Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ВАФЕЛЬНЫХ БЛОКОВ
Вид РИД
Изобретение
Изобретение относится к устройству и способу изготовления многослойных вафельных блоков, наполненных покрывающей массой, например, кремом, в которых первый компонент вафельного блока транспортируется по поверхности транспортирования к площадке для укладки в стопу, там поднимается с поверхности транспортирования захватным устройством, при этом второй компонент вафельного блока перемещается впоследствии или одновременно по поверхности транспортирования к площадке для укладки в стопу.
Способы и устройства для изготовления многослойных вафельных блоков, наполненных кремом, известны давно и опубликованы в различных вариантах.
Например, известен способ, в котором покрытые кремом вафельные листы транспортируются в первом уровне к месту укладки в стопу, там поднимаются на второй уровень и присоединяются снизу к уже поднятой части вафельного блока, при этом каждый покрытый вафельный лист первоначально прижимается под частью вафельного блока, удерживаемой в поднятом положении, и затем поднимается, и сформированный таким образом вафельный блок удаляется в поднятом положении из места для укладки в стопу.
Укладочное и прижимное устройства для изготовления вафельных блоков, соответствующие предшествующему уровню техники, обычно имеют стопор, расположенный по поверхности транспортирования подаваемых вафельных листов, у которого перемещающиеся вафельные листы останавливаются и подаются к дополнительным вафельным листам для укладки в стопу. Современные печи для изготовления вафель и современные машины для нанесения крема и других покрывающих масс выполнены с возможностью изготовления или покрытия с высокой пропускной способностью от 60 до 100 вафельных листов в минуту. Обычный размер вафельных листов составляет до около 400 мм × 800 мм. Для обработки такого количества за короткое время необходимо как можно эффективнее организовать укладку в стопу покрытых или непокрытых вафельных листов, не ухудшая качество готового изделия.
Недостатком конструкций, соответствующих предшествующему уровню техники, является то, что вафельные листы необходимо останавливать, укладывать и снова ускорять в площадке для укладки в стопу. В результате низкого сопротивления вафельных листов, в частности, хрустящих хрупких плоских вафель, которые выпекаются в печах для выпекания вафель с закрываемыми вафельницами под высоким давлением и при высокой температуре, вафельные листы не могут быть произвольно ускорены или заторможены, поскольку в противном случае может возникнуть структурное повреждение, в частности, поломки, повреждение края листа и другие повреждения. Такие поврежденные вафельные блоки, например, со сломанными краями или трещинами в вафельных листах должны быть выбракованы после процесса изготовления и отделены как отходы. Дополнительный недостаток способов изготовления и устройств для применения способов, соответствующих предшествующему уровню техники, заключается в том, что не в достаточной мере дана точность во время процесса укладки, в частности, точное конгруэнтное положение вафельных листов друг на друге. В результате, частичные перекрытия или выступающие отдельные листы появляются в краевой зоне. Край должен быть впоследствии обработан или срезан, что снова влечет за собой довольно высокий износ.
Задачей следующего изобретения является создание способа и устройства для изготовления многослойных вафельных блоков, наполненных покрывающей массой, например, кремом, которое позволяет высокую пропускную способность, в частности, можно изготовить множество вафельных блоков за короткое время, и в то же время удовлетворяет высоким требованиям в отношении качества, и дополнительно сводит к минимуму износ, является простым и удобным в производстве и эффективным в обслуживании и эксплуатации.
Вафли предпочтительно содержат плоские вафли. Известны устройство и способы изготовления вафельных листов, например, в которых вафельные листы, в частности, хрустящие хрупкие плоские вафли, выпекаются в автоматических пекарных машинах с вафельницами, причем вафельные листы выпекаются под высоким давлением в закрытых и блокированных вафельницах и затем охлаждаются. Предпочтительно вафельные листы являются тонкостенными, при этом хрустящие хрупкие вафли имеют размер до 400 × 800 мм. Например, эти вафли используются для формирования секционированных блоков, которые имеют слоистую структуру, например, содержащие чередующиеся слои вафельных листов и кремовых наполнителей. Секционированные блоки могут состоять, например, из двух вафельных листов с промежуточным кремовым слоем, из двух вафельных листов с множеством промежуточных кремовых слоев, но также может состоять из структуры более двух вафельных слоев, причем один или более кремовых слоев расположены между двумя вафельными листами. В большинстве случаев секционированные блоки имеют, соответственно, один вафельный лист на двух внешних поверхностях. Следовательно, завершающие слои выполнены в виде вафельных листов.
Задачей настоящего изобретения является создание способа и устройства для изготовления многослойных вафельных блоков, наполненных покрывающей массой, причем достигается высокая пропускная способность, компоненты вафельного блока расположены точно друг на друге, компоненты вафельного блока обрабатываются по возможности осторожно, и при этом устройство является подходящим в производстве и подходящим в обслуживании.
Согласно изобретению решается задача, чтобы первый компонент вафельного блока помещался и/или прижимался ко второму компоненту вафельного блока сверху в процессе соединения.
Дополнительно, настоящее изобретение отличается тем, что первый компонент вафельного блока и второй компонент вафельного блока имеют одинаковую скорость в направлении транспортирования в каждый момент времени процесса соединения, причем скорость является ненулевой, тем, что первый компонент вафельного блока поднимается с поверхности транспортирования захватным устройством в положении спереди в направлении транспортирования и помещается на следующий компонент вафельного блока в положении сзади в направлении транспортирования, и тем, что первый компонент вафельного блока и второй компонент вафельного блока поднимаются вместе с поверхности транспортирования захватным устройством в положении спереди в направлении транспортирования и помещаются на следующий компонент вафельного блока в положении сзади в направлении транспортирования. Способ предпочтительно отличается тем, что компоненты вафельного блока транспортируются первым транспортировочным устройством на площадку для укладки в стопу, тем, что первый компонент вафельного блока образован двумя вафельными листами, лежащими конгруэнтно и параллельно друг над другом, при этом, по меньшей мере, один слой покрывающей массы, например, крем, предусмотрен между вафельными листами, и тем, что второй компонент вафельного блока образован вафельным листом, который имеет слой покрывающей массы, например, крема, на плоской стороне, предпочтительно, на стороне, обращенной к захвату.
Согласно изобретению в устройстве для изготовления многослойных вафельных блоков, наполненных покрывающей массой, например, кремом, содержащем первое транспортировочное устройство для транспортирования компонентов вафельного блока по поверхности транспортирования в направлении транспортирования и захватное устройство для укладки компонентов вафельного блока, предпочтительно, чтобы захватное устройство содержало захват, который располагается с возможностью перемещения, по меньшей мере, секциями, по поверхности транспортирования, чтобы захват перемещался, по меньшей мере, по двум поступательным степеням свободы, чтобы был предусмотрен, по меньшей мере, один захватный рычаг для перемещения захвата (5), и чтобы каждый захватный рычаг имел, по меньшей мере, один привод.
Кроме того, соответствует идее изобретения то, чтобы была предусмотрена контропора, чтобы контропора размещалась с возможностью перемещения по поверхности транспортирования в направлении и против направления транспортирования, и чтобы захват размещался с возможностью перемещения по существу перпендикулярно контропоре.
Кроме того, следует отметить положительным образом, захват расположен с возможностью поступательного перемещения по существу параллельно контропоре, и захват выполнен в виде вакуумной пластины и имеет отверстия, которые могут быть закрыты, по меньшей мере, частично первым компонентом вафельного блока.
Далее дано подробное описание изобретения со ссылкой на некоторые примерные варианты.
На Фиг.1 показан схематичный вид в разрезе устройства согласно изобретению, содержащего первое транспортировочное устройство 1, на котором компоненты вафельного блока транспортируются по поверхности 30 транспортирования в направлении площадки 8 для укладки в стопу. На площадке 8 для укладки в стопу расположено подвижное захватное устройство 4, которое принимает на себя основные этапы способа, например, укладку в стопу, надавливание, поднимание, опускание и т.д. Захватное устройство 4 содержит захват 5. В настоящем варианте захват выполнен в виде вакуумной пластины и на стороне, отвернутой от первого транспортировочного устройства 1, имеет вакуумный трубопровод 9, вакуумный насос 10 и воздушный фильтр 31 для защиты вакуумного насоса 10. На стороне, обращенной к первому транспортировочному устройству, захват 5 имеет отверстия или полости, которые могут быть закрыты, по меньшей мере, частично, присосанным вафельным листом или присосанным первым компонентом 2 вафельного блока. Вакуум можно создать закрытием отверстий, этот вакуум удерживает вафельный лист или компонент вафельного блока на захвате 5 удерживающей силой.
Кроме того, захватное устройство 4 имеет основную часть 28, которая присоединена к захвату 5. Захватные рычаги, в частности, передний захватный рычаг 6 и задний захватный рычаг 7 подвижно присоединены к захвату 5 и/или основной части 28. Обозначение «задний» относится к положению сзади в направлении 11 транспортирования.
Каждый захватный рычаг имеет приводы, причем передний захватный рычаг имеет передний привод 12, а задний захватный рычаг имеет задний привод 13. В настоящем варианте приводы приводятся в действие двигателями 32, 33. Передний двигатель 32 приводит в действие передний привод 12 через трансмиссию, а задний двигатель 33 приводит в действие задний привод 13 через другую трансмиссию. Кроме того, захватное устройство имеет множество направляющих элементов, которые определяют кинематику или степени свободы и их свободу перемещения. Кроме того, на площадке 8 для укладки в стопу предусмотрена контропора 14. Эта контропора расположена таким образом, чтобы вафельный лист или компонент вафельного блока располагался на площадке для укладки в стопу между захватом 5 и контропорой 14. Контропора расположена, чтобы противодействовать силе захвата 5, которая направлена на первое транспортировочное устройство 1 на разных этапах процесса.
Все устройство расположено на раме 15 машины, которая в свою очередь может быть установлена на подставке машины или на полу с помощью устройства, не показано.
Кроме того, предусмотрен, по меньшей мере, один детектор 16. Детектор присоединен к блоку 17 управления, не показано, и используется для определения времени ввода компонента вафельного блока и для синхронизации и управления перемещением захватного устройства 4, в частности, захватных рычагов 6, 7. Также захват, захватное устройство, вакуумный насос, первое транспортировочное устройство и/или приводы транспортировочных рычагов и т.д. могут управляться блоком 17 управления.
Способ формирования вафельных блоков выполняется в несколько этапов:
Вафельные листы выпекаются в печи с вафельницами и подаются в охлаждающее устройство. Это охлаждающее устройство передает выпеченные хрустящие хрупкие тонкие плоские вафельные листы на транспортировочное устройство. Затем вафельные листы с одной стороны покрываются покрывающей массой, в частности, кремом, или несколькими слоями покрывающей массы. Покрывающая масса наносится в покрывающих устройствах, например, контактные покрывающие устройства, роликовые покрывающие устройства, пленочные покрывающие устройства, или нанесением с помощью форсунок или подобных устройств. Затем вафельные листы, покрытые с одной стороны, укладываются друг на друга, чтобы таким образом сформировать многослойную структуру. Обычно вафельные блоки имеют два, три, четыре, пять и более слоев вафельных листов, причем, соответственно, один или более слоев крема предусмотрено между вафельными листами. Обычно самый верхний и самый нижний слой вафельного блока сформирован, соответственно, по меньшей мере, из одной части вафельного листа.
Теперь, чтобы сформировать вафельный блок, первый компонент 2 вафельного блока перемещается через первое транспортировочное устройство 1 на площадку 8 для укладки в стопу. Первое транспортировочное устройство 1 выполнено в виде ленточного конвейера и содержит приводную ленту 18, которая возвращается посредством отклоняющего ролика. Дополнительными возможностями перемещения компонентов вафельного блока являются, например, ленточные конвейеры, роликовые конвейеры и т.д.
Первый компонент вафельного блока предпочтительно имеет трехслойную структуру и имеет два внешних вафельных листа, которые наполнены промежуточным кремовым наполнителем. Теперь первый компонент 2 вафельного блока транспортируется с некоторой скоростью первым транспортировочным устройством на площадку для укладки в стопу. Подвижно расположенный захват 5 совместно перемещается в направлении транспортирования, по меньшей мере, незадолго до процесса захвата с той же скоростью и помещается сверху на первый компонент 2 вафельного блока. При этом захват 5 прижимается захватными рычагами 6, 7 в положении сзади к первому компоненту 2 вафельного блока, находящемуся на первом транспортировочном устройстве. Полости захвата 5 закрываются первым компонентом 2 вафельного блока, причем вакуум можно создать в полостях благодаря вакуумному насосу 10 и подключенному вакуумному трубопроводу 9. Вакуум приводит к возникновению удерживающей силы через поверхность присосанного компонента вафельного блока, посредством которого первый компонент вафельного блока удерживается на пластинообразном захвате 5. Следует отметить, что во время процесса перемещения и присасывания захват перемещается совместно с первым транспортировочным устройством и первым компонентом 2 вафельного блока в направлении 11 транспортирования.
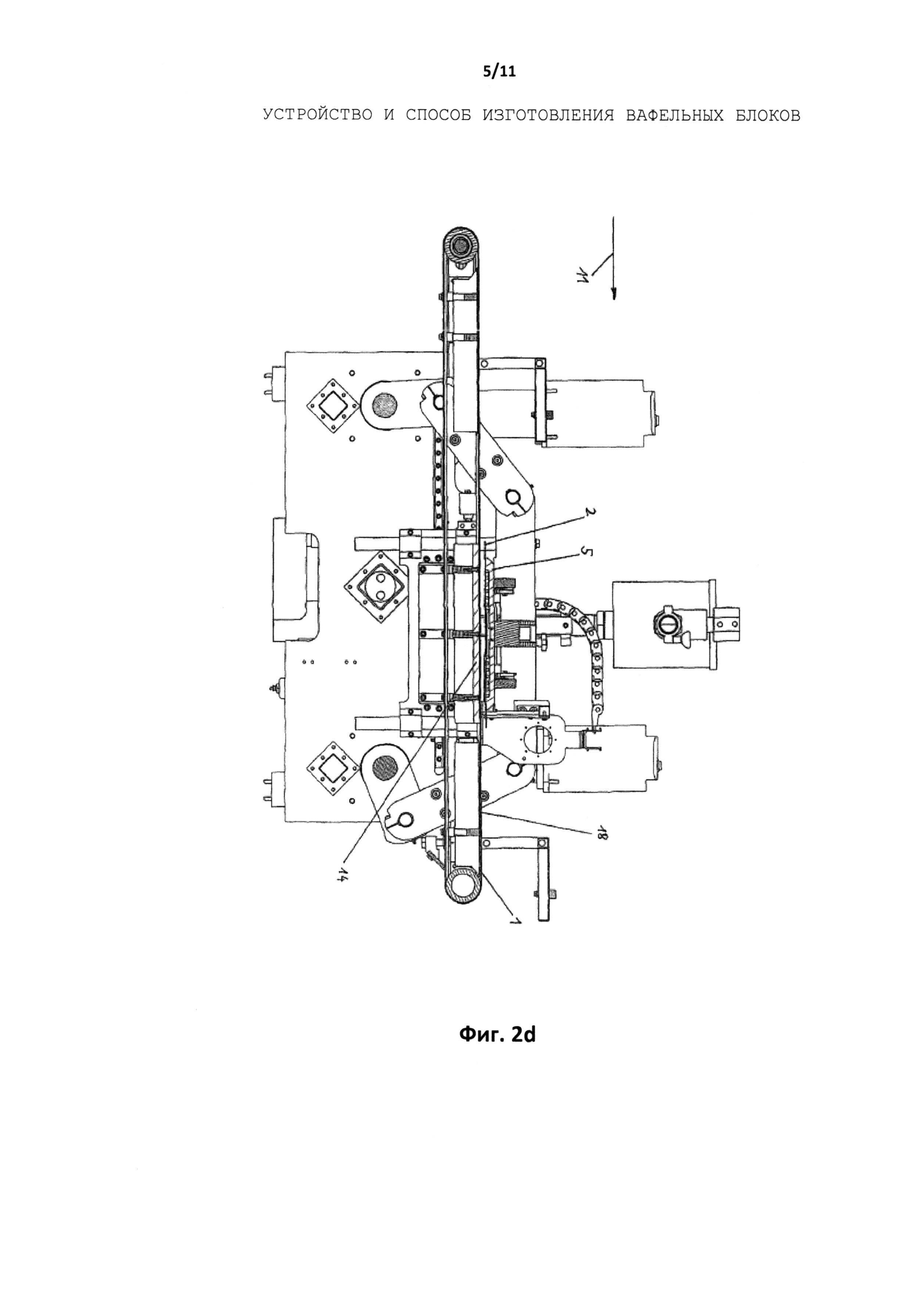
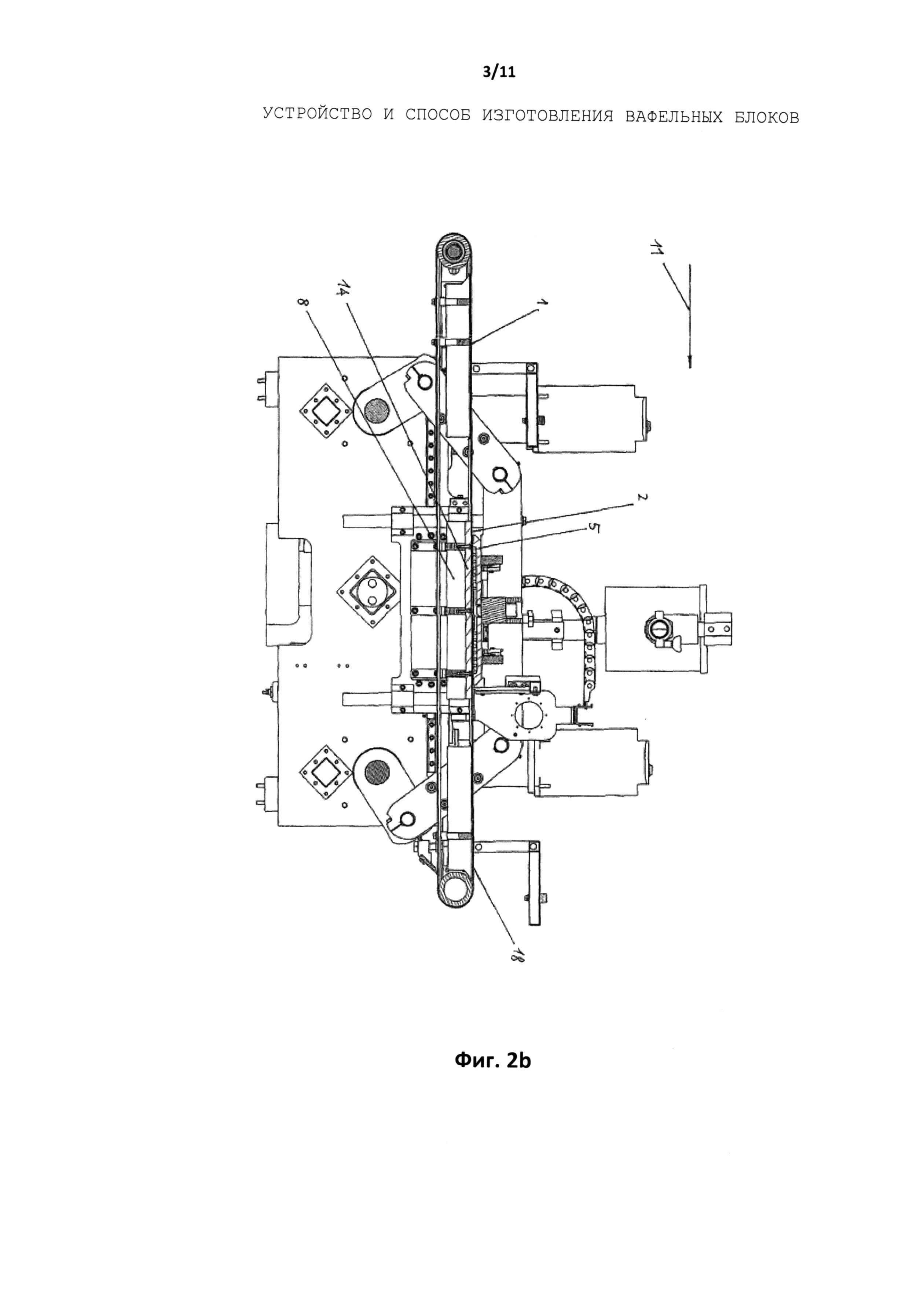
На Фиг.2 показано расположение устройства согласно изобретению, в котором захват 5 расположен на первом компоненте вафельного блока и перемещается из положения сзади, как показано на Фиг.2a, в положение спереди, как показано на Фиг.2b. Во время перемещения из положения сзади в положение спереди захват может, в дополнение к перемещению в направлении транспортирования, выполнять дополнительные перемещения перпендикулярно направлению транспортирования, в частности, в направлении первого компонента 2 вафельного блока и дополнительно в направлении ленточного конвейера 18. Чтобы предотвратить изгибание ленточного конвейера 18 первого транспортировочного устройства 1, предусмотрена контропора 14 под захватом 5. Контропора расположена с возможностью перемещения по направлению 11 транспортирования и поверхности 30 транспортирования, но блокируется при перемещении в вертикальном направлении. Если теперь захват прижимается к первому компоненту вафельного блока, он затем передает усилие на ленточный конвейер 18, который, в свою очередь, удерживается на контропоре 14. Контропора устанавливается таким же образом, что и захват 5 со скоростью первого компонента вафельного блока. Предпочтительно, таким образом, на площадке для укладки в стопу не возникает слипания между компонентами захвата 5, первым компонентом 2 вафельного блока, ленточным конвейером 18 и контропорой 14. Теперь вся комбинация перемещается дальше по поверхности 30 транспортирования до конца площадки 8 для укладки в стопу. Там, как показано на Фиг.2c, захват поднимается с ленточного конвейера 18 первого транспортировочного устройства 1. За счет удерживающей силы первый компонент 2 вафельного блока также поднимается и снимается с ленточного конвейера 18. Перемещение захвата 5 осуществляется регулированием приводов 12, 13 захватных рычагов 6, 7. Во время этого процесса скорость захватной пластины существенно отличается от скорости ленточного конвейера 18 в направлении 11 транспортирования. Затем захват снимается с ленточного конвейера 18 и поднимается в вертикальном направлении. Это показано на Фиг.2d.
На Фиг.2e показано другое расположение, при котором перемещение захвата 5 противоположно направлению 11 транспортирования. Захват 5 перемещается передним захватным рычагом 6 и задним захватным рычагом 7 противоположно направлению 11 транспортирования и возвращается, как показано на Фиг.2f дальше в направлении положения сзади. После или во время обратного перемещения захвата, что показано на Фиг.2e-2f, второй компонент 3 вафельного блока транспортируется первым транспортировочным устройством 1 в направлении площадки 8 для укладки в стопу. Первый компонент 2 вафельного блока и захват 5 поднимаются с транспортировочного устройства, благодаря чему можно беспрепятственно подать второй компонент 3 вафельного блока на площадку 8 для укладки в стопу.
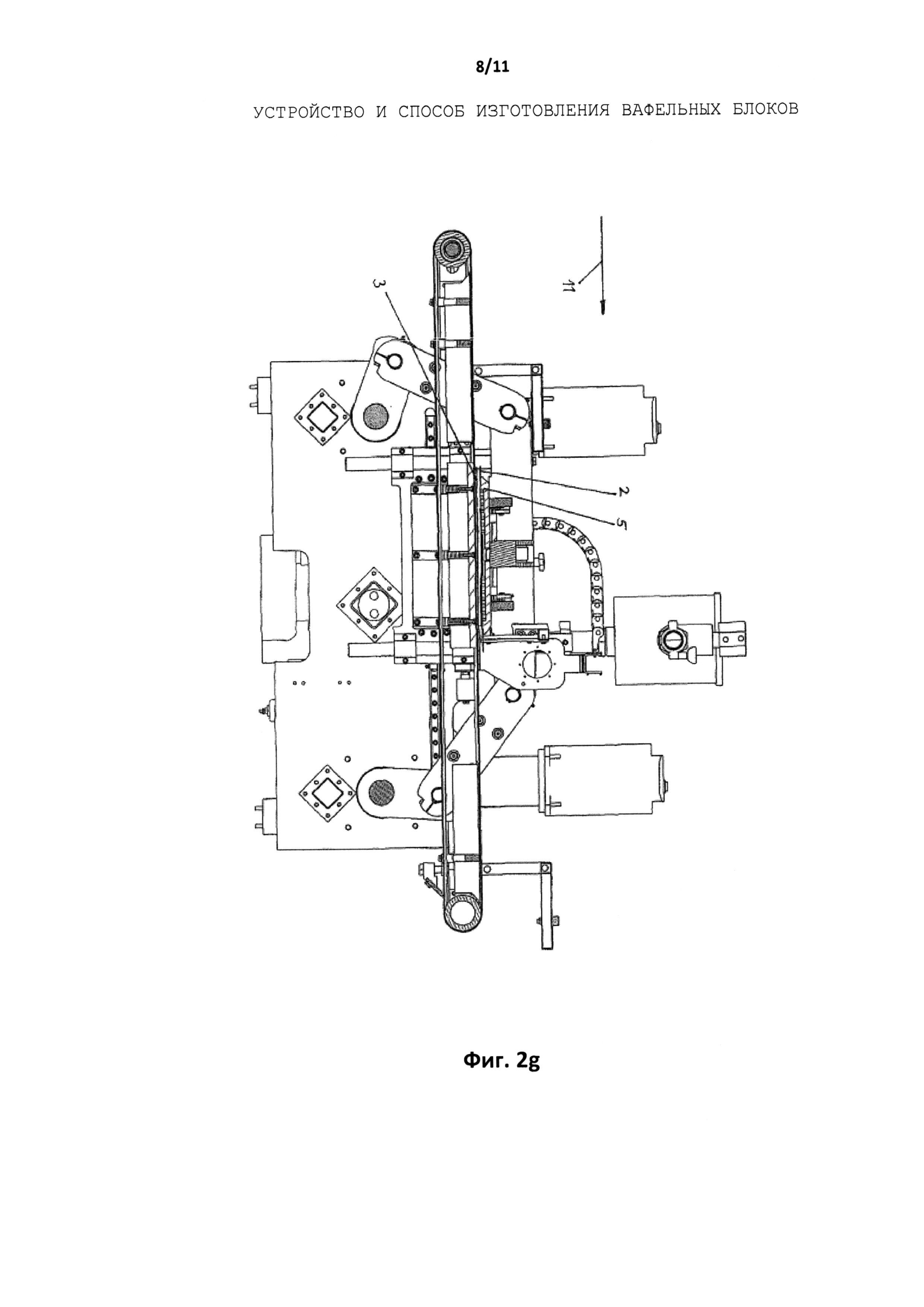
На Фиг.2g показано расположение, близкое к задней мертвой точке или максимальной свободе движения захвата 5 в показанном здесь левом направлении - т.е., противоположно направлению 11 транспортирования. В этом случае захват 5 расположен над вторым компонентом 3 вафельного блока и перемещается параллельно ему. Перемещение или расположение захвата 5 над вторым компонентом 3 вафельного блока синхронизируется через блок 17 управления.
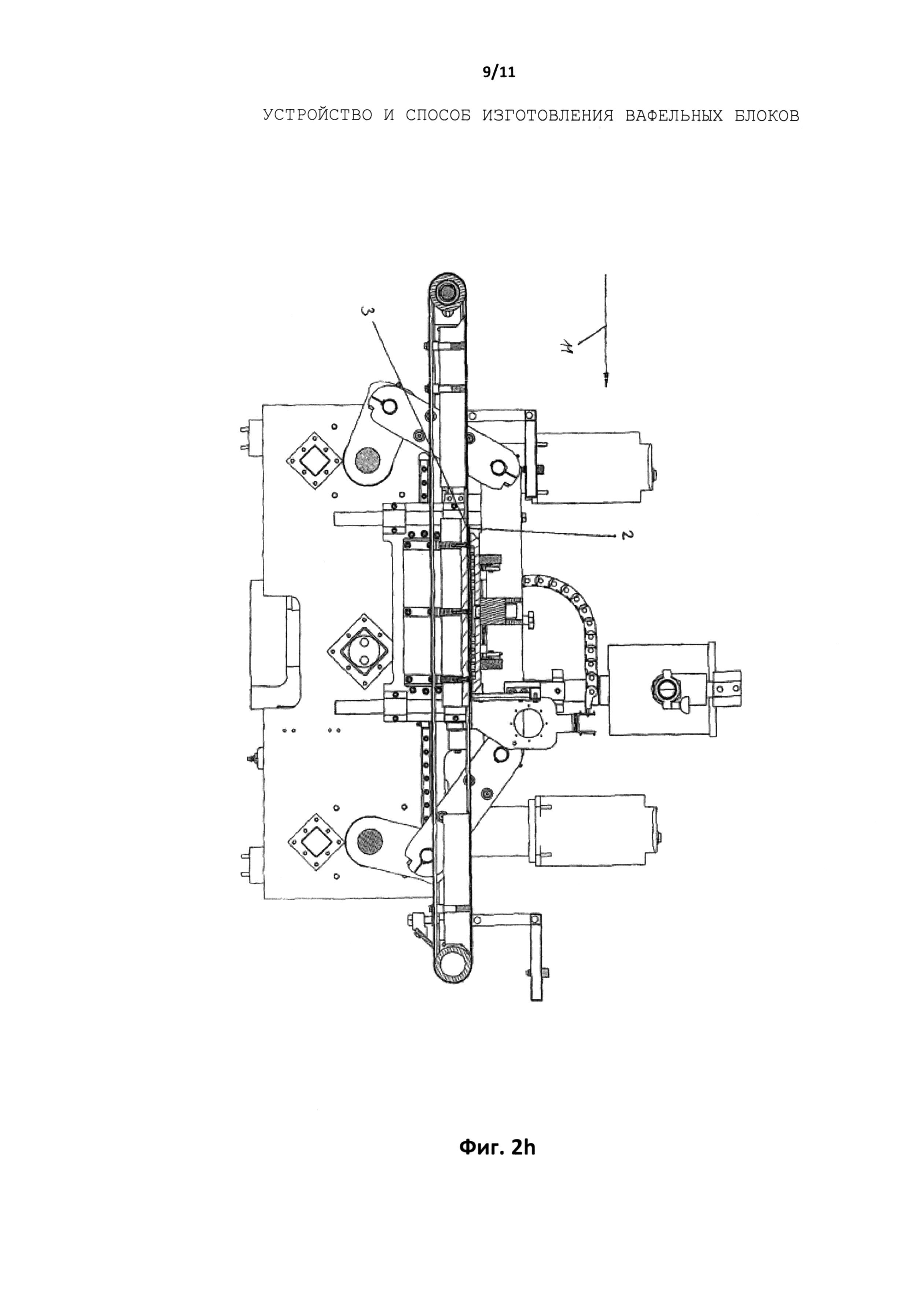
Детектор 16, который, например, выполнен в виде световой завесы, определяет синхронизацию и, таким образом, точное размещение первого компонента 2 вафельного блока на втором компоненте 3 вафельного блока. С этой целью блок управления вмешивается в перемещение приводов 12, 13 захватных рычагов 6, 7. Если второй компонент 3 вафельного блока расположен в площадке 8 для укладки в стопу, как показано на Фиг.2g, захват вместе с прилипающим первым компонентом 2 вафельного блока устанавливается над вторым компонентом 3 вафельного блока с той же скоростью и затем, как показано на Фиг.2h, помещается на него. Второй компонент вафельного блока предпочтительно выполнен в два слоя, и на нижней стороне, лежащей на ленточном конвейере 18, имеет вафельный лист, а на стороне, обращенной к захвату 5, имеет слой крема или покрывающей массы. В этом случае, первый компонент 2 вафельного блока прижимается точно конгруэнтно ко второму компоненту вафельного блока, вследствие чего образуется вафельный блок, который в настоящем случае состоит из трех слоев вафельных листов с промежуточными двумя слоями кремового наполнителя.
Захват снова прижимается в направлении ленточного конвейера 18. Контропора 14, направляемая в направлении 11 транспортирования, выполнена в виде контропоры для давления или результирующей силы. Во время этого процесса захват 5, первый компонент 2 вафельного блока, второй компонент 3 вафельного блока, верхняя часть ленточного конвейера 18 и контропора 14 перемещаются с одинаковой скоростью в направлении 11 транспортирования. Во время перемещения от положения сзади в положение спереди, снова, в дополнение к перемещению в направлении транспортирования, также может происходить перемещение перпендикулярное направлению транспортирования, в частности, для прижимания первого компонента вафельного блока ко второму компоненту вафельного блока. Происходит процесс размещения и прижимания, как показано на Фиг.2a и 2b. В конце площадки 2 для укладки в стопу поднимается комбинация первого компонента 2 вафельного блока со вторым компонентом 3 вафельного блока, который соединяется с первым компонентом вафельного блока прилипанием крема, который, в свою очередь, прилипает к захвату с помощью удерживающей силы.
Теперь вафельный блок поднимается с ленточного конвейера и, как показано на Фиг.2c-2g, возвращается в положение сзади. Между тем можно подать третий компонент вафельного блока и, как до этого второй компонент вафельного блока, присоединить к компонентам вафельного блока, удерживаемых на захвате.
В то же время захват 5 перемещается по круговому контуру, управляемый блоком 17 управления. Перемещение, в частности, показано на Фиг.2a-2h, причем это круговое перемещение можно повторять часто произвольно для укладки в стопу множества вафельных компонентов. Во время укладки в стопу множества, например, трех компонентов вафельного блока, положение, подобное положению, показанному на Фиг.2g, снова последует как следующий этап после положения, показанного на Фиг.2h. В этом случае, однако, захват 5 расположен на небольшую величину выше в вертикальном направлении, чем в первом проходе кругового перемещения. Эта величина по существу соответствует высоте предварительно сформированного блока. Положения на Фиг.2a-2h соответственно следуют друг за другом в процессе непрерывного движения, при этом последовательность положений соответствует алфавитному порядку Фиг.2a-2h.
Для размещения существующего вафельного блока, удерживаемого на захвате 5, на другом, следующем компоненте вафельного блока, захват 5 и размещенный на нем вафельный блок устанавливается над перемещающимся последующим компонентом вафельного блока и помещается в по существу перпендикулярное перемещение относительно следующего компонента вафельного блока. Обе части, т.е., захват 5 и компонент вафельного блока, подлежащие соединению, перемещаются в направлении 11 транспортирования со скоростью первого транспортировочного устройства 1. Чтобы достигнуть точного размещения захвата 5 на следующем компоненте вафельного блока, предусмотрен детектор 16. Детектор определяет момент поступления следующего компонента вафельного блока. Посредством скорости первого транспортировочного устройства блок 17 управления теперь может синхронизировать перемещение захвата 5, в частности захватных рычагов 6, 7. Затем захват с прилипающим существующим вафельным блоком находится на следующем компоненте вафельного блока и прижимает его в площадке для укладки в стопу к ленточному конвейеру 18 и затем к контропоре 14. В силу пластинообразной конфигурации захвата 5 и контропоре 14 высоту вафельного блока можно изменять в некоторых участках прикладываемым давлением. В частности, при массовом производстве очень важно, чтобы готовое изделие соответствовало некоторым допускам по размерам. С этой целью вафельные блоки укладываются в стопу, чтобы затем подвергнуться сжатию до стандартного размера. Этот процесс прессования, в котором пластинообразный захват 5 прижимается к контропоре 14, происходит во время непрерывного дальнейшего перемещения по направлению 11 транспортирования.
Во время процесса укладки в стопу захват опускается на некоторую меньшую величину в направлении ленточного конвейера 18 на каждый проход за счет толщины уложенных компонентов вафельного блока. Если достигается нужная толщина вафельного блока или нужное количество слоев, захват высвобождается из вафельного блока. Затем он снимается первым транспортировочным устройством.
Альтернативно этому после первого прогона, т.е., после размещения и прижимания первого компонента вафельного блока ко второму компоненту вафельного блока, соединение захвата 5 с вафельным блоком можно ослабить. Затем вафельный блок можно снять первым транспортировочным устройством.
Освобождение осуществляется путем не очень продолжительного прикладывания вакуума к захвату, вследствие чего удерживающая сила исчезает, и вафельный блок больше не удерживается на захвате. Предпочтительно это отделение происходит, когда вафельный блок находится на ленточном конвейере 18 первого транспортировочного устройства 1.
Следует отметить, что весь процесс укладки в стопу происходит непрерывно, т.е., отдельные компоненты вафельного блока не нужно останавливать на ленточном конвейере, а нужно поднимать с него и соединять вместе во время равномерного движения.
На Фиг.3 показан схематичный вид устройства согласно изобретению, при этом элементы показаны с частичным вырезом. Направление наблюдения по существу следует направлению 11 транспортирования из Фиг.1.
Устройство содержит захватное устройство 4, имеющее захват 5 и контропору 14. Захват 5 и контропора 14 проявляют кинематические ограничительные связи. Две пластины, таким образом, направляются параллельно друг другу. Наклон одной пластины относительно другой возможен только в области небольшого люфта направляющих элементов. Это параллельная ориентация захвата 5 и контропоры 14 выполняется штифтами 19 и втулками 20. Множество втулок 20 предусмотрено на одном элементе, в котором штифты 19 расположены с возможностью направления и перемещения, которые соединяются с соответствующим другим элементом. В настоящем варианте четыре штифта 19 жестко соединены с захватом 5 и/или основной частью 28 захвата. Штифты перемещаются по существу вертикально или перпендикулярно направлению 11 транспортирования и главному направлению продолжения пластинообразного захвата 5. Штифты 19 выступают во втулки 20, которые жестко соединяются с контропорой 14. Втулки имеют отверстия, в которые можно направить штифты 19. Отверстия втулок выполнены таким образом, чтобы было возможно только одно линейное перемещение штифта. Направление линейного перемещения по существу соответствует перпендикуляру к главному направлению продолжения пластинообразного захвата 5. Кроме того, компоненты вакуумный насос 10, воздушный фильтр 31 и вакуумный трубопровод 9 предусмотрены для создания фиксирующей силы.
В настоящем случае контропора 14 выполнена пластинчатой формы и установлена линейно с возможностью перемещения по направлению транспортирования. В частности, контропора 14 расположена с возможностью перемещения в площадке 8 для укладки в стопу. С кинематической точки зрения это означает, что контропора 14 может перемещаться линейно только по направлению транспортирования. Ориентация предусмотрена расположением линейного направляющего элемента 29. Захват 5, в свою очередь, может перемещаться только параллельно и линейно контропоре 14. Однако, направление поступательного перемещения захвата 5 относительно контропоры 14 является перпендикулярным направлению транспортирования - в настоящем случае вертикальным - в то время как возможное направление перемещения и направление поступательной степени свободы контропоры 14 следует направлению транспортирования, т.е., проходит горизонтально в настоящем случае. Следовательно, захват 5 может перемещаться вертикально и горизонтально в силу конфигурации этих кинематических схем. Перемещение происходит через передний захватный рычаг 6 и задний захватный рычаг 7, которые, с одной стороны действуют на раму 15 машины, а с другой стороны, действуют на захват 5 и/или основную часть 28. Следует отметить, что можно предусмотреть, соответственно, два передних захватных рычага и, соответственно, два задних захватных рычага - как показано, например, на Фиг.4.
Передний захватный рычаг 6 содержит передний привод 12. Этот привод выполнен в виде привода вращения и имеет в центре ось вращения, вокруг которой установлен первый рычаг 21 с возможностью вращения. Передний двигатель 32 приводит в действие передний привод через трансмиссию. Первый рычаг 21 имеет на конце, отвернутом от переднего привода 12, вращающийся подшипник 25, посредством которого он соединяется со вторым рычагом 22. Этот вращающийся подшипник выполнен, например, в виде соединения штифт-втулка. Это позволяет вращательное движение второго рычага 22 относительно первого рычага 21 вокруг оси вращения вращающегося подшипника 25. Второй рычаг 25, в свою очередь, присоединяется на конце, отвернутом от первого рычага, через вращающийся подшипник 25, к захвату 5 и/или основной части 28. Соединение второго рычага 22 с захватом 5 также позволяет свободное вращение второго рычага 22 вокруг вращающегося подшипника 25.
Задний захватный рычаг выполнен подобным образом и имеет задний привод 13, приводимый в действие задним двигателем 33, который может приводить в действие с возможностью вращения третий рычаг 23. На конце, отвернутом от заднего привода 13 этот рычаг, в свою очередь, имеет вращающийся подшипник 25, посредством которого соединяется с четвертым рычагом 24. Четвертый рычаг расположен с возможностью вращения посредством вращающегося подшипника 25 на захвате 5 и/или основной части 28. Расположение захвата 5 относительно рамы 15 машины может быть выбрано в пределах кинематических ограничений управляемым приводом приводов 12, 13. расположение захватных рычагов соответствует, в широком смысле, кинематической конфигурации поршневого штока, при этом в дополнение к вертикальному перемещению двух приводов, может быть также выполнено горизонтальное перемещение. Оба привода управляются блоком 17 управления, не показано. Далее уточняются степени свободы, чтобы повысить ясность:
Оси вращения переднего привода 12, заднего привода 13 и всех вращающихся подшипников 2 5 проходят с возможностью выступания на Фиг.1. Подобным образом выступает ось вращения привода и отклоняющего ролика первого транспортировочного устройства. Первый рычаг 21 и второй рычаг 22 имеют степень свободы вращения относительно друг друга, причем ось вращения степени свободы вращения соответствует оси вращения вращающегося подшипника 25. Подобным образом третий рычаг 2 3 и четвертый рычаг 2 4 расположены с возможностью вращения относительно друг друга, причем ось вращения соответствует оси вращения вращающегося подшипника 25. Четвертый рычаг и второй рычаг действуют на захват 5. Следует отметить, что рычаги 22 и 24 не действуют непосредственно на захват 5, а на основную часть 28, соединенную с захватом 5. Основная часть может быть жестко соединена с захватом 5, причем захват 5 может быть также подрессоренным или ограниченным в подвижности относительно основной части. Захват 5 или основная часть 28 установлена параллельно-направленным образом относительно контропоры 14. Таким образом, основная часть 28 и захват 5 имеют поступательную степень свободы относительно контропоры 14. Контропора 14, в свою очередь, имеет поступательную степень свободы, которая проходит по существу перпендикулярно степени свободы захвата 5. Таким образом, контропора 14 расположена с возможностью поступательного перемещения по направлению 11 транспортирования и проходит под верхним участком ленточного конвейера 18. Контропора 14 расположена с возможностью перемещения между верхней стороной ленточного конвейера и возвращающейся нижней стороной ленточного конвейера. Соответственно, контропора проходит непосредственно под участком ленточного конвейера, в котором перемещаются компоненты вафельного блока. Предпочтительно в силу управления и перемещения приводов 12, 13, контропора 14 расположена непосредственно под компонентом вафельного блока в площадке 8 для укладки в стопу и следует ему по направлению 11 транспортирования.
На Фиг.4 показана косая проекция устройства согласно изобретению, содержащего первое транспортировочное устройство 1, первый компонент 2 вафельного блока, захватное устройство 4, имеющее захват 5, два передних захватывающих рычага 6 и два задних захватывающих рычага 7 и основную часть 28. Захват 5 перемещается по почти замкнутому круговому контуру, при этом в нижней области прямая ориентация осуществляется в направлении транспортирования, затем движение подъема, по существу прямолинейное обратное движение и, наконец, снова движение вниз.
Кроме того, предусмотрен вакуумный трубопровод 9, вакуумный насос 10, передний привод 12, задний привод 13 и контропора 14. Кроме того, детектор 16 расположен неподвижно с рамой 15 машины, который присоединен к блоку 17 управления, не показано. Ленточный конвейер 18 первого транспортировочного устройства 1 имеет привод 26 и отклоняющий ролик 27, Кроме того, штифты 19 предусмотрены на основной части 28, которые установлены с возможностью направления во втулки 20 контропоры 14.
На этом этапе следует отметить, что изобретение не ограничено перечисленными примерными вариантами. Дополнительные варианты, соответствующие идее изобретения, получаются из комбинации отдельных или нескольких признаков, которые можно извлечь из полного описания, фигур и/или формулы изобретения. Также изложены варианты, которые состоят из комбинаций признаков, возникающих из различных примерных вариантов. Фигуры являются, по меньшей мере, частично схематичными видами, при этом размеры и пропорции могут отклоняться от другого варианта или признаков, не показанных на чертежах, и от реальных вариантов.
Список позиций
1 Первое транспортировочное устройство
2 Первый компонент вафельного блока
3 Второй компонент вафельного блока
4 Захватное устройство
5 Пластина с захватами
6 Передний захватный рычаг
7 Задний захватный рычаг
8 Площадка для укладки в стопу
9 Вакуумный трубопровод
10 Вакуумный насос
11 Направление транспортирования
12 Передний привод
13 Задний привод
14 Контропора
15 Рама машины
16 Детектор
17 Блок управления
18 Ленточный конвейер
19 Штифт 2 0 Втулка
21 Первый рычаг
22 Второй рычаг
23 Третий рычаг
24 Четвертый рычаг
2 5 Вращающийся подшипник
26 Приводные первые транспортировочные элементы
2 7 Отклоняющий ролик
28 Основная часть
2 9 Линейный направляющий элемент
30 Поверхность транспортирования
31 Воздушный фильтр
32 Передний двигатель
33 Задний двигатель.
Печь
Устройство для изготовления валикообразных полых форм
Способ и устройство для производства пустотелого выпечного изделия
Подовая плита для духовок
Способ и устройство для изготовления вафельных слоистых блоков
Духовка
Духовка
Устройство для изготовления выпечных изделий
Система для изготовления конечных изделий разрезанием плоских блоков, в частности плоских и полых вафельных блоков
Способ непрерывного изготовления скрученных вафель, имеющих рассыпчатую структуру
Печь
Устройство для изготовления валикообразных полых форм
Способ и устройство для производства пустотелого выпечного изделия
Подовая плита для духовок
Способ и устройство для изготовления вафельных слоистых блоков
Духовка
Духовка
Устройство для изготовления выпечных изделий
Система для изготовления конечных изделий разрезанием плоских блоков, в частности плоских и полых вафельных блоков
Способ непрерывного изготовления скрученных вафель, имеющих рассыпчатую структуру

