Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении стеновых изделий в виде безобжиговых кирпичей и блоков.
Известен способ изготовления стеновых керамических изделий из сырьевой смеси, содержащей глиежи и микрокремнезем, включающий приготовление шихты с влажностью 16%, формование, сушку, обжиг при 900-950°С и увлажнение изделия после обжига (Патент РФ №2130912 С1, дата приоритета 07.10.1997, дата публикации 27.05.1999, авторы: Садович М.А., Лохова Н.А. и др., RU).
Недостатком известного способа является высокая энергоемкость из-за необходимости обжига изделий, а также длительность процесса, обусловленная дополнительным увлажнением изделий после обжига.
Известен способ изготовления стеновых изделий из сырьевой смеси, содержащей глиеж фракции 0-50 мм, цемент и воду, принятый в качестве прототипа, включающий перемешивание компонентов сырьевой смеси, формование с применением формы-опалубки, выдерживание в опалубке до твердения (Патент РФ №2417202 С1, дата приоритета 28.09.2009, дата публикации 27.04.2011, авторы: Сердюков А.А. и др., RU, прототип).
Недостатком прототипа является низкая прочность получаемого стенового материала из-за пористого малопрочного заполнителя-глиежа и неоднородности его состава от пласта к пласту, вследствие чего возможны колебания прочности изделий от партии к партии. К тому же указанные прочностные характеристики могут не соответствовать действительности, так как данная композиция относится к мелкозернистым легким бетонам с расходом цемента на 1 м3 15-16%, и, согласно ГОСТ 6133 «Камни бетонные стеновые. Технические условия», камни из легких бетонов имеют марки: 100, 75, 50, 35, 25, а изготовление по литьевой технологии не дает заявленного упрочнения. Кроме того, в связи с тем, что сырьевая смесь остается в формах, по меньшей мере, на 7 дней для естественного твердения, требуется большое количество форм, соответственно мала их оборачиваемость, что приводит к низкой производительности труда.
Задачей изобретения является повышение прочности и однородности стенового материала - безобжигового кирпича на основе глиежей и повышение производительности труда при его производстве.
Для решения поставленной задачи в способе изготовления стеновых изделий, включающем перемешивание компонентов сырьевой смеси до однородного состояния, формование с уплотнением, твердение и сушку, согласно изобретению, в способе используют сырьевую смесь при следующем соотношении компонентов, мас. %: глиеж фракции 0-5 мм - 68-78, цемент - 8-17, химический модификатор - 0,3-0,5% от массы цемента, вода - остальное, формование с уплотнением осуществляют при давлении 20,0-32,0 МПа до достижения значения коэффициента уплотнения в пределах 1,59-1,64, а твердение отформованных изделий осуществляют на поддонах поэтапно под гидроизоляционной пленкой, при этом на первом этапе твердение осуществляют выдержкой при температуре 35-45°С не менее 12 часов, а на втором этапе - при температуре 20-35°С в течение 12 часов.
Качество, однородность свойств смеси и повышение долговечности изделий на глиеже обеспечивается применением химических модификаторов. В качестве химического модификатора использовали добавки для полусухого прессования, соответствующие требованиям ГОСТ 24211-2008, ГОСТ 30459-2008, например: Murasan BWA16 (ТУ 5745-009-51552155-2005) в виде жидкости голубого цвета, плотностью 1,005-1,015 кг/дм3; Murasan BWA 17 (ТУ 5745-054-51552155-2008) в виде жидкости белого цвета, плотностью 1,005-1,02 кг/дм3, расходом 0,3-0,5% от массы цемента.
Гранулометрический состав глиежей находится в пределах 0-5 мм, причем может быть увеличенное содержание фракции 2,5 для обеспечения прочности или 0,16 и менее для улучшения качества поверхности, либо с приблизительно равным содержанием промежуточных фракций.
Усредненный химический состав горелых пород, мас. %: SiO2 - 63,95; Al2O3 - 19,71; Fe2O3 - 8,0; СаО - 2,61; MgO - 1,58; SO3 - 0,05; Na2O - 0,30; K2O - 2,81; п.п.п. - 1,02. Проведенные исследования позволяют считать, что горелые породы более приближаются по внешнему виду, по структуре и физико-механическим свойствам к обожженному керамическому черепку.
При смешивании глиежа с цементом и добавками при прессовании мелкоштучного стенового материала получается материал, схожий по свойствам с керамическим кирпичом. Яркая, красивая и вполне устойчивая окраска многих разновидностей горелых пород дает возможность получать стеновой материал с разными оттенками красного и бурого цвета.
Задача преодоления неоднородности в составе и строении глиежей также решена технологически - выбором способа формования стеновых изделий, например, вибропрессованием или полусухим прессованием.
Наиболее эффективной технологией изготовления изделий на основе глиежа является полусухое прессование. Этому способствует низкая прочность горелых пород и их относительно высокая пористость, что приводит к получению безобжигового кирпича плотностью, соответствующей требованиям ГОСТ 530-2012. Изделия из более плотных пород по этой технологии получаются слишком тяжелые, соответственно с высокой теплопроводностью.
Метод полусухого прессования дает возможность получить кирпич на основе глиежа идеальной формы с минимальными отклонениями геометрических размеров и глянцевой поверхностью всех плоскостей.
При этом методе под влиянием взаимного трения и частичного дробления мелко-дисперсных частиц инертного заполнителя - глиежа происходит срыв окисных пленок с поверхности его частиц, с образованием свободных от оксидов открытых ювенильных поверхностей, в связи с чем частицы слипаются и впрессовываются в сопряженные поверхности, вызывая эффект когезии.
Для приготовления смеси подготавливают и дозируют сырьевые компоненты согласно составам, приведенным в таблице. Сырье - глиеж и цемент - из расходных бункеров подаются в емкости весового дозатора, оттуда в смеситель, где происходит их перемешивание. Расчетное количество указанной добавки насосом через весовой дозатор подается в весовой дозатор воды, необходимая доза которой впрыскивается через систему форсунок. Все компоненты в смесителе перемешиваются в течение не менее 80 с. Готовая смесь подается в приемный бункер пресса для формования изделий. Качество формования обеспечивается величиной давления прессования 20,0-32,0 МПа и достижением значения коэффициента уплотнения в пределах 1,59-1,64.
Отформованные изделия укладывают в транспортные поддоны на стеллажи для предварительной выдержки. Заполненные стеллажи упаковываются полиэтиленовой пленкой и перемещаются в камеру нормального твердения с установленной температурой не менее 35°С и не более 45°С. Время нахождения изделий в камере не менее 12 часов. Затем еще 12 часов при температуре 20-35°С, после чего поддоны с изделиями отгружают на склад готовой продукции.
Ниже указана таблица результатов, в которой приведены составы и физико-механические свойства безобжигового стенового материала на основе глиежей, полученного с применением заявленной технологии их производства.
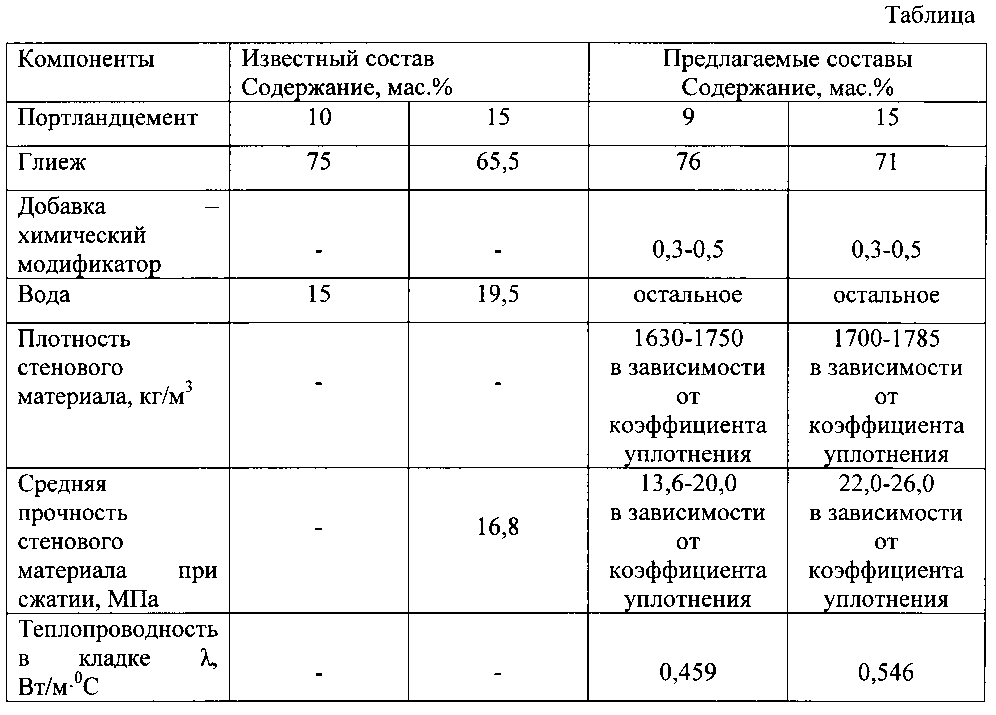
Согласно таблице преимущество безобжиговых стеновых материалов (в виде кирпича или блока) из приведенных составов состоит в том, что они имеют достаточно высокие показатели прочности, приравненные и превосходящие керамический кирпич при той же средней плотности. При этом они обладают хорошим внешним видом, четкими геометрическими размерами, окраской от красной до бурой, что позволяет использовать стеновые материалы в качестве лицевого кирпича. По средней плотности они сопоставимы или с условно-эффективными керамическими материалами, или с эффективными при наличии технологических пустот.
Вместе с тем технология производства данного безобжигового стенового материала является более эффективной в связи с обеспечением однородности и повышением прочности получаемого материала на основе глиежа, а также в связи с повышением производительности труда за счет сокращения времени твердения и изменения условий выдержки при твердении.
Способ изготовления стеновых изделий, включающий перемешивание компонентов сырьевой смеси до однородного состояния, формование с уплотнением, твердение и сушку, отличающийся тем, что в нем используют сырьевую смесь при следующем соотношении компонентов, мас.%: глиеж фракции 0-5 мм - 68-78, цемент - 8-17, химический модификатор - 0,3-0,5% от массы цемента, вода - остальное, формование с уплотнением осуществляют при давлении 20,0-32,0 МПа до достижения значения коэффициента уплотнения в пределах 1,59-1,64, а твердение отформованных изделий осуществляют на поддонах поэтапно под гидроизоляционной пленкой, при этом на первом этапе твердение осуществляют выдержкой при температуре 35-45°С не менее 12 часов, а на втором этапе - при температуре 20-35°С в течение 12 часов.Устройство для определения направления движения электролита в алюминиевом электролизере
Устройство для дожигания анодных газов алюминиевого электролизера
Установка для непрерывного литья плоских слитков
Анодный блок алюминиевого электролизера
Способ полунепрерывного литья слитков из алюминиевых сплавов
Сплав белого цвета на основе золота 585 пробы
Способ окисления углерода, содержащегося в электролите алюминиевого электролизера
Устройство для пофазной компенсации реактивной мощности
Драга
Вакуумный ковш для выливки жидкого металла
Способ приготовления металлических наночастиц железа
Защитное покрытие фундамента
Керамическая масса для изготовления кирпича

