Результат интеллектуальной деятельности: МЕТАЛЛИЧЕСКАЯ ПАНЕЛЬ В СБОРЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Настоящее изобретение относится к металлической детали в сборе, если одна из металлических частей является металлической панелью. Также изобретение относится к способу скрепления двух металлических деталей.
Металлические стыки в транспортных средствах могут быть выполнены с использованием клейкого материала. Например, клейкий материал может использоваться для крепления металлической панели, допустим, панели крыши, к опорному элементу или шасси транспортного средства. Кроме того, клейкий материал может использоваться для соединения двух металлических панелей детали кузова. Панели детали кузова обычно включают в себя внешние и внутренние металлические панели, края которых образованы загибанием края внешней панели над краем внутренней. Для скрепления панелей в этом случае обычно используется клейкий материал. Затем обычно на стык металлических панелей наносится материал для заделки швов, обеспечивающий устойчивость к коррозии. Например, в US (Патенте США) 6,000,118 упомянуто использование полоски жидкого материала для заделки швов между поверхностями двух панелей и тонкой пленки из невулканизированной краскоподобной смолы между кромкой внешней панели и открытой поверхностью внутренней панели. Пленка краски вулканизируется до состояния непроницаемого твердого вещества прокаливанием готовой дверной панели.
В US (Патенте США) 6,368,008 упомянуто использование клейкого материала для скрепления двух металлических панелей. На край стыка наносится металлическое покрытие. В WO 2009/071269 упоминается расширяемый эпоксидный пастообразный клей, использующийся как материал для заделки швов на краях. Дальнейшая работа со швом описана в US 6,528,176.
Желательно найти решение, при котором две металлические панели, в частности внешняя и внутренняя панели кузова автомобиля, можно было бы соединять клейким материалом без заделки швов. Следовательно, нужно найти клейкий материал, обеспечивающий необходимое скрепление и одновременно заделывающий швы и обеспечивающий устойчивость к коррозии. Обычно стык металлических панелей деталей кузова автомобиля формируется на ранних этапах процесса изготовления, когда панели часто прокрыты, скажем, смазкой или маслом. Следовательно, нужно найти клейкий материал для скрепления панелей, совместимый с маслом и, в частности, позволяющий обеспечить достаточно прочное скрепление, независимо от наличия масла на поверхности металлических панелей. Кроме того, желательно найти такое средство, чтобы первоначально панели были скреплены достаточно прочно и держались вместе без зажимов при дальнейшей обработке шва до термоусадки и окончательного постоянного соединения. Окончательное соединение должно иметь высокую ударопрочность и, предпочтительно, относительное удлинение при разрыве для поглощения нагрузки на стык без разрушения соединения. Желательно найти решение, позволяющее автоматизировать процесс формирования металлического стыка между металлическими пластинами и, следовательно, наносить клейкий материал автоматизированным оборудованием.
В соответствии с настоящим изобретением представлен способ сборки металлических деталей, включающий в себя:
- использование первой и второй металлической деталей, если хотя бы одна из них включает в себя металлическую панель;
- использование самоклеящейся полосы, первый участок которой расположен у первого конца самоклеящейся полосы, а второй - у второго конца, находящегося напротив первого конца самоклеящейся полосы, при этом самоклеящаяся полоса содержит термоотверждающееся соединение, содержащее смесь первого и второго эпоксисоединений и эпоксидный агент полимеризации, при этом средний молекулярный вес первого эпоксисоединения составляет не менее 1000 г/моль, и оно содержит эпоксидные группы в количестве от 5 до 10 мольных процентов, а средний молекулярный вес второго эпоксисоединения составляет не более 400 г/моль, при этом массовое соотношение первого эпоксисоединения ко второму равно от 0,8 до 4;
- соединение указанных первой и второй металлической деталей так, чтобы самоклеящаяся полоса была расположена между ними, образуя металлический стык; и
- нагрев металлического стыка для термической усадки термоотверждающегося соединения самоклеящейся полосы.
Для дальнейшего рассмотрения настоящего изобретения рассмотрим сборку металлических деталей А, при которой используются:
первая и вторая металлические детали, причем хотя бы одна из них включает в себя металлическую панель, и
самоклеящаяся полоса, первый участок которой расположен у первого конца самоклеящейся полосы, а второй - у второго конца, находящегося напротив первого конца самоклеящейся полосы, при этом самоклеящаяся полоса находится между первой и второй металлическими деталями и соединяет их между собой, а также содержит термореактивное вещество или термоотверждающееся соединение, как описано выше.
В конкретном исполнении одна из металлических деталей является панелью крыши, а другая - опорным элементом, например шасси транспортного средства.
Металлические детали и панели обычно являются стальными, но изобретение может использоваться применительно и к другим металлическим деталям и панелям, например алюминиевым. В конкретном исполнении детали не окрашены, т.е. являются деталями кузова без покраски и грунтовки, как их называют в автопромышленности.
Было обнаружено, что самоклеящаяся полоса, используемая в способе, обычно позволяет соединять металлические детали и панели в необходимой степени и обеспечивает герметизирующие свойства стыка, тем самым обеспечивая устойчивость к коррозии. Кроме того, самоклеящаяся полоса может использоваться при соединении металлических деталей и панелей, которые могут быть немного запачканы, допустим, маслом, и обычно перед ее наложением не требуется чистки деталей и панелей. Возможно также использование самоклеящейся полосы при помощи автоматизированного оборудования, такого как роботизированные головки. Также самоклеящаяся полоса может использоваться применительно к настоящему изобретению для первичного скрепления металлических деталей так, чтобы они оставались скрепленными во время дальнейшей обработки соединения на дальнейших производственных этапах, например покраске, без использования зажимов для удержания деталей вместе. Соответственно, самоклеящаяся полоса может обеспечить достаточную крепость соединения металлических деталей до термоусадки или вулканизации самоклеящейся полосы, создающих окончательное постоянное соединение деталей. В конкретном исполнении самоклеящаяся полоса достаточно устойчива к вымыванию, следовательно, соединенные ею металлические детали могут быть промыты, если это нужно сделать, к примеру, перед покраской.
Ниже описаны конкретные исполнения данного изобретения:
1. Способ сборки металлических деталей, включающий в себя:
- использование первой и второй металлической деталей, если хотя бы одна из них включает в себя металлическую панель;
- использование самоклеящейся полосы, первый участок которой расположен у первого конца самоклеящейся полосы, а второй - у второго конца, находящегося напротив первого конца самоклеящейся полосы, при этом самоклеящаяся полоса содержит термоотверждающееся соединение, содержащее смесь первого и второго эпоксисоединений и эпоксидный агент полимеризации, при этом средний молекулярный вес первого эпоксисоединения составляет не менее 1000 г/моль, и оно содержит эпоксидные группы в количестве от 5 до 10 мольных процентов, а средний молекулярный вес второго эпоксисоединения составляет не более 400 г/моль, при этом массовое соотношение первого эпоксисоединения ко второму равно от 0,8 до 4;
- соединение указанных первой и второй металлической деталей так, чтобы самоклеящаяся полоса была расположена между ними, образуя металлический стык; и
- нагрев металлического стыка для термической усадки термоотверждающегося соединения самоклеящейся полосы.
2. Способ согласно исполнению 1, где одна из указанных первой и второй металлической деталей включает в себя панель крыши, а другая - опорный элемент.
3. Способ согласно исполнению 1, где
- первая металлическая деталь включает в себя первую металлическую панель с первой частью кузова и первой кромкой вдоль края первой части кузова, прилегающей к первому краю первой части кузова;
- вторая металлическая деталь включает в себя вторую металлическую панель со второй частью кузова и второй кромкой вдоль края второй части кузова, прилегающей ко второму краю второй части кузова; и
- самоклеящаяся полоса крепится к указанной первой или второй металлической панели;
- первая кромка первой панели загибается над второй кромкой второй панели;
- при выполнении склеивания и загибания образуется металлический стык, при этом самоклеящаяся полоса загибается так, чтобы ее первая часть находилась между второй кромкой второй панели и первой частью кузова первой панели, а вторая часть самоклеящейся полосы находилась между первой кромкой первой панели и второй кромкой второй панели;
- металлический стык нагревается так, чтобы вызвать термоусадку термоотверждающегося соединения самоклеящейся полосы.
4. Способ согласно исполнению 3, где указанная самоклеящаяся полоса крепится ко второй кромке указанной второй металлической панели и загибается вокруг второго конца второй металлической панели так, что самоклеящаяся полоса оказывается прикрепленной к противоположным сторонам второй кромки второй металлической панели.
5. Способ согласно исполнению 3, где самоклеящаяся полоса крепится к первой металлической панели.
6. Способ согласно любому из предыдущих исполнений, где термоотверждающееся соединение содержит гидрофобизирующее вещество.
7. Способ согласно исполнению 6, где гидрофобизирующее вещество содержит частицы гидрофобного коллоидального диоксида кремния.
8. Способ согласно любому из предыдущих исполнений, где массовое соотношение первого эпоксисоединения ко второму составляет от 0,8 до 3.
9. Способ согласно любому из предыдущих исполнений, где средний молекулярный вес первого эпоксисоединения составляет от 1000 до 3000 г/моль.
10. Способ согласно любому из предыдущих исполнений, где термоотверждающееся соединение содержит вспенивающее вещество.
11. Способ согласно исполнению 10, где вспенивающее вещество капсулировано.
12. Способ согласно любому из предыдущих исполнений, где эпоксидный агент полимеризации содержит компонент, выбранный из группы, состоящей из аминов, дициандиамидов, гуанидинов, кислотных ангидридов и их смесей.
13. Способ согласно любому из предыдущих исполнений, где термоотверждающееся соединение содержит добавку, повышающую ударную прочность.
14. Способ согласно любому из предыдущих исполнений, где термоотверждающееся соединение содержит пленкообразующее вещество.
15. Способ согласно любому из предыдущих исполнений, где самоклеящаяся полоса содержит сетку.
16. Способ согласно любому из предыдущих исполнений, где между образованием металлического стыка и его нагреванием осуществляется покраска металлического стыка.
17. Способ согласно любому из предыдущих исполнений, где нагревание металлического стыка осуществляется в один или несколько этапов при температуре от 60 до 200°C.
18. Сборка металлических деталей, включающая:
использование первой и второй металлической деталей, если хотя бы одна из них включает в себя металлическую панель, и самоклеящейся полосы, первый участок которой расположен у первого конца самоклеящейся полосы, а второй - у второго конца, находящегося напротив первого конца самоклеящейся полосы, при этом самоклеящаяся полоса находится между указанными первой и второй металлическими деталями и соединяет их между собой, а также содержит продукт реакции термоотверждения термоотверждающегося соединения, как указано в исполнениях 1 и 6-15.
19. Сборка металлических деталей согласно исполнению 18, где одна из указанных первой и второй металлической деталей включает в себя панель крыши, а другая - опорный элемент.
20. Сборка металлических деталей согласно исполнению 18, где
- первая металлическая деталь включает в себя первую металлическую панель с первой частью кузова и первой кромкой вдоль края первой части кузова, прилегающей к первому краю первой части кузова;
- вторая металлическая деталь включает в себя вторую металлическую панель со второй частью кузова и второй кромкой вдоль края второй части кузова, прилегающей ко второму краю второй части кузова; и
- указанная вторая кромка второй панели простирается на первую часть кузова первой панели, а второй конец второй панели прилегает к первой кромке первой панели;
- указанная первая кромка первой панели загибается над второй кромкой второй панели;
- первая часть самоклеящейся полосы находится между второй кромкой второй панели и первой частью кузова первой панели и скрепляет их;
- вторая часть самоклеящейся полосы загибается над второй кромкой второй панели и скрепляет первую кромку первой панели и вторую кромку второй панели.
Изобретение будет далее описываться со ссылкой на нижеприведенные схематические фигуры без намерения ограничения ими изобретения:
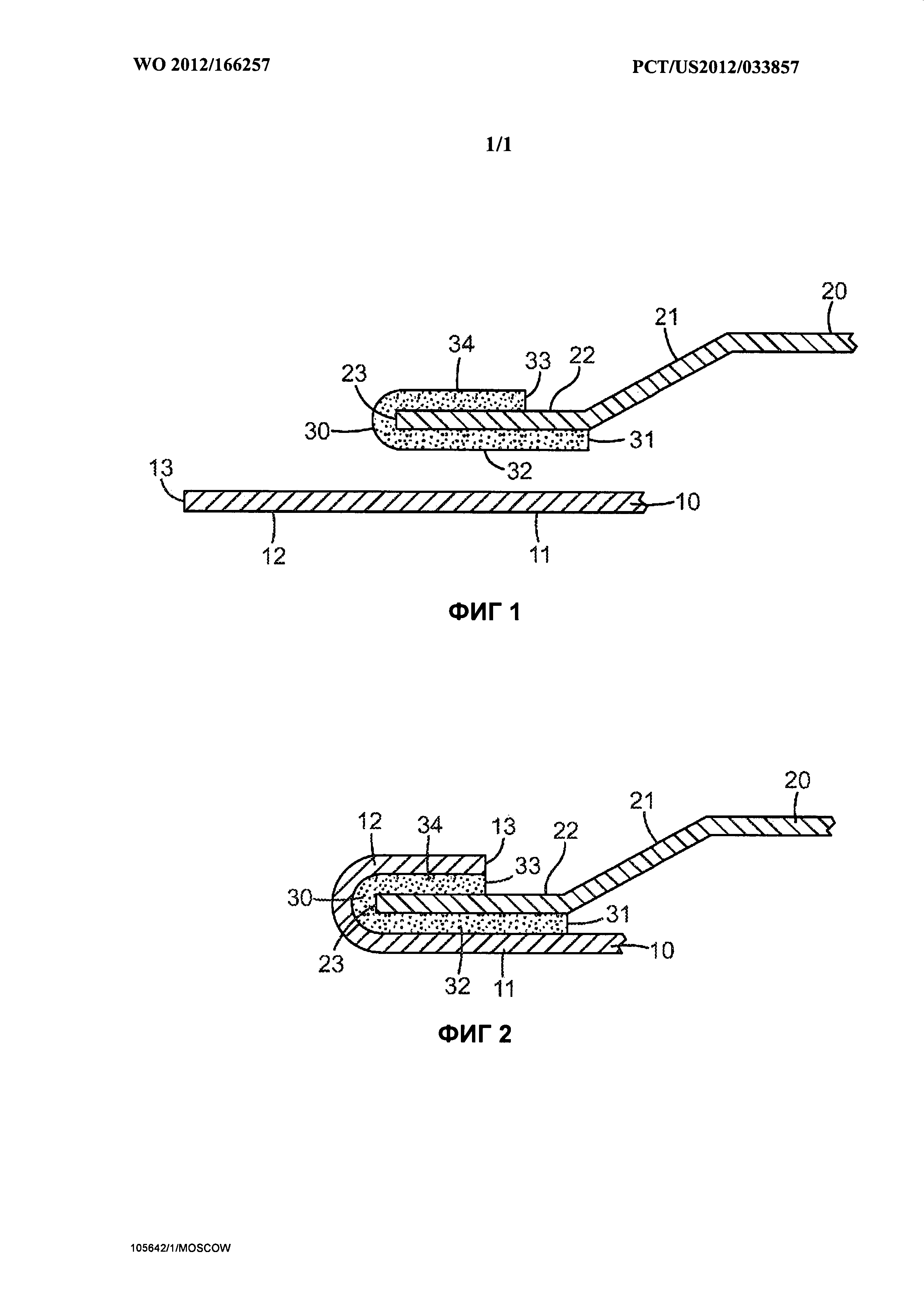
Фиг. 1 - вид в поперечном разрезе сборки металлических деталей по способу изобретения.
Фиг. 2 - исполнение, демонстрирующее вид в поперечном разрезе внутренней панели с приклеенной к ней самоклеящейся полосой и внешней панели 10 до соединения ее с внутренней.
На Фиг. 1 представлено исполнение по способу настоящего изобретения. Как показано на Фиг.1, внешняя панель включает в себя часть кузова 11 с кромкой 12 вдоль края части кузова возле края 13 внешней панели. Кромка 12 загибается над кромкой 22 внутренней панели 20. Кромка 22 внутренней панели расположена вдоль края части кузова 21 внутренней панели возле края 23. Край 23 прилегает к кромке 12 внешней панели 10. Самоклеящаяся полоса 30 расположена между внутренней панелью 20 и внешней панелью 10. Часть 32 возле конца 31 самоклеящейся полосы 30 расположена между частью кузова 11 внешней панели 10 и кромкой 22 внутренней панели 20. Самоклеящаяся полоса 30 загибается над внутренней панелью 20 и, следовательно, часть 34 возле конца 33 самоклеящейся полосы 30 находится между кромкой 12 внешней панели и кромкой 22 внутренней панели. Самоклеящаяся полоса 30 скрепляет две металлические панели на стыке или шве.
В соответствии с исполнением, представленным на Фиг. 2, сборка металлических деталей по способу настоящего изобретения, как, например, показано на Фиг. 1, может быть выполнена креплением самоклеящейся полосы 30 к внутренней металлической панели 20. Можно также вместо этого прикрепить самоклеящуюся полосу 30 к внешней панели до соединения панелей (не показано на фигуре). Как показано на Фиг.2, самоклеящаяся полоса 30 крепится к внутренней панели 20 с противоположной стороны кромки 22 внутренней панели, при этом самоклеящаяся полоса 30 загибается вокруг конца 23 внутренней панели. В одном исполнении самоклеящаяся полоса 30 обладает поверхностью, становящейся клейкой при комнатной температуре, обычно около 20°C, и может крепиться к внутренней панели этой клейкой поверхностью. Обычно самоклеящаяся полоса обеспечивает сцепление, достаточное для удержания вместе металлических деталей без термоусадки термоотверждающегося соединения самоклеящейся полосы.
Затем внешняя панель 10 может быть согнута так, чтобы кромка 12 внешней панели оказалась загнутой над кромкой 22 внутренней панели 20 и частью 34 самоклеящейся полосы 30. Соответственно, внешняя панель 10 будет согнута над внутренней панелью 20 при помощи самоклеящейся полосы между двумя панелями и будет получен металлический стык. Если самоклеящаяся полоса 30 была прикреплена к внешней панели 10, а не к внутренней панели 20, самоклеящаяся полоса 30 будет согнута между панелями при загибании внешней панели 10 над кромкой 22 внутренней панели 20.
Полученный металлический стык затем нагревается для термоусадки термоотверждающегося соединения самоклеящейся полосы и создания тем самым постоянного сцепления панелей и герметизации стыка. Нагревание может быть осуществлено при покраске и спекании собранной панели в ходе стандартного процесса изготовления автомобиля. Однако при желании этап нагревания или спекания металлического стыка может быть осуществлен и отдельно. Обычно температура нагревания металлического стыка и герметизации составляет от 60 до 200°C, например, от 100 до 150°C. Нагревание может быть проведено в один или несколько этапов. Например, можно осуществить два или более циклов нагревания при разной температуре вышеуказанного диапазона. В каком-либо исполнении на первом этапе нагревания металлический стык может быть нагрет до температуры от 60 до 100°C, на втором - до более высокой температуры от 80 до 200°C. Время нагревания может варьироваться, обычно оно составляет от 5 до 60 минут, например 10-30 минут. При нагревании в несколько этапов время каждого из них может варьироваться в указанных пределах.
Самоклеящаяся полоса, использующаяся по способу настоящего изобретения, включает в себя термоотверждающееся соединение, содержащее смесь первого и второго эпоксисоединений и эпоксидный агент полимеризации. Средний молекулярный вес первого эпоксисоединения составляет не менее 1000 г/моль. Обычно средний молекулярный вес первого эпоксисоединения составляет от 1000 до 3000 г/моль, например 1500-2500 г/моль. Первое эпоксисоединение содержит эпоксидные группы в количестве от 5 до 10%, например 6-8%. Средний молекулярный вес второго эпоксисоединения составляет не более 400 г/моль, например 200-350 г/моль. Массовое соотношение первого эпоксисоединения ко второму равно от 0,8 до 4, например от 0,9 до 3 или от 0,9 до 2,8.
В термоотверждающемся соединении самоклеящейся полосы в качестве эпоксисоединения может использоваться любой органический компонент, обладающий оксирановым кольцом, полимеризуемым реакцией раскрытия кольца. Такие материалы, известные под названием эпоксидных смол, включают в себя мономерные и полимерные эпоксисоединения и могут быть алифатическими, полиалифатическими, ароматическими или гетероциклическими. Полезные материалы обычно содержат не менее двух полимеризуемых эпоксидных групп на молекулу, предпочтительнее от 2 до 4 полимеризуемых эпоксидных групп на молекулу.
В термоотверждающемся соединении самоклеящейся полосы содержится первое эпоксисоединение большого молекулярного веса и второе эпоксисоединение малого молекулярного веса.
Первое эпоксисоединение или эпоксисоединение большого молекулярного веса должно обладать средней эпоксидной функциональностью не менее 2 или, предпочтительно, от 2 до 4. Средний молекулярный вес первого эпоксисоединения составляет не менее 1000 г/моль, например от 1000 до 3000 г/моль. Основа может быть любого типа, предпочтительно безгалогенная, в частности бесхлористая. Все заместители также могут быть безгалогенными или бромированными или входить в любую группу, не содержащую нуклеофильной или электрофильной функциональной группы (как активная форма водорода), вступающей в реакцию с оксирановым кольцом. Допустимые заместители включают в себя группы простых и сложных эфиров, сульфонатов, силоксанов, нитрогруппы, группы амидов, нитрилов, фосфатов и пр. В первом и/или втором эпоксисоединениях в термоотверждающемся соединении могут также использоваться смеси различных органических экпоксидных смол. Приобрести подходящие эпоксисоединения большого молекулярного веса можно, например, в компании Leuna Harze GmbH под торговым названием Epilox ТМ А 50-02 Resolution Performance Products Epikote ТМ 1001.
Второе эпоксисоединение или эпоксисоединение малого молекулярного веса выбирается из группы эпоксисоединений средней эпоксидной функциональностью (т.е. средним количеством полимеризуемых эпоксидных групп на молекулу) не менее 2 или, предпочтительно, от 2 до 4. Средний молекулярный вес эпоксисоединения малого молекулярного веса составляет 400 г/моль или менее, например 200-350 г/моль. Эти эпоксисоединения малого молекулярного веса - обычно жидкости при комнатной температуре и часто называются реактивными эпоксидными разжижителями или реактивными эпоксидными разбавителями. Эти компоненты рекомендуется выбирать из группы опционально замещенных ди- и полиглицидиловых эфиров ди- и полифенолов или алифатических или циклоалифатических гидроксиловых компонентов. Приобрести подходящие эпоксисоединения малого молекулярного веса можно, например, в компании Resolution Performance Products Epikote ТМ 828 и DER 331, DER 332, DER 334 от Dow Chemical Co.
Эпоксисоединения, использующиеся в качестве эпоксисоединений малого или большого молекулярного веса самоклеящейся полосы, в основном, происходят, соответственно, от бисфенола A, бисфенола E, бисфенола F, бисфенола S, алифатических и ароматических аминов, таких как метилендианилин и аминофенолы, а также галогензамещенных бисфеноловых смол, новолаков, алифатических эпоксидных смол и их сочетаний. Органические эпоксидные смолы рекомендуется выбирать из группы, включающей диглицидиловые эфиры бисфенола А или бисфенола F и эпоксидные новолаки. К другим полезным органическим эпоксидным смолам относятся указанные в Патенте США №5,010,605, Патенте США №4,145,369, Патенте США №3,445,436, Патенте США №3,018,262 и Руководстве по эпоксидным смолам Ли и Невилла, McGraw Hill Bool Co., Нью-Йорк (1967).
Количество эпоксисоединения большого молекулярного веса в термоотверждающемся соединении самоклеящейся полосы составляет обычно 15-60 вес.%, например 20-45 вес.%, общего веса термоотверждающегося соединения. Количество эпоксисоединения малого молекулярного веса в термоотверждающемся соединении самоклеящейся полосы составляет обычно 5-40 вес.%, например, 10-30 вес.%, общего веса термоотверждающегося соединения. Массовое соотношение первого эпоксисоединения (эпоксисоединения большого молекулярного веса) ко второму (эпоксисоединению малого молекулярного веса) равно от 0,8 до 4, например от 0,9 до 3 или от 0,9 до 2,8.
Эпоксидные отвердители или эпоксидные агенты полимеризации, использующиеся в термоотверждающемся соединении, - материалы, вступающие в реакцию с оксирановым кольцом органического эпоксида и вызывающие значительное перекрестное структурирование эпоксида. Эти материалы имеют хотя бы одну нуклеофильную или электрофильную функциональную группу (как активная форма водорода), вызывающую реакцию перекрестного структурирования. Эпоксидные отвердители отличаются от эпоксидных удлинителей цепей, которые первоначально размещаются между цепями органического эпоксида и вызывают незначительное перекрестное структурирование или не вызывают его вовсе. Эпоксидные отвердители используются в данном изобретении и также известны как вулканизирующие вещества, катализаторы, отверждающие агенты и отвердители.
Иногда разделяют эпоксидные отвердители и ускорители, которые используются для усиления реакции вулканизации эпоксидных смол. Ускорители обычно являются многофункциональными веществами, которые также могут классифицироваться как эпоксидные отвердители. Поэтому в настоящей спецификации мы не разделяем отвердители и ускорители.
Эпоксидные отвердители, используемые в настоящем изобретении, включают те, что обычно используются в соединениях для вулканизации эпоксидных смол и формирования сшитых полимерных сетей. Такие вещества включают в себя алифатические и ароматические первичные амины, например ди-(4-аминофенил)сульфон, ди-(4-аминофенил)-эфиры и 2,2-бис ди-(4-аминофенил)пропан. К таким соединениям также относятся алифатические и ароматические третичные амины, например диметиламинопропиламин и пиридин, которые могут действовать как катализаторы значительного перекрестного структурирования. Кроме того, могут использоваться бор-комплексы, в частности бор-комплексы с моноэтаноламином, имидазолы, например 2-этил-метилимидазол, гуанидины, например тетраметилгуанидин, замещенные мочевины, такие как мочевина толуилендиизоцианата, дицианодиамид и кислотные ангидриды, например, 4-метитетрагидрофталевый кислотный ангидрид, 3-метитетрагидрофталевый кислотный ангидрид и метилнорборненефталевый кислотный ангидрид. Другие возможные отвердители относятся к полиаминам, меркаптанам и фенолам. Рекомендуется выбирать эпоксидный отвердитель из группы, состоящей из аминов, кислотных ангидридов, гуанидинов, дицианодиамида и их смесей. Еще предпочтительнее, чтобы эпоксидный отвердитель был смесью дицианодиамида и 2,4-ди-(N′N′-диметилмочевино)толуол.
В термоотверждающемся соединении самоклеящейся полосы содержится от 1 до 40 вес.%, а предпочтительно 2-25 вес.% (от общего веса термоотверждающегося соединения) одного или нескольких эпоксидных вулканизирующих веществ.
В конкретном исполнении в термоотверждающемся соединении содержится одна или несколько добавок, повышающих ударную прочность, составляющих 10-30 вес.% от общего веса термоотверждающегося соединения, рекомендуется 12,2-25 вес.%. Добавки, повышающие ударную прочность, рекомендуется выбирать из группы, включающей добавки, повышающие ударную прочность, содержащие структуру ядро/оболочка, сополимер бутадиена и акрилонитрила с концевыми карбоксильными группами или бутадиенакрилонитрильный каучук с концевыми карбонильными группами и завершенный политетраметиленоксид амина большого молекулярного веса.
Наиболее предпочтительные добавки, повышающие ударную прочность, содержащие структуру ядро/оболочка, обычно включают в себя различные материалы во внутреннем ядре и во внешней оболочке соответственно. Предпочтительно, но не обязательно, чтобы ядро было тверже оболочки. Оболочка может содержать более твердые материалы и/или иметь слоистую структуру. Лучше всего, чтобы компонент твердого ядра состоял из одного или нескольких органических полимеров и неорганических оксидов первой, второй и/или третьей переходных серий периодической таблицы, такие как диоксид кремния, оксид алюминия, диоксид циркония, и/или природных минералов, таких как полевые шпаты, силикаты, алюминаты, цирконаты, и/или других твердых материалов, таких как карбиды, нитриды, силициды, алюминиды и/или их сочетания. Внешняя мягкая оболочка может состоять из каучуков, таких как диеновый, олефиновый, натуральный каучук, полиизопрен, их сополимеры, этиленпропиленмономерный каучук, диен-акронитриловые сополимеры, сополимеры виниловых ароматических мономеров, сополимеры стирол-бутадиена, известные как бутадиенстирольные каучуки, а также тройные сополимеры диенов с акрилонитрилом или ненасыщенными эфирами, стирол- или винилтолуол. Мягкая оболочка может включать в себя вещества с измененной функциональностью, такие как карбоксил, гидроксил, эпоксиды, цианаты, изоцианаты, амины и тиолы, которые могут вступать в реакцию с эпоксисоединениями исходного продукта.
Добавки, повышающие ударную прочность, содержащие структуру ядро/оболочка, для термоотверждающегося соединения можно приобрести, например, в компании Rohm and Hass под торговым названием Paraloid ТМ.
Добавки, повышающие ударную прочность, содержащие сополимер бутадиена и акрилонитрила с концевыми карбоксильными группами или бутадиенакрилонитрильный каучук с концевыми карбонильными группами, вступают в реакцию своими карбоксильными и/или нитрильными функциональными группами с эпоксисоединениями исходного продукта в ходе вулканизации, тем самым вводя свою бутадиеновую или нитрильную каучуковую часть как мягкий ударопоглощающий сегмент эпоксидной сетки, образующей твердый сегмент.
Добавки, повышающие ударную прочность, содержащие сополимер бутадиена и акрилонитрила с концевыми карбоксильными группами или бутадиенакрилонитрильный каучук с концевыми карбонильными группами, использующиеся в настоящем изобретении, можно приобрести, например, в компании Hanse Chemie AG, Гамбург, Германия, под торговым названием «Albipox ТМ».
Завершенный оксид политетраметилена амина высокого молекулярного веса, используемый в термоотверждающемся соединении, можно приобрести, например, в компании 3М, St. Paul/MN, США, под торговым названием «3М ЕРХ ТМ Rubber».
Содержание одной или нескольких добавок, повышающих ударную прочность, в термоотверждающемся соединении варьируется примерно в диапазоне 10-30 вес.%, предпочтительно 12,2-25 вес.% от общего веса термоотверждающегося соединения.
В наиболее предпочтительном исполнении в термоотверждающемся соединении содержится вспенивающее вещество или несколько их. Включая вспенивающее вещество в термоотверждающееся соединение самоклеящейся полосы, мы делаем полосу термически расширяющейся. Следовательно, при нагревании, например, при термоусадке, самоклеящейся полосы она расширяется, содействуя герметизации дефектов в металлическом стыке. Было обнаружено, что в результате повышается устойчивость к коррозии. Вспенивающие вещества рекомендуется выбирать из некапсулированных или капсулированных вспенивающих веществ. Нехимические вспенивающие вещества, которые иногда также называются химическими вспенивающими веществами, выделяют газообразный компонент, например азот, оксид азота, водород или диоксид карбонила, при нагревании. Химические вспенивающие вещества, используемые в настоящем изобретении, включают в себя, например, азобисизобутиронитрилы, азодикарбонамиды, карбазиды, гидразиды, не-азо химические вспенивающие вещества на основе борогидрида натрия или бикарбоната натрия/лимонной кислоты и динитрозопентаметилентетрамин.
Содержание одного или нескольких химических вспенивающих веществ должно составлять 0,2-2 вес.%, предпочтительно 0,5-1,5 вес.% от общего веса термоотверждающегося соединения.
Капсулированные вспенивающие вещества - это обычно сжиженные газы, например трихлорофлюорометан или углеводороды, такие как n-пентан, изопентан, неопентан, бутан и/или изобутан, заключенные в полимерную термопластиковую оболочку. При нагревании сжиженный газ расширяется и расширяет или взрывает термопластиковую оболочку, как "микрошарик". Обычно используется одно или несколько капсулированных вспенивающих веществ, содержание которых составляет 0,2-5 вес.%, предпочтительно 0,5-4 вес.% от общего веса термоотверждающегося соединения.
Термоотверждающееся соединение может включать в качестве опции другие компоненты, добавки и/или агенты.
Термоотверждающееся соединение может включать одно или несколько пленкообразующих веществ, составляющих 0,25-5 вес.%, например, 1-3 вес.% от общего веса термоотверждающегося соединения. Подходящие пленкообразующие вещества можно выбрать, например, из группы компонентов, включающих полигидроксиэфиры, например феноксисмолы, полиэфирные диамины, поливинилацетали, включая поливинилбутирали и их смеси.
К другим опциональным ингредиентам, которые могут быть добавлены в термоотверждающееся соединение, относятся увлажняющие агенты, например, из группы, состоящей из титанатов, кремневодородов, цирконатов, циркоалюминатов, фосфоных эфиров и их смесей. Увлажняющий агент повышает смешиваемость и обрабатываемость соединения и повышает его эксплуатационные характеристики. Использование увлажняющих агентов описано в Патенте США 5,019,605. Особенно полезный увлажняющий агент можно приобрести под названием Coatex DO-UP6L от фирмы Coatex, Gene, Франция.
В конкретном исполнении термоотверждающееся соединение может включать в себя один или несколько наполнителей, которые могут использоваться для регулирования реологических свойств исходного вещества и изменения его вязкости для повышения обрабатываемости с точки зрения конкретного применения. Это должны быть неорганические наполнители с содержанием диоксида кремния. Рекомендуется гидрофобная коллоидальная двуокись кремния, которую можно приобрести под названием Aerosil ТМ от Degussa или CAB-O-SIL от Cabot.
Самоклеящаяся полоса и термоотверждающееся соединение могут быть подготовлены несколькими способами. Например, различные компоненты могут быть добавлены при комнатной температуре в подходящий внутренний сосуд для смешивания, например, миксер Mogul. Температура смешивания не критична, смешивание первого и второго эпоксисоединений и опциональной добавки, повышающей ударную прочность, обычно выполняется при температуре 80-85°C. При добавлении эпоксидного агента полимеризации и опционального вспенивающего вещества температуру рекомендуется снизить до максимум 70°C. Продолжать смешивание до образования однородной смеси, после чего термоотверждающееся соединение вынимается из миксера.
Благодаря высокой способности к обработке, термоотверждающееся соединение может обрабатываться как пленка подходящим оборудованием для нанесения жидких веществ, таким как пресс-экструдер или установка для нанесения покрытия в расплавленном виде.
Термоотверждающееся соединение может обрабатываться как самоподдерживающаяся пленка или наноситься на различные подложки - например металлы (алюминий и его сплавы, титан и нержавеющая сталь) или другие подложки, например стекло, бор, углерод, кевларовые волокна, эпоксидные смолы, фенолы, цианатные эфиры и полиэфирные матрицы.
Самоклеящаяся полоса обычно представляет собой мягкую пленку и может быть или не быть клейкой при комнатной температуре. Толщина материала самоклеящейся полосы сильно варьируется. Обнаружено, что рекомендованная толщина составляет от примерно 0,05 мм до 25 мм. Для стандартного скрепления металлических панелей рекомендуется толщина от 3 до 25 мм, например 4-10 мм или 5-8 мм.
Самоклеящаяся полоса может быть упакована в рулоны листового материала, рулоны пленки, т.е. в виде материала большой длины и малой ширины, или в пакеты листов, которые разрезаются на куски желаемого размера и формы для конечного использования. Если самоклеящаяся полоса клейкая, между листами или витками рулона может быть проложен антиадгезионный материал.
Самоклеящаяся полоса может иметь один или несколько слоев. Самоклеящаяся полоса может иметь сетку. Подходящая сетка - это открытая ткань или материя из полимерного материала. Обычно сетка мягкая и эластичная. В конкретном случае речь идет о термостабилизированной, мягкой и растягивающейся открытой нейлоновой трикотажной ткани. Толщина сетки может быть 1-15 г/м2, например 5-12 г/м2. Полезный материал можно приобрести под названием 3M ТМ Scotch-Weld ТМ 3336 от 3M Со. Самоклеящаяся полоса может иметь также открытый нетканый слой, например нетканую сетку.
Изобретение далее будет продемонстрировано на следующих примерах. Эти примеры приводятся только как иллюстрация и не ограничивают применение прилагаемых формул изобретения.
ПРИМЕРЫ
Способы проверки
1. СДВИГОВАЯ ПРОЧНОСТЬ НАХЛЕСТА СОГЛАСНО DIN EN 1465
Сдвиговая прочность нахлеста была определена в соответствии со стандартом DIN EN 1465 при помощи машины для испытания на растяжение Zwick Z050 (можно приобрести в компании Zwick GmbH& Co. KG, Ульм, Германия), работающей со скоростью головки 13 мм/мин. на полосках стали горячего цинкования (можно приобрести под названием Etalon steel, номер GC 300500АА от компании Societee Etalon, Франция) размерами 100 мм × 25 мм × 0,8 мм, покрытых 3 г/м2 масла (PL 3802-39S, можно приобрести в компании Fuchs Petrolub AG, Германия). Для подготовки проверки сдвиговой прочности нахлеста проверяемая эпоксидная пленка (толщиной 0,7 мм) была прикреплена к одному концу первой стальной полоски и накрыта второй стальной полоской, образовавшей стык с нахлестом 10 мм. Затем стыки с нахлестом были зажаты двумя зажимами и тестовые сборки были помещены в сушильный шкаф на 30 минут при 180°C. Таким образом, тестовые сборки были нагреты и остужены со скоростью изменения температуры 3°C/мин. Затем тестовые сборки были на 24 часа помещены в среду с температурой 23+/-2°C и относительной влажностью 50+/-5% перед проверкой. Поскольку тестовые температуры для измерения сдвиговой прочности нахлеста варьировались от -40°C до комнатной температуры и до +80°C, тестовые сборки были перед проверкой в машине для испытания на растяжение Zwick помещены в климатическую камеру (можно приобрести в компании RS Simulatoren, Оберхаузен, Германия) и сдвиговая прочность нахлеста была проверена при -40°C, комнатной температуре (23+/-2°C) и +80°C. 3 образца были измерены в каждом из примеров при разной тестовой температуре и среднее значение результатов было сообщено в МПа.
2. ОТРЫВНАЯ ПРОЧНОСТЬ КЛЕЙКОГО СЛОЯ СОГЛАСНО DIN EN 1464
Отрывная прочность клейкого слоя была измерена на полосках стали горячего цинкования (можно приобрести под названием Etalon steel, номер GC 300500АА от компании Societee Etalon, Франция) размерами 150 мм × 25 мм × 0,8 мм, покрытых 3 г/м2 масла (PL 3802-39S, можно приобрести в компании Fuchs Petrolub AG, Германия) в соответствии со стандартом DIN EN 1464 при помощи машины для испытания на растяжение Zwick Z050 (можно приобрести в компании Zwick GmbH& Co. KG, Ульм, Германия). Скорость головки была для всех измерений установлена на 100 мм/мин, отрывная прочность клейкого слоя была измерена при температуре 23+/-2°C и относительной влажности 50+/-5%. Для подготовки тестовой сборки изоляционная лента (Scotch ТМ 2610 Masking Таре, можно приобрести в компании 3M, США) была прикреплена к первой стальной полоске. Таким образом, изоляционная лента отмечает область соединения размером 100 мм × 25 мм. Затем проверяемый материал был прикреплен к отмеченной области соединения и накрыт второй стальной полоской того же размера, что и первая. Обе полоски были вручную прижаты друг к другу и затем зажаты двумя зажимами вдоль линии соединения, чтобы удерживать тестовую сборку в собранном состоянии. Тестовые сборки были помещены в сушильный шкаф на 30 минут при 180°C. Таким образом, тестовые сборки были нагреты и остужены со скоростью изменения температуры 3°C/мин. Затем тестовые сборки были на 24 часа помещены в среду с температурой 23+/-2°C и относительной влажностью 50+/-5% перед проверкой. Были подготовлены 3 испытательные сборки для определения отрывной прочности клейкого слоя, среднее значение результатов было сообщено в Н/25 мм.
3. УДАРОСТОЙКОСТЬ (ПРОВЕРКА ДИНАМИЧЕСКОГО ВОЗДЕЙСТВИЯ КЛИНОМ)
Проверка динамического воздействия клином осуществлена согласно способу ISO 11343. Проверка была проведена при помощи машины для испытания на удар Dynatub, модель 9200 (можно приобрести в компании Instron, Норвуд, США). Способ основан на введении падающего веса клина в соединенные клейким слоем металлические субстраты. Испытания были проведены при комнатной температуре 23+/-2°C и относительной влажности 50+/-5%. Для подготовки тестовой сборки полоска стали горячего цинкования (можно приобрести под названием Etalon steel, номер GC 300500АА от компании Societee Etalon, Франция) размерами 100 мм × 20 мм × 0,8 мм, покрытая 3 г/м2 масла (PL 3802-39S, можно приобрести в компании Fuchs Petrolub AG, Германия), была отмечена изоляционной лентой (Scotch ТМ 2610 Masking Таре, можно приобрести в компании 3M, США) в области соединения (30 мм × 20 мм). Затем проверяемый материал был прикреплен к отмеченной области соединения на первой стальной полоске и накрыт второй стальной полоской того же размера, что и первая. Обе полоски были вручную прижаты друг к другу и затем зажаты двумя зажимами вдоль линии соединения, чтобы удерживать тестовую сборку в собранном состоянии. Тестовые сборки были помещены в сушильный шкаф на 30 минут при 180°C. Таким образом, тестовые сборки были нагреты и остужены со скоростью изменения температуры 3°C/мин. Затем тестовые сборки были на 24 часа помещены в среду с температурой 23+/-2°C и относительной влажностью 50+/-5% перед проверкой.
Вулканизированные и доведенные до нужного состояния тестовые сборки были затем помещены на клин и 21 кг падающего веса были обрушены на скорости 2 м/с на линию соединения клейким слоем. При воздействии предыдущая кинетическая энергия была частично поглощена тестовыми сборками, уровень поглощения энергии может быть напрямую соотнесен с энергией разрушения. Были подготовлены 3 испытательные сборки для проверки динамического воздействия клином, среднее значение результатов было сообщено в джоулях.
4. ИСПЫТАНИЕ ПРОМЫВКОЙ
Для иллюстрации дверцы автомобиля были изготовлены каемочные швы маленьких размеров.
Каемочный шов был образован при помощи двух стальных панелей (можно приобрести под названием Etalon steel, номер GC 300500АА от компании Societee Etalon, Франция) размерами 200 мм × 200 мм × 1 мм. На первом этапе образцовая пленка размерами 200 мм × 20 мм × 0,7 мм была помещена на край первой стальной панели, на втором выступающий край первой стальной панели (длиной 7-8 мм) был отогнут за край второй стальной панели, тем самым образцовая пленка оказалась непосредственно между двумя стальными панелями. Полученные тестовые сборки были затем погружены на 15 минут в предварительно нагретый до 55°C водный раствор, содержащий 3 вес.% очистителя (можно приобрести под названием LKW Reiniger в компании Chemische Fabrik Dr. Stocker CmbH, Дуйсбург, Германия). Тестовые сборки были помещены в сушильный шкаф на 30 минут при 180°C. Таким образом, тестовые сборки были нагреты и остужены со скоростью изменения температуры 3°C/мин. Затем тестовые сборки были на 24 часа помещены в среду с температурой 23+/-2°C и относительной влажностью 50+/-5% перед проверкой. После этого они были проверены визуально. Тестовые сборки с пористыми линиями соединения считались бракованными, а с хорошо герметизированными линиями соединения без заметных пузырьков - качественными.
|
ПРИМЕРЫ
Подготовка примеров 1-4
Эпоксидные соединения настоящего изобретения были подготовлены соединением ингредиентов из списка материалов из таблицы 1 в 2-л планетарном смесителе (выпускается компанией Herbst, Букстехуде, Германия). В таблице 2 все концентрации указаны в вес.%.
Температура смесителя 80°C поддерживалась в течение всего процесса растапливания и смешивания эпоксидной смолы с высокой эквивалентной массой эпоксидной смолы (DER 671 или DER 6508) с эпоксидной смолой с низкой эквивалентной массой эпоксидной смолы (Epikote 828) с масляным обогревом. После полного растапливания твердой эпоксидной смолы однородная смесь эпоксидных смол поддерживалась при температуре 80°C, были добавлены отвердитель (Genioperl P52) и силикатный наполнитель / гидрофобизирующее вещество (Aerosil R202). Далее в течение 60 минут были продолжены растапливание и диспергирование для обеспечения полной дисперсии всех ингредиентов. Затем температура смесителя была снижена до 60°C, к смеси были добавлены два вулканизирующих вещества (Amnicure CG1200 и Omnicure U52M) и физический вспениватель (Micropearl F190D), после чего в течение еще 30 минут велось смешивание в вакууме. Все смеси были пастами однородной консистенции и после завершения смешивания были помещены в нагретые барабаны. Из барабанов расплавленный слой из смеси был нанесен на пленку толщиной 0,7 мм. Полученная пленка после остывания была мягкой и однородной.
|
|
Абразивный круг со связкой
Формованные абразивные частицы с низким коэффициентом округлости
Соединения фторполимера, содержащие многоатомные соединения, и способы из производства
Безнасосное устройство подачи тонера
Антиадгезионные материалы на основе фторсиликоновой смеси
Покрытые абразивные изделия
Насадки сопел и узлы распылительной головки для краскопультов
Абразивное изделие с покрытием на вспененной подложке и способ его изготовления
Способ абразивной обработки заготовки
Гранулы диборида титана в качестве защиты катодов от эрозии
Абразивный круг со связкой
Формованные абразивные частицы с низким коэффициентом округлости
Соединения фторполимера, содержащие многоатомные соединения, и способы из производства
Безнасосное устройство подачи тонера
Антиадгезионные материалы на основе фторсиликоновой смеси
Покрытые абразивные изделия
Насадки сопел и узлы распылительной головки для краскопультов
Абразивное изделие с покрытием на вспененной подложке и способ его изготовления
Способ абразивной обработки заготовки
Гранулы диборида титана в качестве защиты катодов от эрозии

