Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ
Вид РИД
Изобретение
Область техники, к которой относится предлагаемое изобретение
Предлагаемое изобретение относится к способу и устройству для удаления окалины с поверхности металлического изделия.
Предлагаемое изобретение может применяться, в частности, но не исключительно, в прокатной линии для листового проката, или же, более конкретно, для совместной работы с клетями реверсивного прокатного стана, например, такого как прокатный стан Стеккеля.
Должно быть понятно, однако, что предлагаемое изобретение может найти применение также для совместной работы с прокатной линией с непрерывной группой клетей, с отдельными черновыми или отделочными (чистовыми) клетями и, по существу, при обработке любого типа металлических изделий, требующей эффективного удаления окалины, которая присутствует на поверхности такого металлического изделия.
Предпосылки создания предлагаемого изобретения
Известно, что при прокатке металлических изделий, в частности, металлических полос или листов, возникает необходимость в том, чтобы, например, на выходе из системы нагрева или поддержания температуры изделия наличествовали устройства для удаления с поверхности металлического изделия окалины, образовавшейся под действием высокой температуры и атмосферных факторов.
Известные системы удаления окалины по способу достижения результата можно разделить, по существу, на механические, химические и химико-механические.
Из способов механического удаления окалины известны, например, способы, состоящие в бомбардировке поверхности изделия, подлежащего очистке, твердыми частицами определенной твердости и формы, которые с высокой скоростью ударяются о поверхность, подлежащую очистке.
В зависимости от желаемого результата и от типа материала, подлежащего обработке, в качестве упомянутых твердых частиц могут использоваться чугунные или стальные шарики; в альтернативном варианте для очистки поверхности металлического изделия от окалины могут использоваться стальные проволочные щетки, вращающиеся с высокой скоростью.
Что же касается прокатных линий, то в этой области, напротив, известно использование способов удаления окалины с помощью водяных струй, направляемых на движущееся металлическое изделие под подходящим наклоном.
При таком способе на поверхность металлического изделия как снизу, так и сверху, направляют струи воды под давлением, величина которого находится в диапазоне приблизительно от 10 МПа до 18 МПа.
Известные устройства, с помощью которых осуществляется этот способ, обычно снабжены форсунками - неподвижными, вращающимися и/или перемещаемыми, - из которых исходят струи воды, направленные на поверхность металлического изделия, работающие на физическом принципе термических напряжений, которым при контакте с водой подвергается окалина, результатом чего является ее отслаивание от поверхности металлического изделия и последующее удаление.
Было установлено, однако, что этот способ, при котором используют водяные струи, которые находятся под давлением и испускаются из форсунок, не пригоден для удаления окалины при толщине металлического изделия, меньшей определенного значения (например, при толщинах ≤ 4/5 мм), так как водяные струи, испускаемые из форсунок, в таких случаях излишне охлаждают изделие, которое вследствие этого выходит из устройства для удаления окалины слишком охлажденным, что вынуждает при дальнейшей прокатке прикладывать к нему излишне высокие значения давления.
Чтобы не допустить переохлаждения изделия, следовало бы понизить давление и, тем самым, уменьшить расход воды, используемой для удаления окалины, однако, если окалина остается на поверхности металлического изделия, то при последующей прокатке эта окалина глубоко вдавливается в верхний слой изделия, в результате чего ухудшается качество получаемого конечного продукта.
Это влечет за собой значительный экономический ущерб, поскольку получаемый конечный продукт имеет более низкое качество и, следовательно, его можно продать только за более низкую цену.
Эта проблема не особенно важна в прокатных станах непрерывной прокатки, поскольку окалина удаляется на входе в первую клеть стана, когда толщина полосы еще достаточно велика (например, ≥ 10-12 мм), и отсутствуют условия для последующего образования окалины при кратковременном пребывании обрабатываемого изделия в промежутках между клетями, однако эта проблема, напротив, весьма важна в станах Стеккеля с реверсивной прокаткой.
В прокатных станах этого типа прокатываемое изделие несколько раз пропускается в одном и другом направлении через одну или большее количество реверсивных клетей, при этом с каждым проходом уменьшается толщина изделия, и после каждого прохода производится намотка внутри намоточно-размоточной печи.
Чтобы подготовить полосу к прокатке, между упомянутой намоточно-размоточной печью и реверсивной клетью может быть предусмотрено устройство для удаления окалины.
Однако, как указывалось выше, когда толщина полосы становится меньше определенного значения, например, меньше 8 мм, или, в крайнем случае, меньше 5 мм, упомянутое устройство для удаления окалины должно быть выключено из работы, так как водяные струи, испускаемые из форсунок, вызывали бы слишком сильное охлаждение поверхности полосы, что вынуждало бы при последующей прокатке прикладывать к полосе слишком большое давление.
До настоящего времени эта проблема ограничивала возможности станов с реверсивной прокаткой, что практически не позволяло использовать устройства для удаления окалины с очень тонких изделий, например, имеющих толщину, величина которой находится в диапазоне от 1,5 мм до 3 мм.
В публикациях US-A-2.921.748 и SU-A1-624.676 описываются устройства для удаления окалины, содержащие форсунки, связанные с коробкообразной вмещающей конструкцией, которая снабжена щелью для выпускания воды, ширина которой простирается на ширину обрабатываемого металлического изделия.
Поэтому цель предлагаемого изобретения состоит в создании устройства для полного удаления окалины, а также соответствующего способа, с ограничением температурных потерь на поверхности обрабатываемой полосы на стадии прокатки, в том числе при очень малой толщине изделия (например, ≤ 5 мм), без создания проблем при последующей прокатке.
Заявитель изобрел, испытал и осуществил предлагаемое изобретение для преодоления недостатков уровня техники и достижения указанной выше и других целей и преимуществ.
Краткое описание предлагаемого изобретения
Предлагаемое изобретение изложено и охарактеризовано в независимых пунктах формулы изобретения. В зависимых пунктах формулы изобретения описываются другие характеристики или варианты главной изобретательской идеи.
Согласно предлагаемому изобретению устройство для удаления окалины содержит по меньшей мере одно устройство для создания высоконапорного плоского водяного потока, снабженное щелью для выпускания воды (выпускной щелью), раствор которой меньше одного миллиметра, в частности, меньше нескольких десятых долей миллиметра, более предпочтительно - в диапазоне от одной до десяти сотых долей миллиметра.
Здесь и далее в настоящем описании, когда говорится о воде, имеется в виду любая жидкость, подходящая для выполнения функции удаления окалины, это может быть, например, вода, смешанная с той или иной добавкой. Должно быть понятно также, что одним из отличительных признаков предлагаемого изобретения, который обусловлен чрезвычайно ограниченным размером раствора выпускной щели, является использование воды или другой подходящей жидкости, которая имеет чрезвычайно высокую степень чистоты и/или подвергнута обработке фильтрованием и очисткой, предпочтительно, на стадии подачи, с целью недопущения даже минимального засорения выпускной щели.
Устройство для удаления окалины согласно предлагаемому изобретению располагают в согласовании с поверхностью металлического изделия, подлежащего обработке, так что преимущественно между выпускной щелью для плоского водяного потока и упомянутой поверхностью изделия обеспечено расстояние, величина которого находится в диапазоне от 10 мм до 30 мм.
Согласно одному из признаков предлагаемого изобретения предусматриваются механизмы для настройки, в том числе автоматической, положения устройства для удаления окалины относительно изделия, подлежащего обработке, с целью поддержания предварительно заданного или оперативно задаваемого расстояния подачи воды даже при изменении толщины обрабатываемого изделия, которая, например, при прокатке на стане Стеккеля с реверсивной прокаткой уменьшается при каждом пропуске.
Упомянутая щель для выпускания воды обеспечивает ширину выходящего плоского водяного потока большую, чем ширина изделия, подлежащего обработке, так что не только обеспечивается охват упомянутым плоским водяным потоком всей ширины изделия, благодаря чему гарантируется по существу равномерная обработка изделия по всей его поверхности, но и имеет место выступание этого плоского водяного потока по краям на некоторую величину, благодаря чему обеспечивается возможность регулирования раствора щели, как это будет описано ниже.
Согласно одному из вариантов осуществления предлагаемого изобретения устройство для удаления окалины с поверхности металлического изделия содержит коробкообразную вмещающую конструкцию, предпочтительно металлическую, ширина которой, как говорилось выше, превышает ширину изделия, подлежащего обработке, и в области периметра которой установлен узел подачи воды.
Согласно одному из вариантов осуществления устройства по предлагаемому изобретению упомянутый узел подачи воды выполнен на основе пары регулировочных створок, которые с обеспечением преимущества являются сменными, и которые расположены по отношению друг к другу таким образом, что на конце узла подачи воды образована упомянутая выпускная щель для плоского водяного потока.
Согласно одному из признаков предлагаемого изобретения предусматриваются автоматические средства, связанные с упомянутой коробкообразной вмещающей конструкцией устройства и обеспечивающие поддержание заданной величины раствора выпускной щели для плоского водяного потока.
Проблема регулирования величины раствора выпускной щели для плоского водяного потока чрезвычайно важна, поскольку плоский водяной поток, с помощью которого осуществляется удаление окалины, должен быть как можно более однородным по всей ширине обрабатываемого изделия. Это требование вызвано необходимостью недопущения присутствия на поверхности обрабатываемого изделия областей, на которые приходится больше воды, чем на другие области, что повлекло бы большее охлаждение таких областей и, в конечном счете, ухудшение качества конечного продукта.
Согласно одному из вариантов осуществления предлагаемого изобретения в состав упомянутых автоматических средств регулирования величины раствора выпускной щели для плоского водяного потока входят: по меньшей мере одно устройство для определения положения, связанное с блоком управления, и по меньшей мере одно приводное устройство, которое связано с конструктивным компонентом устройства и выполнено с возможностью приведения его в движение, по выбору, в соответствии с командами блока управления по получении сигналов, детектируемых упомянутым устройством для определения положения.
Согласно одному из вариантов осуществления предлагаемого изобретения упомянутый конструктивный компонент устройства представляет собой соединительный и обеспечивающий жесткость стяжной стержень, который простирается в направлении, по существу перпендикулярном направлению простирания устройства, и при создании в нем механических напряжений с помощью соответствующего приводного устройства определяет регулирование величины раствора выпускной щели для плоского водяного потока.
Согласно одному из вариантов осуществления предлагаемого изобретения упомянутая коробкообразная вмещающая конструкция устройства для удаления окалины с поверхности металлического изделия содержит совокупность стяжных стержней, с обеспечением преимущества равноудаленных друг от друга, которые предназначены для регулирования равномерности величины раствора выпускной щели для плоского водяного потока и поддержания его по существу постоянного значения по всей ширине щели.,
Согласно другому варианту осуществления предлагаемого изобретения упомянутые стяжные стержни могут быть использованы, по выбору, для расширения раствора выпускной щели для плоского водяного потока с целью осуществления процесса очистки этой щели от возможных загрязнений, которые могут заблокировать водяной поток или деформировать его с уменьшением толщины этого плоского потока. Такой процесс очистки мог бы выполняться, когда устройство не используется по прямому назначению.
Согласно одному из вариантов осуществления способа по предлагаемому изобретению, процедуру начальной установки выполняют так, что все датчики положения работают в одинаковых условиях, при этом процедура предусматривает следующие стадии:
- упомянутые датчики активируют одинаковой силой, полностью закрывая выпускную щель для плоского водяного потока,
- внутри устройства создают давление, равное давлению воды для удаления окалины,
- все датчики устанавливают на нуль, создавая, тем самым, единую точку отсчета и обеспечивая одинаковое поведение упомянутых датчиков в процессе работы.
Согласно другому варианту осуществления способа по предлагаемому изобретению, в процессе эксплуатации задается функция регулирования положения упомянутых стяжных стержней таким образом, чтобы величина раствора выпускной щели для плоского водяного потока последовательно уменьшалась на заданных временных интервалах, так чтобы обеспечивалась компенсация износа краев выпускной щели, вызываемого действием микрочастиц, переносимых с высокой скоростью вместе с водой, используемой для удаления окалины. При таком решении обеспечивается удержание практически постоянной ширины выпускной щели в течение рабочего цикла устройства для удаления окалины.
Согласно одному из вариантов осуществления предлагаемого изобретения размер выпускной щели для плоского водяного потока по ширине измеряют в нескольких точках и по возможности корректируют точку за точкой, выборочно создавая регулировочные напряжения в одном или большем количестве соответствующих стяжных стержней; эта процедура позволяет устранить возможные деформации, вызванные, например, недостаточно равномерной жесткостью конструкции, что в процессе эксплуатации может привести к неравномерным деформациям по ширине устройства, или к вызванному этой неравномерностью деформаций неравномерному износу обрабатываемого изделия по ширине выпускной щели под действием частиц, присутствующих в высоконапорном водяном потоке.
Согласно одному из вариантов осуществления предлагаемого изобретения угол наклона плоского водяного потока относительно вертикали к поверхности обрабатываемого изделия настраивают на величину в диапазоне от нуля до приблизительно 20°, с обеспечением преимущества - в диапазоне от 5° до 15° в сторону, противоположную направлению подачи обрабатываемого изделия.
Использование устройства, обладающего характеристиками, которые описаны выше, позволяет подавать водяную струю, имеющую постоянную толщину и форму плоского лезвия, то есть, равномерную по всей ширине обрабатываемого изделия. Этот плоский водяной поток ударяется в поверхность прокатываемой полосы на чрезвычайно высокой скорости (например, в диапазоне от 4 до 10 м/с и удаляет окалину, не вызывая ее разлома по причине возникновения термических напряжений, а только за счет механического воздействия на поверхность большого количества кинетической энергии водяного потока.
Другими словами, благодаря форме и активационным параметрам описанного выше устройства водяная струя удаляет слой окалины, присутствующий на поверхности обрабатываемого изделия, практически без воздействия на поверхность, находящуюся под этим слоем окалины (если не считать чрезвычайно короткого промежутка времени, который, согласно проведенным заявителем измерениям, составляет приблизительно 0,00010 с). При таком решении понижение температуры прокатываемого металлического изделия, с поверхности которого удаляется окалина, весьма невелико, благодаря чему обеспечивается возможность обработки металлических изделий очень малой толщины: меньше 8 (восьми) миллиметров, или даже меньше 5 (пяти) миллиметров, или даже толщиной 2 (два) миллиметра без излишнего охлаждения, которое могло бы ухудшить условия последующей прокатки.
Согласно предлагаемому изобретению для создания высоконапорного плоского водяного потока используют давление по меньшей мере 75 бар (7500 кПа), с обеспечением преимущества используют давление, величина которого находится в диапазоне от 10000 кПа до 15000 кПа (100-150 бар), в результате чего обеспечивается выходная скорость водяной струи, величина которой находится в диапазоне по меньшей мере от 100 м/с до 150 м/с.
Согласно одному из вариантов осуществления предлагаемого изобретения расход воды коррелируется с рампой ускорения изделия, подлежащего обработке, возрастая при повышении скорости перемещения прокатываемой полосы.
Если имеется два устройства для удаления окалины, по одному на каждую поверхность обрабатываемого изделия, то они могут быть установлены на одной линии (одно над другим), или же они могут располагаться по отношению друг к другу со сдвигом в продольном направлении.
Если устройства установлены на одной линии, то создаваемые ими давления могут быть разными, например, давление, создаваемое верхним устройством, может быть несколько большим, чем давление, создаваемое нижним устройством, так чтобы полоса прижималась к валикам, которые ориентированы в поперечном направлении, и обеспечивалась стабильность с предотвращением нежелательной тряски перемещающегося обрабатываемого изделия.
Если же устройства для удаления окалины располагаются по отношению друг к другу с продольным смещением, то с противоположной стороны прокатываемого изделия могут быть предусмотрены соответствующие стабилизирующие и противодействующие валики.
Эти и другие характеристики предлагаемого изобретения станут очевидными из последующего подробного описания со ссылками на прилагаемые графические материалы одного из предпочтительных вариантов осуществления предлагаемого изобретения, который является только примером, которым не ограничивается его объем.
Краткое описание прилагаемых графических материалов
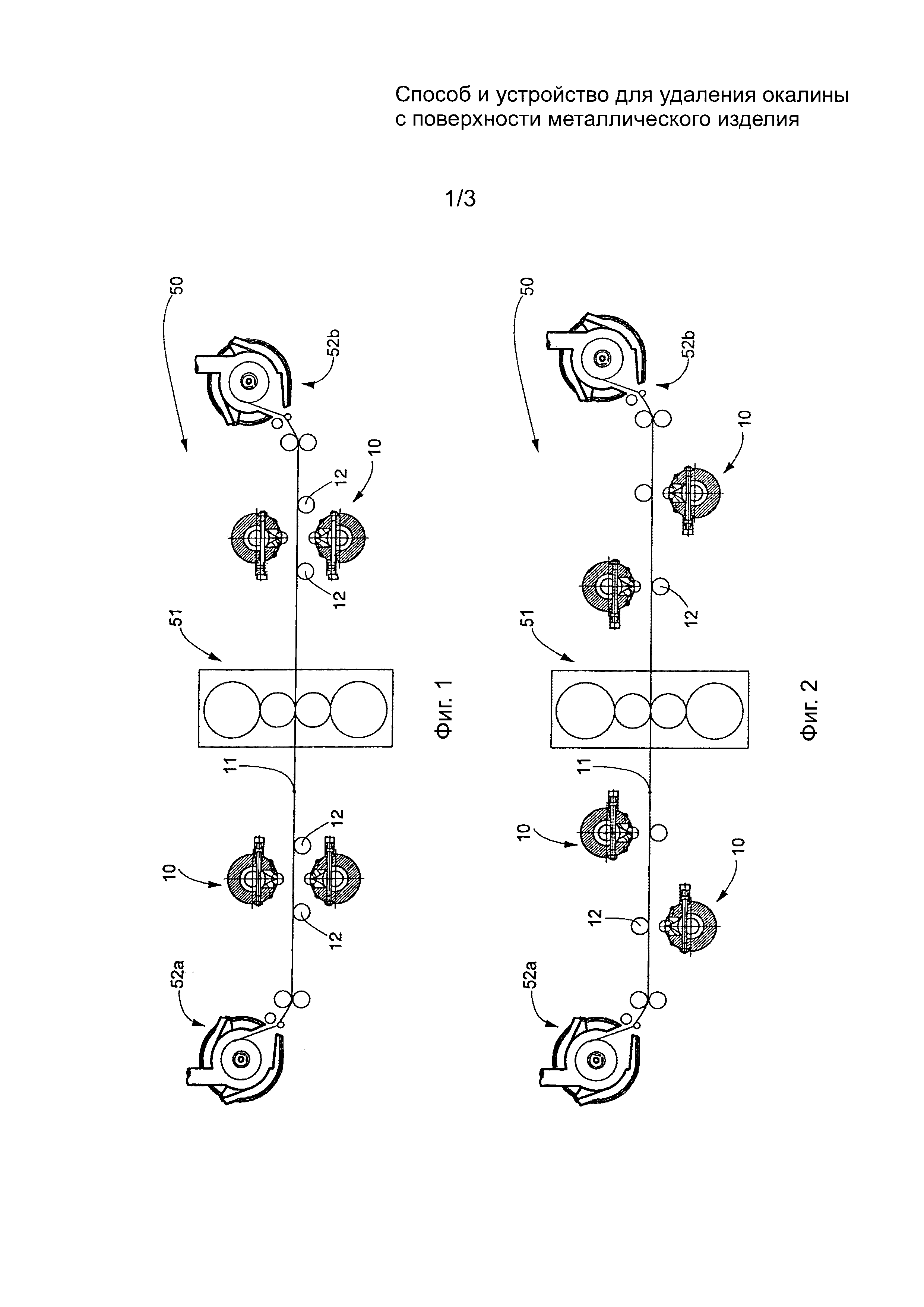
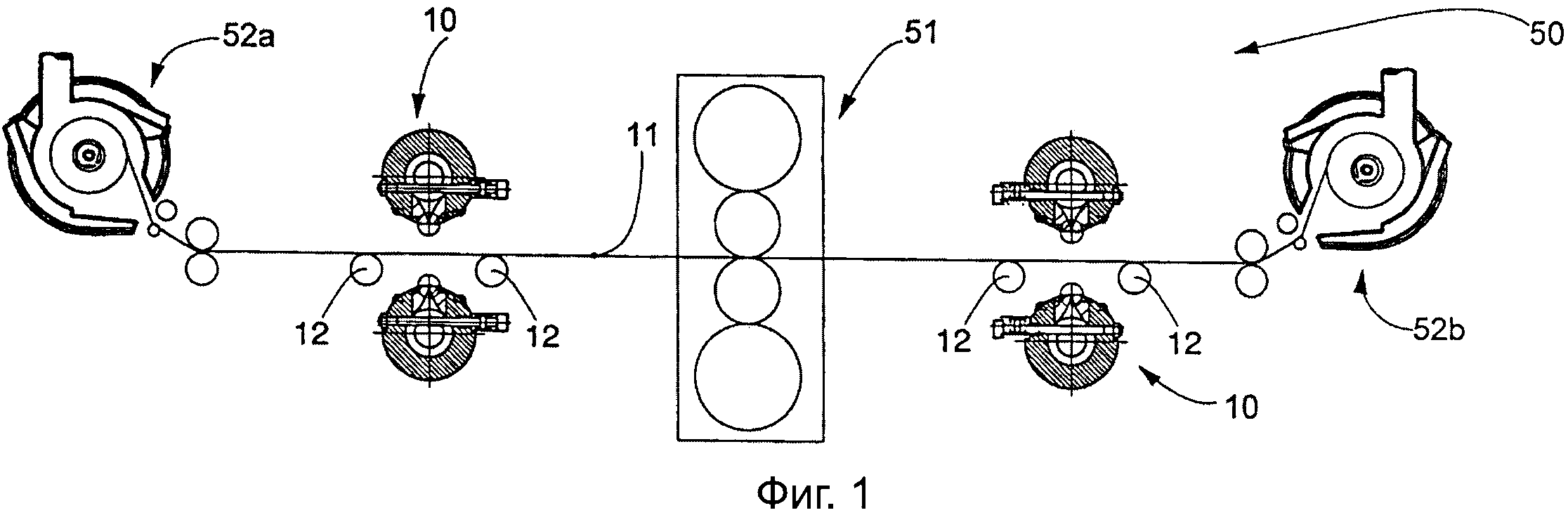
На фиг. 1 иллюстрируется одно из возможных применений предлагаемого изобретения к прокатной линии с реверсивной прокаткой (стан Стеккеля).
На фиг. 2 иллюстрируется еще один вариант прокатной линии, показанной на фиг. 1.
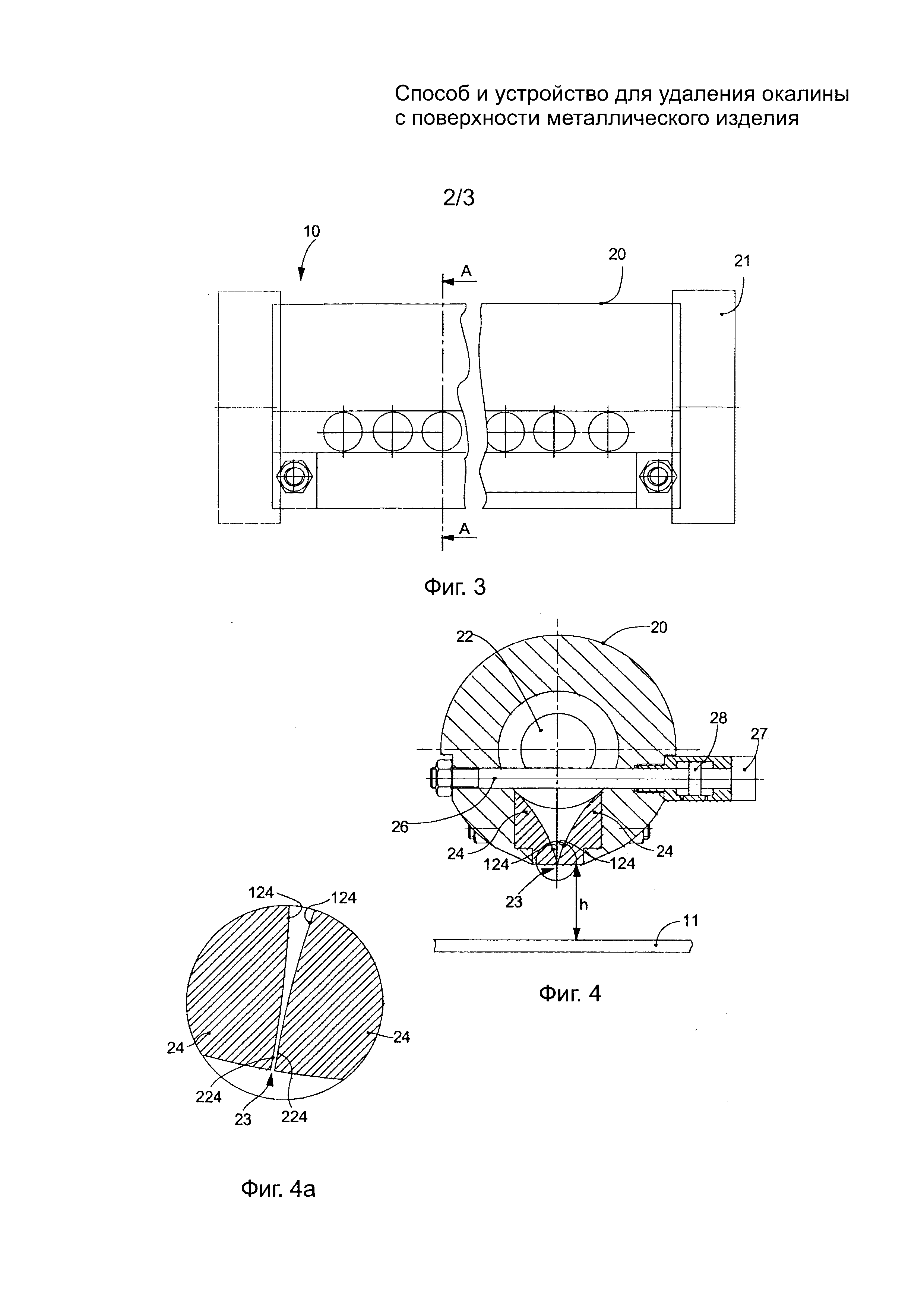
На фиг. 3 устройство для удаления окалины согласно предлагаемому изобретению показано на виде спереди.
На фиг. 4 устройство, изображенное на фиг. 3, показано в разрезе по А-А.
На фиг. 4а в увеличенном масштабе показана область сечения, показанного на фиг. 3 (обведена кружком).
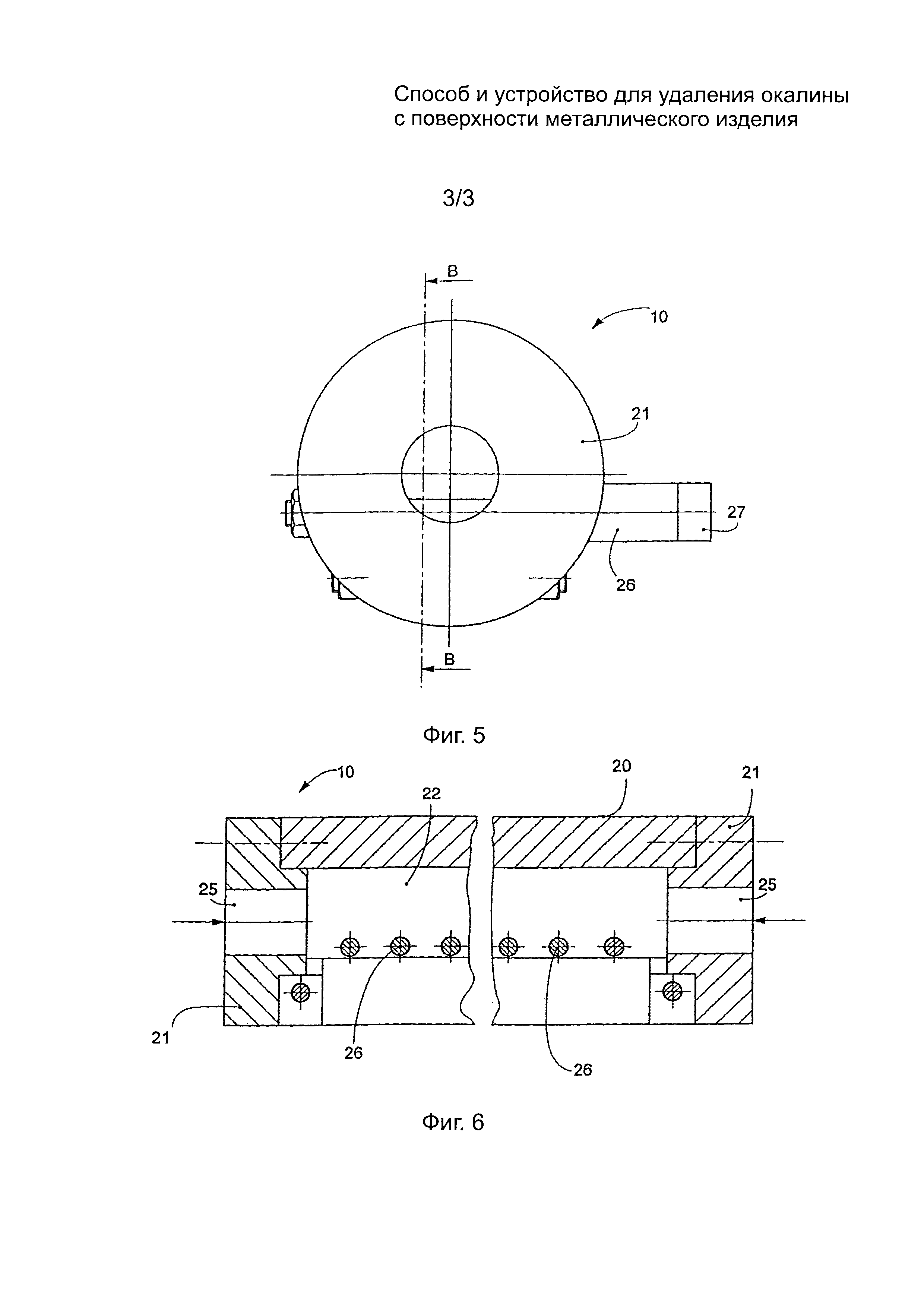
На фиг. 5 устройство для удаления окалины согласно предлагаемому изобретению показано на виде сбоку.
На фиг. 6 устройство, изображенное на фиг. 5, показано в разрезе по В-В.
Подробное описание предлагаемого изобретения
На фиг. 1 иллюстрируется один из вариантов реверсивного стеккелевского прокатного стана 50 для плоских изделий 11, на котором с обеспечением преимущества применено устройство для удаления окалины 10 согласно предлагаемому изобретению.
Прокатный стан 50 содержит, что является известной информацией, реверсивную прокатную клеть 51, намоточно-размоточную печь 52а, которая установлена перед упомянутой реверсивной прокатной клетью 51, и намоточно-размоточную печь 52b, которая установлена за этой реверсивной прокатной клетью 51.
Между каждой из упомянутых намоточно-размоточных печей 52а и 52b и реверсивной прокатной клетью 51 с той и другой стороны обрабатываемого изделия 11 установлено по одному устройству для удаления окалины 10 (таким образом, всего четыре). В варианте, проиллюстрированном на фиг. 1, два устройства для удаления окалины 10, установленные по одну сторону от реверсивной прокатной клети 51, расположены друг напротив друга, в то время как в варианте, проиллюстрированном на фиг. 2, они смещены по отношению друг к другу в продольном направлении, и каждое из них работает в паре с противодействующим валиком 12, который установлен с противоположной стороны обрабатываемого изделия 11. В варианте, проиллюстрированном на фиг. 1, по бокам от устройства для удаления окалины 10 установлены опорные валики 12, оказывающие на прокатываемую полосу стабилизирующее действие, в частности, в случае, когда расположенные друг напротив друга устройства для удаления окалины 10 оказывают давления, различающиеся по величине.
Устройство для удаления окалины 10 содержит коробкообразную вмещающую конструкцию 20, которая в рассматриваемом случае имеет по существу цилиндрическую форму. Объемом предлагаемого изобретения охватываются также и такие варианты, когда эта коробкообразная вмещающая конструкция имеет форму многогранника, например, квадратного, прямоугольного, шестиугольного и т.п. сечения, или же она может иметь овальное сечение, или же любую другую подходящую форму.
По торцам коробкообразной вмещающей конструкции 20 расположены фланцы 21, посредством которых обеспечивается присоединение устройства для подачи воды под нужным давлением и с нужным расходом.
Вода, подаваемая через фланцы 25 в направлении, показанном стрелками, проходит через внутренний объем 22 коробкообразной вмещающей конструкции 20, чтобы быть принуждаемой к выходу через выпускную щель 23, которая создана регулировочными поверхностями двух регулировочных створок 24, которым придана подходящая форма.
Упомянутые регулировочные створки 24 имеют надлежащим образом закругленную форму, обеспечивающую возможность и облегчающую выпускание воды из упомянутой щели 23, не создавая задержек или препятствий на ее пути.
В частности, форма двух регулировочных створок 24, как можно видеть в увеличенном масштабе на фиг. 4а, такова, что имеется участок, на котором сегменты 124 регулировочных поверхностей асимптотически взаимно сближаются, что, в свою очередь, создает условия для последовательного ускорения потока воды, и конечный участок, на котором сегменты 224 этих регулировочных поверхностей параллельны, благодаря чему обеспечивается стабилизация водяного потока. Преимущество обеспечивается при таком решении, при котором протяженность упомянутого стабилизационного участка, на котором сегменты 224 рабочих поверхностей параллельны, больше, чем раствор щели, в количество раз от пяти до двадцати, и этот участок обеспечивает возможность точно и постепенно придавать водяному потоку желаемое направление и предотвращает отделение водяных струек, что могло бы привести к потере действенности и эффективности водяного потока, направляемого на прокатываемую полосу 11.
Кроме того, преимущество обеспечивается при таком решении, при котором упомянутые закругленные регулировочные поверхности регулировочных створок 24 хромированы и/или отполированы, благодаря чему сводится к минимуму трение скольжения, которое испытывает водяной поток.
Кроме того, преимущество обеспечивается при таком решении, при котором регулировочные створки 24 установлены на коробкообразной вмещающей конструкции с возможностью демонтажа, благодаря чему обеспечивается легкий контроль за ними, их обслуживание и замена.
С помощью описанного выше устройства для удаления окалины 10 обеспечивается создание однородного по толщине плоского водяного потока, который на высокой скорости и под высоким давлением ударяется о поверхность металлического изделия 11, например, полосы, отправляемой на прокатку.
Расстояние «h», на которое выпускная щель 23 отстоит от поверхности полосы 11, выбирается в соответствии с конкретными требованиями, но предполагается, что его величина заключена в диапазоне приблизительно от 10 мм до 30 мм.
Может быть предусмотрен некоторый механизм автоматического регулирования этого расстояния «h», который обеспечивает удержание его на предварительно заданном оптимальном значении, регулируя положение устройства для удаления окалины 10 по мере изменения толщины полосы 11 при прохождении ею процесса прокатки.
В альтернативном варианте для поддержания высокого уровня эффективности удаления окалины при изменении толщины прокатываемой полосы 11 это расстояние «h» может варьироваться в соответствии с предварительно заданной таблицей, при этом плоский водяной поток, с помощью которого осуществляется удаление окалины, не создает на прокатываемой полосе 11 дефектов, когда его толщина составляет величину, которая находится в диапазоне от 2 мм до 3 мм.
Величина раствора выпускной щели 23, который задает толщину выпускаемого через него плоского водяного потока, согласно предлагаемому изобретению меньше миллиметра, при этом преимущество обеспечивается при таком решении, при котором этот раствор составляет десятые доли миллиметра, еще большее преимущество обеспечивается при таком решении, при котором этот раствор составляет сотые доли миллиметра.
Выходное давление водяного потока больше, чем по меньшей мере 7500 кПа (75 бар), с обеспечением преимущества - в диапазоне от 10000 кПа до 15000кПа (100-150 бар), что в комбинации с ограниченной шириной раствора выпускной щели 23 и скоростью подачи прокатываемой полосы 11, которая может составлять величину в диапазоне от 4 м/с до 10 м/с, определяет испускание плоского водяного потока, который имеет чрезвычайно большую кинетическую энергию и удаляет окалину с поверхности прокатываемой полосы 11, так что пребывание воды в контакте с обрабатываемой поверхностью имеет место в течение минимально короткого времени.
Благодаря такому короткому времени пребывания воды в контакте с обрабатываемой поверхностью с обрабатываемой полосы 11 уносится значительно меньше тепла, отчего ее температура понижается совсем незначительно, так что эта обработка не оказывает негативного влияния на последующую прокатку полосы 11.
Заявитель подсчитал, что с помощью устройства для удаления окалины 10 согласно предлагаемому изобретению при скорости подачи полосы 11 около 10 м/с вода остается на поверхности прокатываемой полосы 11 на протяжении приблизительно десяти тысячных долей секунды (согласно измерениям, проведенным заявителем), так что падение температуры поверхности прокатываемой полосы 11 ограничено величиной не более 1,0°С - 1,5°С, которое является приемлемым с точки зрения дальнейшей прокатки после осуществления операции удаления окалины.
Чтобы гарантировать поддержание определенной величины раствора выпускной щели 23, коробкообразная вмещающая конструкция 20 снабжена совокупностью соединительных и обеспечивающих жесткость стяжных стержней 26, которые располагаются с ориентацией поперек продольной протяженности упомянутой коробкообразной вмещающей конструкции 20.
Упомянутые стяжные стержни 26 располагаются до зоны выпускания воды, то есть, до выпускной щели 23, а именно, в зоне низкой скорости воды, так что они не создают помех для водяного потока и не снижают его скорость.
Кроме того, представляется предпочтительным такое решение, при котором стяжные стержни 26 имеют круглое сечение, в данном случае тоже из соображений минимизации сопротивления, оказываемого водяному потоку.
Каждый из стяжных стержней 26, обеспечивающий охват существенной части, но не всей ширины устройства для удаления окалины 10 (то есть, такой части ширины устройства, которая по существу соответствует ширине прокатываемой полосы 11), связан с соответствующим датчиком положения 27, который соединен с блоком управления (не показан).
Желаемый раствор выпускной щели 23 может быть установлен, в начале процесса, с помощью блока управления или с помощью таблицы значений в соответствии, например, с каждым проходом прокатываемой полосы 11 через прокатный стан 50.
С каждым из стяжных стержней 26 связано также соответствующее приводное устройство 28, которое может быть, например, гидравлическим или масляно-динамическим.
Если датчик положения 27 определяет, через посредство блока управления, что раствор выпускной щели 23 отклонился от предварительно заданного значения или характер его изменения не соответствует запрограммированному (такие отклонения/несоответствия могут иметь место, например, под действием давления, оказываемого водой на расположенные друг напротив друга внутренние поверхности регулировочных створок 24, и это давление в средней части ширины выпускной щели 23 и по ее краям может быть различным, или же в результате неравномерного износа под действием переносимых вместе с водой твердых частиц), то на приводное устройство 28, соответствующее этому стяжному стержню 26, посылается команда на восстановление правильной величины.
С обеспечением преимущества такое управление применяется ко всем стяжным стержням 26, которые распределены по ширине, определяющей плоский водяной поток, который попадает на поверхность прокатываемой полосы 11, и таким способом желаемая величина раствора выпускной щели 23 обеспечивается даже после повторных циклов подачи высокоскоростного и высоконапорного водяного потока.
Благодаря приводным устройствам 28, связанными со стяжными стержнями 26, обеспечивается возможность увеличения раствора выпускной щели 23, например, для периодической подачи воды через больший раствор выпускной щели 23 в те промежутки времени, когда на пути водяного потока нет прокатываемой полосы 11, с целью прочистки выпускной щели 23 для избавления ее от возможных загрязнений и остатков.
Кроме того, приводные устройства 28 могут использоваться для приведения устройства для удаления окалины 10 в исходное состояние, при котором все стяжные стержни 26 подвергаются действию одинаковых сил, после того как выпускная щель 23 закрыта, во внутреннем пространстве коробкообразной вмещающей конструкции 20 создают давление, равное рабочему давлению воды, и все датчики положения 27 устанавливают в нулевое положение, так что они имеют единую точку отсчета, благодаря чему точность и постоянство величины раствора выпускной щели 23 гарантируются по всей ее ширине.
Круглая форма поперечного сечения стяжных стержней 26, о которой говорилось выше, не является обязательным требованием, их поперечное сечение может быть овальным, или же они могут иметь другую форму поперечного сечения, подходящую для конкретной цели, однако с точки зрения назначения, указанного выше, преимущество обеспечивается при таком решении, при котором поперечное сечение стяжных стержней 26 имеет по меньшей мере частично закругленную форму.
На боковых сторонах коробкообразной вмещающей конструкции 20 установлены два соединительных и обеспечивающих жесткость стяжных стержней 29, с помощью которых обеспечивается соединение с фланцами 21.
Положение устройства для удаления окалины 10 относительно прокатываемой полосы 11 может быть таким, что плоский водяной поток ориентирован по существу перпендикулярно поверхности прокатываемой полосы 11, то есть, вертикально (как можно видеть на фиг. 4), или же плоский водяной поток может быть ориентирован под углом, величина которого находится в диапазоне от 5° до 15° к вертикали, при этом преимущество обеспечивается при таком решении, при котором этот плоский водяной поток наклонен в направлении, противоположном направлению подачи прокатываемой полосы 11.
Устройство для удаления окалины 10 может работать вместе с устройством автоматического позиционирования (не показано), которое обеспечивает регулирование расстояния «h», на которое устройство для удаления окалины 10 отстоит от поверхности прокатываемой полосы 11, и/или наклона этого устройства 10 для варьирования угла, под которым плоский водяной поток ударяет по поверхности прокатываемой полосы 11, при этом такое регулирование осуществляется автоматически и/или по заданному графику, который следует за изменением толщины прокатываемой полосы 11 по мере прохождения ею процесса прокатки.
Должно быть понятно, что предлагаемое изобретение допускает различные модификации и варианты, охватываемые его объемом, который определяется прилагаемой формулой изобретения.
Способ управления плавкой садки металла и взвешивающее устройство, используемое в этом способе
Сматывающее-разматывающее устройство и способ сматывания и разматывания металлического изделия в прокатной линии
Укладочная головка для свертывания бухт
Прокатная линия и способ прокатки
Способ прокатки для изготовления плоских изделий и прокатная линия
Устройство и способ для поддержания температуры и/или возможного нагрева длинномерных металлических изделий
Устройство и способ непрерывного литья
Способ производства длинномерного металлического проката и литейно-прокатный агрегат непрерывного действия для производства такого проката
Способ производства длинномерного металлического проката и литейно-прокатный агрегат непрерывного действия для производства такого проката
Способ прокатки полосового металла и соответствующий прокатный стан
Способ управления плавкой садки металла и взвешивающее устройство, используемое в этом способе
Сматывающее-разматывающее устройство и способ сматывания и разматывания металлического изделия в прокатной линии
Укладочная головка для свертывания бухт
Прокатная линия и способ прокатки
Способ прокатки для изготовления плоских изделий и прокатная линия
Устройство и способ для поддержания температуры и/или возможного нагрева длинномерных металлических изделий
Устройство и способ непрерывного литья
Способ производства длинномерного металлического проката и литейно-прокатный агрегат непрерывного действия для производства такого проката
Способ производства длинномерного металлического проката и литейно-прокатный агрегат непрерывного действия для производства такого проката
Способ прокатки полосового металла и соответствующий прокатный стан

