СПОСОБ И УСТРОЙСТВО ДЛЯ НАКЛЫДЫВАНИЯ ДИСТАНЦИОННЫХ ЛЕНТ НА ОКОННЫЕ СТЕКЛА
Вид РИД
Изобретение
Изобретение относится к устройству с признаками ограничительной части пункта 1 формулы изобретения. Изобретение относится также к способу накладывания дистанционных лент на оконные стекла.
Обычно дистанционные рамки между стеклами стеклопакета, включающего в себя два или более оконных стекол, состоят из алюминиевых или стальных полых профилей.
Из DE 3002904 А известна дистанционная рамка в форме ленты с прямоугольным поперечным сечением, называемая часто «Swiggle-Strip», которая, снабженная защитной пленкой, исходит от питающего барабана или моталки и с помощью устройства («накладывающая головка»), оснащенного головкой, установленной с возможностью поворота, накладывается на оконное стекло. Дистанционные рамки, имеющие форму ленты, выполненные на основе бутилового каучука, являются вязко-пластичными, обладают сильными клеящими свойствами (что желательно для достижения газоплотного соединения вначале с первым, а затем со вторым оконным стеклом стеклопакета), имеют вязкость, сильно зависящую от температуры.
В US 6378586 В1 раскрыто устройство для установки клейких дистанционных рамок на отдельные, лежащие горизонтально оконные стекла. Известное устройство содержит (фиг.9-13) две накладывающих головки, которые наносят дистанционные рамки на одно отдельное оконное стекло, причем каждой из двух накладывающих головок придана определенная область оконного стекла. Одна накладывающая головка 300 придана лишь к направлению подачи параллельно кромке оконного стекла. Другая накладывающая головка 200 перемещается при помощи комбинированного перемещения оконного стекла и самой накладывающей головки, проходящего вдоль трех других кромок оконного стекла. Таким образом, накладывающие головки известного из US 6378586 B1 устройства имеют другую «задачу».
В последнее время были разработаны упруго-пластичные дистанционные ленты, которые значительно менее чувствительны к воздействию температуры, на основе полиуретана или аналогичного материала, и которые также имеют прямоугольное поперечное сечение, являются более устойчивыми в отношении формы и размеров, чем так называемые «Swiggle-strip», на строке, которая впоследствии будет наружной, имеют диффузионный барьер, например, с помощью каширования из алюминиевой фольги, и на узких сторонах, предназначенных для склеивания с оконными стеклами, снабжены изготовителем тонким слоем, прикрытым защитной пленкой до нанесения ленты, состоящим из клея, обладающего сильной адгезией.
Из DE 102 12 359 А известны способ и устройство для нанесения такой ленты по меньшей мере на одно оконное стекло стеклопакета, состоящего по меньшей мере из двух оконных стекол.
Из DE 103 50 312 А известна установка для изготовления стеклопакетов, которая имеет устройство для накладывания упруго-пластичной ленты. Это устройство для накладывания упруго-пластичной ленты в качестве дистанционной ленты при изготовлении стеклопакетов включает в себя питающую моталку для ленты, несколько приводных направляющих роликов для ленты и прижимную головку для ленты, установленную с возможностью перемещения относительно первого оконного стекла. В отличие от уровня техники, используется упруго-пластичная лента, боковые поверхности которой еще не покрыты клеем. Более того, его наносят на ее обе боковые поверхности лишь непосредственно перед накладыванием ленты. Для этого между питающей моталкой и прижимной головкой предусмотрены сопла, которые расположены напротив друг друга и покрывают боковые поверхности ленты клеем.
В частности, в случае изготовления стеклопакета, состоящего из нескольких оконных стекол, т.е. стеклопакета с тремя или более оконными стеклами, которые соединены между собой посредством дистанционных лент, при использовании известного устройства невозможна быстрая работа, позволяющая экономить время, так как нужно наносить дистанционные ленты на два оконных стекла последовательно друг за другом, и лишь после этого элемент стеклопакета имеет возможность соединения со стеклом, снабженным дистанционной лентой (=оконное стекло с наложенной дистанционной лентой) и покрывающим стеклом (=оконное стекло без наложенной дистанционной ленты).
Также при изготовлении стеклопакета, состоящего из двух оконных стекол, часто можно было бы сэкономить время, если бы можно было бы накладывать дистанционные ленты одновременно на несколько оконных стекол.
Задача изобретения, поэтому, состоит в том, чтобы предложить устройство и способ указанного вначале вида, с помощью которых в процессе изготовления стеклопакетов возможно накладывание гибких, в частности, упруго-пластичных дистанционных лент на оконные стекла с экономией времени и с меньшими издержками, чем прежде.
Эта задача решается согласно изобретению с помощью устройства, обладающего признаками пункта 1 формулы изобретения.
Задача, касающаяся способа, решается с помощью независимого пункта формулы изобретения, направленного на способ.
Преимущественные и предпочтительные варианты выполнения изобретения являются предметом зависимых пунктов формулы изобретения.
Благодаря тому, что в устройстве согласно изобретению предусмотрено больше одной накладывающей головки, можно покрывать дистанционной лентой два оконных стекла одновременно. Таким образом, является возможным нанесение гибких дистанционных лент с экономией времени.
В частности, если с помощью устройства согласно изобретению следует покрыть дистанционными лентами оконные стекла одинаковой величины и одинаковой формы контура, оправдывает себя вариант выполнения изобретения, при котором накладывающие головки, относящиеся к устройству согласно изобретению, установлены с возможностью синхронного перемещения.
В частности, изобретение для изготовления стеклопакета с тремя оконными стеклами позволяет применять способ, который работает, например, следующим образом: первое оконное стекло (покрывающее стекло) входит в установку, не подвергаясь нанесению на него дистанционной ленты, и проходит через установку. После этого второе оконное стекло, т.е. оконное стекло, на которое должна наноситься дистанционная лента (1-е стекло, снабжаемое лентой), перемещается вплоть до второй в направлении перемещения накладывающей головки, там захватывается удерживающим устройством, например, присасывается, замеряется и перемещается на удерживающем устройстве в исходное положение для накладывания.
Как только это произойдет или, насколько возможно, с перекрытием во времени третье оконное стекло (2-е стекло, снабжаемое лентой) перемещается вплоть до первой в направлении перемещения накладывающей головки, там захватывается другим удерживающим устройством, предусмотренным там, и перемещается в исходное положение для накладывания. Как только это произошло, обе накладывающие головки приводятся в движение и благодаря комбинированному движению оконных стекол, с одной стороны (предпочтительно в горизонтальном направлении), и накладывающих головок в перпендикулярном относительно этого движения направлении (предпочтительно, по существу, вертикально вверх и вниз), с другой стороны, на край обоих оконных стекол наносится соответствующая дистанционная лента.
Благодаря тому, что величина первого стекла, снабжаемого лентой, в области накладывающей головки, расположенной на стороне выхода, замеряется с помощью устройства для измерения оконного стекла, управление перемещениями головок для накладывания, с одной стороны, и оконных стекол (с помощью удерживающих устройств, приданных им), с другой стороны, может осуществляться таким образом, что дистанционная лента наносится (накладывается) на желаемом расстоянии от внешнего края оконного стекла.
В предпочтительной форме выполнения к установке согласно изобретению после устройства для заделывания вначале еще открытых углов в дистанционной рамке и перед прижимным прессом, установленным после него, в частности, прессом, в котором элементы (камеры) стеклопакета заполняются газом, подключается буферный накопитель. Этот буферный накопитель, который имеет, например, шесть секций для оконных стекол, позволяет выровнять различные рабочие циклы и процессы между устройством согласно изобретению и прессом (заполняющим газом). Пресс, в частности, пресс, заполняющий стеклопакет газом, может быть выполнен с одной или двумя подвижными прижимными плитами и в остальном быть устроен и работать таким образом (аналогично), как это известно из EP 0 603 148 A, EP 0 674 085 A, EP 0 674 086 A или EP 0 674 087 A.
Накопитель может быть выполнен и приводиться в действие так, как это само по себе известно из EP 0 816 265 A или EP 0 704 389 A.
Другие подробности и признаки изобретения понятны из последующего описания примера выполнения устройства согласно изобретению на основе чертежей.
Показывают:
|
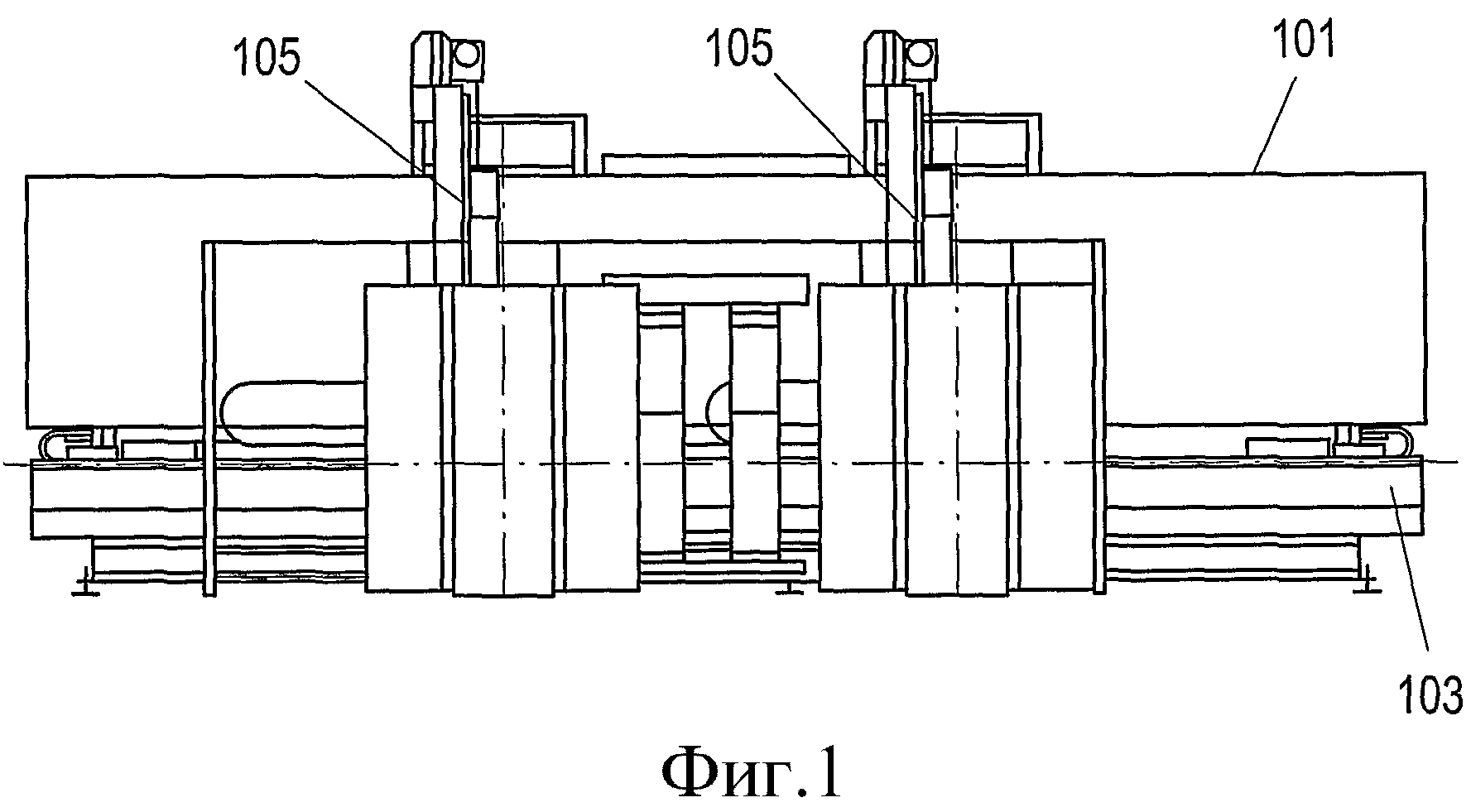
Форма выполнения устройства для накладывания (упруго-пластичных) дистанционных лент на оконные стекла в ходе изготовления стеклопакета, состоящего из нескольких стекол, в примере выполнения стеклопакета, состоящего из трех стекол, показанная на фиг.1 и 2 в качестве примера, имеет следующее основополагающее строение.
Устройство включает в себя опорную стенку 101, направленную, по существу, вертикально, в нормальном случае наклоненную назад на несколько градусов, приблизительно на 5° относительно вертикали, на которой удерживаются оконные стекла. Опорная стенка 101 может быть стенкой с роликами, стенкой с воздушной подушкой или просто стенкой с гладкой поверхностью.
На нижнем крае опорной стенки 101 предусмотрен линейный транспортер 103, который имеет любую форму выполнения и может, например, иметь ряд роликов или транспортерных лент. Также является возможным и при некоторых обстоятельствах предпочтительно, если линейный транспортер 103 разделен на несколько транспортирующих участков.
В нижней области опорной стенки 101, в частности, близко над линейным транспортером 103, предусмотрены удерживающие устройства для оконных стекол, подвергаемых накладыванию дистанционной ленты. Эти удерживающие устройства настроены для того, чтобы удерживаемое оконное стекло перемещать горизонтально, т.е. поперек направления движения накладывающей головки 107. Для этого удерживающие устройства оснащены, например, всасывающими головками, транспортерными лентами, находящимися под пониженным давлением, или т.п.
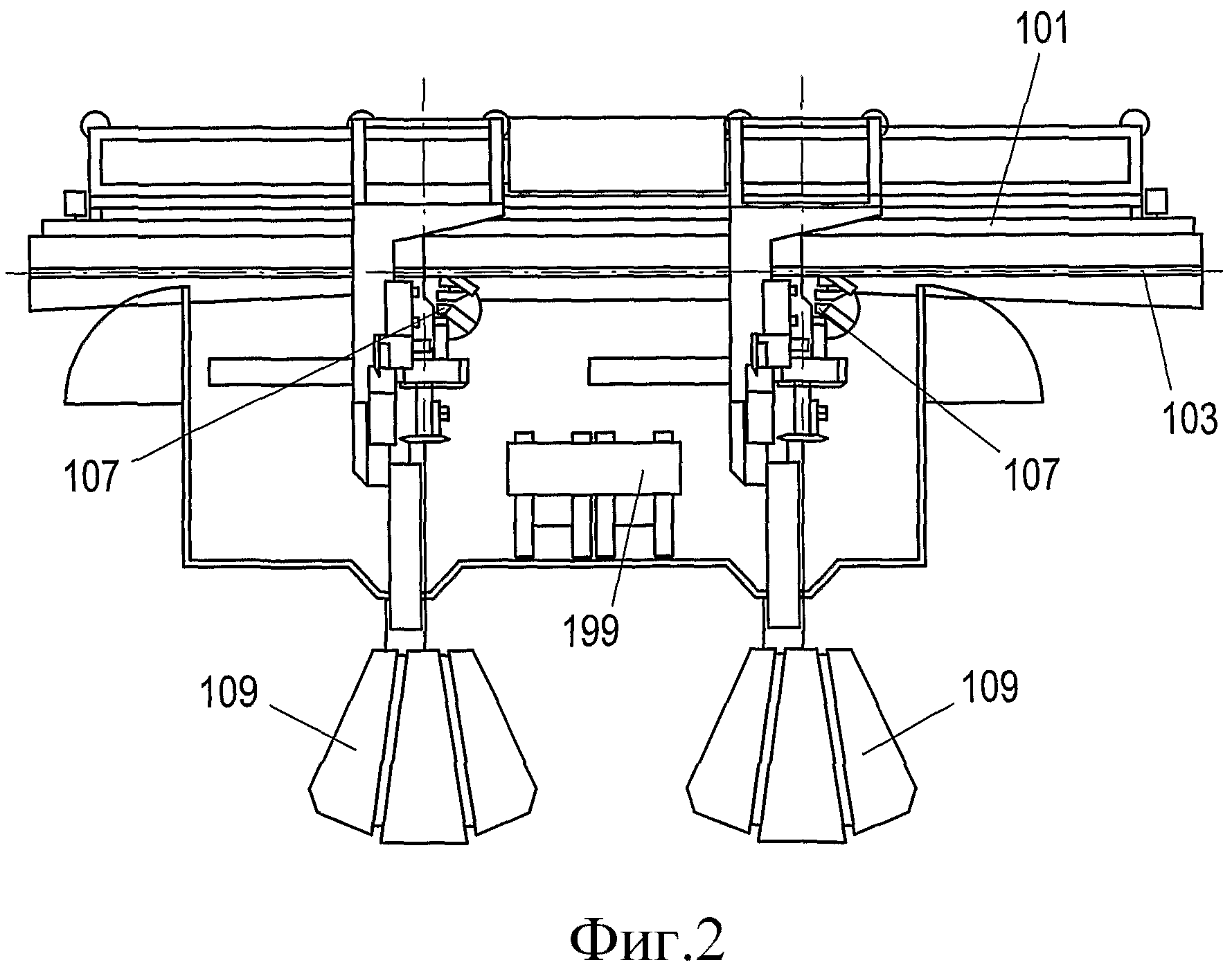
На расстоянии перед опорной стенкой 101 и параллельно ей предусмотрены линейные направляющие 105 (вертикальные оси), ориентированные в вертикальной плоскости, для двух накладывающих головок 107, с помощью которых можно накладывать (упруго-пластичные) дистанционные ленты на оконные стекла.
К накладывающим головкам 107 направляются дистанционные ленты с питающих барабанов, которые размещены в корпусах 109. При этом корпуса 109 могут быть кондиционированы, т.е. выполнены в виде климатических камер. Подача дистанционных лент к накладывающим головкам может осуществляться, например, так, как это само по себе известно из DE 103 50 312 А.
В показанном примере выполнения между обеими накладывающими головками 107 предусмотрено питающее устройство 199 для клея на основе бутилового каучука, которое обеспечивает клеем обе накладывающие головки 107, так что с помощью сопел, предусмотренных в накладывающих головках, может осуществляться нанесение (напыление) клея на боковые поверхности дистанционной ленты.
Конструкции накладывающих головок 107 и устройств, в которых предусмотрены питающие барабаны, могут, по существу, соответствовать накладывающим головкам, раскрытым в DE 102 12 359 А.
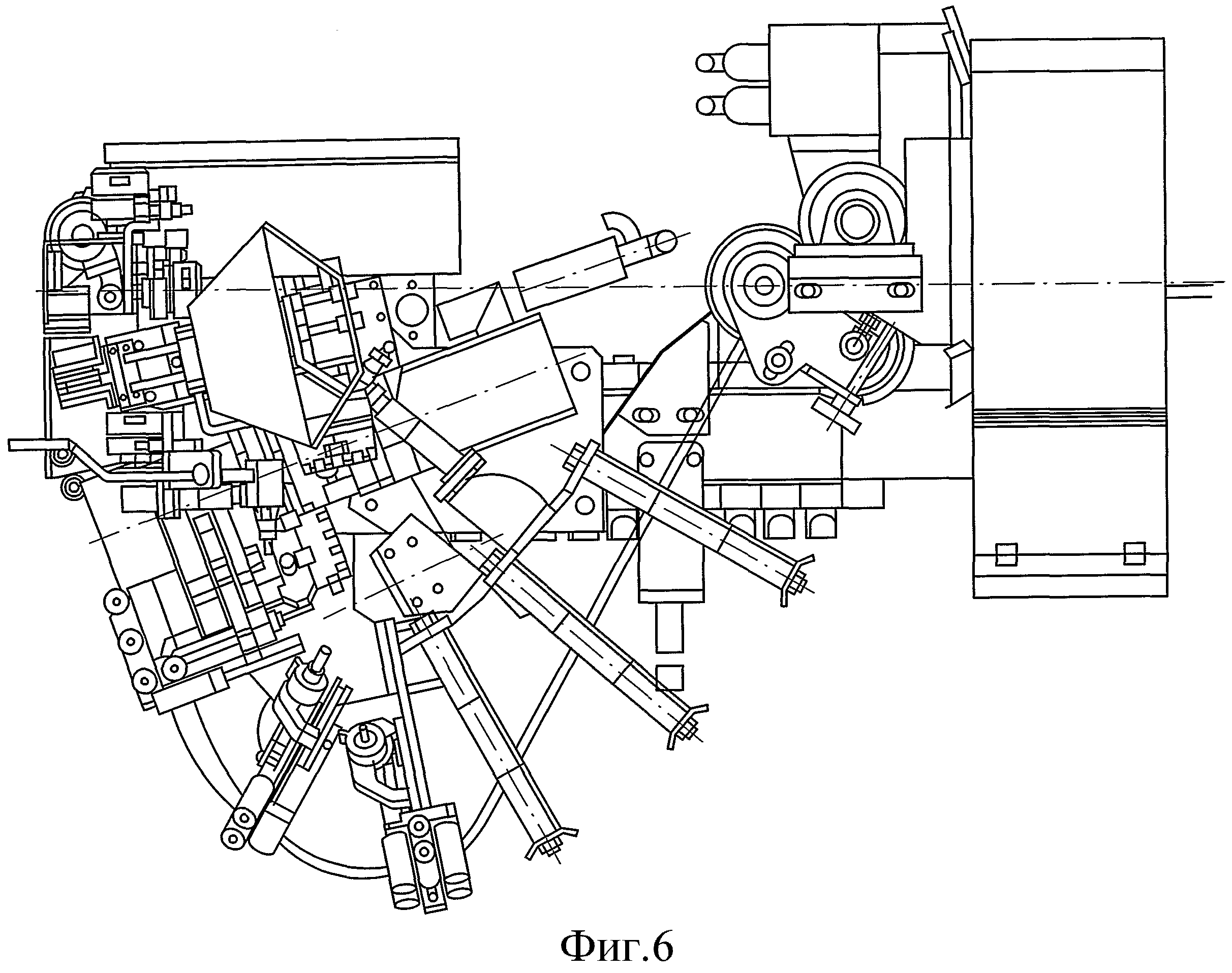
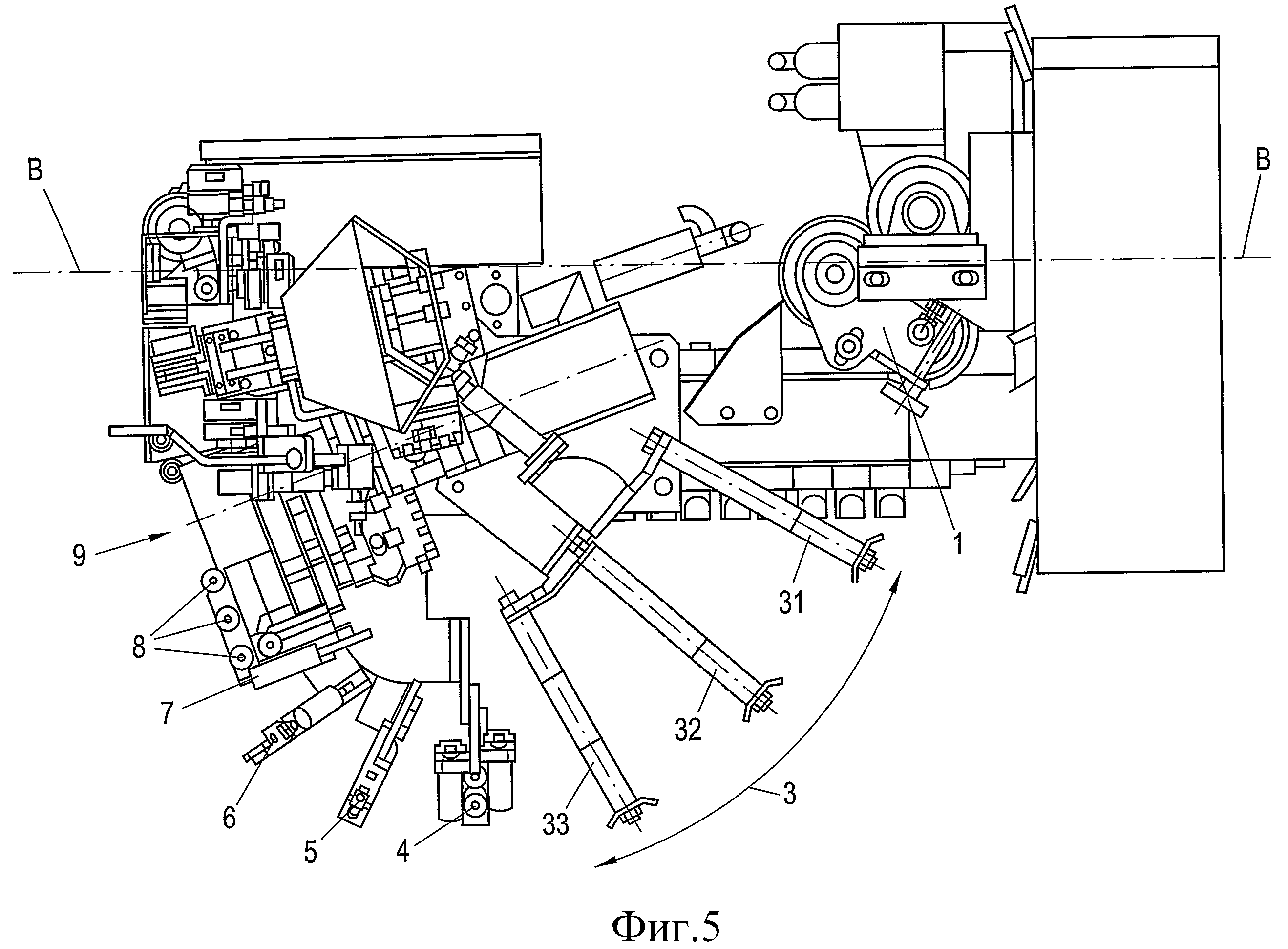
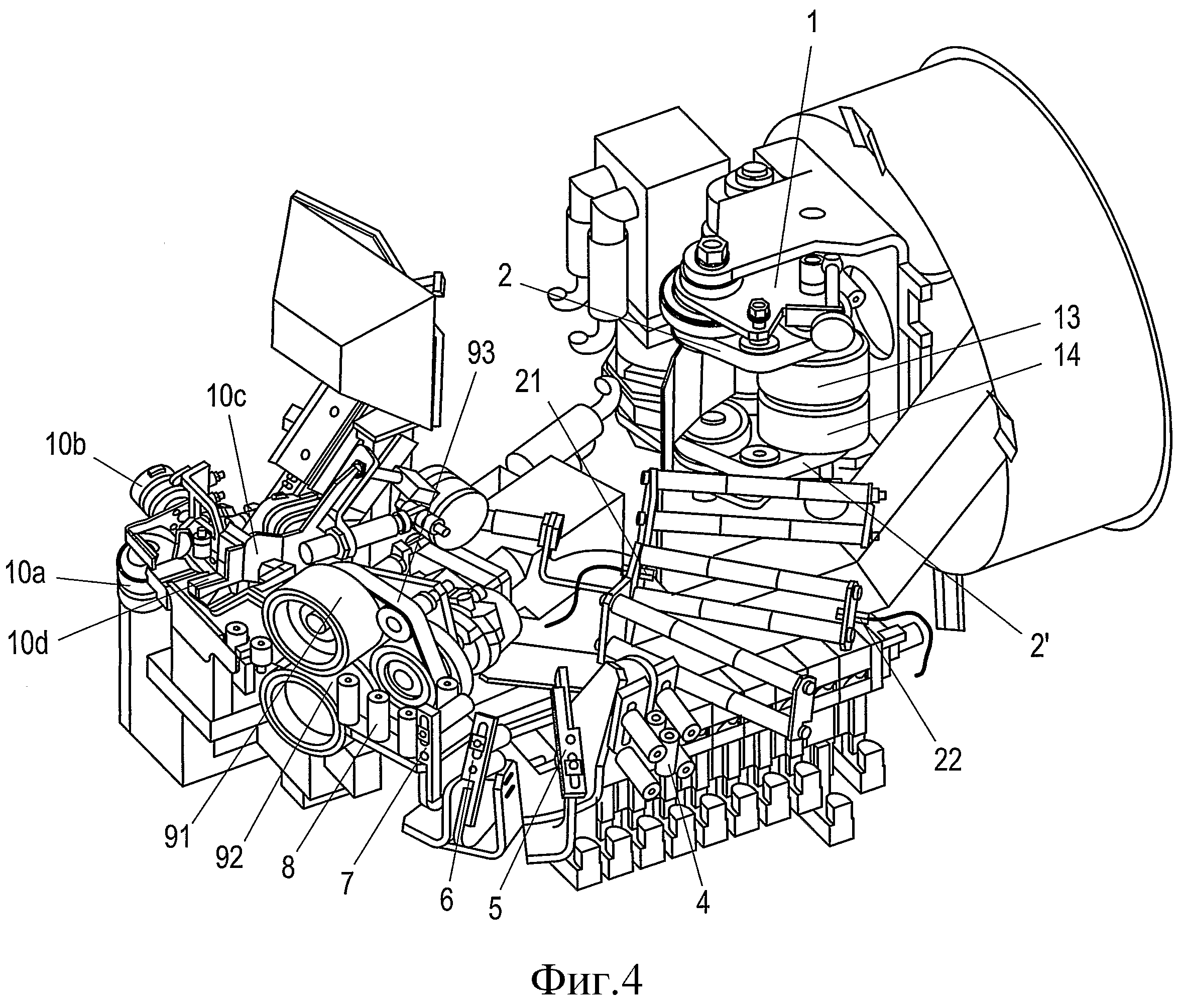
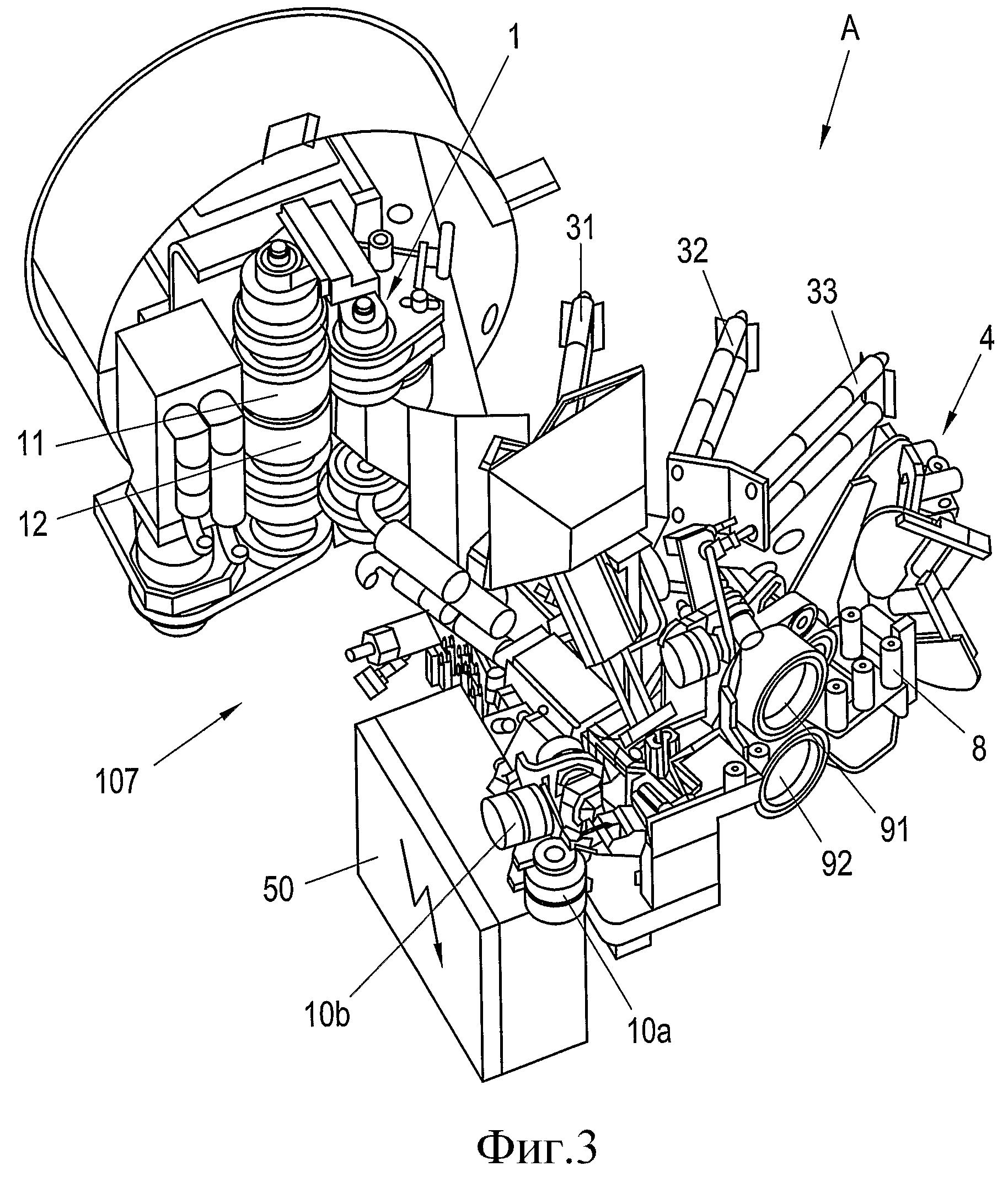
Такая конструкция описывается ниже на основе фиг.3-6, которые соответствуют фиг.1-4 документа DE 102 12 359 А.
Накладывающая головка 107, которая для объезда, как правило, четырех боковых краев оконного стекла установлена известным само по себе способом с возможностью пошагового поворота вокруг оси B-B фиг.5, включает в себя функционально важные в настоящей взаимосвязи части, следующие в направлении транспорта ленты от не показанного питающего барабана к месту накладывания:
|
С помощью устройства согласно изобретению и способа согласно изобретению, в частности, при изготовлении тройных стеклопакетов (von Dreifach-Isolierglaselementen), получается улучшенное время цикла, так как можно покрывать дистанционной лентой одновременно два оконных стекла. Другое преимущество состоит в том, что требуется одно (единственное) устройство 199 снабжения бутилом обеих головок 107 для накладывания.
Далее, устройство согласно изобретению позволяет держать до восьми различных дистанционных рамок в секциях снабжения (климатических камерах-корпусах 109) устройства, так что сокращается время замены при изменении дистанционных лент, или если желательны другие воздушные камеры между оконными стеклами.
Устройство согласно изобретению позволяет также осуществлять накладывание дистанционных лент различных размеров, в частности, по ширине, синхронно или асинхронно на два стекла, снабжаемых лентами, что желательно или требуется для стеклопакетов с тремя стеклами с различной толщиной воздушных камер.
Преимуществом устройства согласно изобретению является также то, что имеются раздельные зоны надежности, что предпочтительно для ухода, очистки и защиты от нарушения герметичности.
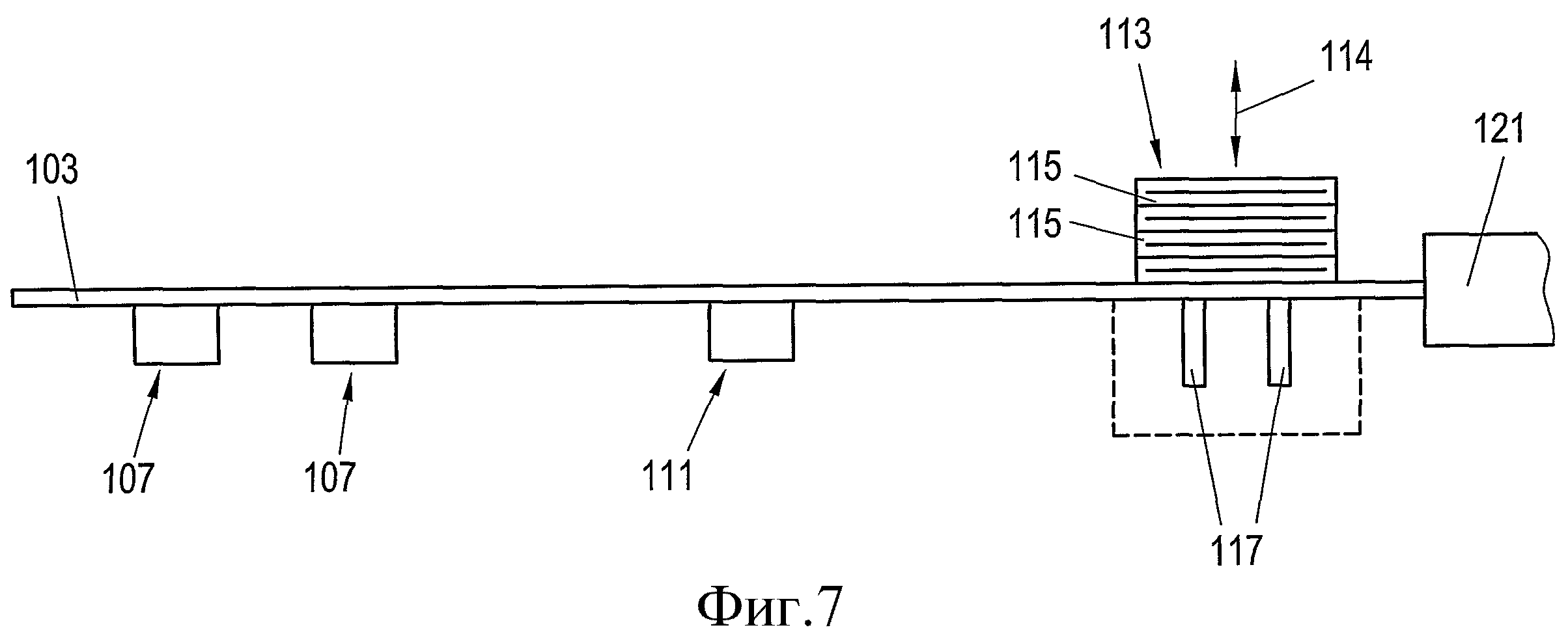
Фиг.7 показывает упрощенный, схематичный вид сверху части установки для изготовления стеклопакета с устройством согласно изобретению, содержащим две накладывающих головки 107, линейный транспортер 103, секцию 111 для замыкания углов в дистанционной ленте, наложенной на оконное стекло, накопитель 113 с секциями 115 и пресс 121, например, пресс для заполнения газом, с двумя подвижными прижимными плитами.
Накопитель 113 выполнен с возможностью регулирования в поперечном направлении (стрелка 114) для ориентирования секций 115 на рельсах 117.
Покрывающие стекла и оконные стекла, на которые наложена дистанционная лента в качестве дистанционной рамки («стекло с накладкой»), транспортируются линейным транспортером 103 к буферному накопителю 113 и располагаются для промежуточного хранения в его секциях, пока они по потребности и в правильной последовательности не переместятся из буферного накопителя 113 в пресс 121.
Буферный накопитель 113 позволяет также переместить оконные стекла обратно на линейный транспортер 103, что может потребоваться, если недостает стекла в собираемом пакете (например, если оно повреждено и подлежит удалению).
Буферный накопитель 113 можно настроить таким образом, что оконные стекла (в частности, крупноформатные стекла) могут транспортироваться мимо буферного накопителя 113 непосредственно в пресс 121.
Резюмируя, можно описать пример выполнения изобретения следующим образом:
устройство для одновременного накладывания упруго-пластичных дистанционных лент на два оконных стекла идентичного контура и идентичных размеров имеет две накладывающих головки 107, которые установлены с возможностью перемещения по линейным осям 105, по существу, вертикально вверх и вниз. Накладывающие головки 107 перемещаются синхронно, как и оба оконных стекла с помощью приданных им удерживающих устройств, которые перемещают оконные стекла в направлении, перпендикулярном направлению перемещения накладывающих головок 107. Таким образом, достаточно замерить единственное оконное стекло тройного стеклопакета (eines Dreifach-Isolierglaselementes) и можно оба снабжаемых лентой оконных стекла элемента стеклопакета покрывать одновременно дистанционными лентами, так что экономится время, и оба оконных стекла с накладками можно смонтировать с покрывающим стеклом за короткий промежуток времени в стеклопакет с тремя стеклами.
Вакуумный элемент и способ его изготовления
Способ изготовления стеклопакета, заполненного газом, отличным от воздуха
Устройство для перемещения плоских элементов
Способ и устройство для смены распорок
Устройство для смешивания
Способ и установка для создания скосов на краях плоского стекла
Способ и устройство для заполнения краевого шва стеклопакета уплотнительной массой
Транспортировочное устройство
Вакуумный элемент и способ его изготовления
Способ изготовления стеклопакета, заполненного газом, отличным от воздуха
Устройство для перемещения плоских элементов
Способ и устройство для смены распорок
Устройство для смешивания
Способ и установка для создания скосов на краях плоского стекла
Способ и устройство для заполнения краевого шва стеклопакета уплотнительной массой
Транспортировочное устройство

