Результат интеллектуальной деятельности: СПОСОБ И УСТАНОВКА ДЛЯ СОЗДАНИЯ СКОСОВ НА КРАЯХ ПЛОСКОГО СТЕКЛА
Вид РИД
Изобретение
Изобретение относится к способу и устройству с признаками ограничительных частей независимых пунктов формулы изобретения, которые относятся к способу, с одной стороны, и к установке, с другой стороны (EP 2286972 A).
Из работы В 501000 A1 известны способ и установка для разделения стекла, в частности плоского стекла, с использованием лазерного излучения. С помощью этого известного способа сфокусированный лазерный луч направляется на плоское стекло, которое должно быть разделено, и отражается от отражающей поверхности, расположенной под плоским стеклом. Отраженные лазерные лучи снова отражаются от плоского стекла в форме двух пучков лазерных лучей с помощью отражателя, который выполнен на излучателе лазера и который имеет отверстие для сфокусированных лазерных лучей, при этом в отражателе обеспечены две подобные углублению удлиненные отражающие поверхности. Под воздействием сфокусированного лазерного луча в плоском стекле создается микротрещина без нагрева плоского стекла. Пучок лазерных лучей, отраженный отражающими поверхностями на отражателе, создает области, нагреваемые с обеих сторон от микротрещины. В результате этого под действием термических напряжений микротрещина раскрывается по всей толщине плоского стекла, и плоское стекло разделяется.
Другой способ разделения плоского стекла с использованием лазерных лучей известен из работы EA 004167 B1. В этом известном способе используется лазерный луч, в частности, CO2-лазера, в соответствии с которым сначала используется сфокусированный лазерный луч, а затем используется несфокусированный лазерный луч. С помощью сфокусированного лазерного луча на разделительной линии, которая обеспечена, создают температуру, превышающую температуру размягчения. Несфокусированный лазерный луч, действующий на стекло при температуре выше температуры размягчения, создает дополнительные напряжения растяжения, так что разделительная линия, которая была обеспечена, раскрывается.
Способ разделения стеклянных материалов с помощью лазера стал известен из публикации Laser Center, Hannover (Лазерный Центр, Ганновер), EV (http/Avww.lzh.de). Этот известный способ основан на многократных отражениях лазера Nd:YAG (лазера на иттрий-алюминиевом гранате с неодимом), для которого стеклянные материалы по большей части являются прозрачными (поглощение многолучевого лазерного луча, MLBA). Для этого способа используется лазер Nd:YAG, до 85% излучения которого пропускается в зависимости от толщины стекла. Суммарное поглощение стеклом, которое должно быть разделено, увеличивается при многократных отражениях луча, и тепловое напряжение создается по всей толщине стекла. В этом случае используется установка, которая имеет лазерный излучатель, верхний отражатель, нанесенный на лазерный излучатель, и нижний отражатель, расположенный ниже стекла, то есть на стороне стекла, противоположной лазерному излучателю.
С помощью этого способа несколько стеклянных панелей, которые лежат друг над другом, также разделяются в течение одной стадии производственного процесса аналогично композиционному небьющемуся безосколочному стеклу (VSG).
Вплоть до настоящего времени практическая реализация известного способа оказывалась безуспешной из-за его неудовлетворительных рабочих характеристик и ненадежного процесса образования трещин в стекле.
Из работы EP 2286972 A известно производство скосов на краях боковых поверхностей плоских стеклянных панелей с помощью лазерного луча, воздействующего на стеклянную панель после того, как на ней предварительно были образованы царапины с помощью режущего диска.
Другие способ и устройство для образования рассекающей щели в стеклянной панели с использованием лазерного излучения известны из работы WO 2008/080182 A1. В этом способе разделения стеклянной панели с помощью лазерного излучения стеклянная панель локально нагревается с помощью лазерного излучения с одним или несколькими проникновениями через первую поверхность стеклянной панели ко второй поверхности стеклянной панели, которая находится на противоположной стороне и на некотором расстоянии от первой поверхности, и рассекающая щель раскрывается в стеклянной панели под влиянием созданных таким образом термических напряжений этой щели. Лазерное излучение вводится в стеклянную панель по существу без отражения и преломления на первой поверхности.
В частности, как указано в работе WO 2008/080182 A, эта процедура должна выполняться таким образом, чтобы лазерное излучение проходило сквозь оптический компонент, а именно призму, к выходной поверхности для луча этого компонента, а затем вводилось по существу без преломления и без отражения в жидкость, которая находится в непосредственном контакте с этой выходной поверхностью для луча, и от этой первой поверхности стеклянной панели, находящейся в непосредственном контакте с жидкостью, в стеклянную панель. При этом жидкость должна иметь по меньшей мере приблизительно такой же показатель преломления, как у стеклянной панели. В этом случае предусмотрено, что лазерное излучение вводится под косым углом падения относительно оси падения в точке входа пучка лучей посредством первой поверхности стекла, в результате чего угол падения лазерного излучения от первой поверхности выбирают таким образом, чтобы второй поверхностью стеклянной панели осуществлялось полное отражение лазерного излучения.
В разделении стекла выражения «выполнение надрезов лазером» и «разрушение с помощью лазера» известны из работы A. Ostendorf et al. «Licht statt Schneidradchen - Trennen von Glaswerkstoffen mittels Laserstrahlung» (А. Остендорф и др. «Свет вместо режущих дисков - разделение стеклянных материалов посредством лазерного излучения») в работе «Будущее стекла - от традиций продукции высокой категории сложности», 5-й симпозиум; 17-18 июня, Zwiesel 2004, стр. 31-40. В этой библиографической ссылке также упоминается о последующей обработке разделенных с помощью лазера стеклянных материалов, в которых участок в стекле должен быть разрушен на краю посредством CO2-лазера, чтобы произвести скос без трещин. Однако способ, известный из вышеупомянутой библиографической ссылки без подробностей, можно было использовать только в случае разделенных лазером стеклянных компонентов, поскольку в противном случае разделенные стеклянные детали могут сразу же разрушаться во время нагрева посредством лазерного излучения.
Цель изобретения состоит в том, чтобы показать способ и установку вышеупомянутого типа, с помощью которых во время разделения стеклянных панелей (резки стеклянных панелей) с использованием лазерных лучей на образованных таким образом боковых поверхностях стеклянной панели также создается по меньшей мере один скос так, что последующая шлифовка, то есть последующая обработка с помощью шлифовального инструмента, может быть опущена.
Эта цель, которая относится к способу, обеспечивается признаками независимого пункта формулы изобретения, направленного на способ, и в такой мере, в которой они связаны с установкой, признаками независимого пункта формулы изобретения, направленного на установку.
Предпочтительные и выгодные дальнейшие усовершенствования способа в соответствии с изобретением и установки в соответствии с изобретением являются предметом зависимых пунктов формулы изобретения.
С помощью способа в соответствии с изобретением и установки в соответствии с изобретением можно избегать возникновения скалывания в стеклянных панелях при лазерном разрезании из-за необычно острых краев на боковой поверхности, когда стеклянные панели устанавливают. Это также справедливо, когда они стоят ровно на краю, несмотря на то, что тогда в области края образуются напряжения растяжения. Такое скалывание представляет собой недостаток, поскольку оно является исходной точкой для микротрещин в стеклянной панели, которые впоследствии могут привести к образованию трещин в этой стеклянной панели.
Для настоящего изобретения имеет важное значение, что для изготовления по меньшей мере одного скоса обеспечен второй, дополнительный лазерный излучатель, который становится активным после первого лазерного излучателя, производящего разрез, с помощью которого стеклянные панели разделяются, и создает скос или скосы.
В способе в соответствии с изобретением выгодно, что стеклянные панели не должны специально надрезаться, когда создаются скосы.
С помощью мер в соответствии с изобретением или установки в соответствии с изобретением острые края исключаются, в частности, благодаря тому, что по меньшей мере один скос создается с помощью по меньшей мере одного дополнительного лазерного излучателя.
В изобретении скос создается преимущественно под воздействием лазерного луча.
При реализации способа в соответствии с изобретением предпочтительно приняты меры, чтобы предотвратить или по меньшей мере свести к минимуму отражения лазерного луча в случае его вхождения в стекло стеклянного материала.
В этом отношении в варианте осуществления обеспечена среда в случае способа в соответствии с изобретением, при этом упомянутая среда расположена в области лазерного луча так, чтобы покрывать поверхность стеклянного материала (плоского стекла), и имеет показатель преломления, который по меньшей мере аналогичен или даже (по существу идентичен) показателю преломления стекла в стеклянном материале. Эта среда, которая действует, если можно так выразиться, как «оптическая мастика», может быть текучей средой, в частности жидкостью, которая окружает край, на котором должен быть образован скос. Например, в качестве такой среды подходящими являются вода или глицерин в рамках объема настоящего изобретения.
Альтернативная возможность для предотвращения или для сведения к минимуму вышеупомянутых отражений заключается в наведении лазерного луча на стекло стеклянного материала под углом Брюстера (под углом полной поляризации). Эту меру можно также применять вместе с использованием среды, которая действует как «оптическая мастика».
Когда среда, например жидкость, течет и при этом обмывает край стеклянного материала (плоского стекла), наряду с этим создается охлаждение, которое приводит к возникновению напряжения в стекле, что является выгодным для разрушения части стекла при производстве скоса.
При выполнении способа в соответствии с изобретением является предпочтительным, когда лазерный источник находится в среде по меньшей мере в области выхода лазерного луча из лазерного источника. Кроме того, отражатели для лазерного луча предпочтительно выполнены по меньшей мере в области попадания лазерного луча на отражатель и повторного появления отраженного лазерного луча от отражателя в этой среде.
Отражатели, используемые в рамках объема настоящего изобретения, являются, например, (простыми) зеркалами, такими как металлические зеркала. В рамках объема настоящего изобретения рассматриваемые отражатели также могут быть сложными компонентами, которые при необходимости объединяют функции охлаждения и другие вспомогательные функции в рамках необходимых оптических функций. В любом случае отражатели должны иметь входную поверхность раздела и выходную поверхность раздела, в результате чего в пределах среды, которая действует как «оптическая мастика», должны быть выполнены по меньшей мере входная поверхность раздела и выходная поверхность раздела, а не обязательно весь отражатель.
В рамках объема настоящего изобретения принимается во внимание использование поляризованного лазерного излучения. В этом случае оказалось выгодным наводить лазерный луч на стеклянный материал под так называемым «углом Брюстера», потому что при этом при условии, что поляризация параллельна плоскости поверхности стеклянного материала или среды, которая расположена на этом стеклянном материале, любое отражение исключается и лазерный луч полностью входит через поверхность в стеклянный материал, и использование среды становится неактуальным, или отражения, которые действительно происходят, когда показатель преломления среды и показатель преломления стеклянного материала не совпадают полностью, могут быть подавлены.
Когда лазерный луч направлен на стеклянной материал под вышеупомянутым углом Брюстера, среда, которая покрывает поверхность стеклянного материала и действует как «оптическая мастика» благодаря своему показателю преломления (который является таким же или по меньшей мере подобным показателю преломления стеклянного материала), не является абсолютно необходимой, поскольку в случае, когда лазерный луч падает под углом Брюстера, никакого отражения не происходит.
В рамках объема настоящего изобретения рассматривается использование (двух) лазерных лучей с различными свойствами для производства скоса. Например, чтобы образовать трещину, может использоваться лазерный луч с длиной волны порядка 0,5 мкм. Чтобы открыть трещину, то есть чтобы отделить часть стекла при образовании нужного скоса, может использоваться лазерный луч с длиной волны порядка 10,6 мкм (например, CО2-лазера).
В изобретении также необходимо учитывать фокусирование лазерного луча во время отражения, при котором фокус предпочтительно находится в пределах стеклянного материала. Фокусирование может быть достигнуто с использованием вогнутых отражателей. Данный вариант осуществления способа в соответствии с изобретением дает возможность помимо этого создать скосы с выпуклыми поверхностями.
В способе в соответствии с изобретением скос может быть произведен на одном краю боковой поверхности на боковой поверхности плоского стекла в качестве стеклянного материала или скос может быть произведен, в частности, одновременно на обоих краях боковой поверхности плоского стекла.
Хотя это и не является необходимым, способ в соответствии с изобретением и установка в соответствии с изобретением также подходят, в частности, для изготовления скосов на стеклянных материалах (плоском стекле), которые создаются лазерными компонентами.
В этом предпочтительном применении способа в соответствии с изобретением предусмотрено, что для производства по меньшей мере одного скоса обеспечен второй дополнительный лазерный излучатель, который становится активным после первого лазерного излучателя, производящего разрез, и создает скос или скосы.
С помощью способа в соответствии с изобретением и установки в соответствии с изобретением можно избегать возникновения скалывания в стеклянных панелях при лазерном разрезании из-за необычно острых краев на боковой поверхности, когда стеклянные панели устанавливают. Это также справедливо, когда они стоят ровно на краю, несмотря на то, что тогда в области края образуются напряжения растяжения. Такое скалывание представляет собой недостаток, поскольку оно является исходной точкой для микротрещин в стеклянной панели, которые впоследствии могут привести к образованию трещин в этой стеклянной панели.
С помощью мер в соответствии с изобретением или установки в соответствии с изобретением острые края исключаются посредством по меньшей мере одного скоса, производимого по меньшей мере с помощью одного дополнительного лазерного излучателя на боковых поверхностях, в частности, в стеклянных деталях, разрезанных с помощью лазера.
Способ, который применяется в настоящем изобретении, и установка, с помощью которой может быть реализован способ в соответствии с изобретением, объясняются более подробно ниже со ссылкой на чертежи. В данной работе:
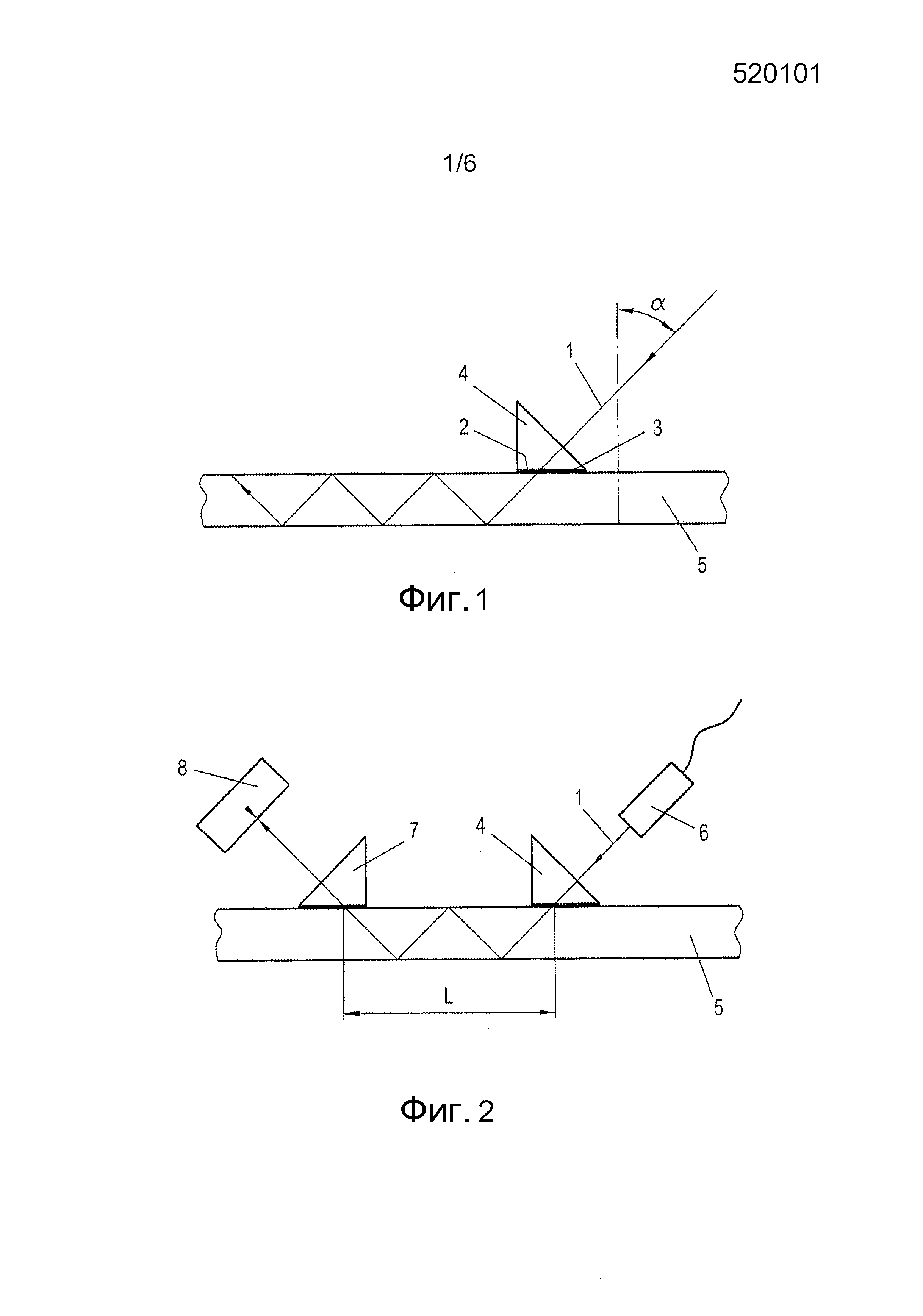
фиг. 1 показывает принцип резки стекла с помощью лазера,
фиг. 2 показывает вариант принципа, изображенного на фиг. 1,
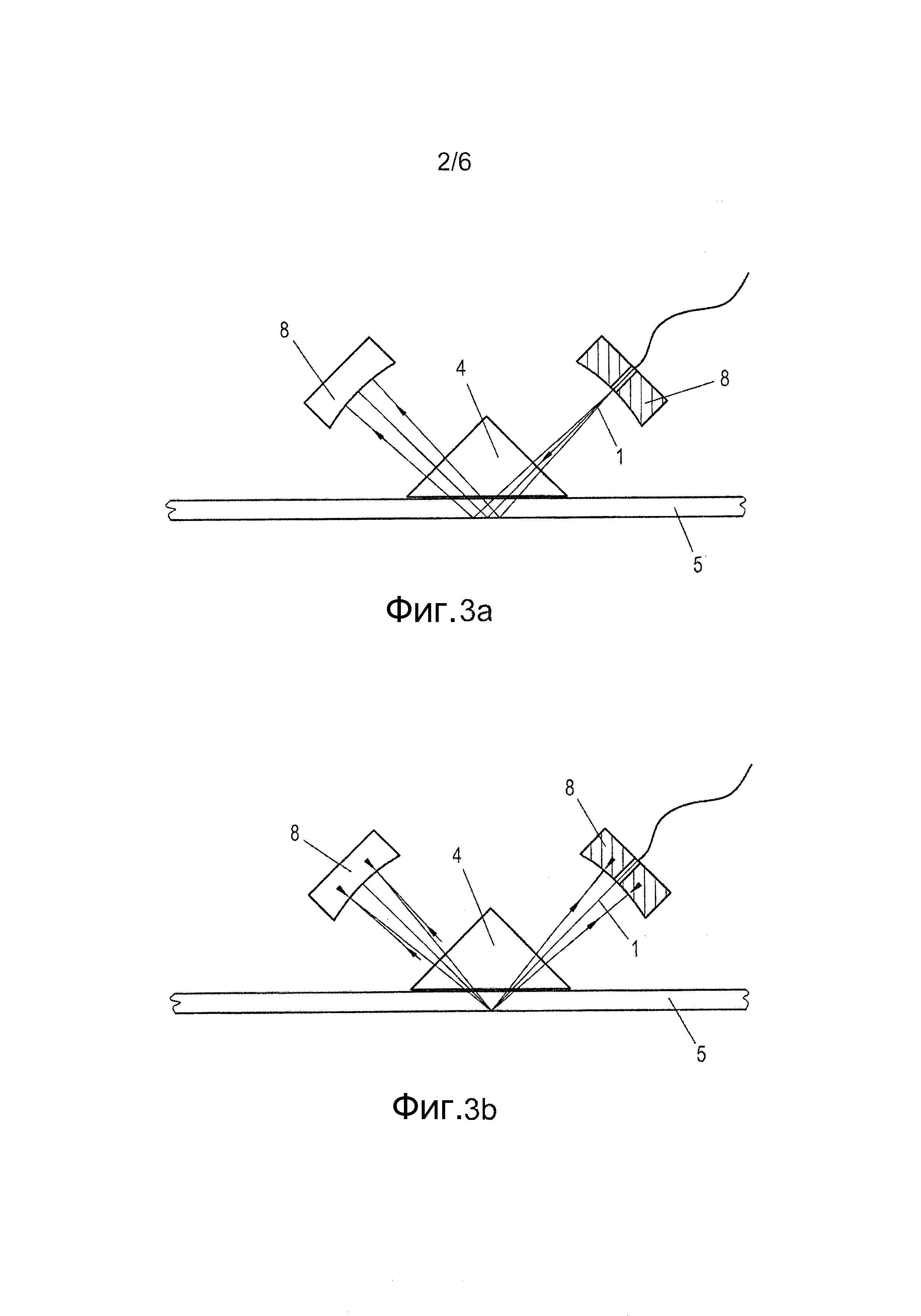
фиг. 3a и 3b показывают варианты осуществления схемы лазерного излучения,
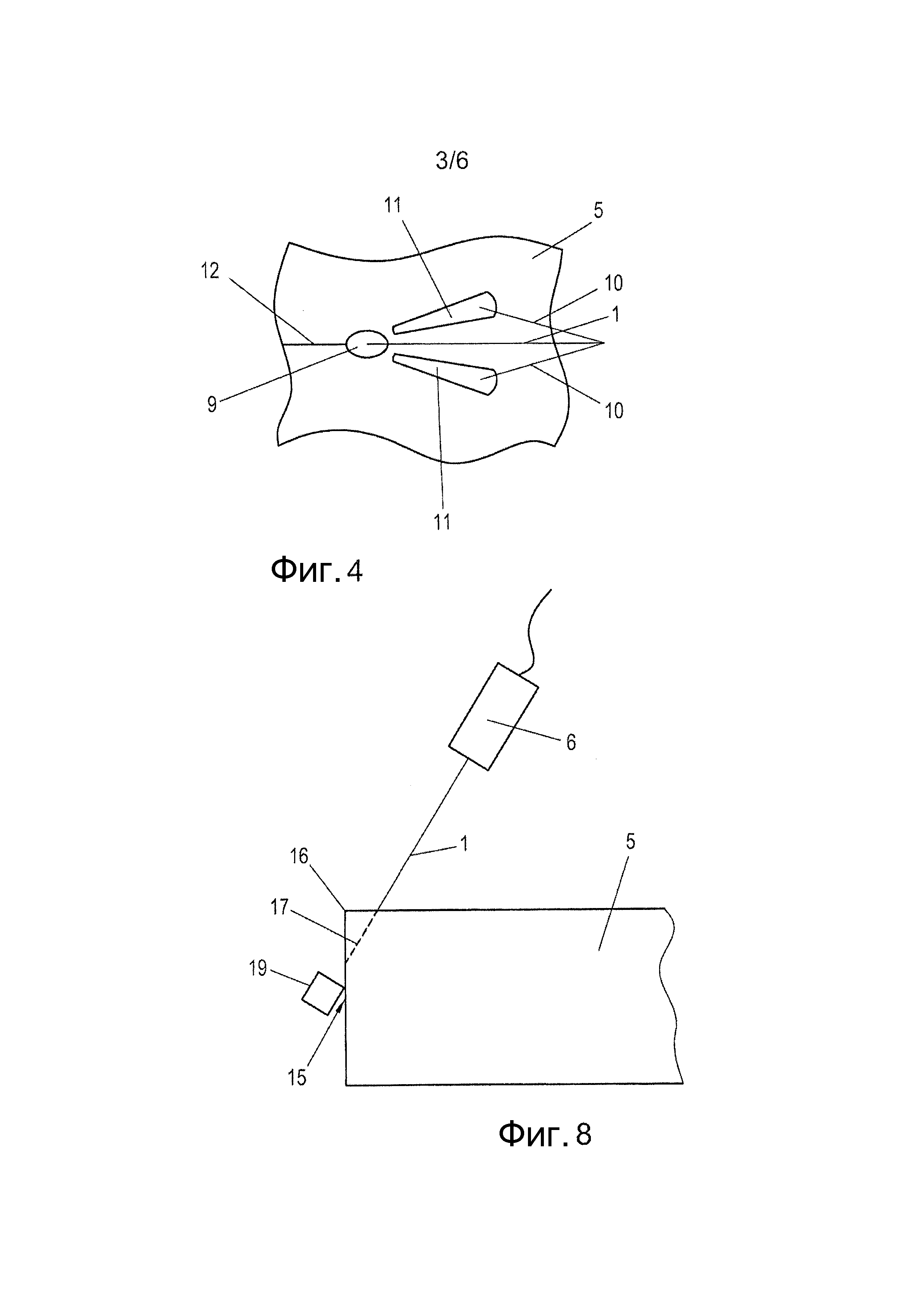
фиг. 4 схематически изображает горячие области, которые образуются при резке стекла с помощью лазерного излучения,
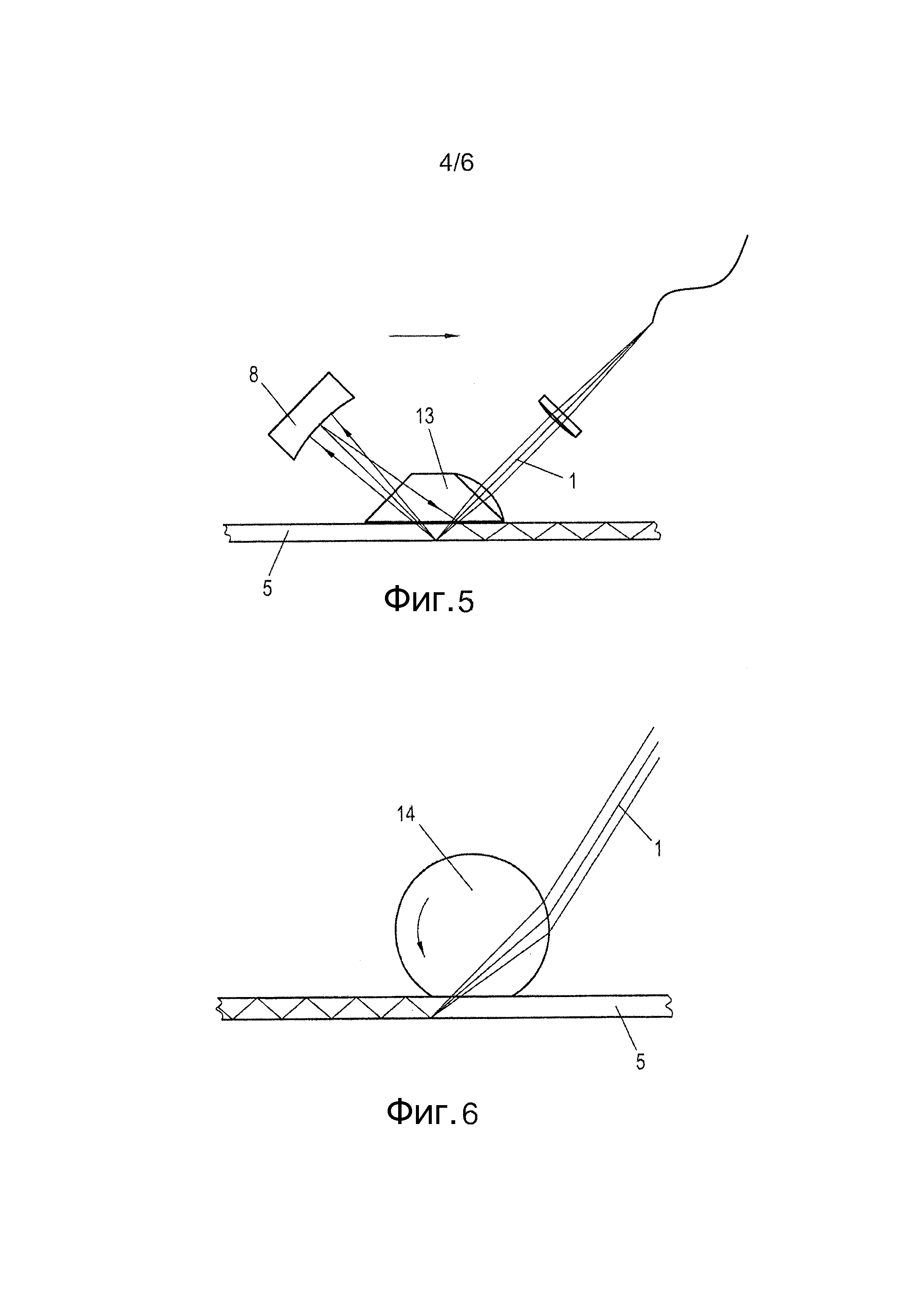
фиг. 5 показывает другой вариант осуществления резки стекла с помощью лазерного излучения,
фиг. 6 показывает другой вариант осуществления резки стекла с помощью лазерного излучения,
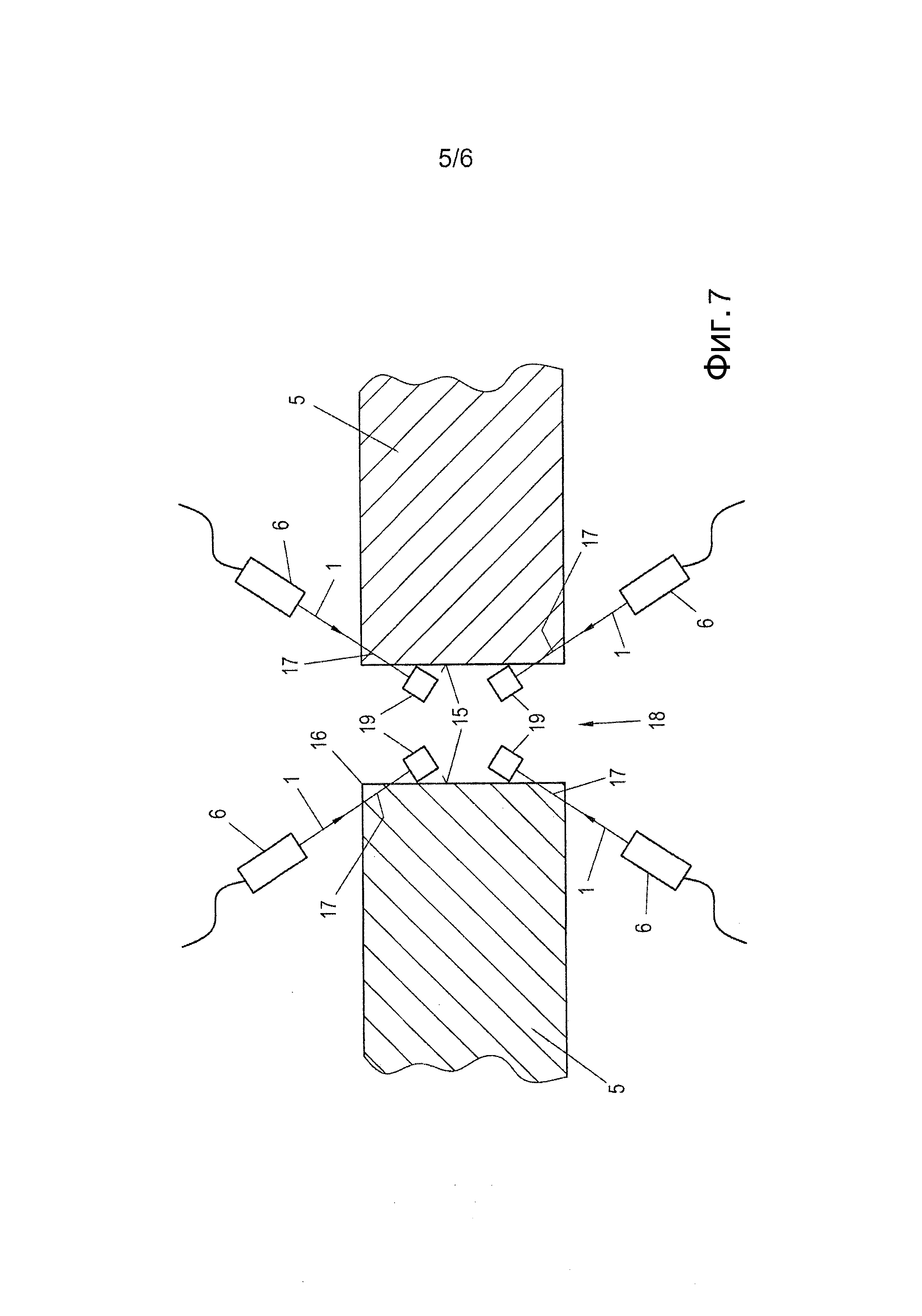
фиг. 7 схематически изображает производство двух скосов в соответствии с изобретением,
фиг. 8 схематически изображает производство только одного скоса в соответствии с изобретением,
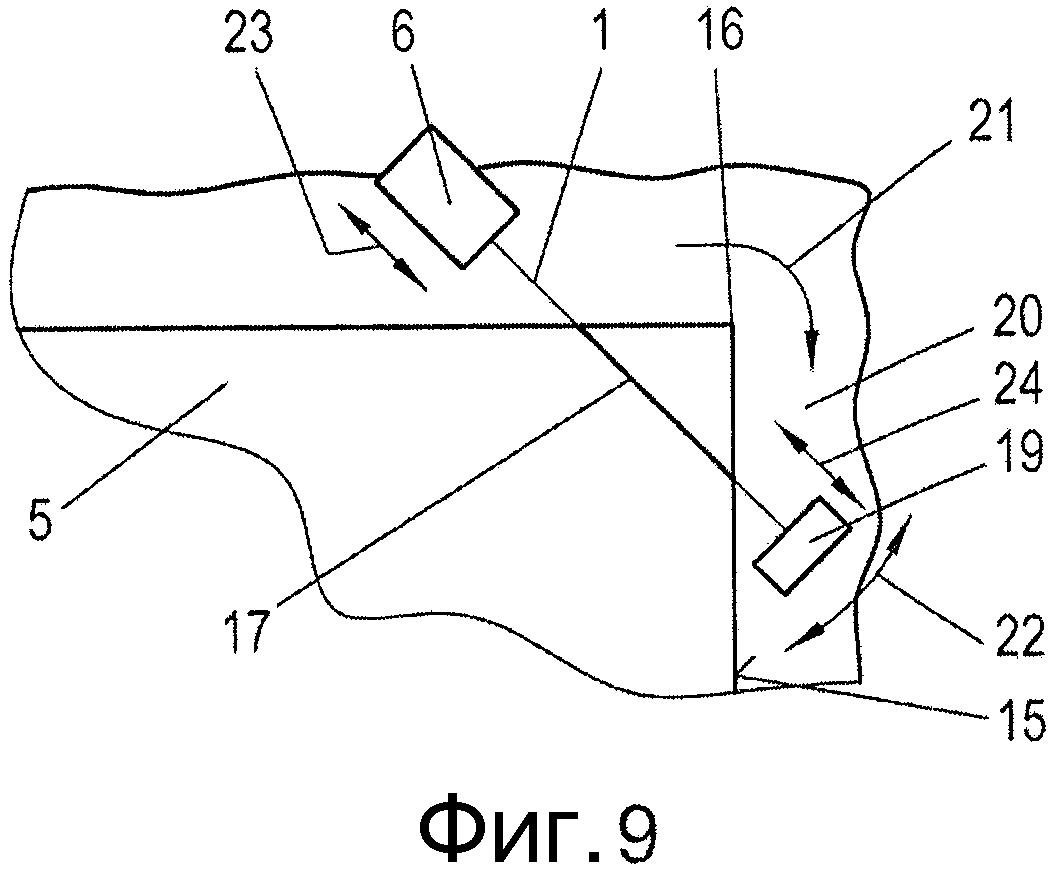
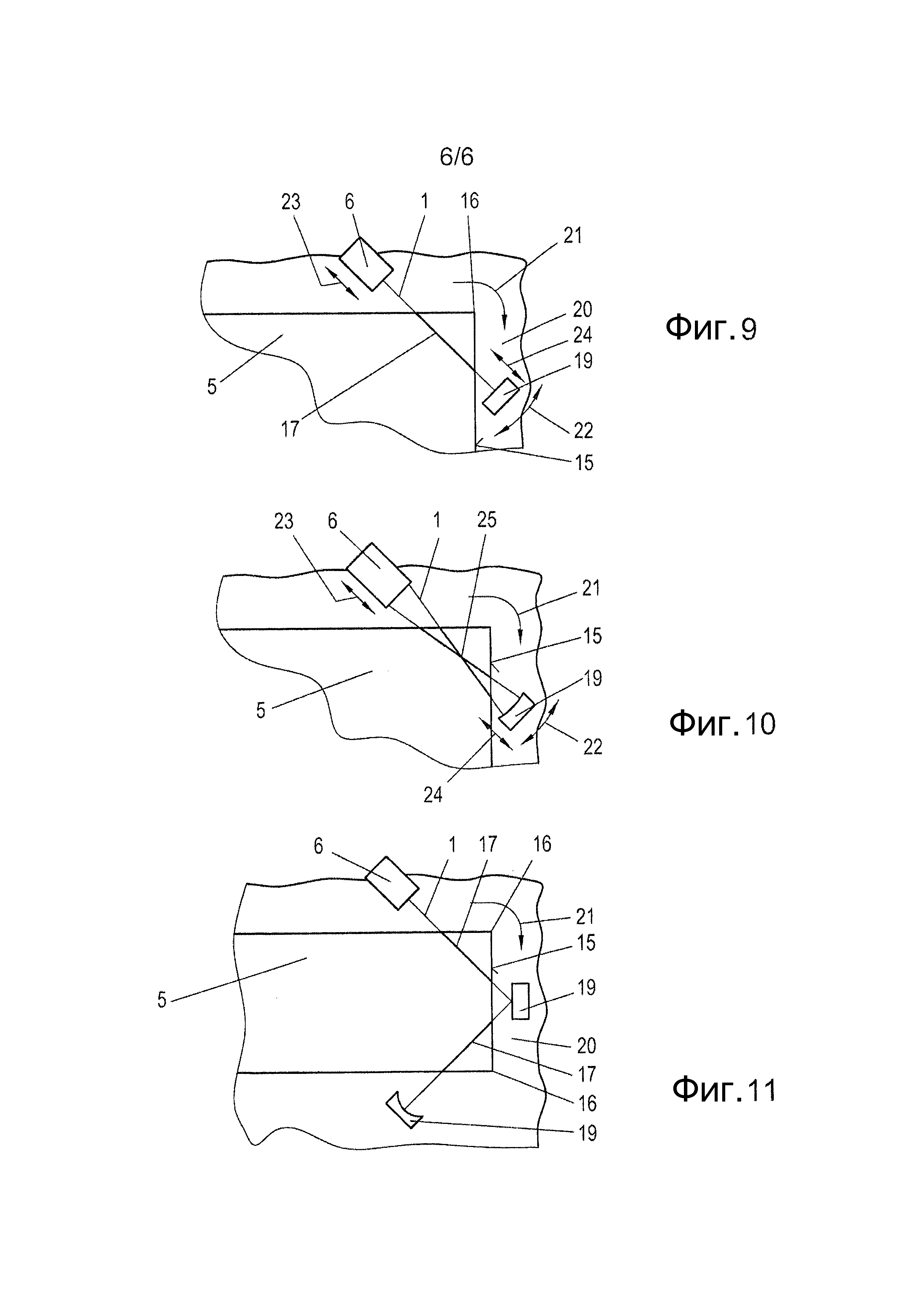
фиг. 9 показывает один вариант осуществления установки для реализации способа в соответствии с изобретением,
фиг. 10 показывает модифицированный вариант осуществления, и
фиг. 11 показывает вариант осуществления, в котором два края одной боковой поверхности обеспечены скосами.
При резке стекла, показанной на фиг. 1, при использовании лазерного излучения с применением эффекта полного отражения лазерного луча от второй поверхности стекла лазерный луч 1 падает на призму 4, при этом угол падения близок к 90°. Угол между перпендикуляром к поверхности стекла 5, подлежащего разделению, и оптической осью лазерного луча 1 больше или равен углу внутреннего полного отражения в стекле 5. Для того чтобы ввести лазерный луч 1 из призмы 4 в стекло 5, подлежащее разделению, важно, чтобы они находились в оптическом контакте. Это достигается на фиг. 1 тем, что в области 2 между призмой 4 и стеклом 5, подлежащим разделению, создан оптический контакт, который создается, например, с помощью специальных жидкостей (воды или глицерина) или (гибких) прозрачных (подобных пленке) материалов 3.
В рамках объема настоящего изобретения может быть предусмотрено, чтобы боковые поверхности призмы 4 имели сложные геометрические формы таким образом, чтобы они производили горячие пятна с определенными конфигурациями (см. фиг. 4).
Оптический контакт между призмой 4 и стеклом 5 также может быть достигнут путем точного выравнивания контактных поверхностей между стеклом 5 и призмой 4, в результате чего максимально допустимый промежуток в области 2 должен быть меньше, чем длина волны излучения.
Преимущества способа, схематически показанного на фиг. 1, состоят в том, что больше не требуются столы отрезных устройств с отражающими поверхностями и что высокий выход с малыми потерями происходит благодаря полному внутреннему отражению.
На фиг. 2 показано, что лазерный луч 1 от источника 6 луча входит в призму 4 и поступает из последней в стекло 5, подлежащее разделению. Луч 1 продолжает оставаться в стекле 5 с многократным полным отражением на расстоянии L и выходит через вторую призму 7 из стекла 5 и отражается от зеркала 8 (отражательной фокусирующей системы) так, что отраженный лазерный луч формирует луч с желательной и требуемой формой.
Практическое применение этой схемы для тонкого стекла показано на фиг. 3a и 3b.
Фиг. 4 показывает схематически и на виде сверху, что на стекле 5 выгодно образовывать горячие пятна в соответствии с чертежом, показанным на фиг. 4. Основной лазерный луч 1 образует горячее пятно 9, показанное на фиг. 4; в свою очередь, отраженные лазерные лучи 10, показанные на фиг. 4, образуют горячие пятна 11 так, чтобы стекло 5 разделилось по разделительной линии 12.
В частном случае функции отражающих компонентов 8, как показано на фиг. 5, могут быть достигнуты за счет специальной формы поверхности 4 призмы 13, показанной на фиг. 5, при этом призма сконструирована с соответствующей формой и снабжена отражающим покрытием.
Также возможно направлять лазерный луч 1 в стекло 5, чтобы достигать эффекта внутреннего полного отражения, с использованием гибких прозрачных материалов, которые усиливают оптический контакт в области 2, в которой они находятся в контакте со стеклом 5, которое должно быть разрезано. В частном случае (см. фиг. 6) это может быть достигнуто с помощью шара 14, изготовленного из прозрачного (упругого) материала, прижимаемого к стеклу 5 (например, шара 14, изготовленного из прозрачного полимера), и лазерного луча 1, направляемого сквозь него.
Как показано на фиг. 7, в способе в соответствии с изобретением для изготовления скосов 17 на боковых поверхностях 15 разделенного стекла 5 используются дополнительные лазерные источники 6, при этом в области ранее произведенного разреза образован промежуток 18.
Хотя это и не показано на фиг. 7 и на фиг. 8, присутствие среды на поверхности стекла в этих вариантах осуществления также принимается во внимание. Эта среда, например вода или глицерин, имеет показатель преломления, который по меньшей мере аналогичен или даже идентичен показателю преломления стекла плоской стеклянной панели. Эта среда, если она - как является наиболее предпочтительным - представляет собой жидкость, обмывает боковую поверхность стеклянной панели, на которой обрабатываются края посредством образования скосов.
В частности, в соответствии с фиг. 7 предусмотрено, что для образования каждого из скосов 17 на боковых поверхностях 15 обеспечен лазерный источник 6. Для каждого лазерного источника 6 предназначен отражатель 19. Лазерные источники 6 и предназначенные для них отражатели 19 перемещаются с помощью приводного устройства (не показано) вдоль боковых поверхностей 15 в области промежутка 18 и создают скосы 17, в соответствии с объяснявшимся выше принципом, на боковых поверхностях 15 стеклянных деталей (стеклянных заготовок), которые образованы деталями из стекла 5.
Следует понимать, что обе боковые поверхности 15 разделенного стекла 5 при производстве скосов 17 не обязательно должны обрабатываться одновременно. Это можно также выполнять последовательно.
Аналогичным образом создать два скоса 17 на одной боковой поверхности 15 стекла 5 не является необходимым, хотя это и предпочтительно. Часто достаточным является только один скос 17 (см. фиг. 8), или же скосы 17 создают последовательно, а это означает более низкую стоимость оборудования.
На фиг. 8 на виде, в значительной степени схематизированном, показано, как создается скос 17 на боковой поверхности 15 стеклянной заготовки, образованной деталями из стекла 5, в области одного края 16 боковой поверхности 15 заготовки с помощью лазерного луча 1. При этом траектория луча может проходить в принципе под влиянием отражателя 19, как показано на фиг. 1-7.
Когда выполняется способ в соответствии с изобретением, может быть выполнен технологический процесс, например, как показано на фиг. 9, 10 или 11.
В варианте осуществления, показанном на фиг. 9, стекло 5, в частности, в области края 16, на котором должен быть произведен скос 17, покрыто средой 20, которая имеет показатель преломления, идентичный показателю преломления стекла (1,4-1,6), или который по меньшей мере приближается к нему. В результате отражения луча 1, выходящего из лазерного источника 6, предотвращаются или по меньшей мере сводятся к минимуму во время прохождения в стекло 5 и во время выхода из него. Эта среда 20, которая действует почти как «оптическая мастика», может быть, например, жидкостью, в частности водой или глицерином.
Среда 20, которая присутствует в области края 16 и покрывает его, также может течь (стрелка 21), то есть обмывать край 16, и это имеет преимущество, заключающееся в том, что вместе с тем область, расположенная за пределами лазерного луча 1, то есть область края 16 стекла, которая должна быть отбита во время образования скоса 17, охлаждается, так что возникают напряжения, которые приводят к образованию трещин, то есть поддерживают производство скоса 17.
В показанном на фиг. 9 варианте способа в соответствии с изобретением для производства скоса 17 лазерный источник 6 также расположен по меньшей мере в области точки выхода лазерного луча 1 из лазерного источника 6 в среду 20. То же самое относится и к отражателю 19, который также расположен по меньшей мере в его области, которая является эффективной для отражения в среде 20. Отражатель 19 может быть выполнен с возможностью поворота (стрелка 22).
В установке, показанной на фиг. 9, лазерный источник 6, а также отражатель 19 можно регулировать, в результате чего можно выполнять регулирование, в частности, в отношении направления лазерного луча 1.
На фиг. 10 показан вариант, в котором сконструирован отражатель 19 с вогнутой отражающей поверхностью таким образом, чтобы лазерный луч 1 был сфокусирован, что обеспечивает повышение эффективности. Кроме того, вариант на фиг. 10 позволяет создать скосы 17 с внешней поверхностью, которая является не плоской, а скорее, выпуклой (округленной или многоугольной). Посредством регулирования лазерного источника 6 (стрелка 23) и/или отражателя 19 (стрелка 24) фокус 25 лазерного луча 1 можно устанавливать таким образом, чтобы производство скоса 17 было оптимизировано.
С помощью способа в соответствии с изобретением, как показано на фиг. 11, можно добиться, чтобы оба скоса 17 производились на боковой поверхности 15 стеклянной панели 5 за одну операцию. Выгодно, когда второй отражатель 19 также выполнен по меньшей мере с его областью, эффективной для отражения, в среде 20, что делает возможным обеспечить переход лазерного луча 1 в стекло 5 и из стекла 5 таким образом, чтобы он происходил по возможности без отражения.
В рамках объема настоящего изобретения принято во внимание, что в процессе производства скоса технологический процесс выполняется лазерными лучами, которые имеют разные длины волн. В этом случае для одного лазерного луча может быть выбрана (первая) длина волны так, чтобы это было особенно выгодно и эффективно для образования трещины, а (вторая) длина волны может быть выбрана для второго лазерного луча так, чтобы это было особенно выгодно и эффективно для открывания трещины. Например, лазерный луч, который отвечает за образования трещины, имеет (первую) длину волны (в зеленом диапазоне), равную 0,5 мкм,; с другой стороны, для второго лазерного луча (например, CO2-лазера для открывания трещины) (вторая) длина волны предпочтительно имеет длину волны, равную 10,6 мкм.
Подводя итог всему вышесказанному, вариант осуществления изобретения может быть описан следующим образом.
После того как стекло разделено, в частности, с помощью лазерного излучения, на заготовки 5, изготовленные из стекла, лазерный луч 1 направляют по меньшей мере на один край 16 боковой поверхности 15 образованной заготовки 5, чтобы отделить стекло от края 16, образуя при этом скос 17, расположенный на боковой поверхности 15. Для образования скоса 17 по меньшей мере один лазерный источник 6 и отражатель 19, предназначенный для него, перемещают вдоль боковой поверхности 15 так, чтобы лазерный луч 1, который образует острый угол с плоскостью заготовки 5, был эффективен для образования скоса 17. Боковая поверхность 15 обмывается жидкостью 20, показатель преломления которой по меньшей мере близок к показателю преломления стекла.
Способ и устройство для наклыдывания дистанционных лент на оконные стекла
Вакуумный элемент и способ его изготовления
Способ изготовления стеклопакета, заполненного газом, отличным от воздуха
Устройство для перемещения плоских элементов
Способ и устройство для герметизации заготовок стеклопакетов
Способ и устройство для смены распорок
Устройство для смешивания
Устройство с поворотными секциями
Устройство для ламинирования пластинообразных предметов
Способ транспортировки заготовок стеклопакетов
Способ и устройство для наклыдывания дистанционных лент на оконные стекла
Вакуумный элемент и способ его изготовления
Способ изготовления стеклопакета, заполненного газом, отличным от воздуха
Устройство для перемещения плоских элементов
Способ и устройство для герметизации заготовок стеклопакетов
Способ и устройство для смены распорок
Устройство для смешивания
Устройство с поворотными секциями
Устройство для ламинирования пластинообразных предметов
Способ транспортировки заготовок стеклопакетов

