Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СТАЛЬНОГО ЛИСТА, СПОСОБ КОНТРОЛЯ СТАЛЬНОГО ЛИСТА И СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЛИСТА
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к устройству для контроля стального листа, способу контроля стального листа и способу изготовления стального листа.
Предшествующий уровень техники
Листы из электротехнической стали представляют собой стальные листы, обладающие очень хорошими магнитными свойствами с высокой магнитной проницаемостью и незначительными потерями в сердечнике. Например, текстурированные листы из электротехнической стали часто используют в сердечниках трансформаторов. Переменный ток, протекающий по электрической проволоке, обвитой вокруг сердечника трансформатора, генерирует переменное магнитное поле в сердечнике. В общем виде, в случае приложения переменного магнитного поля к стальному листу, возникают потери на вихревые токи и на гистерезис. Требуется, чтобы листы из электротехнической стали характеризовались пониженными значениями таких потерь на вихревые токи и на гистерезис.
Возникновение потерь на вихревые токи в случае приложения переменного магнитного поля внутри стального листа неизбежно, и чем выше частота, тем большие потери на вихревые токи будут иметь место. Ширина магнитного домена стального листа является одним из факторов, влияющих на указанные потери на вихревые токи, и чем меньше упомянутая ширина, тем в большей степени можно уменьшить потери на вихревые токи. Таким образом, магнитные свойства стального листа и форма магнитного домена, как известно, очень тесно связаны друг с другом.
Соответственно, в рамках воплощения способа изготовления текстурированных листов из электротехнической стали, с целью уменьшения потерь на вихревые токи осуществляют способ измельчения магнитных доменов (процесс измельчения магнитных доменов). Магнитный домен текстурированного листа из электротехнической стали простирается в направлении прокатки, и с помощью добавления деформации или формирования канавки в направлении, пересекающем указанный магнитный домен, можно измельчать магнитный домен. Способ создания тепловой деформации путем облучения лазером, электронными пучками и т.п. в направлении, пересекающем магнитный домен, известен как способ добавления напряжения. Известен способ контроля, который предназначен для экспериментального исследования структуры магнитного домена, как например, формы магнитного домена, с целью проверки того факта, осуществлен ли указанный способ измельчения магнитного домена надлежащим образом или нет (см. ссылки Патентная литература 1 и Патентная литература 2 в списке литературы).
Перечень цитируемой литературы
Патентная литература
Патентная литература 1: Выложенная заявка на японский патент №2007-101519
Патентная литература 2: Выложенная заявка на японский патент №2002-257718
Сущность изобретения
Техническая проблема
Однако традиционными способами контроля структуру магнитного домена стального листа, подвергнутого процессу измельчения магнитного домена, невозможно определить непосредственно по окончании процесса измельчения магнитного домена и необходимо отдельно отбирать образец стального листа для контроля вне линии. Например, в способе контроля, описанном в ссылке Патентная литература 1, для магнитного порошка требуется время в целях продвижения через раствор и формирования изображения, отражающего структуру магнитного домена. С учетом вышесказанного, выпуск продукции снижается вследствие постоянно изготовляемых продуктов, не удовлетворяющих техническим требованиям, даже если возникает проблема в процессе измельчения магнитного домена. Кроме того, в способе контроля, описанном в ссылке Патентная литература 2, используется магнитооптический эффект и, поскольку формируется пятно светового пучка и указанное пятно светового пучка подвергают одномерному или двухмерному сканированию для осуществления проверки магнитного домена, для контроля на линии изготовления, требуется длительный период времени проверки.
Настоящее изобретение выполнено в связи с вышеизложенным, и его цель заключается в разработке устройства для контроля стального листа, способа контроля стального листа и способа изготовления стального листа, с помощью которых можно повышать выпуск продукции посредством осуществления визуального наблюдения и контроля структуры магнитных доменов стального листа непосредственно по окончании процесса измельчения магнитного домена.
Решение проблемы
Для решения описанной выше проблемы и достижения цели устройство для контроля стального листа согласно настоящему изобретению включает в себя: магнитооптический элемент, при использовании которого можно определять как оптическую характеристику структуры магнитных доменов стального листа, подлежащего проверке; источник света, который облучает магнитооптический элемент линейно поляризованным светом; детектор, который обнаруживает линейно поляризованный свет с плоскостью поляризации, вращающейся в соответствии с магнитной доменной структурой стального листа, передаваемой магнитооптическому элементу; и механизм привода, который приводит в действие по меньшей мере магнитооптический элемент таким образом, чтобы осуществлять контакт стального листа и магнитооптического элемента друг с другом и отделять их друг от друга.
Для решения описанной выше проблемы и достижения цели способ контроля стального листа согласно настоящему изобретению включает в себя следующее: стадию контактирования, для осуществления контроля стального листа, подлежащего проверке, магнитооптического элемента, который способен детектировать как оптическую характеристику структуру магнитных доменов стального листа; стадию облучения для осуществления облучения магнитооптического элемента линейно поляризованным светом; стадию детектирования для обнаружения вращения плоскости поляризации линейно поляризованного света, отражаемого магнитооптическим элементом; стадию измерения для определения структуры магнитного домена стального листа исходя из результатов вращения плоскости поляризации; и стадию отделения для выполнения отделения магнитооптического элемента от стального листа.
Для решения описанной выше проблемы и достижения цели способ изготовления стального листа согласно настоящему изобретению включает в себя следующее: стадию измельчения магнитного домена при облучении поверхности стального листа пучком электронов или лазером; стадию контактирования для осуществления контакта магнитооптического элемента, способного обнаруживать как оптическую характеристику структуру магнитного домена стального листа, с областью стального листа, при этом данную область облучали пучком электронов или лазером; стадию облучения для осуществления облучения магнитооптического элемента линейно поляризованным светом; стадию детектирования для обнаружения вращения плоскости поляризации линейно поляризованного света, отражаемого магнитооптическим элементом; стадию извлечения для выявления разрыва непрерывности магнитного домена, образующегося в результате облучения пучком электронов или лазером; стадию оценивания ширины для проведения оценки средней ширины разрыва непрерывности магнитного домена; и стадию регулирования выходного параметра для усиления или ослабления на выходе пучка электронов или лазера на основании оценки, полученной в результате осуществления стадии оценивания ширины.
Полезные эффекты изобретения
При помощи устройства для контроля стального листа, способа контроля стального листа и способа изготовления стального листа согласно настоящему изобретению достигают эффекта обеспечения возможности повышения выхода продукции посредством осуществления визуального наблюдения и проверки структуры магнитного домена стального листа непосредственно после выполнения процесса измельчения магнитного домена.
Краткое описание чертежей
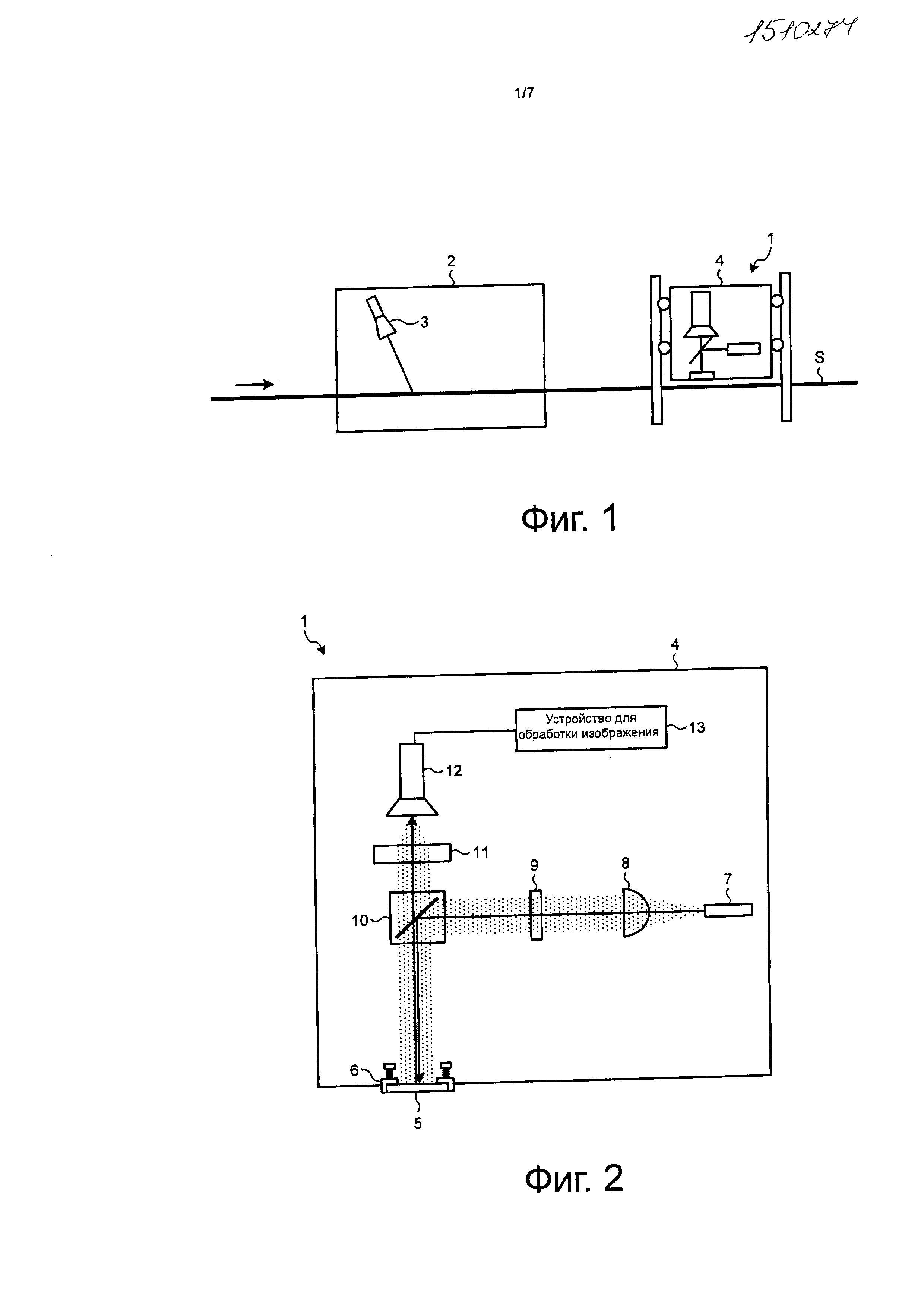
Фиг. 1 представляет собой схему компоновки линии изготовления, иллюстрирующую размещение устройства для контроля стального листа согласно варианту осуществления настоящего изобретения.
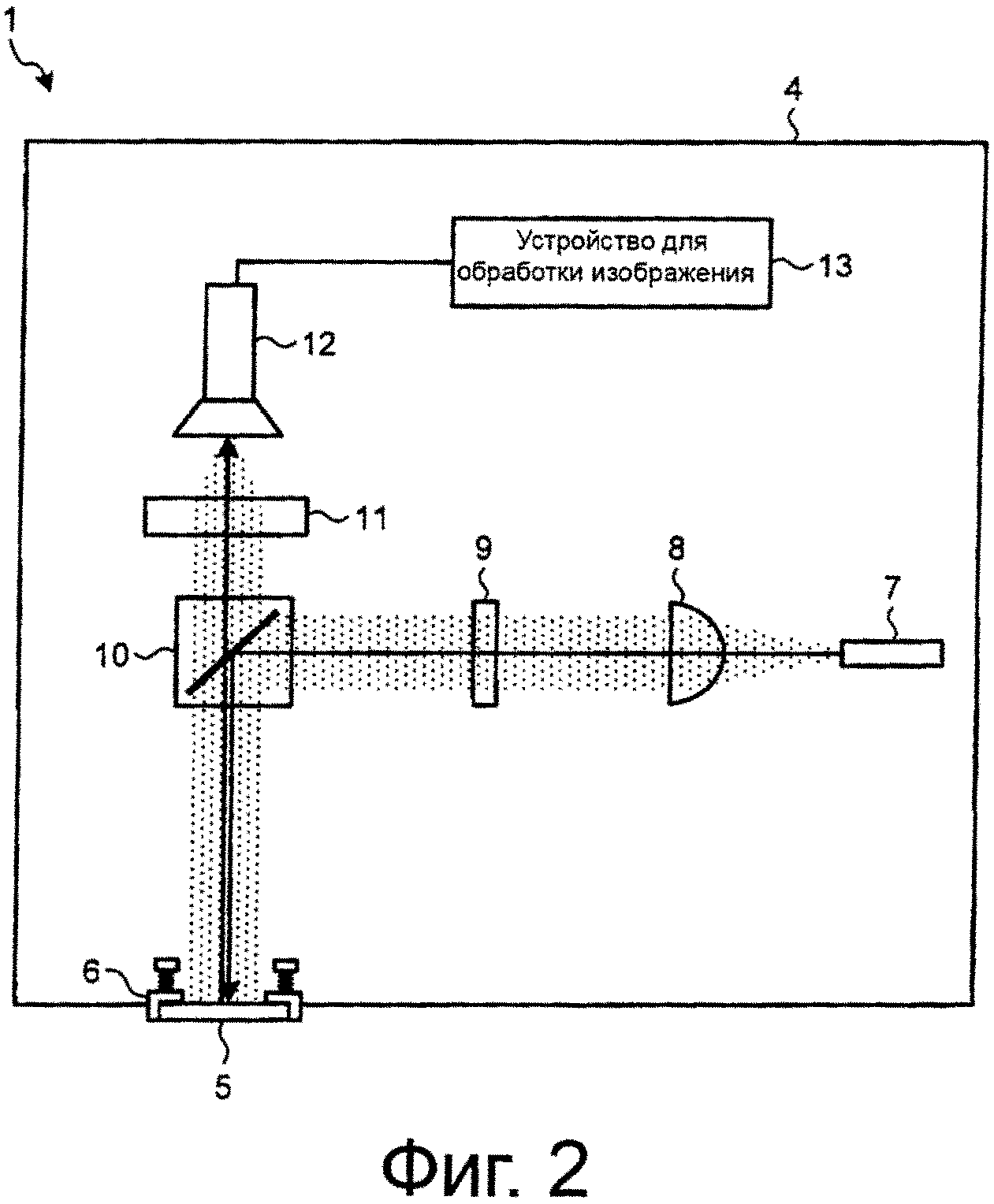
Фиг. 2 представляет собой принципиальную схему, отображающую пример внутренней конфигурации блока контроля устройства для контроля стального листа.
Фиг. 3 представляет собой поперечный разрез, иллюстрирующий пример конфигурации магнитооптического элемента.
Фиг. 4 представляет собой вид сбоку механизма привода устройства, предназначенного для контроля стального листа.
Фиг. 5 представляет собой вид сверху механизма привода устройства, предназначенного для контроля стального листа.
Фиг. 6 представляет собой схему конфигурации, иллюстрирующую видоизмененный пример системы привода, относящейся к устройству для контроля стального листа согласно варианту осуществления настоящего изобретения.
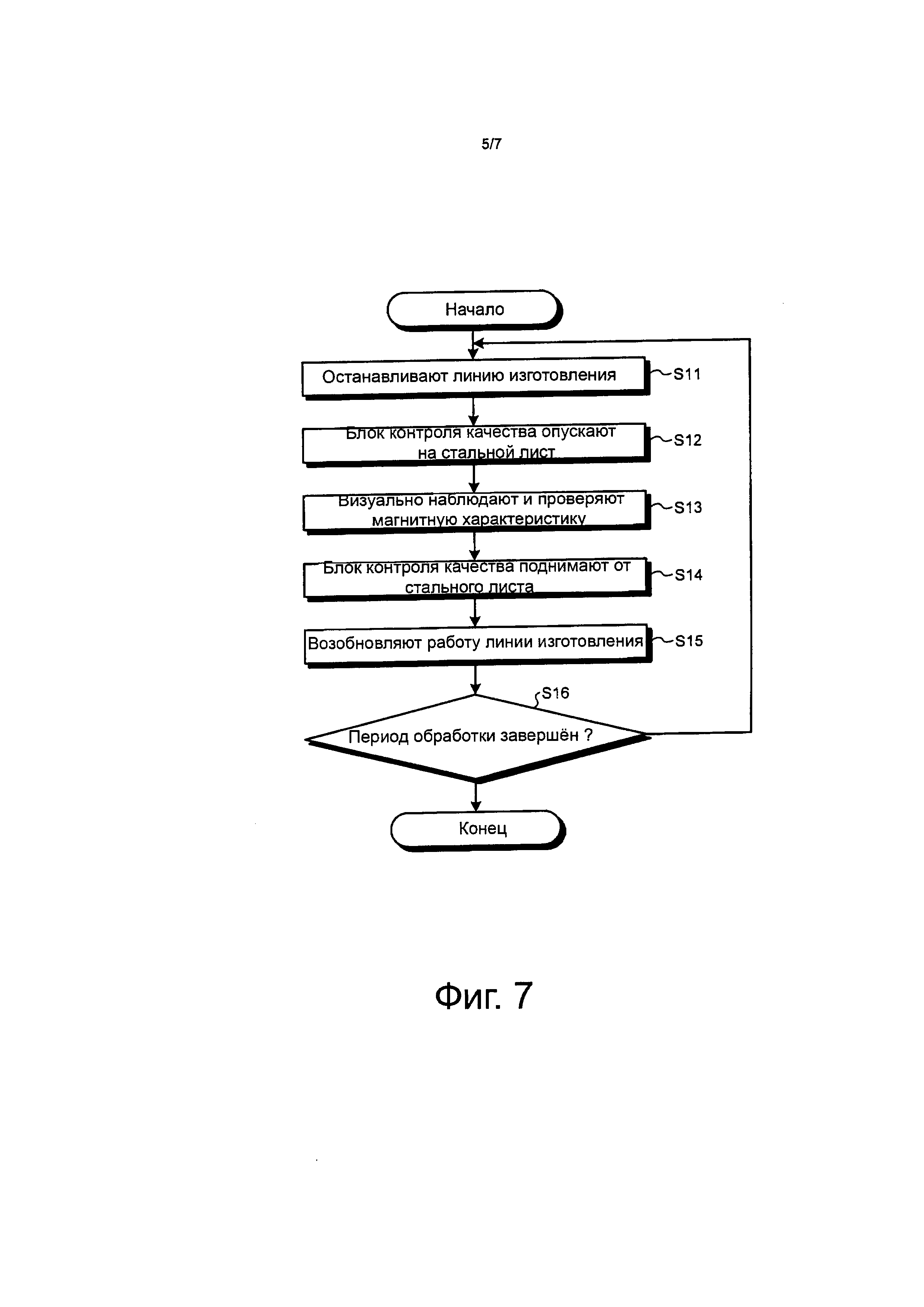
Фиг. 7 представляет собой блок-схему, отображающую способ контроля стального листа согласно варианту осуществления настоящего изобретения.
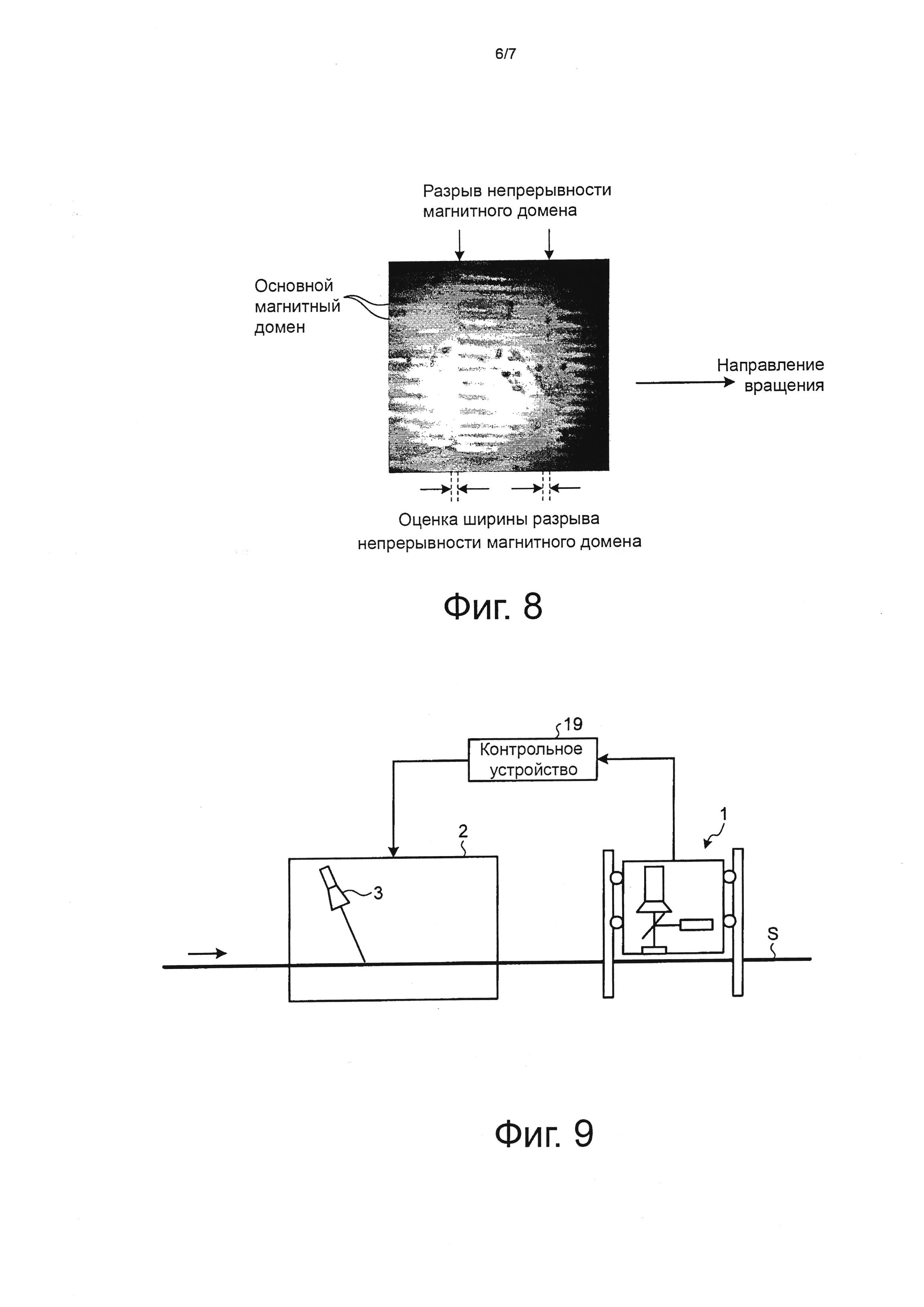
Фиг. 8 представляет собой изображение, иллюстрирующее пример изображения, полученного в результате контроля текстурированного листа из электротехнической стали при помощи устройства для контроля стального листа, и способа контроля стального листа согласно варианту осуществления настоящего изобретения.
Фиг. 9 представляет собой схему компоновки, отображающую линию изготовления, включающую в себя устройство для контроля стального листа согласно варианту осуществления настоящего изобретения.
Фиг. 10 представляет собой блок-схему, иллюстрирующую способ изготовления стального листа согласно варианту осуществления настоящего изобретения.
Осуществление изобретения
Далее в настоящем документе на основе чертежей будут подробно описаны устройство для контроля стального листа, способ контроля стального листа и способ изготовления стального листа согласно варианту осуществления настоящего изобретения. Настоящее изобретение не ограничивается вариантом осуществления, описанным ниже.
Устройство для контроля стального листа
Фиг. 1 представляет собой схему компоновки линии изготовления, отображающую размещение устройства 1 для контроля стального листа согласно варианту осуществления настоящего изобретения. Как проиллюстрировано на фиг. 1, устройство 1 для контроля стального листа согласно варианту осуществления настоящего изобретения размещено далее по ходу после устройства 2 для измельчения магнитного домена, в котором воплощается процесс измельчения магнитного домена в отношении стального листа «S». Устройство 2 для измельчения магнитного домена включает в себя электронные пушки 3, размещенные в нем, и является устройством, которое подает тепловую нагрузку в направлении, пересекающем магнитный домен стального листа "S", в результате облучения стального листа "S" пучками электронов из электронных пушек 3.
Устройство 1 для контроля стального листа представляет собой устройство, которое приводит в контакт стальной лист "S" и проверяет структуру магнитного домена стального листа "S" при помощи блока 4 контроля, приводимого в действие в период временной остановки линии изготовления. Далее в настоящем документе со ссылкой на фиг. 2-5 будет описан пример конфигурации устройства 1 для контроля стального листа.
Фиг. 2 представляет собой схему, иллюстрирующую пример внутренней конфигурации блока 4 контроля, относящегося к устройству 1 для контроля стального листа. Как проиллюстрировано на фиг. 2, блок 4 контроля включает в себя магнитооптический элемент 5, который преобразует данные по структуре магнитного домена стального листа "S" в оптическую характеристику; держатель 6, который прикрепляет магнитооптический элемент 5 к блоку 4 контроля при помощи упругого тела, и оптическую систему с падающим светом, которая облучает магнитооптический элемент 5 линейно поляризованным светом и обнаруживает отраженный поляризованный свет, отраженный от магнитооптического элемента 5. Конкретно, блок 4 контроля как оптическая система с падающим светом заключает в себе источник света 7, коллиматорную линзу 8, поляризатор (поляризационный фильтр) 9, полупрозрачное зеркало 10, анализатор (поляризационный фильтр) 11 и детектор 12.
Магнитооптический элемент 5 представляет собой элемент, который преобразует данные по структуре магнитного домена стального листа "S" в оптическую характеристику посредством магнитооптического эффекта, называемого эффектом Фарадея. Эффект Фарадея представляет собой эффект вращения плоскости поляризации под действием магнитного поля, испытываемый веществом при прохождении через него линейно поляризованного света, и характерным веществом, в котором достигается указанный эффект Фарадея, является магнитный гранат.
В результате приведения в движение блока 4 контроля магнитооптический элемент 5 приходит в контакт со стальным листом "S", структура магнитного домена стального листа "S" передается магнитооптическому элементу 5, и плоскость поляризации поляризованного света, которым облучают магнитооптический элемент 5, вращается. Держатель 6 фиксирует магнитооптический элемент 5 в блоке 4 контроля при помощи упругого тела с целью ослабления удара во время перемещения блока 4 контроля для осуществления контакта магнитооптического элемента 5 со стальным листом "S".
Источник 7 света предназначен для облучения магнитооптического элемента 5 линейно поляризованным светом, и используют, например, общепринятый источник света, такой как полупроводниковый лазерный источник света или источник светодиодного источника света. Источник 7 света необязательно является источником света, который непосредственно испускает поляризованный свет, и он в сочетании с поляризатором (поляризационным фильтром) 9 генерирует линейно поляризованный свет, которым облучается магнитооптический элемент 5. Кроме того, источник 7 света используют в сочетании с оптическим элементом, таким как коллиматорная линза 8, для обеспечения возможности испускать поляризованный свет в виде параллельных лучей.
Поляризатор 9 представляет собой поляризационный фильтр, который преобразует пучки света, испускаемые источником 7 света, в линейно поляризованный свет. Поляризатор 9 корректирует поляризованный свет, обнаруживаемый детектором 12, посредством регулирования относительного угла между ним и анализатором 11. То есть поляризатор 9 имеет вращательный механизм и обладает возможностью регулировать угол плоскости поляризации линейно поляризованного света. Если анализатор 11 имеет вращательный механизм, можно исключать вращательный механизм в поляризаторе 9.
Полупрозрачное зеркало 10 представляет собой делитель оптического потока, который направляет линейно поляризованный свет, проходящий через поляризатор 9, в магнитооптический элемент 5 и направляет отраженный поляризованный свет, отраженный от магнитооптического элемента 5, в детектор 12. Анализатор 11 корректирует поляризованный свет, обнаруживаемый детектором 12, посредством регулирования относительного угла между ним и описанным выше поляризатором 9. Детектор 12 представляет собой распространенное устройство для получения двухмерного изображения, как например, так называемая камера CCD или камера CMOS. Изображение, обнаруживаемое детектором 12, подвергают соответствующей обработке изображения при помощи отдельного устройства 13 для обработки изображения, такого как ПК.
С помощью оптического элемента, такого как линза и т.п., который не отображен на фиг. 2, диаметр светового потока при облучении магнитооптического элемента 5 регулируют в соответствии с размером магнитооптического элемента 5. Кроме того, оптическая система от магнитооптического элемента 5 до детектора 12 представляет собой телецентрическую оптическую систему.
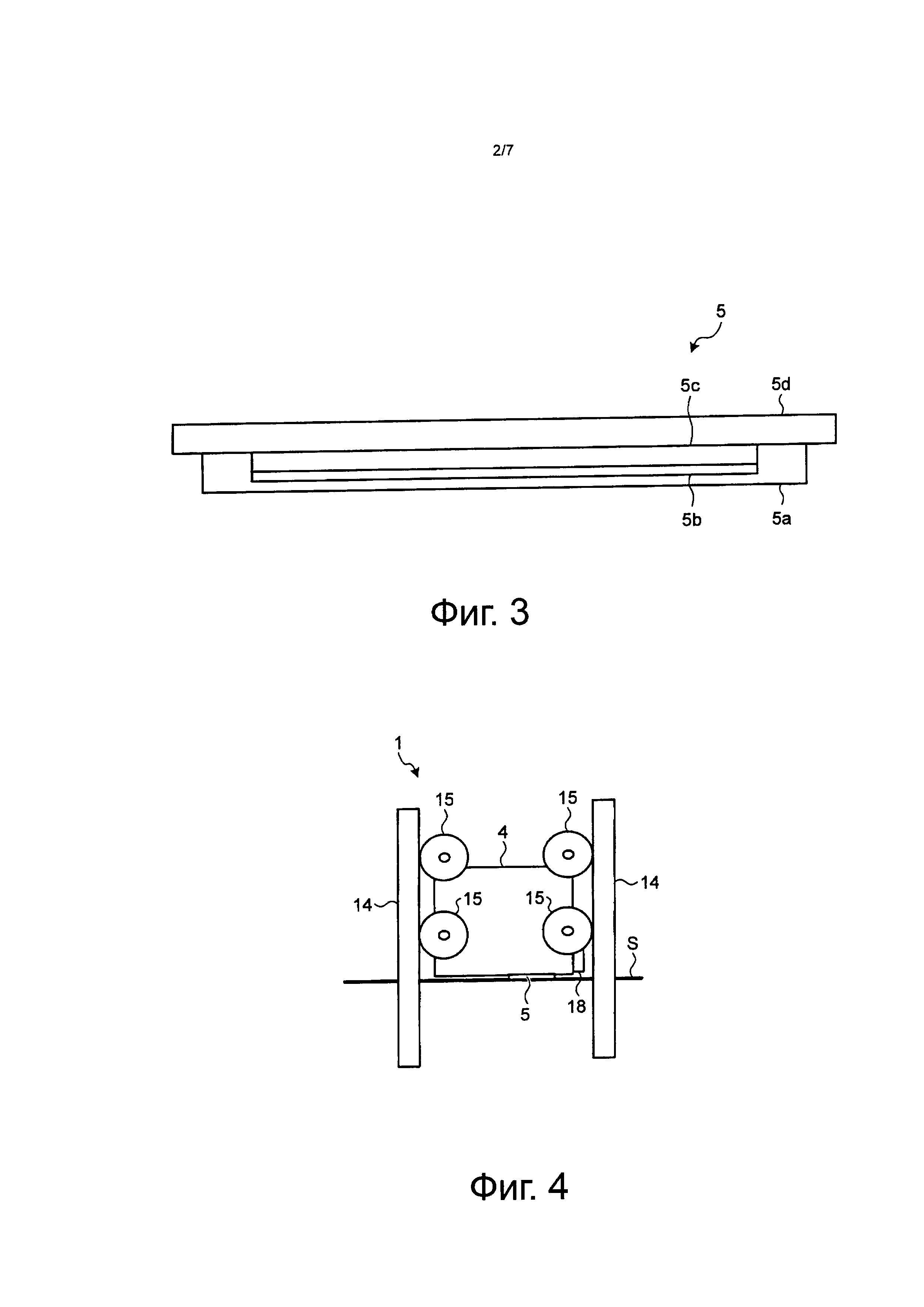
Фиг. 3 представляет собой поперечный разрез, иллюстрирующий пример конфигурации магнитооптического элемента 5. Как отображено на фиг. 3, в направлении, обращенном к стальному листу "S", магнитооптический элемент 5 скомпонован из защитной пленки 5а, отражающей пленки 5b, магнитооптической пленки 5с и подложки 5d. Магнитооптическая пленка 5 с предпочтительно имеет состав, включающий в себя магнитный гранат. Поляризованный свет, которым облучают указанный магнитооптический элемент 5, падает на подложку 5d, проходит через магнитооптическую пленку 5с, отражается отражающей пленкой 5b и после этого снова проходит через магнитооптическую пленку 5с и подложку 5d для испускания из магнитооптического элемента 5.
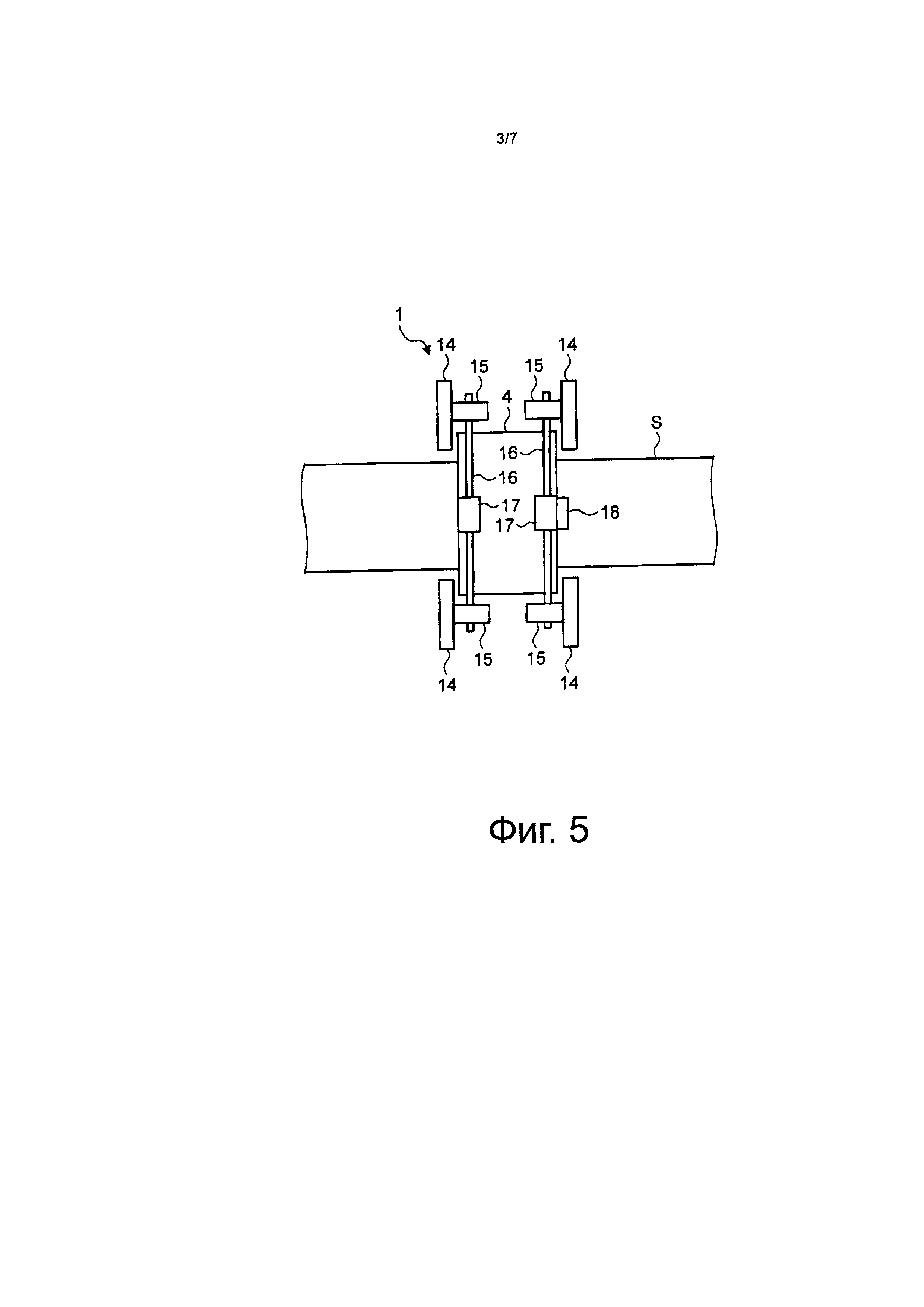
Фиг. 4 и фиг. 5 представляют собой схемы конфигурации, иллюстрирующие систему привода устройства 1 для контроля стального листа согласно варианту осуществления настоящего изобретения. Фиг. 4 представляет собой вид сбоку механизма привода, относящегося к устройству 1 для контроля стального листа, а фиг. 5 является видом сверху механизма привода, относящегося к устройству 1 для контроля стального листа.
Как проиллюстрировано на фиг. 4 и фиг. 5, в устройстве 1 для контроля стального листа согласно варианту осуществления настоящего изобретения блок 4 контроля способен перемещаться вверх и вниз по рельсам 14, размещенным вертикально на обеих сторонах линии изготовления стального листа "S". Блок 4 контроля подвижным образом смонтирован на рельсах 14 посредством колес 15 и на каждой из осей 16 колес 15 предусмотрен двигатель 17. Блок 4 контроля перемещается вверх и вниз по рельсам 14 при помощи вращательного привода двигателей 17.
Как проиллюстрировано на фиг. 4 и фиг. 5, блок 4 контроля включает в себя датчик 18 приближения. Датчик 18 приближения представляет собой датчик для измерения, расстояния между блоком 4 контроля и поверхностью стального листа "S". В случае устройства 1 для контроля стального листа согласно варианту осуществления настоящего изобретения, при снижении блока 4 контроля для обусловливания приведения в контакт магнитооптического элемента 5 с поверхностью стального листа "S", блок 4 контроля опускается с низкой скоростью вблизи стального листа "S", так что поверхность стального листа "S" и магнитооптический элемент 5 не повреждаются в результате столкновения друг с другом. Датчик 18 приближения определяет высоту, на которой скорость опускания блока 4 контроля следует заменять на низкую скорость.
Механизм привода, отображенный на фиг. 4 и фиг. 5, является лишь примером, который можно применять в отношении устройства 1 для контроля стального листа согласно варианту осуществления настоящего изобретения. С учетом вышесказанного, не ограничиваясь механизмом привода, проиллюстрированным на фиг. 4 и фиг. 5, можно использовать и другой механизм, такой как механизм типа лебедки. Кроме того, механизм привода, изображенный на фиг. 4 и фиг. 5, перемещает блок 4 контроля к тому же как единое целое, но можно использовать конфигурацию, которая перемещает лишь некоторые структурные элементы, включенные в состав блока 4 контроля, например, магнитооптический элемент 5 и держатель 6.
Видоизмененный пример
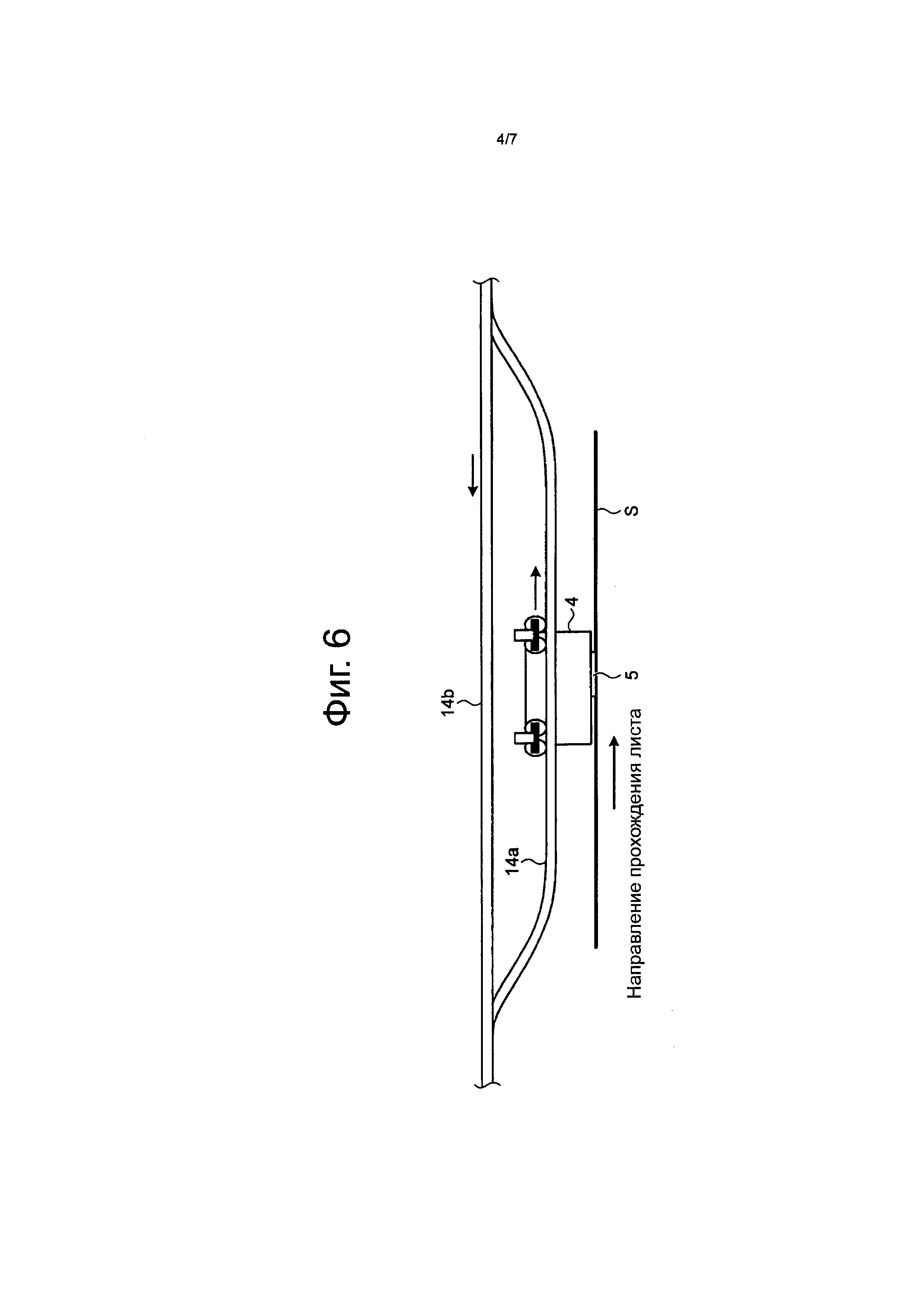
Фиг. 6 представляет собой схему конфигурации, иллюстрирующую видоизмененный пример системы привода, относящейся к устройству 1 для контроля стального листа согласно варианту осуществления настоящего изобретения. Как изображено на фиг. 6, в указанном видоизмененном примере системы привода, относящейся к устройству 1 для контроля стального листа согласно варианту осуществления настоящего изобретения, обеспечивается соприкосновение поверхности стального листа "S" с магнитооптическим элементом 5 при прохождении пропускаемого стального листа "S" рядом с ним.
Как изображено на фиг. 6, блок 4 контроля передвигается по рельсу 14а вблизи стального листа "S" и рельсу 14b в отдалении от стального листа "S". Когда блок 4 контроля перемещается по рельсу 14а вблизи стального листа "S", магнитооптический элемент 5 блока 4 контроля приходит в контакт с поверхностью стального листа "S" и приводится в состояние способности проверять структуру магнитного домена стального листа "S". В противоположность этому, когда блок 4 контроля передвигается по рельсу 14b в отдалении от стального листа "S", поскольку магнитооптический элемент 5 блока 4 контроля не приходит в контакт с поверхностью стального листа "S", блок 4 контроля перемещается выше по схеме от прохода для листа в целях следующей проверки.
Способ соединения рельса 14а, находящегося вблизи стального листа "S", с рельсом 14b, находящимся в отдалении от стального листа "S", как проиллюстрировано на фиг. 6, может быть способом типа переключения, но вместо этого можно формировать орбитальный маршрут. Кроме того, мощность для перемещения блока 4 контроля по рельсам подается двигателями, предусмотренными на осях колес, подобно способу перемещения, отображенному на фиг. 4 и фиг. 5. Внутренняя конфигурация блока 4 контроля может быть аналогичной представленной в примере внутренней конфигурации блока 4 контроля, проиллюстрированной на фиг. 2.
Способ контроля стального листа
Далее в настоящем документе будет описан способ контроля стального листа согласно варианту осуществления настоящего изобретения. Несмотря на то, что способ контроля стального листа согласно варианту осуществления настоящего изобретения будет описан со ссылкой на чертежи, представляющие конфигурацию устройства для контроля стального листа согласно варианту осуществления настоящего изобретения, в нижеследующем описании способ контроля стального листа согласно варианту осуществления настоящего изобретения не ограничивается конфигурацией, проиллюстрированной на указанных чертежах.
Фиг. 7 представляет собой блок-схему, отображающую способ контроля стального листа согласно варианту осуществления настоящего изобретения. Как продемонстрировано на фиг. 7, способ контроля стального листа согласно варианту осуществления настоящего изобретения воплощают в состоянии остановки линии изготовления стального листа "S" (стадия S11). Однако, подобно описанному выше видоизмененному примеру системы привода, относящейся к устройству 1 для контроля стального листа согласно варианту осуществления настоящего изобретения, в отношении способа контроля стального листа также применим вариант осуществления, исключающий стадию S11, в ситуации, когда линия изготовления стального листа "S" не остановлена.
Далее, блок 4 контроля устройства 1 для контроля стального листа опускается по направлению к поверхности стального листа "S" (стадия S12). В результате снижения блока 4 контроля по направлению к поверхности стального листа "S" магнитооптический элемент 5 приходит в контакт с поверхностью стального листа "S" и структура магнитных доменов стального листа "S" передается магнитооптической пленке 5с магнитооптического элемента 5.
После этого магнитную характеристику (структуру магнитного домена) стального листа "S" наблюдают визуально и проверяют (стадия S13). То есть, в результате облучения магнитооптического элемента 5 линейно поляризованным светом и пропускания линейно поляризованного света через магнитооптическую пленку 5 с магнитооптического элемента 5 происходит вращение плоскости поляризации вследствие эффекта Фарадея, и блок 4 контроля осуществляет визуальное наблюдение и контроль структуры магнитного домена стального листа "S" посредством вращения плоскости поляризации.
Представленную в видимой форме структуру магнитного домена стального листа "S" подвергают соответствующей обработке изображения при помощи отдельного устройства 13 для обработки изображения, такого как ПК. Устройство 13 для обработки изображения осуществляет оценку разрыва непрерывности магнитного домена и определяет границу между магнитным доменом и разрывом непрерывности магнитного домена в отношении представленного в видимой форме изображения структуры магнитного домена стального листа "S". Кроме того, устройство 13 для обработки изображения вычисляет ширину разрыва непрерывности магнитного домена, исходя из размера магнитооптического элемента 5, увеличения оптической системы измерения, расстояния до стального листа "S" и тому подобного, а также проверяет, равна ли данная ширина заданной.
После этого блок 4 контроля устройства 1 для контроля стального листа поднимают вверх от поверхности стального листа "S" (шаг S14) и отделяют магнитооптический элемент 5 от поверхности стального листа "S". Затем работа линии изготовления стального листа "S" возобновляется (шаг S15).
Наконец, осуществляют определение того, завершен или нет технологический период процесса измельчения магнитного домена в отношении стального листа "S" (стадия S16), и если не завершен (стадия S16; Нет), то повторяют процесс от стадии S11 до стадии S15. И наоборот, если технологический период процесса измельчения магнитного домена в отношении стального листа "S" завершен (стадия S16; Да), проверку стального листа заканчивают. При фактическом воплощении способа контроля стального листа согласно варианту осуществления настоящего изобретения реализация процесса от стадии S11 до стадии S15 занимает около одной секунды.
Фиг. 8 представляет собой изображение, иллюстрирующее пример контроля изображения текстурированного листа из электротехнической стали при помощи устройства 1 для контроля стального листа и способа контроля стального листа согласно варианту осуществления настоящего изобретения. Изображение, показанное на фиг. 8, представляет собой участок размером 10 мм в направлении прокатки ×10 мм в направлении ширины листа, вырезанный из контрольного снимка текстурированного листа электротехнической стали.
При получении изображения, проиллюстрированного на фиг. 8, используют феррит-гранат, замещенный Bi, который является примером магнитного граната, в качестве магнитооптической пленки 5с в магнитооптическом элементе 5. С целью доведения эффекта Фарадея, обусловленного магнитным гранатом, до состояния, удобного для визуального распознавания, в качестве источника 7 света использовали источник зеленого светодиодного освещения (длина волны 505 нм) в сочетании с поляризационным фильтром, а также применяли камеру CCD в качестве детектора 12.
Как проиллюстрировано на фиг. 8, в текстурированном листе из электротехнической стали, на участке, облученном пучками электронов или лазером, образуется замыкающий домен (далее в настоящем документе разрыв непрерывности магнитного домена), разделяющий основной магнитный домен в направлении вращения. Известно, что ширина разрыва непрерывности магнитного домена характеризуется хорошей корреляцией с потерей в сердечнике. Из фиг. 8 понятно, что область разрыва непрерывности магнитного домена обладает магнитной характеристикой, отличной от соответствующей характеристики окружающего его магнитного домена, и что с использованием устройства 1 для контроля стального листа и способа контроля стального листа согласно варианту осуществления настоящего изобретения, является возможным измерение ширины разрыва непрерывности магнитного домена.
Имеются экспериментальные результаты, показывающие, что, если ширина разрыва непрерывности магнитного домена составляет от 150 мкм до 300 мкм, потеря в сердечнике из стального листа уменьшается (например, смотрите выложенную заявку на патент Японии №2012-052230). Кроме того, чем меньше ширина измельченного магнитного домена, тем короче будет расстояние перемещения магнитной доменной стенки при намагничивании и меньше будет потеря, сопутствующая этому, и, например, ширина магнитного домена предпочтительно равна 200 мкм или меньше. При оценивании ширины такого разрыва непрерывности магнитного домена или ширины магнитного домена можно измерять каждую ширину, но в общем смысле оценку выполняют при помощи средней величины, измеренной для определенного сечения. Очевидно, что ширина разрыва непрерывности магнитного домена, отображенная на фиг. 8, составляет приблизительно 200 мкм и что образовался разрыв непрерывности магнитного домена в пределах соответствующего диапазона. Соответственно, при использовании устройства 1 для контроля стального листа и способа контроля стального листа согласно варианту осуществления настоящего изобретения является возможной оценка качества стального листа "S".
Способ изготовления стального листа
Далее будет описан способ изготовления стального листа согласно варианту осуществления настоящего изобретения.
Фиг. 9 представляет собой схему компоновки, отображающую линию изготовления, включающую в себя устройство 1 для контроля стального листа согласно варианту осуществления настоящего изобретения. Как проиллюстрировано на фиг. 9, устройство 1 для контроля стального листа согласно варианту осуществления настоящего изобретения размещено далее по ходу после устройства 2 для измельчения магнитного домена, в котором воплощается процесс измельчения магнитного домена в отношении стального листа "S". Устройство 2 для измельчения магнитного домена включает в себя электронные пушки 3, размещенные в нем, и является устройством, которое подает тепловую нагрузку в направлении, пересекающем магнитный домен стального листа "S", посредством облучения стального листа "S" пучками электронов из электронных пушек 3.
Устройство 2 для измельчения магнитного домена осуществляет процесс измельчения магнитного домена на поверхности стального листа "S", а устройство 1 для контроля стального листа проверяет поверхность стального листа "S", подвергаемого процессу измельчения магнитного домена при помощи устройства 2 для измельчения магнитного домена. На основе результата контроля с использованием устройства 1 для контроля стального листа, контрольное устройство 19 регулирует работу устройства 2 для измельчения магнитного домена. Контрольное устройство 19 может представлять собой автоматическое контрольное устройство, такое как ПЛК, или ручное регулирование при помощи оператора.
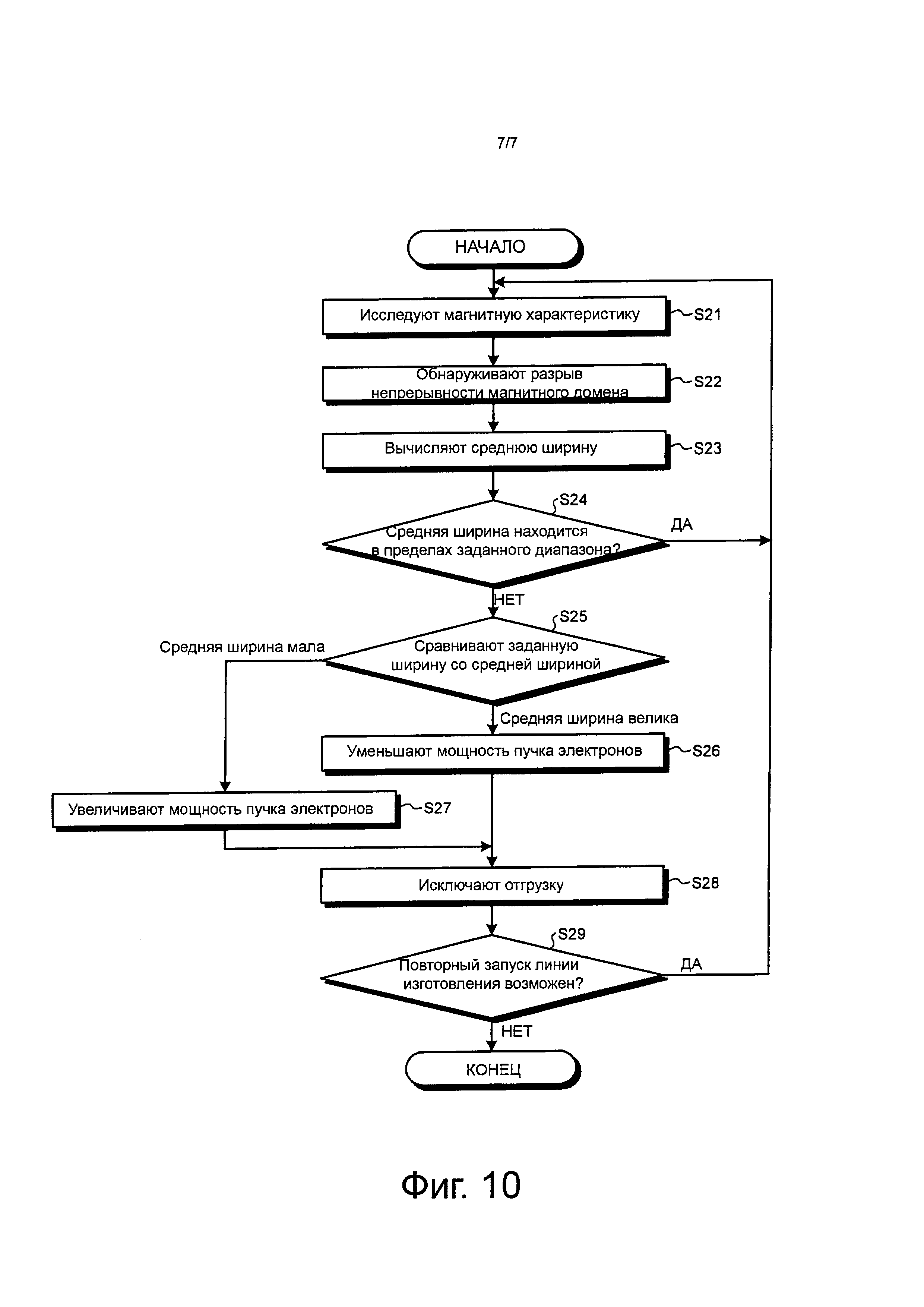
Фиг. 10 представляет собой блок-схему, иллюстрирующую способ изготовления стального листа согласно варианту осуществления настоящего изобретения. Как проиллюстрировано на фиг. 10, в способе изготовления стального листа согласно варианту осуществления настоящего изобретения, прежде всего, визуально наблюдают и проверяют с использованием устройства 1 для контроля стального листа (стадия S21) магнитную характеристику (структуру магнитного домена) стального листа "S", подвергнутого процессу измельчения магнитного домена при помощи устройства 2 для измельчения магнитного домена.
Затем устройство 13 для обработки изображения устройства 1 для контроля стального листа выполняет оценку разрыва непрерывности магнитного домена на основе представленного в видимой форме изображения структуры магнитного домена стального листа "S" и определяет границу между магнитным доменом и разрывом непрерывности магнитного домена (стадия S22). Кроме того, устройство 13 для обработки изображения, относящееся к устройству 1 для контроля стального листа, вычисляет среднюю ширину разрыва непрерывности магнитного домена, включенную в заданный диапазон, исходя из размера магнитооптического элемента 5, увеличения оптической системы измерения, расстояния до стального листа "S" и тому подобного (стадия S23).
После этого контрольное устройство 19 оценивает среднюю ширину разрыва непрерывности магнитного домена и определяет, находится ли средняя ширина в пределах заданного диапазона ширины (стадия S24). Если средняя ширина находится в пределах заданного диапазона ширины (стадия S24; Да), процесс измельчения магнитного домена осуществлен надлежащим образом и, следовательно, для продолжения изготовления стального листа "S" контрольное устройство 19 возвращается на стадию S21. И наоборот, если средняя ширина находится вне пределов заданного диапазона (стадия S24; Нет), среднюю ширину и заданную ширину сравнивают друг с другом (стадия S25).
Если средняя ширина больше заданной величины (стадия S25; Средняя ширина является большой), контрольное устройство 19 выдает команду уменьшить мощность пучка электронов из электронных пушек 3 устройства 2 для измельчения магнитного домена (стадия S26) и исключает отгрузку стального листа "S", уже подвергнутого процессу измельчения магнитного домена именно в тех условиях (стадия S28). И наоборот, если средняя ширина меньше заданной величины (стадия S25; Средняя ширина является узкой), контрольное устройство 19 выдает команду увеличить мощность пучка электронов из электронных пушек 3 устройства 2 для измельчения магнитного домена (стадия S27) и исключает отгрузку стального листа "S", уже подвергнутого процессу измельчения магнитного домена именно в тех условиях.
После этого, контрольное устройство 19 определяет, является ли возможным продолжение работы (повторный запуск) линии изготовления стального листа "S" или нет (стадия S29). Это означает, что фактором, вызывающим отклонение средней ширины разрыва непрерывности магнитного домена от заданного диапазона ширины, может являться фактор, обусловленный сроком службы нити катода электронных пушек 3, возникновением проблемы в устройстве или тому подобным. Следовательно, контрольное устройство 19 определяет, является ли возможным продолжение работы линии изготовления с учетом фактора, вызывающего отклонение средней ширины разрыва непрерывности магнитного домена от заданного диапазона ширины, и если продолжение работы является возможным (стадия S29; Да), осуществляет возврат на стадию S21 для продолжения изготовления стального листа "S". И наоборот, если продолжение работы невозможно (стадия S29; Нет), линию изготовления останавливают для замены нити катода электронных пушек 3 или тому подобного.
Вследствие того, что устройство 1 для контроля стального листа согласно варианту осуществления настоящего изобретения заключает в себе магнитооптический элемент 5, который способен определять структуру магнитного домена стального листа "S", подлежащую проверке в качестве оптической характеристики; источник света, который облучает магнитооптический элемент 5 линейно поляризованным светом; детектор 12, который обнаруживает линейно поляризованный свет с плоскостью поляризации, вращающейся в соответствии со структурой магнитного домена стального листа "S", передаваемой магнитооптическому элементу 5, и механизм привода, который передвигает, по меньшей мере, магнитооптический элемент 5 для контактирования стального листа "S" и магнитооптического элемента 5 друг с другом и отделения их друг от друга, при помощи визуального наблюдения и контроля структуры магнитного домена стального листа "S" непосредственно по завершении процесса измельчения магнитного домена можно увеличивать выпуск продукции.
Кроме того, поскольку магнитооптический элемент 5 согласно варианту осуществления настоящего изобретения в направлении, обращенном к стальному листу "S", скомпонован из защитной пленки 5а, отражающей пленки 5b, магнитооптической пленки 5с и подложки 5d, а линейно поляризованный свет падает со стороны подложки 5d и отражается отражающей пленкой 5b, в результате падения линейно поляризованного света, проходящего через магнитооптическую пленку 5с туда и обратно, эффект Фарадея можно получать дважды. Кроме того, магнитооптическая пленка 5с предпочтительно имеет состав, включающий в себя магнитный гранат.
Промышленная применимость
Как описано выше, устройство для контроля стального листа, способ контроля стального листа и способ изготовления стального листа согласно настоящему изобретению применимы для процесса визуального наблюдения и контроля структуры магнитного домена стального листа непосредственно по завершении в отношении него процесса измельчения магнитного домена.
Перечень ссылочных позиций
1 Устройство для контроля стального листа
2 Устройство для измельчения магнитного домена
3 Электронная пушка
4 Блок контроля
5 Магнитооптический элемент
5а Защитная пленка
5b Отражающая пленка
5с Магнитооптическая пленка
5d Подложка
6 Держатель
7 Источник света
8 Коллиматорная линза
9 Поляризатор
10 Полупрозрачное зеркало
11 Анализатор
12 Детектор
13 Устройство для обработки изображения
14, 14а, 14b Рельс
15 Колесико
16 Ось
17 Двигатель
18 Датчик приближения
19 Устройство управления.
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами

