Результат интеллектуальной деятельности: СПОСОБ ЗАЩИТЫ КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВАНИЯ И/ИЛИ ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к контейнерам для длительного хранения и транспортировки отработавшего ядерного топлива (ОЯТ), в частности к способам защиты стакана, являющегося основным элементом конструкции контейнера, в котором размещается ОЯТ.
Стакан, выполненный в виде тяжелой отливки из высокопрочного чугуна с шаровидным графитом либо совмещенный с днищем за одно целое, снабжен наружной оребренной оболочкой (кольцевым кожухом) из нержавеющей стали. Особенностью высокопрочного чугуна с шаровидным графитом является наличие на поверхностях отливки выступающих зерен графита, что обуславливает специфические требования к надежности сцепления наносимого покрытия и его устойчивости к радиационному воздействию.
Специфические разрушения внутренних поверхностей контейнера для транспортирования и/или хранения ОЯТ связаны с их высокой температурой разогрева вследствие интенсивного выделения тепла ОЯТ, нейтронного излучения.
Для повторного применения контейнера для транспортирования и/или хранения ОЯТ его подвергают многостадийной обработке дезактивирующими составами. По мере воздействия дезактивирующего состава происходит износ внутреннего пространства стакана.
Из уровня техники известен транспортный упаковочный комплект (ТУК) для транспортирования и хранения отработавших тепловыделяющих сборок (ОТВС) (RU 56704 U1, МПК G21F 5/008, 2006).
ТУК содержит корпус контейнера с установленными на его боковой поверхности подъемными цапфами, внутреннюю и наружную крышки, выполненные из нержавеющей стали, установленные на корпусе со средствами крепления и уплотнения, образующие с корпусом два барьера герметичности, чехол с каналами из нержавеющей стали для установки ОТВС, вставленный в герметичный стакан, установленный с натягом в корпусе контейнера, и демпферы. Корпус контейнера выполнен из высокопрочного чугуна с шаровидным графитом. Герметичный стакан образован облицовкой из нержавеющей стали внутренней поверхности корпуса, поверхности корпуса под установку крышек и части наружной поверхности корпуса в местах установки демпферов на торцах контейнера.
К недостаткам известного ТУК можно отнести технологическую сложность изготовления защитной облицовки корпуса контейнера, представляющей собой герметичный стакан из нержавеющей стали, имеющий сложную конфигурацию и устанавливаемый с натягом в ответный корпус контейнера, выполненный из высокопрочного чугуна с шаровидным графитом.
Ближайшим аналогом к заявленному изобретению является способ защиты контейнера для транспортирования и/или хранения отработавшего ядерного топлива, описанный в патенте РФ №2510770 C1, МПК G21F 5/00, опубликовано 10.04.2014. В представленном аналоге на внутреннюю поверхность детали контейнера стакана наносят покрытие методом газодинамического напыления, при этом покрытие представляет собой композицию, включающую хром и никель.
Недостатком указанного прототипа является наличие границы раздела между поверхностью стакана и коррозионно-стойкого покрытия, нанесенного методом газодинамического напыления. Так как стакан изготовлен из высокопрочного чугуна с шаровидным графитом, то на его поверхности находится большое количество свободного графита, адгезия с которым затруднена, и тем самым образуются участки лишь локальной связи нанесенного покрытия с основой, что в нештатных ситуациях, связанных с деформированием корпуса контейнера, недопустимо. Также для метода газодинамического напыления характерна низкая производительность, обусловленная особенностями конструкции горелки, многоэтапность процесса, включающая предварительную абразивно-струйную обработку и последующее послойное напыление, наличие пористости покрытия.
Задачей, на решение которой направлено изобретение, является повышение многократности применения контейнера за счет нанесения защитной коррозионно-стойкой композиции на внутреннюю поверхность стакана методом лазерной наплавки до требуемой толщины слоя с минимальным припуском под последующую обработку либо проведение процесса наплавки до требуемой толщины.
Желаемый технический результат заключается в повышении эксплуатационных характеристик контейнера за счет обеспечения коррозионной стойкости, износостойкости, стойкости к нейтронному излучению, то есть таких свойств, которые позволят многократно использовать контейнер для транспортировки и/или хранения ОЯТ, обеспечат стойкость к воздействию дезактивирующих растворов на его внутренние поверхности, включая торцевые поверхности, в том числе соприкасающиеся с уплотнениями защитных герметизирующих крышек.
В одном из вариантов изобретения желаемый технический результат достигается тем, что на внутреннюю поверхность стакана контейнера для транспортировки и/или хранения отработавшего ядерного топлива наносят антикоррозионное покрытие методом лазерной наплавки, а в качестве покрытия используют коррозионно-стойкую композицию, включающую никель.
При этом в качестве покрытия могут использовать коррозионно-стойкую композицию, включающую никель и хром, или коррозионно-стойкую композицию, включающую никель, бор и кремний.
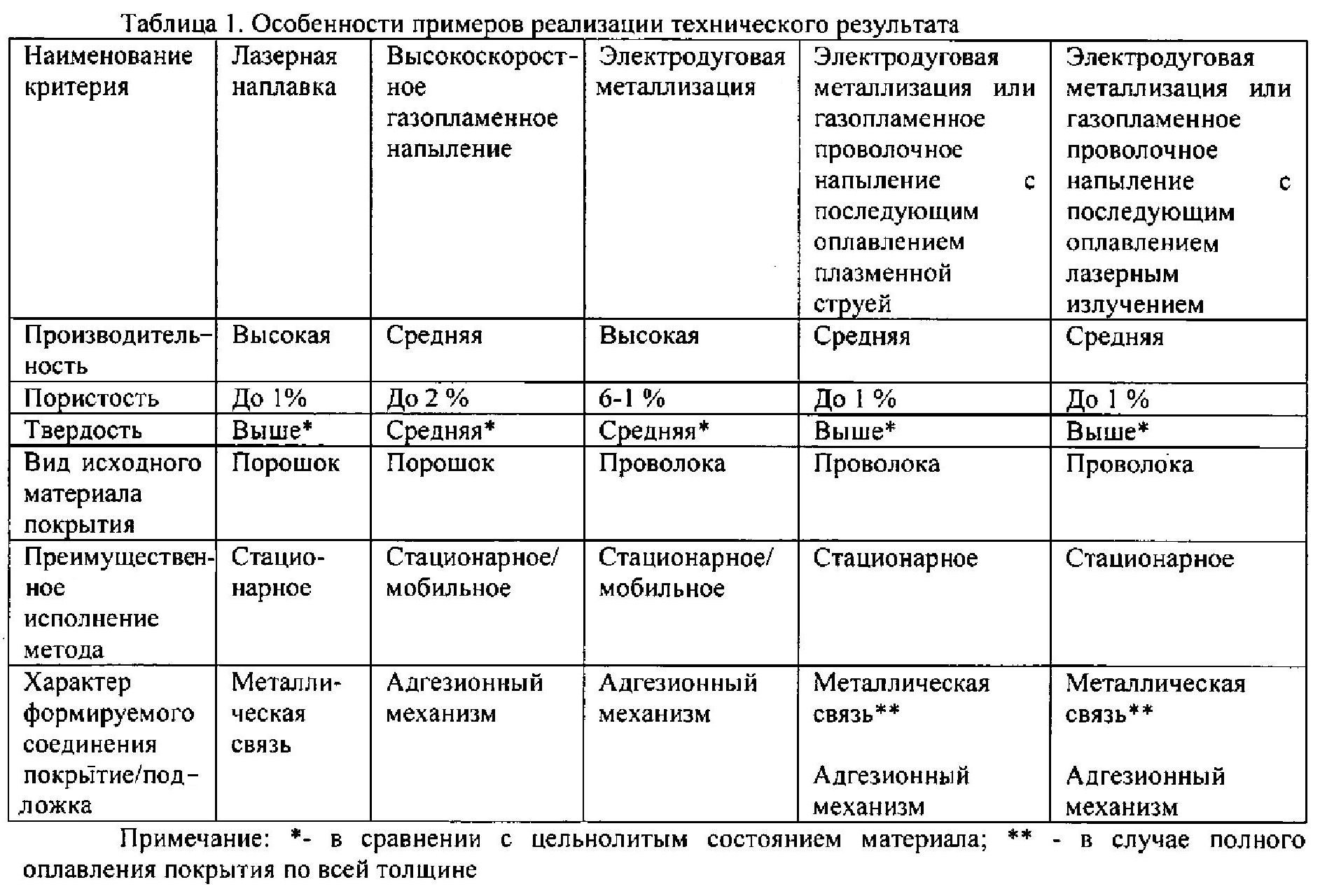
Покрытие, нанесенное методом лазерной наплавки на стакан из высокопрочного чугуна с шаровидным графитом обеспечивает высокую прочность соединения по сравнению с покрытиями, нанесенными металлизацией, электродуговым или газотермическим напылением, газодинамическим методом или гальваническим способом, и сочетает в себе необходимые механические свойства и стойкость к многократной дезактивации. Таким образом, изобретение обеспечивает контейнеру для транспортировки и/или хранения ОЯТ многократную применимость и стойкость к воздействию дезактивирующих растворов на его внутренние и торцевые поверхности, в том числе соприкасающиеся с уплотнениями защитных герметизирующих крышек. Это в конечном итоге позволяет повысить эксплуатационные характеристики контейнера.
Проведение процесса наплавки с применением лазерного излучения с одновременной подачей порошкового присадочного материала непосредственно в зону ванны расплава осуществляется с помощью применения промышленного робота либо манипулятора, на котором закрепляется лазерная головка. При этом послойное наращивание покрытия осуществляется таким образом, чтобы обеспечить последующий минимальный припуск на последующую механическую обработку, либо наплавка производится в размер за счет управления режимами проведения процесса. В качестве присадочного материала могут быть использованы порошки никеля, или никеля с бором и кремнием, или никеля с хромом, или коррозионно-стойкая жаропрочная сталь.
В другом варианте изобретения желаемый технический результат заключается в том, что на внутреннюю поверхность стакана контейнера для транспортировки и/или хранения отработавшего ядерного топлива наносят антикоррозионное покрытие методом высокоскоростного газопламенного напыления, а в качестве покрытия используют коррозионно-стойкую композицию, включающую никель.
При этом в качестве покрытия могут использовать коррозионно-стойкую композицию, включающую никель и хром или коррозионно-стойкую композицию, включающую никель, бор и кремний.
Проведение процесса с использованием метода высокоскоростного газопламенного напыления позволяет повысить производительность процесса нанесения антикоррозийного покрытия при одновременном повышении качества поверхностного слоя за счет более плотной структуры покрытия по сравнению с другими методами газотермического напыления, предлагаемыми к рассмотрению. При этом возможность автоматизации и механизации процесса нанесения позволяет осуществлять работы по нанесению покрытия непосредственно в условиях производителя контейнеров.
Еще в одном варианте изобретения желаемый технический результат заключается в том, что на внутреннюю поверхность стакана контейнера для транспортировки и/или хранения отработавшего ядерного топлива наносят антикоррозионное покрытие методом электродуговой металлизации, а в качестве покрытия используют коррозионно-стойкую композицию, включающую никель.
При этом в качестве покрытия могут использовать коррозионно-стойкую композицию, включающую никель и хром, или коррозионно-стойкую жаропрочную сталь (типа 08Х18Н10, 03Х16Н15М3, 08Х10Н20Т2).
Проведение процесса нанесения антикоррозионного покрытия методом электродуговой металлизации при всех особенностях структуры, характеризующейся пористостью, превышающей значения для высокоскоростного газопламенного метода нанесения, позволяет значительно снизить затраты на проведения работ по нанесению покрытий за счет использования проволочных материалов. При этом простота конструкции, а также отсутствие необходимости использования горючих газов, как пропан-бутан, МАФ-газ и др., высокая производительность процесса нанесения, обеспечивают высокую доступность технологической реализации метода в промышленных условиях.
Еще в одном варианте изобретения желаемый технический результат заключается в том, что на внутреннюю поверхность стакана контейнера для транспортировки и/или хранения отработавшего ядерного топлива наносят антикоррозионное покрытие методом газопламенного проволочного напыления с последующей герметизацией за счет оплавления покрытия с помощью плазменной струи, а в качестве покрытия используют коррозионно-стойкую композицию, включающую никель.
При этом в качестве покрытия могут использовать коррозионно-стойкую композицию, включающую никель и хром, или коррозионно-стойкую жаропрочную сталь.
Проведение процесса нанесения антикоррозионного покрытия методом газопламенного проволочного напыления позволяет, как и в случае электродуговой металлизации, снизить затраты на проведение работ. Более высокая скорость частиц по сравнению с электродуговой металлизацией, а также возможность управления характером переносимых в процессе напыления частиц материала обеспечивают более высокий уровень свойств антикоррозионного покрытия. Проведение последующего оплавления покрытия с помощью плазменной струи позволяет дополнительно снизить пористость покрытий и тем самым приблизиться по уровню свойств к металлической связи, формируемой при наплавке.
В качестве примера реализации технологии можно привести процесс нанесения покрытия на поверхность высокопрочного чугуна с шаровидным графитом марки ВЧ40. Зачистка поверхности перед наплавкой осуществлялась с помощью механической щетки, после чего был произведен обдув поверхности. Стакан закреплялся в оснастке с последующим приданием ему вращательного движения. Ввод лазерной головки в зону обработки осуществлялся с использованием промышленного роботизированного комплекса либо манипулятора, после чего осуществлялся запуск процесса наплавки. Многослойная наплавка подготовленной поверхности проводилась с применением порошкового присадочного материала. В первом случае наносился состав, содержащий никель, во втором случае наносился состав, содержащий никель, кремний и бор, в третьем случае наносился состав, содержащий никель и хром, и в четвертом случае наносилась коррозионно-стойкая жаропрочная сталь. В качестве источника лазерного излучения применялись диодный либо волоконный лазеры с соответствующими системами транспортирования лазерного излучения в пространстве. Режимы наплавки подбирались таким образом, чтобы обеспечить минимальное температурное воздействие на материал основы с припуском для последующей операции. Проведение процесса по проведенной схеме позволило нанести качественное покрытие без дефектов, значительно сократить длительность работ при экономии наплавочного порошка за счет высокого коэффициента использования материала при лазерной наплавке, а также проводить процесс с минимальным участием человеческого труда в автоматизированном режиме.
Достижение конечного результата может быть реализовано и другими представленными методами согласно данным таблицы 1.
Способ нанесения покрытия
Состав уплотнительного покрытия для модификации элемента статора турбины
Покрытие для нанесения на приводные элементы запорной и регулирующей арматуры
Состав присадочного материала
Многослойное теплозащитное покрытие
Способ получения защитного упрочняющего покрытия на деталях запорной арматуры
Способ ремонтной наплавки лопаток энергетических установок
Способ защиты лопаток паровых турбин от парокапельной эрозии
Способ модификации элемента статора энергетической турбины
Способ нанесения газотермического покрытия на поверхность изделия
Способ нанесения покрытия
Состав уплотнительного покрытия для модификации элемента статора турбины
Покрытие для нанесения на приводные элементы запорной и регулирующей арматуры
Состав присадочного материала
Многослойное теплозащитное покрытие
Способ получения защитного упрочняющего покрытия на деталях запорной арматуры
Способ ремонтной наплавки лопаток энергетических установок
Способ защиты лопаток паровых турбин от парокапельной эрозии
Способ модификации элемента статора энергетической турбины
Способ нанесения газотермического покрытия на поверхность изделия

