Результат интеллектуальной деятельности: УПРАВЛЕНИЕ ПОДВОДОМ ТЕПЛА ДЛЯ СВАРОЧНЫХ СИСТЕМ
Вид РИД
Изобретение
Перекрестная ссылка на родственные заявки
Эта заявка испрашивает приоритет заявки на патент США № 13/182353, озаглавленной «Heat Input Control for Welding Systems», поданной 13 июля 2011 г., и предварительной заявки на патент США № 61/364257, озаглавленной «Control of Subarc Weld System», поданной 14 июля 2010, которые включены сюда посредством ссылки.
Уровень техники
Изобретение в общем относится к сварочным системам и, конкретнее, к системам и способам управления подводом тепла для сварочных систем.
Сварка представляет собой процесс, который стал повсеместно распространен в различных отраслях промышленности для множества типов применений. Например, сварка часто применяется в таких областях, как кораблестроение, промышленное строительство и ремонт и так далее. Во время таких сварочных процессов часто обеспечивается множество устройств управления, чтобы дать возможность оператору управлять одним или более параметрами операции сварки. Например, могут обеспечиваться органы управления, приводимые в действие ногой и рукой, способные функционировать в качестве пользовательских интерфейсов, для позволения оператору изменять силу тока, напряжение или любой другой необходимый параметр сварочного процесса. Обычно, когда оператор пытается оптимизировать свойства сварки, оператор изменяет один или более параметров сварки посредством подходящего интерфейса и наблюдает за их влиянием на сварку. Однако, зачастую, эти изменения параметра сварки могут приводить к изменению количества тепла, доставляемого к сварке за пройденное расстояние, таким образом влияя на механические свойства сварки, которые могут быть с трудом распознаваемыми для оператора сварки. Соответственно, существует необходимость улучшенных сварочных систем, которые преодолевают этот недостаток.
Краткое описание
Как описано ниже, сварочная система включает в себя источник питания, имеющий схему преобразования мощности, выполненную с возможностью генерирования выходной мощности для сварки для использования в операции сварки. Источник питания для сварки выполнен с возможностью приема требуемого уровня подвода тепла для операции сварки и требуемого изменения уровня параметра сварки. Также сварочная система включает в себя схему управления, соединенную с возможностью связи с источником питания для сварки и выполненную с возможностью приема данных, кодирующих требуемый уровень подвода тепла и требуемое изменение уровня параметра сварки, для определения уровня второго параметра сварки, применимого по существу для поддержания требуемого уровня подвода тепла, и для генерирования сигнала управления, чтобы командовать источнику питания для сварки реализовать определенный уровень второго параметра сварки.
Как также описано, способ включает в себя этапы, на которых принимают данные, кодирующие требуемый диапазон подвода тепла, содержащий значения подвода тепла, заключенные между верхним пределом и нижним пределом, и принимают данные, кодирующие требуемое изменение уровня первого параметра сварки из набора параметров сварки. Также способ включает в себя этап, на котором определяют изменение уровня второго параметра сварки из набора параметров сварки. Определенное изменение уровня второго параметра сварки является применимым для поддержания подвода тепла операции сварки в пределах требуемого диапазона подвода тепла.
Как дополнительно описано, сварочная система включает в себя источник электропитания для сварки, содержащий схему преобразования мощности, выполненную с возможностью генерирования выходной мощности для сварки для использования в операции сварки, и интерфейс оператора, выполненный с возможностью приема требуемого уровня подвода тепла и инициированного оператором регулирования параметра сварки из набора параметров сварки. Также сварочная система включает в себя податчик проволоки, соединенный с источником электропитания для сварки и выполненный с возможностью применения выходной мощности для сварки к поданной сварочной проволоке. Сварочная система дополнительно включает в себя систему позиционирования, выполненную с возможностью задания положения сварочной горелки и обрабатываемого изделия относительно друг друга. Вариант осуществления также включает в себя схему управления, выполненную с возможностью приема данных, кодирующих требуемый уровень подвода тепла и регулирование параметра сварки, для определения изменения уровня второго параметра сварки из набора параметров сварки, который является применимым для поддержания подвода тепла операции сварки приблизительно равным требуемому уровню подвода тепла, и для генерирования сигнала управления, кодирующего определенное изменение второго параметра сварки. Сгенерированный сигнал управления сообщается источнику электропитания для сварки, податчику проволоки, системе позиционирования или их совокупности для осуществления в операции сварки.
Краткое описание чертежей
Эти и другие признаки, аспекты и преимущества настоящего изобретения станут понятнее при прочтении последующего подробного описания со ссылкой на сопровождающие чертежи, на которых одинаковые ссылочные позиции представляют одинаковые части на всех чертежах, на которых:
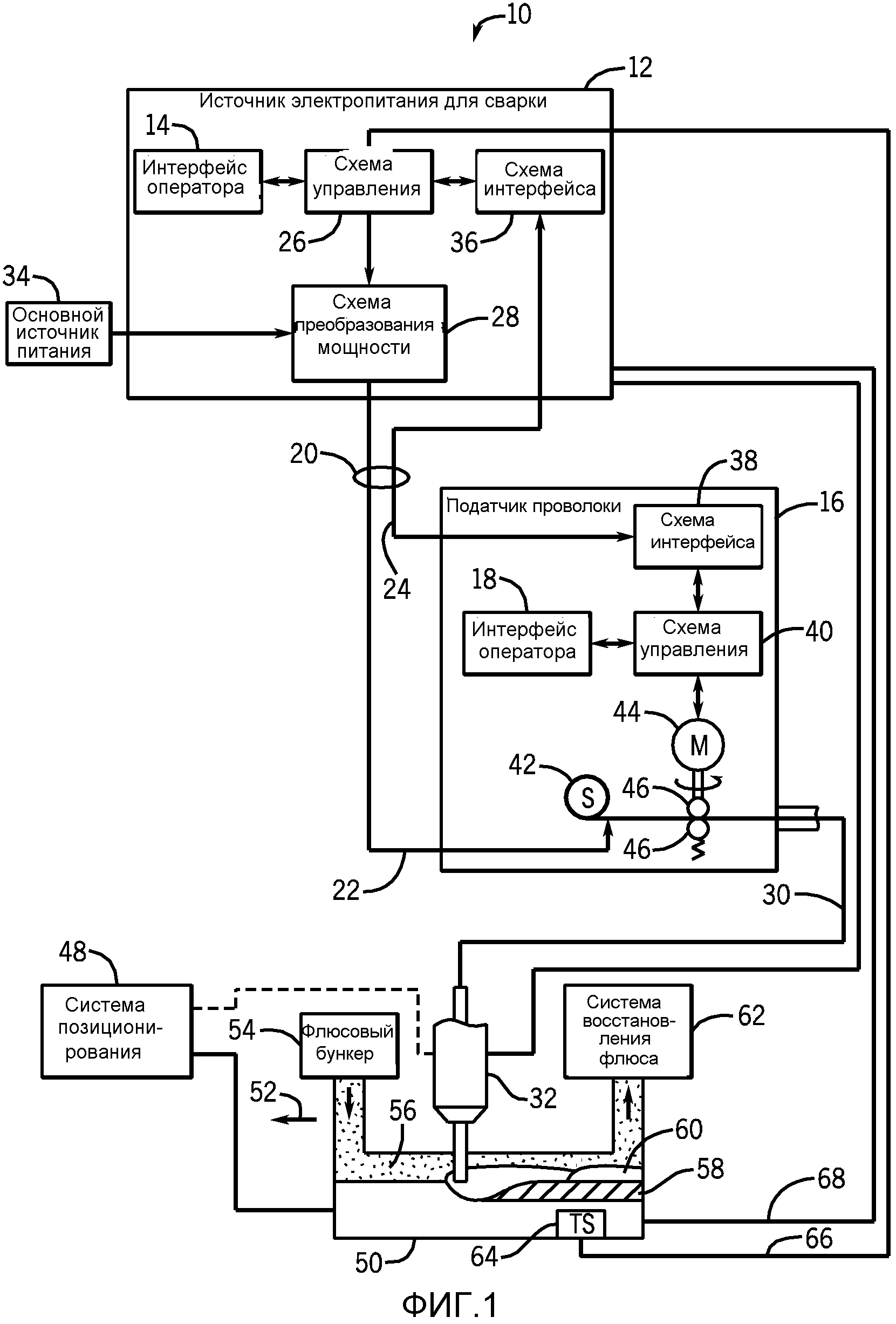
Фиг. 1 иллюстрирует функциональные компоненты примерной системы дуговой сварки под флюсом, имеющей возможности управления подводом тепла в соответствии с вариантом осуществления настоящего изобретения;
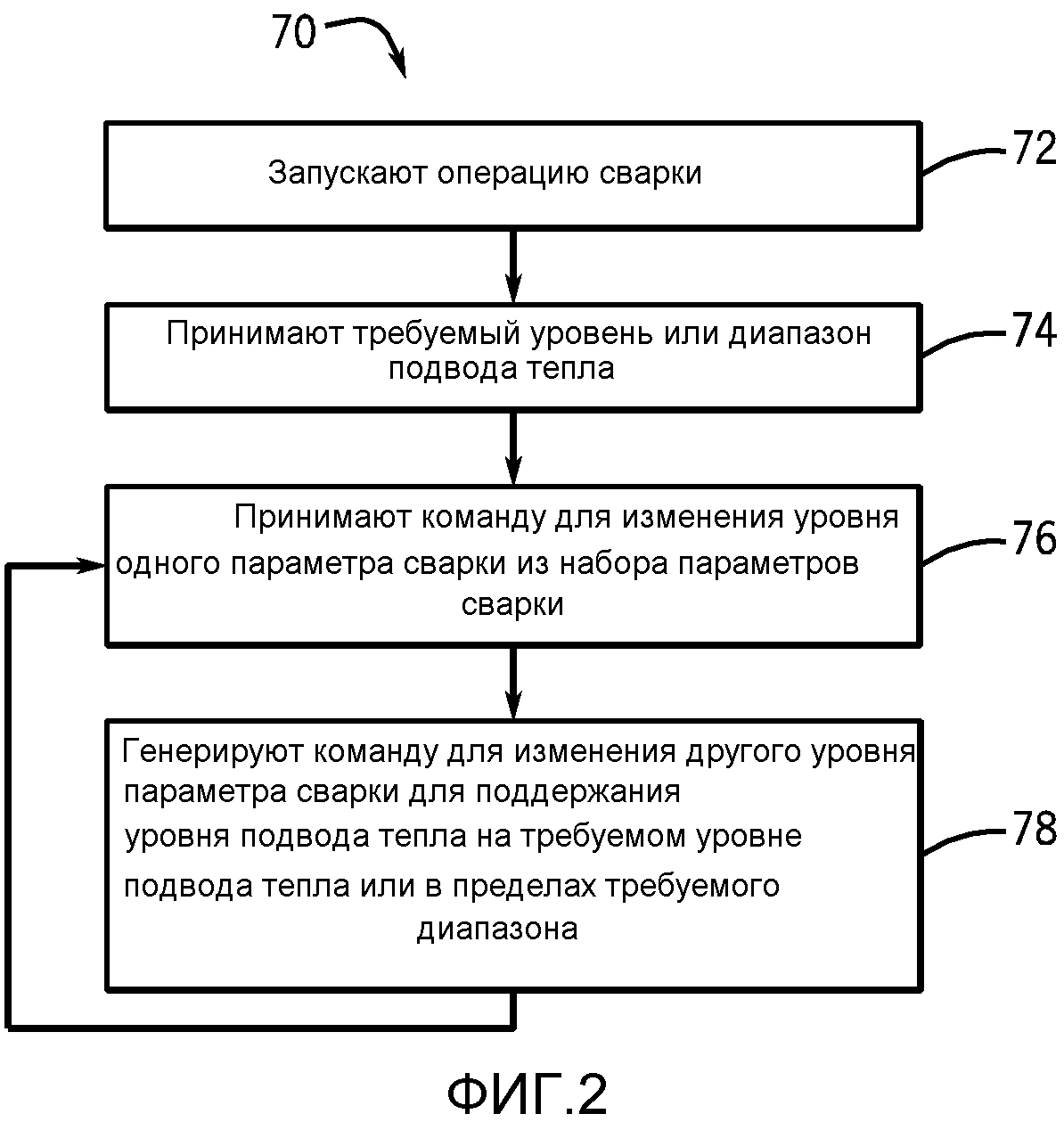
Фиг. 2 представляет собой блок-схему, иллюстрирующую примерный способ, который может осуществляться с возможностью регулирования подвода тепла для операции сварки в соответствии с вариантом осуществления;
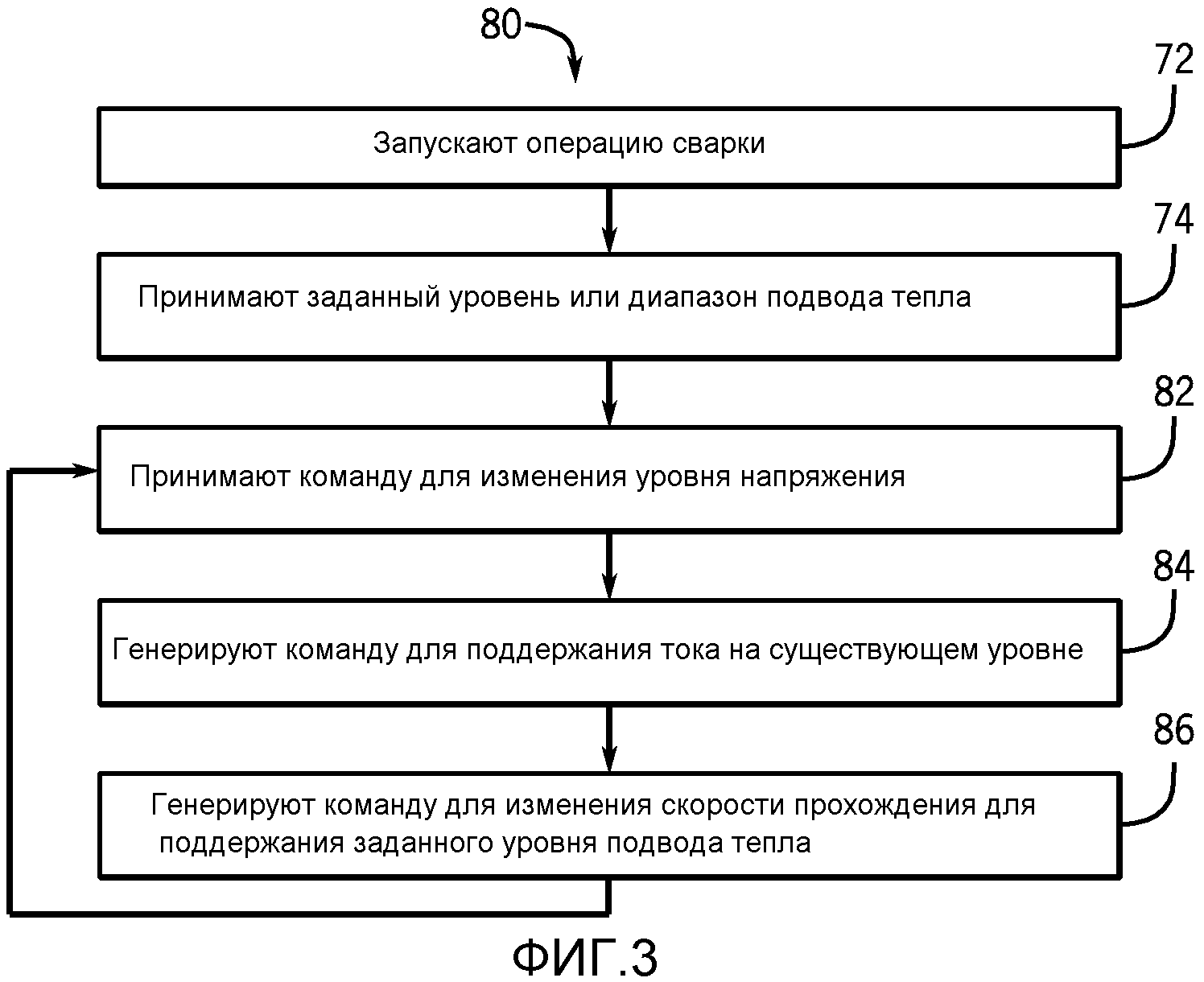
Фиг. 3 представляет собой блок-схему, иллюстрирующую вариант осуществления способа на Фиг. 2, который может осуществляться с возможностью регулирования подвода тепла для операции сварки при постоянном токе; и
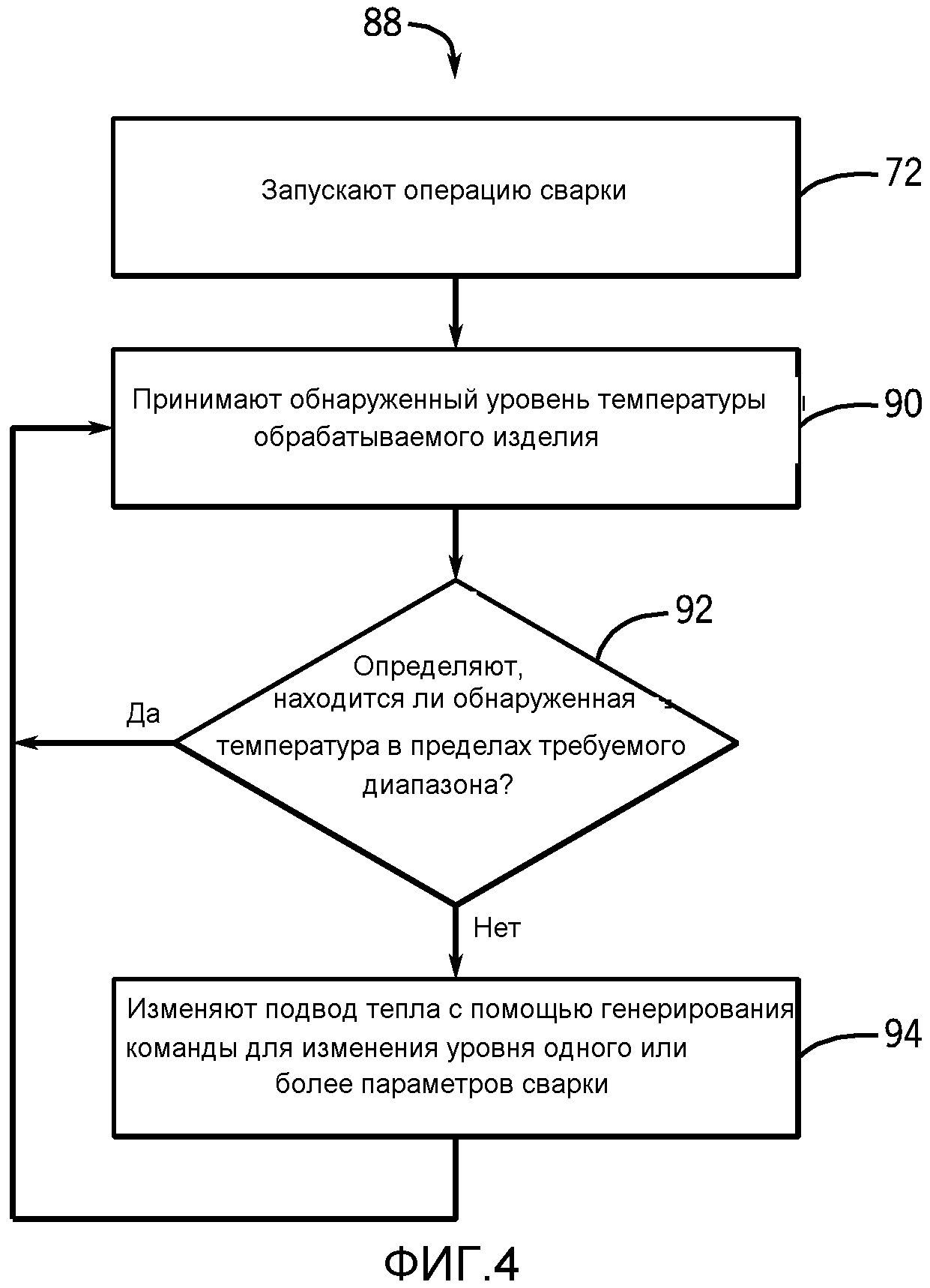
Фиг. 4 представляет собой блок-схему, иллюстрирующую вариант осуществления способа, который может осуществляться с возможностью регулирования температуры обрабатываемого изделия во время операции сварки.
Подробное описание
Как описано подробно ниже, здесь описываются варианты осуществления сварочных систем, способных управлять подводом тепла в сварку, когда выполняется операция сварки на обрабатываемом изделии. Это свойство может быть предпочтительным в автоматических или полуавтоматических сварочных системах (например, в системах дуговой сварки под флюсом, где зона сварки защищена гранулированным флюсом), в которых уровень множества параметров сварки может изменяться во время выполнения операции сварки. В этих системах при изменении первого уровня параметра сварки, например, с помощью ручной или автоматически сгенерированной команды обеспеченные варианты осуществления могут изменять другой параметр сварки для поддержания подвода тепла за пройденное расстояние на требуемом уровне или в пределах предустановленного диапазона значений. С этой целью некоторые варианты осуществления раскрытых сварочных систем могут генерировать сигналы управления, которые кодируют изменение параметров сварки, таких как напряжение, ток, скорость подачи проволоки и/или скорость прохождения, помимо других параметров. Эти сигналы управления могут сообщаться устройствам, таким как источник электропитания для сварки, податчик проволоки, и/или система позиционирования внутри сварочной системы так, что регулируется подвод тепла в сварку.
Обращаясь далее к чертежам, Фиг. 1 иллюстрирует примерную систему 10 дуговой сварки под флюсом, которая питает, управляет и обеспечивает подачами операцию сварки. Однако следует отметить, что несмотря на то что варианты осуществления, описанные здесь, показаны в контексте системы дуговой сварки под флюсом, эти варианты осуществления также совместимы с другими типами сварочных систем. Например, раскрытое здесь управление регулированием подвода тепла может использоваться с любым способом подачи проволоки, таким как операции, связанные с применением газа (газовая дуговая сварка металлическим электродом (GMAW)) или операции, выполняемые в отсутствии газа (дуговая сварка металлическим покрытым электродом (SMAW)), или любая операция сварки, которая не включает в себя подачу проволоки. Для дополнительного примера раскрытые сейчас варианты осуществления могут применяться в сварке плавящимся электродом в инертном газе (MIG), сварке вольфрамовым электродом в инертном газе (TIG) или ручной сварке дугой.
Сварочная система 10 включает в себя источник 12 электропитания для сварки, который включает в себя интерфейс 14 оператора. В ручных или полуавтоматических операциях интерфейс 14 оператора может включать в себя панель управления, которая позволяет оператору сварки управлять подачей материалов сварки, таких как поток газа, подача проволоки и так далее, к сварочной горелке. С этой целью в некоторых вариантах осуществления интерфейс 14 оператора может включать в себя устройства ввода или интерфейса, такие как кнопки или переключатели, которые оператор может использовать для регулирования параметров сварки (например, напряжения, тока и т.д.). Параметры сварки, которые руководят работой источника 12 электропитания для сварки, могут включать в себя напряжение, ток, скорость подачи проволоки и скорость прохождения. Например, напряжение может изменяться автоматически или вручную для управления формой и видом поперечного сечения сварного шва. Подобным образом, могут регулироваться сила тока и скорость подачи проволоки для управления глубиной провара сварочного шва, разжижением основного металла и так далее. Подобным образом, скорость прохождения может регулироваться автоматически или вручную для управления глубиной и размером сварного шва. Дополнительно, эти или другие параметры сварки могут регулироваться во время выполнения операции сварки для поддержания подвода тепла за пройденное расстояние на требуемом уровне или в пределах требуемого диапазона, как обсуждается более подробно ниже. Еще дополнительно, следует отметить, что подвод тепла за пройденное расстояние может вычисляться в раскрытых здесь способах с помощью любого подходящего способа, известного специалистам в области техники. Например, подвод тепла за пройденное расстояние может вычисляться путем интегрирования произведения напряжения и тока и деления на скорость прохождения.
Как проиллюстрировано, сварочная система 10 также включает в себя податчик 16 проволоки, который обеспечивает подвод сварочной проволоки к сварочной горелке для использования в операции сварки. В некоторых вариантах осуществления податчик 16 проволоки также может включать в себя интерфейс 18 оператора, который позволяет пользователю устанавливать один или более параметров подачи проволоки, таких как скорость подачи проволоки. В других вариантах осуществления, однако, интерфейс 18 оператора может быть не включен в состав, при этом пользователь может вводить такие параметры с помощью интерфейса 14 оператора в источнике 12 электропитания для сварки. В проиллюстрированном варианте осуществления пучок кабелей 20 соединяет источник 12 электропитания для сварки с податчиком 16 проволоки и обеспечивает свариваемые материалы для использования в операции сварки. Пучок 20 включает в себя силовой кабель 22 и управляющий кабель 24. Следует отметить, что пучок 20 кабелей может быть не связан вместе в некоторых вариантах осуществления.
Дополнительные внутренние компоненты источника 12 электропитания для сварки и податчика 16 проволоки также проиллюстрированы на Фиг. 1. Как только проиллюстрированный интерфейс 14 оператора принимает выбор установок, таких как требуемый уровень или диапазон подвода тепла, эти установки сварки сообщаются схеме 26 управления внутри источника 12 электропитания для сварки. Схема 26 управления функционирует с возможностью управления генерированием выходной мощности для сварки, которая подается к сварочной проволоке для выполнения требуемой операции сварки. С этой целью схема 26 управления соединяется со схемой 28 преобразования мощности. Схема 28 преобразования мощности выполнена с возможностью генерирования выходной мощности, которая, в конечном счете, будет подаваться к сварочной проволоке 30 в мундштуке 32. Могут применяться различные схемы преобразования мощности, включая усилители постоянного тока, повышающие схемы, понижающие схемы, инверторы, конверторы и так далее. Конфигурация таких схем может относиться к типам, как правило, известным в уровне техники. Схема 28 преобразования мощности соединяется с источником электрической мощности 34, образующейся, например, в электрической сети, несмотря на то что другие источники мощности также могут использоваться, например, мощность, сгенерированная генератором с приводом, батареи, топливные элементы или другие альтернативные источники.
В некоторых вариантах осуществления схема 26 управления выполняется с возможностью приема данных, кодирующих требуемый уровень или диапазон подвода тепла, который может задаваться, например, оператором с помощью интерфейса 14 оператора. Дополнительно, схема 26 управления также может принимать данные, кодирующие требуемое изменение уровня параметра сварки, такого как сварочное напряжение или ток. Как только принимается требуемое изменение, схема управления может вычислять предполагаемое изменение подвода тепла, основанное на требуемом изменении. Дополнительно, затем схема управления может определять подходящее изменение другого параметра сварки, которое будет поддерживать подвод тепла на требуемом уровне или в требуемом диапазоне при осуществлении требуемого изменения. Например, в одном варианте осуществления требуемый подвод тепла за пройденное расстояние может составлять приблизительно 25 кДж/см, при этом требуемое изменение, указанное оператором, может представлять собой увеличение тока во время повторной обработки сварного соединения, которое может требоваться, например, для достижения требуемого уровня заполнения. В этом случае схема 26 управления может определять влияние указанного изменения тока на подвод тепла и может регулировать скорость прохождения с возможностью компенсирования этого влияния для поддержания подвода тепла на требуемом уровне. Вышеупомянутый признак описан более подробно ниже со ссылкой на Фиг. 2 и 3.
Наконец, источник 12 электропитания для сварки, проиллюстрированный на Фиг. 1, также включает в себя схему 36 интерфейса, выполненную с возможностью позволения схеме 26 управления обмениваться сигналами с податчиком 16 проволоки. Податчик 16 проволоки также включает в себя схему 38 интерфейса, которая соединена со схемой 36 интерфейса в источнике 12 тока с помощью кабеля 24 данных. В некоторых вариантах осуществления могут обеспечиваться многоконтактные интерфейсы на обоих компонентах, при этом многожильный кабель проходит между схемой интерфейса для обеспечения установки такой информации, как скорости подачи проволоки, процессы, выбранные токи, напряжения или уровни мощности и так далее, либо на источнике 12 электропитания, податчике 16 проволоки, либо на обоих.
Податчик 16 проволоки также включает в себя схему 40 управления, соединенную со схемой 38 интерфейса. Схема 40 управления позволяет управлять скоростями подачи проволоки в соответствии с выборами оператора и позволяет этим установкам возвращаться обратно к источнику 12 электропитания с помощью схемы 38 интерфейса. Схема 40 управления дополнительно соединяется с интерфейсом 18 оператора на податчике 16 проволоки, что позволяет делать выбор из одного или более параметров сварки, особенно скорости подачи проволоки. Снова в некоторых вариантах осуществления интерфейс 18 оператора также может обеспечивать выбор таких параметров сварки, как процесс, тип используемой проволоки, ток, напряжение или установки мощности и так далее. Дополнительно, следует отметить, что в некоторых вариантах осуществления схема 40 управления может быть выполнена с возможностью регулирования подвода тепла для операции сварки в сочетании с или независимо от схемы 26 управления в источнике 12 электропитания для сварки. Еще дополнительно, следует отметить, что схема управления, способная регулировать подвод тепла для операции сварки, может располагаться в источнике 12 электропитания для сварки, податчике 16 проволоки или в любом другом требуемом месте. Например, в некоторых вариантах осуществления схема управления может быть расположена в обособленном блоке, или может быть встроена в другие системные компоненты, такие как система 48 позиционирования. Действительно, расположение схемы 26 управления в источнике 12 питания для сварки не предназначено для ограничения расположения схемы управления этим положением.
Податчик 16 проволоки также включает в себя компоненты для подачи проволоки к мундштуку 32 и тем самым к области применения сварки под управлением схемы 40 управления. Например, одна или более бобины 42 сварочной проволоки 30 помещены в податчике 16 проволоки. Сварочная проволока 30 разматывается с бобин 42 и поступательно подается к мундштуку 32. Обеспечен двигатель 44 подачи, который зацепляется с роликами 46 подачи для толкания проволоки из податчика проволоки по направлению к мундштуку 32. На практике один из роликов 46 механически соединяется с двигателем 44 и вращается с помощью двигателя для приведения в движение проволоки из податчика проволоки, тогда как сопряженный ролик смещается по направлению к проволоке для поддержания хорошего контакта между двумя роликами и проволокой. Некоторые системы могут включать в себя множественные ролики этого типа.
Мощность из источника12 электропитания подводится к проволоке 30, обычно посредством сварочного кабеля 22 традиционным образом. Подобным образом в вариантах осуществления сварки с применением газа защитный газ может подаваться через податчик проволоки и сварочный кабель. Во время операций сварки проволока выдвигается через оболочку сварочного кабеля по направлению к мундштуку 32. Внутри мундштука дополнительный тянущий двигатель может обеспечиваться соответственным приводным роликом и регулироваться для обеспечения требуемой скорости подачи проволоки. Когда сварочная проволока выдвигается по направлению к мундштуку 32, система 48 позиционирования перемещает мундштук 32 или обрабатываемое изделие 50 для размещения мундштука 32 относительно обрабатываемого изделия 50 во время выполнения операции сварки. Например, в проиллюстрированном варианте осуществления, когда происходит операция сварки, система позиционирования перемещает мундштук 32 в направлении стрелки 52.
Флюсовый бункер 54 обеспечивает слой 56 гранулированного флюса на обрабатываемом изделии 50. Затвердевший сварочный материал 58 и затвердевший флюс 60 образуются, когда мундштук 32 перемещается в направлении 52. Система 62 восстановления флюса восстанавливает нерасплавленный флюс для повторного использования позже в сварочной операции. Дополнительно, в проиллюстрированном варианте осуществления датчик 64 температуры отслеживает температуру обрабатываемого изделия 50 и сообщает измеренное значение схеме 26 управления с помощью кабеля 66. Дополнительно, рабочее соединение 68 соединяет обрабатываемое изделие 50 с источником 12 электропитания для сварки для завершения цепи между источником 12 электропитания, мундштуком 32 и обрабатываемым изделием 50.
Фиг. 2 иллюстрирует вариант осуществления способа 70, который может осуществляться с помощью схемы 26 или 40 управления, расположенной в источнике 12 электропитания или податчике 16 проволоки, соответственно, для регулирования подвода тепла за пройденное расстояние во время операции сварки. Способ 70 включает в себя этап, на котором запускают операцию (этап 72) сварки, например, при приведении в действие сварочной системы. Способ 70 также включает в себя этап, на котором принимают требуемый уровень или диапазон (этап 74) подвода тепла. Например, оператор может устанавливать требуемое значение подвода тепла или требуемое значение подвода тепла, имеющее допуск.
Еще дополнительно, способ 70 включает в себя этап, на котором принимают команду для изменения уровня параметра сварки, включенного в набор возможных параметров (этап 76) сварки. Например, набор параметров сварки может включать в себя сварочное напряжение, сварочный ток, скорость подачи проволоки, скорость прохождения или некоторую их совокупность, при этом команда может относится к изменению, требуемому в любом из этих параметров. Как только принимается требуемое изменение, может генерироваться сигнал управления, который вызывает изменение другого параметра сварки в наборе параметров сварки, применимого для компенсирования предполагаемого изменения в подводе тепла, связанного с требуемым изменением в первом параметре (этап 78) сварки. Этот этап может повторяться любое количество раз в течение выполнения операции сварки, так как параметры сварки регулируются автоматически или вручную.
Фиг. 3 иллюстрирует способ 80, который представляет собой вариант осуществления способа 70 на Фиг. 2. В этом варианте осуществления, например, режим работы при постоянном токе выполняется с помощью контроллера. Соответственно, как только запускают (этап 72) операцию сварки и задают (этап 74) требуемый уровень или диапазон подвода тепла, принимают команду, например, от оператора с помощью интерфейса оператора для требуемого изменения уровня (этап 82) сварочного напряжения. Так как контроллер находится в режиме работы при постоянном токе, генерируют команду для поддержания сварочного тока на предустановленном уровне (этап 84). Однако для компенсирования предполагаемого изменения в подводе тепла, соответствующего изменению требуемого уровня напряжения, генерируют команду для изменения скорости (этап 86) прохождения. Таким образом, подвод тепла может поддерживаться на требуемом уровне или в пределах требуемого диапазона, при этом ток может поддерживаться на по существу постоянном уровне в течение выполнения операции сварки.
Следует отметить, что в других вариантах осуществления подобный способ управления может осуществляться в режиме работы при постоянном напряжении или режиме работы при постоянной мощности. Например, в варианте осуществления при постоянном напряжении, когда оператор задает изменение уровня тока, может генерироваться команда для поддержания напряжения на предустановленном уровне. Однако для компенсации предполагаемого изменения подвода тепла, соответствующего изменению уровня тока, может регулироваться скорость прохождения. Для дополнительного примера, если оператор указывает требуемое изменение скорости прохождения, может регулироваться уровень мощности, например, путем регулирования одного или обоих из напряжения и тока для компенсирования предполагаемого изменения подвода тепла. Еще дополнительно, в системах многодуговой сварки, которые включают множественные сварочные аппараты, напряжение и/или ток одного или более сварочных аппаратов могут регулироваться для компенсирования ожидаемого изменения подвода тепла.
Фиг. 4 иллюстрирует вариант осуществления способа 88, который может выполняться с помощью сварочного контроллера, для регулирования температуры обрабатываемого изделия до требуемого уровня или в пределах требуемого диапазона. Как только запускают (этап 72) операцию сварки, принимают (этап 90) обнаруженную температуру обрабатываемого изделия и обнаруженную температуру сравнивают с предустановленным требуемым диапазоном для определения, находится ли обнаруженная температура в пределах заданного допуска (этап 92). Когда температура находится в пределах требуемого допуска, температура непрерывно или периодически отслеживается на любые изменения. Однако, когда температура находится вне пределов требуемого допуска, подвод тепла за пройденное расстояние может изменяться с помощью генерирования сигнала управления, который вызывает изменение параметра сварки, который влияет на подвод (этап 94). То есть в этом варианте осуществления один или более параметров сварки могут изменяться до требуемой величины для регулирования изменения подвода тепла, тем самым влияя на температуру обрабатываемого изделия, пока обнаруженная температура не попадет в пределы предустановленного диапазона.
Несмотря на то что некоторые признаки изобретения проиллюстрированы или описаны здесь, многие преобразования и изменения будут осуществляться специалистами в области техники. В связи с этим следует понимать, что приложенная формула изобретения предназначена для охвата всех таких преобразований и изменений, которые попадают в пределы действительной сущности изобретения.
Сверло
Система электростатического распыления
Система подачи жидкости для распылительного устройства с подачей самотеком
Машина и способ маркировки или нанесения этикетки
Сварочный источник питания с цифровым управлением рабочим циклом
Двухдиафрагменный насос с пневмоприводом
Система сварки, содержащая систему индукционного нагрева, система индукционного нагрева и способ нагрева обрабатываемой сваркой или резанием детали
Система веб-конфигурации для настройки сварочных систем
Клейкая лента и способ изготовления клейкой ленты
Системы и способы для определения индуктивности сварочного кабеля
Сверло
Система электростатического распыления
Система подачи жидкости для распылительного устройства с подачей самотеком
Машина и способ маркировки или нанесения этикетки
Сварочный источник питания с цифровым управлением рабочим циклом
Двухдиафрагменный насос с пневмоприводом
Система сварки, содержащая систему индукционного нагрева, система индукционного нагрева и способ нагрева обрабатываемой сваркой или резанием детали
Система веб-конфигурации для настройки сварочных систем
Клейкая лента и способ изготовления клейкой ленты
Системы и способы для определения индуктивности сварочного кабеля

