаружения в потоке органической продукции. Электромагнитные спектрально обнаруживаемые используемые здесь добавки иллюстративно включают в себя нержавеющую сталь, цветные металлы, цинк, алюминий, сплавы, содержащие такие металлы, алюминий, цинк и железо. Сульфат бария и йодсодержащие соединения представляют собой неорганическую, неметаллическую, электромагнитную спектрально обнаруживаемую используемую здесь добавку с высокой степенью рентгеноконтрастности. Типовые дозировки таких заявленных добавок обычно находятся в диапазоне от 1 до 30 процентов от общего веса полимера, изготовленного литьем под давлением. Предпочтительно, чтобы добавка являлась пищевой или инертной по отношению к фармацевтическому или другому потоку продукции.
Чтобы облегчить перемешивание заявленной обнаруживаемой добавки и термопластичного упаковочного полимера для литья под давлением, предпочтительно, чтобы электромагнитная спектрально обнаруживаемая добавка смешивалась с термопластичным полимером в сочетании с полимерным носителем. Соответствующий полимерный носитель смешивают с добавкой, чтобы образовать гранулированный материал, хорошо подходящий для смешивания в шнековой машине термопластичной экструзии с образованием однородного расплава при воздушном смешивании с термопластичными полимерными гранулами, часто используемыми в промышленности. Такие гранулы могут быть легко сформованы с помощью обычного гранулятора Gala. Соответствующие полимерные носители включают в себя вышеупомянутые термопластичные полимеры. Примерные полимерные носители включают в себя полипропилен, этиленэтилакрилат и винилацетаты. Такие смешанные частицы с полимерными носителями доступны для приобретения у различных поставщиков, включая Eriez (Erie, Пенсильвания).
Следует понимать, что при включении заявленной обнаруживаемой добавки, результирующему сформованному компоненту часто передается определенная хрупкость по сравнению с этим компонентом, сформованным без такой добавки. Специалисту в данной области понятно, что охрупчивание можно компенсировать, по меньшей мере, частично, путем разработки модификации, имеющей, например, более высокие дозировки пластификаторов, сокращение обычных наполнителей в полимере, либо прибегнуть к более низкой температуре стеклования.
Применительно к заявленному пластиковому волокнистому полотну, изображенному на фиг. 2F, обычное волокно пропускают через ванну, содержащую заявленные частицы добавки, с тем, чтобы сделать такие волокна после введения в полотно электромагнитно спектрально обнаруживаемыми в соответствии с настоящим изобретением. Волокно опционально еще будет липким при производстве, в противном случае добавку приклеивают с помощью обычного контактного клея или термопластичного расплава. Полученное волокно, покрытое добавкой, затем обычным образом используют при производстве пластикового волокнистого полотна.
После изготовления заявленного пластикового упаковочного компонента путем экструзии, литья под давлением или с помощью комплекта пресс-форм заявленный компонент сочетается с аэрозольной упаковкой или другим контейнером, как показано на фиг. 1, и работает таким же образом, что и обычные компоненты. Однако если заявленный компонент выпадает из упаковки и попадает в поток органической продукции, например связанный с пищевой или фармацевтической продукцией, поток продукции легко сканируется на наличие обнаруживаемой добавки и при обнаружении выдается предупредительный сигнал. В некоторых вариантах осуществления при поступлении предупредительного сигнала производственную линию останавливают и опционально ту часть продукции, что, возможно, загрязнена, изолируют от чистой продукции. Используемые здесь способы спектроскопии по обнаружению иллюстративно включают в себя обычное обнаружение металла, а также обнаружение с помощью рентгеновских и микроволновых излучений. В результате посторонние компоненты, связанные с заявленной упаковкой, могут быть легко обнаружены и удалены из потока продукции перед упаковкой и до потенциального проглатывания потребителем или других форм контактов.
Патентные документы и публикации, упомянутые в описании, свидетельствуют об уровне специалистов в данной области техники, к которой относится изобретение. Эти документы и публикации включены сюда в качестве ссылки в той же мере, как если бы каждая отдельная публикация или документ были конкретно и индивидуально включены в настоящее описание посредством ссылки.
Приведенное выше описание настоящего изобретения не следует истолковывать как ограничивающее объем прилагаемой формулы изобретения и вместо этого такое описание предназначено служить примером осуществления настоящего изобретения. Специалисту в данной области понятно, что существуют изменения в модификациях настоящего изобретения в пределах объема и сущности изобретения, как описано и определено в нижеследующей формуле изобретения.
Сверло
Система электростатического распыления
Система подачи жидкости для распылительного устройства с подачей самотеком
Машина и способ маркировки или нанесения этикетки
Сварочный источник питания с цифровым управлением рабочим циклом
Двухдиафрагменный насос с пневмоприводом
Система сварки, содержащая систему индукционного нагрева, система индукционного нагрева и способ нагрева обрабатываемой сваркой или резанием детали
Система веб-конфигурации для настройки сварочных систем
Клейкая лента и способ изготовления клейкой ленты
Управление подводом тепла для сварочных систем
Сверло
Система электростатического распыления
Система подачи жидкости для распылительного устройства с подачей самотеком
Машина и способ маркировки или нанесения этикетки
Сварочный источник питания с цифровым управлением рабочим циклом
Двухдиафрагменный насос с пневмоприводом
Система сварки, содержащая систему индукционного нагрева, система индукционного нагрева и способ нагрева обрабатываемой сваркой или резанием детали
Система веб-конфигурации для настройки сварочных систем
Клейкая лента и способ изготовления клейкой ленты
Управление подводом тепла для сварочных систем

