Результат интеллектуальной деятельности: СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ЗАГОТОВКИ
Вид РИД
Изобретение
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способам абразивной обработки заготовки с использованием шлифовального круга с абразивом на связке.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Связанные абразивные частицы, представляющие собой абразивные частицы, объединенные вместе связующей средой. Связанные абразивы, к которым относятся, например, точильные камни, шлифовальные бруски, шлифовальные круги и отрезные круги. Связующей средой обычно служит органическая смола, но может применяться и неорганический материал, такой, как керамика или стекло (т.е. стекловидные связки).
Распространенные отрезные операции производятся обычно тонкими отрезными кругами. Диаметр кругов, как правило, от 20 до 2500 миллиметров, толщина кругов от менее чем одного миллиметра (мм) до 16 мм. Как правило, толщина составляет около одного процента от диаметра. Круги обычно используют на скорости от 35 до 100 м/с для таких операций, как резка метала или камня, например, по номинальной длине. Отрезные круги также называются «абразивными отрезными пилами» и на некоторых производствах, таких, как литейные цеха, «обрубными пилами». В соответствии с их названием отрезные круги обычно используются для нарезки сырья (например, заготовки), такого, как металлические прутья, путем абразивного прорезания заготовки.
Отрезные круги могут использоваться для сухой резки, влажной резки, холодной резки и горячей резки. Тепло, выделяющееся в процессе резки за счет трения, может изменить физические свойства разрезаемого материала; например, углеродистая сталь может приобрести синеватый оттенок, нежелательный по механическим (т.е. синяя хрупкость) и/или по эстетическим причинам.
При оценке производительности абразивных кругов (т.е. шлифовальных и отрезных кругов) обычно используется пропорция, известна как G-пропорция. Известны следующие различные трактовки G-пропорции: отношение массы удаленной заготовки к массе израсходованного материала круга (в граммах), отношение удаленного объема заготовки к объему израсходованного материала круга, и отношение площади сечения среза заготовки к площади израсходованной части круглой стороны отрезного круга. В настоящей заявке термин «G-пропорция» используется только в последнем варианте (т.е. отношение площади сечения среза заготовки к площади израсходованной части круглой стороны отрезного круга).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Авторами настоящей заявки неожиданно было обнаружено, что в кругах, используемых в абразивном (т.е. в режущем) режиме могут возникать связанные абразивы, содержащие керамические формованные частицы, удерживаемые в связующем веществе, в отличие от стандартных Связанных абразивных кругов с дроблеными зернами. При использовании таких отрезных кругов в определенных условиях наблюдается волокнистая стружка, сопровождаемая большим снопом особо ярких искр, и хвосты искр значительно длиннее, чем от стандартных отрезных кругов из дробленых зерен при том же составе абразива (например, альфа-глинозем)
Кроме того, при холодной резке не наблюдается посинения стали.
В настоящей заявке излагается способ абразивной обработки заготовки, заключающийся в следующем:
наличие постоянно вращающегося связанного абразивного круга диаметром как минимум 150 миллиметров, причем связанный абразивный круг содержит керамические формованные абразивные частицы, удерживаемые в связующей среде; и
соприкосновение вращающегося связанного абразивного круга с металлической заготовкой таким образом, что заготовка подвергается абразивной обработке с непрерывным образованием металлической стружки, причем средняя температура металлической заготовки не превышает 500°C, и при этом 20 весовых процентов металлической стружки представляет собой волоконную металлическую стружку длиной по меньшей мере 3 миллиметра (мм).
По заявляемому способу средняя температура металлической заготовки не превышает 500°C, в некоторых реализациях не превышает 300°C, не превышает 100°C, или даже не превышает 50°C. Термин «средняя температура», используемый в настоящей заявке, относится к температуре зоны заготовки, достаточно удаленной от участка абразивной обработки/резки и существенно не подвергающейся нагреву, возникающему в процессе абразивной обработки/резки.
В некоторых реализациях, по критериям массы, как минимум 20, 30, 40, 50 или даже 60 процентов металлической стружки имеет волоконную структуру. Длина волоконной стружки может равняться как минимум 3 миллиметрам (мм), как минимум 10 мм, как минимум 15 мм, как минимум 20 мм или даже 25 мм. В некоторых реализациях формат как минимум части волоконной стружки (отношение длины к ширине) может равняться как минимум 5, 10, 20, 50 или даже 100. Заявляемый способ обладает как минимум одним из следующих преимуществ над стандартными связанными абразивными кругами: a) повышенной абразивной производительностью при заданной температуре и b) пониженной температурой при заданной абразивной производительности, благодаря чему продляется срок службы инструмента.
Отличительные особенности и преимущества настоящей заявки будут раскрыты далее в описании изобретения, а также в прилагаемых ссылках на другие заявки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
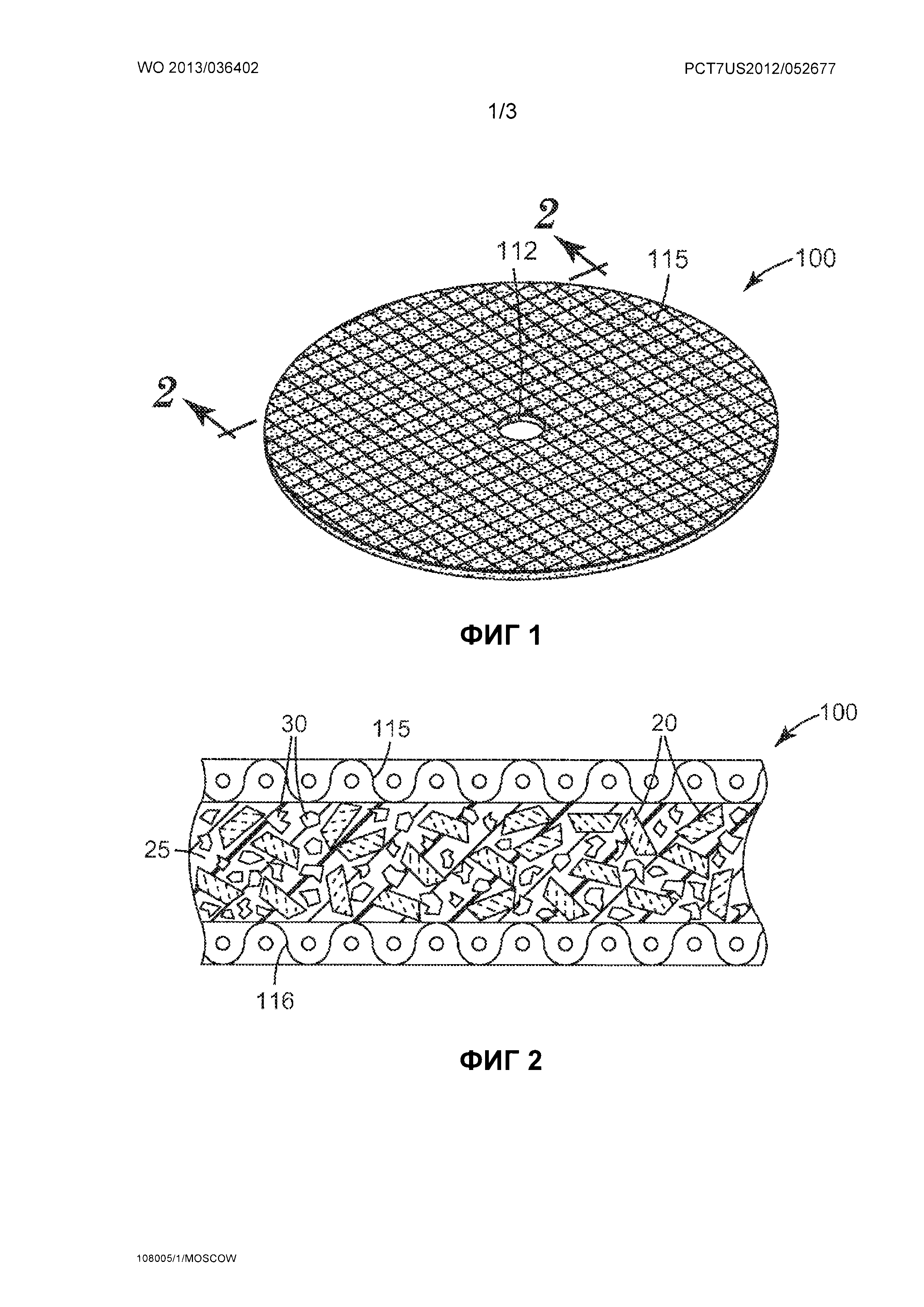
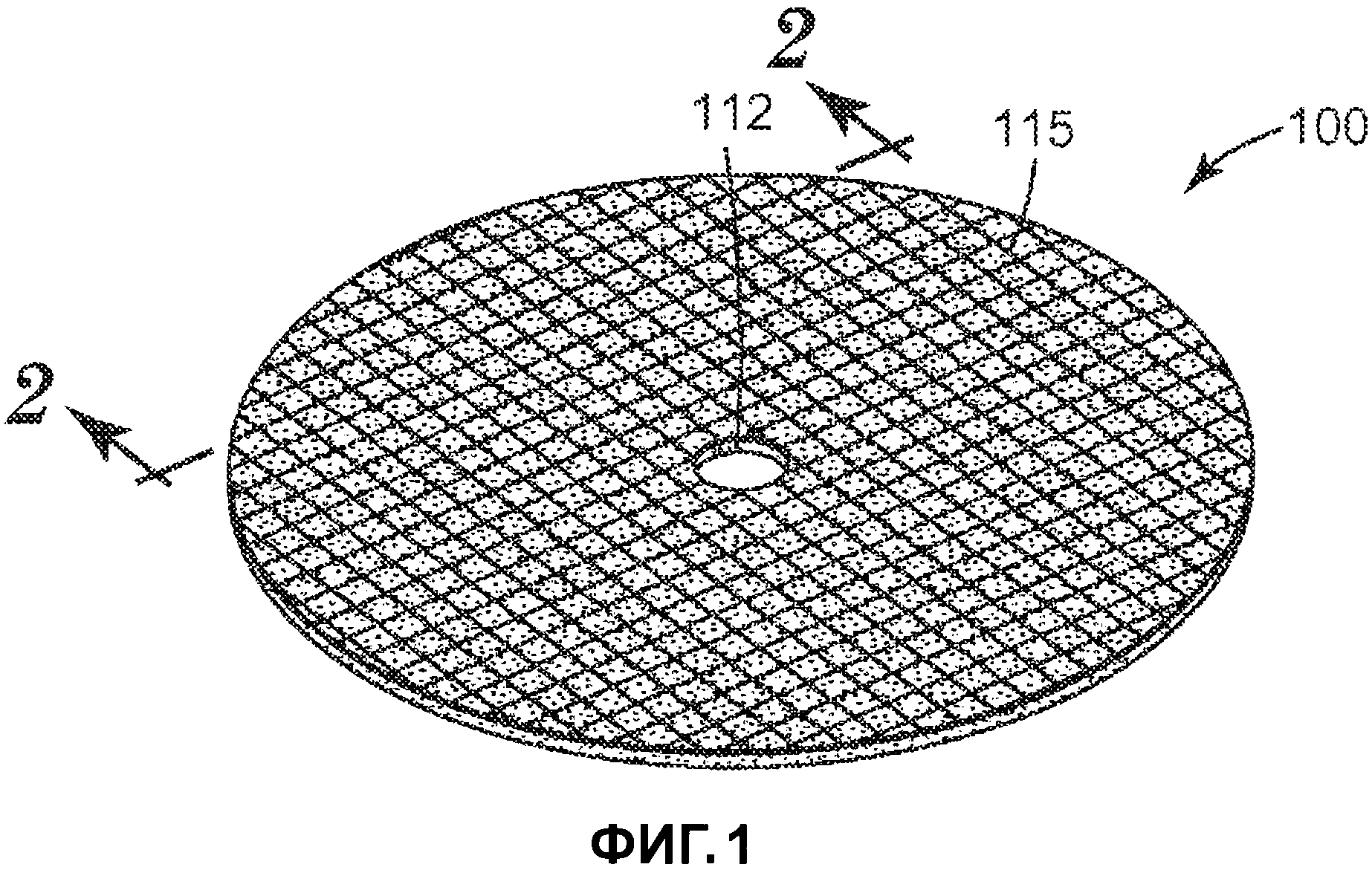
ФИГ. 1 представляет собой изометрическое изображение иллюстративного связанного абразивного отрезного круга, как реализацию настоящей заявки;
ФИГ. 2 представляет собой боковое сечение иллюстративного связанного абразивного отрезного круга, показанного на ФИГ. 1 по линии 2-2;
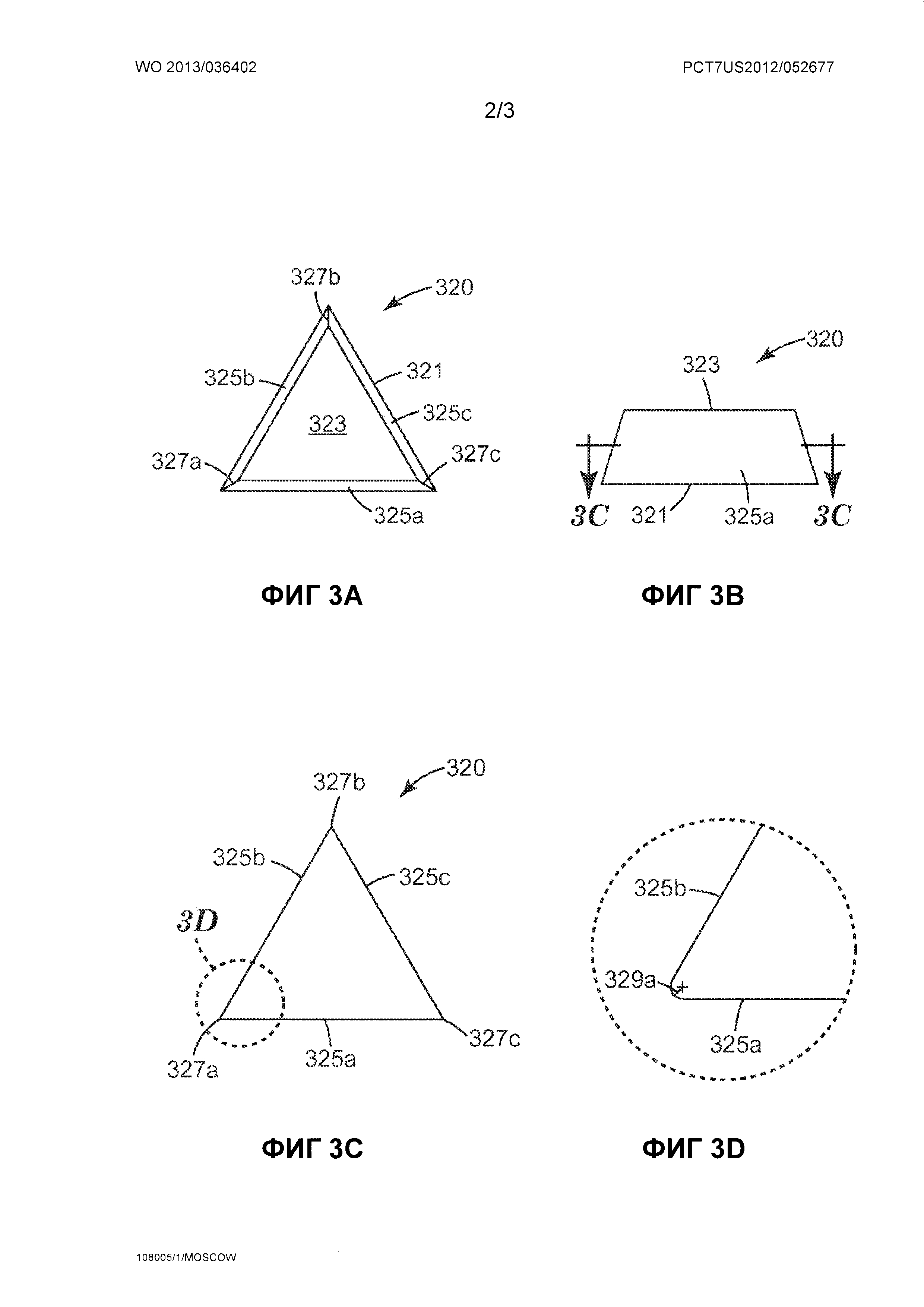
ФИГ. 3A представляет собой схематический вид сверху иллюстративной керамической формованной абразивной частицы 320;
ФИГ. 3B представляет собой схематический вид сбоку иллюстративной керамической формованной абразивной частицы 320;
ФИГ. 3C вид сверху сечения плоскости 3-3 на ФИГ. 3B;
ФИГ. 3D представляет собой увеличенный вид боковой кромки 327a на ФИГ. 3C;
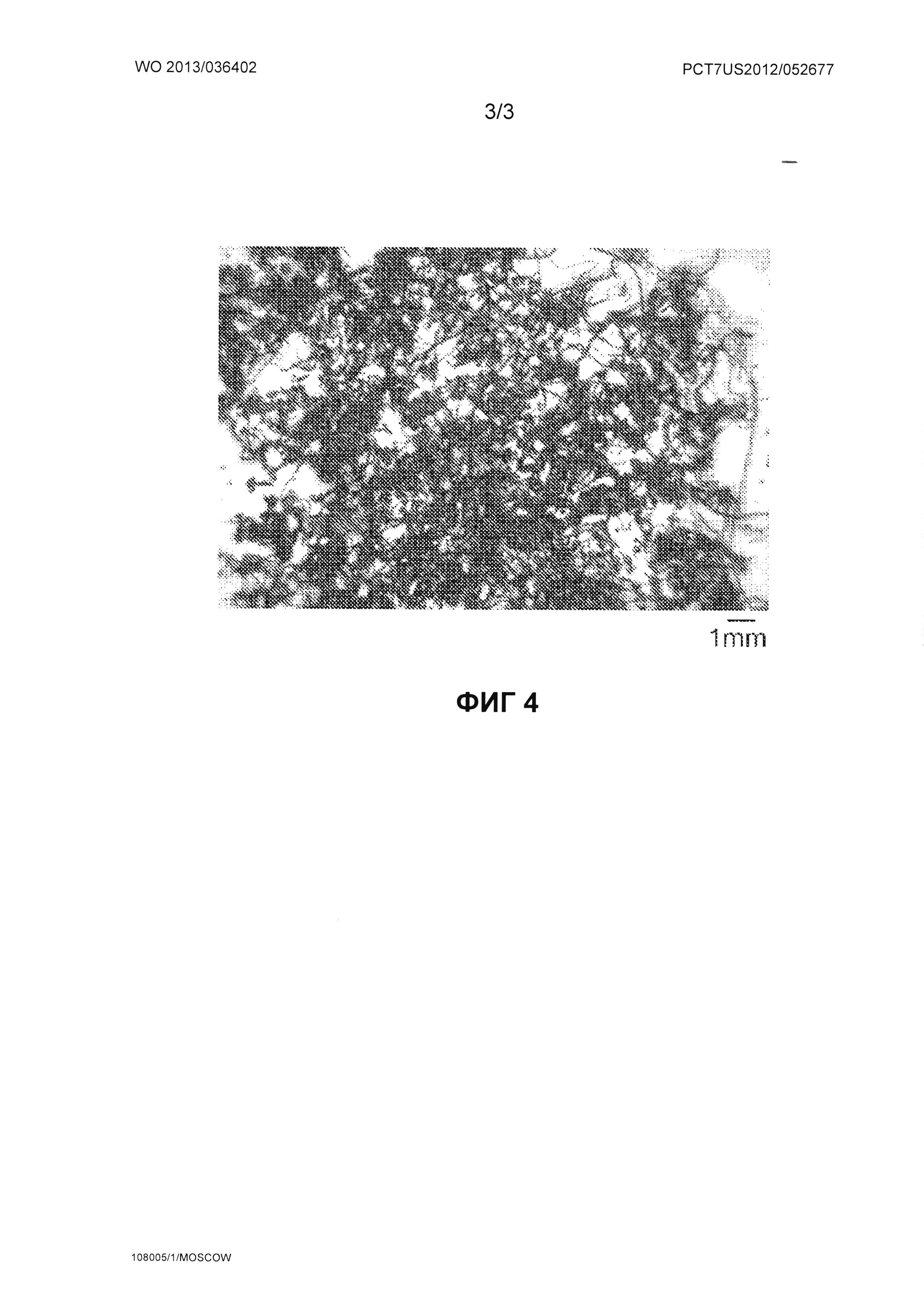
ФИГ. 4 представляет собой микрофотографию металлической стружки, образовавшейся в примере 1 в результате резания стали ST52 во влажной среде.
На перечисленных выше иллюстрациях показано несколько реализаций настоящей заявки; также рассматриваются другие реализации, как указано в обсуждении. Иллюстрации могут быть не в масштабе. На иллюстрациях могут использоваться одинаковые справочные номера для обозначения одинаковых частей.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Для абразивной обработки заявляемыми способами используются связанные_абразивные отрезные круги, содержащие керамические формованные абразивные частицы.
Обратимся к ФИГ. 1, на которой изображен иллюстративный связанный отрезной круг 100, как практическая реализация заявляемых способов; в центре круга имеется отверстие 112, используемое для крепления отрезного круга 100 например, к инструменту с приводом. Отрезной круг 100 сдержит керамические формованные абразивные частицы 20, дополнительно раздробленные распространенным способом и формованные абразивные частицы 30, и связующую среду 25.
ФИГ. 2 представляет собой сечение отрезного круга 100 с ФИГ. 1 по линии 2-2, показывающее керамические формованные абразивные частицы 20, дополнительно раздробленные распространенным способом и формованные абразивные частицы 30, и связующую среду 25. В отрезном круге 100 имеется дополнительный первый усилительный элемент 115 и дополнительный второй усилительный элемент 116, расположенные на противоположных главных плоскостях отрезного круга 100. На практике ориентация керамических формованных частиц может отличаться от идеальной ориентации, показанной здесь. Также могут быть введены один или более усилительных элементов.
Как правило, связанные отрезные круги изготовляются литьем. В процессе литья исходный материал связующей среды, либо жидкая органика, порошковый неорганический материал, порошковый органический материал, либо их сочетание, смешиваются с органическими частицами. Порой жидкая среда (смола или растворитель) первой наносится на абразивные частицы, чтобы смочить их наружную поверхность, а затем увлажненные частицы смешиваются с порошкообразной средой. Связанные абразивные круги по настоящей заявке могут быть изготовлены при помощи технологии литья под давлением, литьевого прессования, трансферного формования или аналогичной. Процедура литья может выполняться холодным или горячим прессованием, или любым подходящим способом, известным специалистам.
Связующая среда содержит, как правило, стекловидный неорганический материал (как, например, в случае остеклованных абразивных кругов), металл или органическую смолу (как, например, в случае связанных смолой абразивных кругов).
Стекловидные неорганические связующие вещества могут быть изготовлены из окислов различных металлов. Примерами таких металл-оксидных остеклованных связующих веществ являются диоксид кремния, альфа-глинозем, диоксид кальция, оксид железа, диоксид титана, окись магния, оксид натрия, оксид калия, оксид лития, оксид марганца, оксид бора, оксид фосфора и подобные. Конкретные примеры остеклованных связующих сред на основе массы: 47,61 процент SiO2; 16,65 процентов Al2O3; 0,38 процента Fe2O3; 0,35 процента TiO2; 1,58 процент CaO; 0,10 процента MgO; 9,63 процента Na2O; 2,86 процента K2O; 1,77 процента Li2O; 19,03 процента B2O3; 0,02 процента MnO2 и 0,22 процента P2O5; и 63 процента SiO2, 12 процентов Al2O3; 1,2 процента CaO; 6,3 процента Na2O; 7,5 процентов K2O; и 10 процентов B2O3.
В процессе изготовления остеклованных цементированных абразивных кругов стекловидное связующее вещество в форме порошка можно смешивать с временным связующим веществом, обычно органического происхождения. Остеклованные связующие вещества можно также формовать из стеклоцемента, например, до 100 стеклоцемента, однако обычно доля стеклоцемента составляет от 20 до 100 процентов. Некоторые примеры распространенных материалов, используемых в стеклоцементных связках: полевой шпат, тетраборнокислый натрий, кварц, кальцинированная сода, оксид цинка, мел, триоксид сурьмы, диоксид титана, кремнефтористый натрий, кремень, криолит, ортоборная кислота и их сочетания. Как правило, эти материалы перемешиваются в виде порошка, обжигаются для сплавления, затем сплавленная смесь остужается. Охлажденная смесь подвергается дроблению и просеиванию до очень мелких фракций для последующего использования в качестве стеклоцементной связки. Температура, при которой происходит схватывание этих стеклоцементных связок, зависит от химического состава, однако может изменяться от 600°C до 1800°C.
Весовая доля связки, цементирующей круг, составляет обычно от 5 до 50 процентов, более типично от 10 до 25, и гораздо более характерно от 12 до 24 процентов, относительно общей массы цементированного абразивного круга
Примерами металлических связок могут служить олово, медь, алюминий, никель и их сочетания.
Связка может содержать отвердевшую органическую связующую смолу, наполнитель и шлифовальные элементы. Чаще всего в качестве органической связующей смолы используется фенольная смола, как в виде порошка, так и в жидком состоянии. Несмотря на широкое использование фенольной смолы, в настоящей заявке рассматривается использование других органических связующих смол, включая, например, эпоксидные смолы, полиимидные смолы, полиэфирные смолы, мочевино-формальдегидные смолы, каучуки, шеллаки и акриловые связки. Допускается также модификация связки с другими связками для улучшения или изменения свойств связки. Весовая доля органической связующей смолы может составлять, например, от 15 до 100 процентов относительно общей массы связки.
К используемым фенольным смолам относятся новолачные и резольные фенольные смолы. Новолачные фенольные смолы характеризуются способностью катализироваться кислотами при соотношении формальдегида к фенолу менее единицы, как правило, между 0,5:1 и 0,8:1. Резольные фенольные смолы характеризуются способностью катализироваться щелочью при соотношении формальдегида к фенолу более или равном единице, как правило, между 1:1 и 3:1. Новолачные и резольные фенольные смолы допускают химическую модификацию (например, реакцией с эпоксидными компаундами), или могут оставаться немодифицированными. К иллюстративным кислотным катализаторам, подходящим для отверждения фенольных смол, относятся серная, соляная, фосфорная, щавелевая и p-толуолсульфоновая кислоты. К иллюстративным щелочным катализаторам, подходящим для отверждения фенольных смол, относятся едкий натр, едкий барий, едкий калий, гидроокись кальция, органические амины или углекислый натрий.
Фенольные смолы хорошо известны и доступны из коммерческих источников. Примеры коммерчески доступных новолачных смол: DUREZ 1364, двухкомпонентная, порошкообразная фенольная смола (поступает на рынок от компании Durez Corporation of Addison, Texas, под торговым названием VARCUM (а именно 29302), или HEXION AD5534 RESIN (поступает на рынок от компании Hexion Specialty Chemicals, Inc. of Louisville, Kentucky).
Примеры коммерчески доступных резольных фенольных смол, используемых для реализации настоящей заявки: поставляемая компанией Durez Corporation под торговым названием VARCUM (а именно 29217, 29306, 29318, 29338, 29353); поставляемая компанией Ashland Chemical Co. of Bartow, Florida под торговым названием AEROFENE (а именно AEROFENE 295); и поставляемая компанией Kangnam Chemical Company Ltd. of Seoul, South Korea под торговым названием «PHENOLITE» (а именно PHENOLITE TD-2207).
Температуры отвердевания органических исходных связок будут различаться в зависимости от выбранного материала и конструкции круга. Выбор подходящих условий вполне доступен обычному специалисту. Иллюстративные условия для фенольной связки: прикладываемое давление около 20 тонн на диаметр 4 дюйма (224 кг/см2) при комнатной температуре с последующим нагреванием до температур около 190°C для достаточного отвердевания исходного органического материала связки.
В некоторых реализациях связанные абразивные круги сдержат от 10 до 80 весовых процентов формованных абразивных частиц; как правило, от 30 до 60 весовых процентов, более характерно от 40 до 60 весовых процентов от совокупной массы связки и абразивных частиц.
Керамические формованные абразивные частицы, содержащие кристаллические блоки альфа-глинозема, магниевый корундовый шпинель и редкоземельный шестигранный алюминат могут быть изготовлены с использованием альфа-глиноземных частиц золь-гельного исходного материала по способам, изложенным, например, в патенте США No. 5,213,591 (Келикайя и соавторы) и заявках на патент США №№2009/0165394 AI (Каллер и соавторы) и 2009/0169816 AI (Эриксон и соавторы).
Керамические формованные абразивные частицы на основе альфа-глинозема могут быть изготовлены многоэтапным процессом. Вкратце, способ заключается в следующих этапах: приготовление золь-гельной, отобранной или не отобранной, альфа-глиноземной взвеси исходного материала, которую можно преобразовать в альфа-глинозем; заполнение золь-гелем одной или более литейных полостей, имеющих форму желаемых формованных абразивных частиц, высушиванием золь-геля для образования керамических формованных абразивных частиц; удаление исходных керамических формованных абразивных частиц из литейных полостей; обжигание исходных керамических формованных абразивных частиц для создания отожженных исходных керамических формованных абразивных частиц и затем спекание отожженных исходных керамических формованных абразивных частиц для создания керамических формованных абразивных частиц. Ниже приводится более подробное описание процесса.
На первом этапе процесса происходит приготовление золь-гельной, отобранной или не отобранной, альфа-глиноземной взвеси исходного материала, которую можно преобразовать в альфа-глинозем. Альфа-глиноземная взвесь исходного материала часто сдержит жидкость, являющуюся летучим компонентом. Известна реализация, где летучим компонентом является вода. Взвесь должна содержать достаточное количество жидкости, обеспечивающее достаточно низкую вязкость взвеси для заполнения литейных полостей и повторения формы из поверхности, однако не столь много жидкости, чтобы не привести к неприемлемому удорожанию процедуры извлечения жидкости из литейных полостей. Известна реализация, где исходная альфа-глиноземная взвесь содержит от 2 до 90 весовых процентов частиц, которые могут быть превращены в альфа-глинозем, таких, как частицы моногидрата оксида алюминия (бемит), и как минимум 10 весовых процентов, или от 50 до 70 весовых процентов, или от 50 до 60 весовых процентов летучего компонента, такого, как вода. И наоборот, в некоторых реализациях исходная альфа-глиноземная взвесь содержит от 30 до 50 весовых процентов, или от 40 до 50 весовых процентов твердых веществ.
Допускается использование гидратов оксида алюминия, отличающихся от бемита. Бемит может быть приготовлен по известным технологиям, или приобретен на рынке. К имеющимся на рынке бемитам относятся продукты под торговыми названиями «DISPERAL» и «DISPAL», оба поставляются компанией Sasol North America, Inc. of Houston, Texas, или «HiQ-40», поставляемый компанией BASF Corporation of Florham Park, New Jersey. Эти моногидраты алюминия являются относительно химически чистыми, то есть включают относительно небольшие фазы гидратов, отличающихся от моногидратов, и обладают большой площадью поверхности.
Физические свойства получающихся керамических формованных абразивных частиц будут в основном зависеть от типа материала, использованного в исходной альфа-глиноземной дисперсии. Известна реализация, где исходная альфа-глиноземная дисперсия находится в гельном состоянии. В настоящей заявке термином «гель» обозначается объемная структура твердых веществ, взвешенных в жидкости.
В исходной альфа-глиноземной дисперсии может содержаться модифицирующая присадка или исходный материал модифицирующей присадки. Модифицирующая присадка может способствовать улучшению некоторого желаемого свойства абразивных частиц или повышать эффективность последующего этапа спекания. Модифицирующие присадки или исходный материал модифицирующих присадок могут существовать в форме частиц, взвесей частиц, золей или растворимых солей, как правило, растворимых в воде. Обычно они состоят из металлсодержащего компаунда и могут быть исходным материалом оксида марганца, цинка, железа, кремния, кобальта, никеля, циркония, гафния, хрома, иттрия, празеодима, самария, иттербия, неодима, лантана, гадолиния, церия, диспрозия, эрбия, титана, циркония и их смесей. Конкретная концентрация этих присадок исходной альфа-глиноземной взвеси может регулироваться специалистом.
Как правило, ввод модифицирующей присадки или исходного материала модифицирующей присадки будет способствовать превращению исходной альфа-глиноземной взвеси в гель. Превращению исходной альфа-глиноземной взвеси в гель может также способствовать нагревание определенной продолжительности. В исходной альфа-глиноземной взвеси вероятно также присутствие агента кристаллизации (затравка) для улучшения превращения гидратированного или кальцинированного оксида алюминия в альфа-глинозем. К агентам кристаллизации в целях настоящей заявки относятся: мелкозернистые частицы альфа-глинозема, альфа оксид железа или его исходный материал, оксиды титана и титанаты, оксиды хрома или любой другой материал, который будет кристаллизовать превращение. Количество агента кристаллизации (если таковой используется) должно быть достаточным для преобразования альфа-глинозема. Кристаллизация подобных исходных альфа-глиноземных взвесей раскрыта в патенте США №4,744,802 (Швабел).
К исходной альфа-глиноземной взвеси может быть добавлен агент пептизации с целью формирования более устойчивого гидрозоля или коллоидной исходной альфа-глиноземной взвеси. В число подходящих агентов пептизации входят монопропионовые кислоты или кислотные компаунды, такие, как уксусная кислота, соляная кислота и азотная кислота. Допускается использование также мультипропионовых кислот, однако они способны стремительно превращать в гель исходную альфа-глиноземную взвесь, затрудняя обращение с ней или ввод дополнительных компонентов. Некоторые коммерческие источники бемита содержат кислотный титр (такой, как абсорбированная муравьиная или азотная кислота), который будет способствовать созданию устойчивой исходной альфа-глиноземной взвеси.
Исходная альфа-глиноземная взвесь может быть приготовлена любыми подходящими средствами, такими, например, как простое смешивание моногидрата оксида алюминия с водой, содержащей агент пептизации, или созданием шлама моногидрата оксида алюминия, в который вводится агент пептизации.
Допускается добавка пеногасителей или других подходящих химикатов для снижения тенденции образования пузырей или попадания воздуха при перемешивании. При желании возможен ввод дополнительных химикатов, таких, как увлажнители, спирты или связующие агенты. Альфа-глиноземные абразивные частицы могут содержать диоксид кремния и оксид железа согласно патенту США №5,645,619 (Эриксон и соавторы). Альфа-глиноземные абразивные частицы могут содержать цирконий согласно патенту США №5,551,963 (Лерми). В качестве альтернативного варианта, альфа-глиноземные абразивные частицы могут обладать микроструктурой или содержать присадки согласно патенту США №6,277,161 (Кастро).
Второй этап процесса включает в себя обеспечение изложницы с хотя бы одной литейной полостью, предпочтительно наличие множества полостей. Дно изложницы может быть в общем случае плоским, в изложнице множество литейный полостей. Множество полостей может быть создано с помощью производственного инструмента. В качестве производственного инструмента допускается ремень, лист, непрерывная сеть, валик для нанесения покрытия, такой, как ролик для глубокой печати, муфта, надетая на ролик для нанесения покрытия или пуансон. Известна реализация, где производственный инструмент включает в себя полимерный материал. Примеры подходящих полимерных материалов включают в себя термопластики, такие, как полиэфиры, поликарбонаты, поли-(эфирный сульфон), поли-(метилметакрилат), полиуретаны, поливинилхлорид, полистирен, полипропилен, полиэтилен или их сочетания, или термоусадочные материалы. Известна реализация с инструментом, изготовленным целиком из полимерного или термопластичного материала. В другой реализации поверхности инструмента, находящаяся в контакте с золь-гелем при высыхании, а именно поверхности множества полостей, содержат полимерные или термопластичные материалы, а другие части инструмента могут быть изготовлены из других материалов. К примеру, на металлический инструмент может быть нанесено подходящее полимерное покрытия для изменения его свойств поверхностного натяжения.
Полимерный или термопластичный инструмент может являться копией металлического эталонного инструмента. Структура эталонного инструмента будет зеркальным отображением желаемой структуры производственного инструмента. Способ изготовления эталонного инструмента может совпадать со способом изготовления производственного инструмента. Известна реализация с эталонным инструментом из металла, то есть никеля с алмазной огранкой. Полимерный листовой материал допускается нагревать совместно с эталонным инструментом таким образом, что на полимерном материале получается оттиск структуры эталонного инструмента при сжатии листового материала и эталонного инструмента. Полимерный или термопластичный материал можно отформовать выпрессовкой или залить на эталонный инструмент с последующим прессованием. Термопластичный материал остужается для затвердевания и создания производственного инструмента. При использовании термопластичного производственного инструмента следует соблюдать осторожность, не создавая излишнего нагрева во избежание повреждения термопластичного производственного инструмента, сокращающего срок его службы. Более подробные сведения по конструкции и изготовлению производственной оснастки и эталонных инструментов приводятся в патентах США №№5,152,917 (Пипер и соавторы); 5,435,816 (Спаржен и соавторы); 5,672,097 (Хупман и соавторы); 5,946,991 (Хупман и соавторы); 5,975,987 (Хупман и соавторы); и 6,129,540 (Хупман и соавторы).
Доступ к полостям возможен через отверстие в верхней или нижней плоскости изложницы. В некоторых случаях полость может располагаться по всей толщине изложницы. В качестве альтернативы полости могут занимать только часть толщины изложницы. Известна реализация с верхней плоскостью, в основном параллельной нижней плоскости изложницы и полостями в основном одинаковой глубины.
По меньшей мере одна сторона изложницы, а именно та, на которой созданы полости, может оставаться открытой в окружающую атмосферу на этапе удаления летучего компонента.
Объемная форма полостей рассчитана на изготовления керамических формованных абразивных частиц. Глубина равняется длине перпендикуляра от верхней плоскости до самой нижней точки нижней плоскости. Глубина конкретной полости может быть равномерной или изменяться по длине и/или ширине. В конкретной изложнице допускаются полости как одной, так и разных форм.
Третий этап процесса включает в себя заполнение полостей изложницы исходной альфа-глиноземной взвесью (например, посредством общепринятых технологий). В некоторых реализациях можно воспользоваться ножевым роликом для нанесения покрытия или вакуумным щелевым пуансоном. При желании допускается удалять частицы из изложницы через ее выпуск. К типовым веществам, способствующим разгрузке изложницы, относятся арахисовое или минеральное масло, рыбий жир, кремнийорганические соединения, политетрафторэтилен, стеарат цинка и графит. Как правило, такое вещество для разгрузки изложницы, как арахисовое масло, как жидкость, например вода или спирт, наносится на поверхности производственной оснастки, находящиеся в контакте с золь-гелем из расчета от около 0,1 мг/дюйм2 (0,02 мг/см2) до примерно 3,0 мг/дюйм2 (0,46 мг/см2), или от примерно 0,1 мг/дюйм2 (0,02 мг/см2) до примерно 5,0 мг/дюйм2 (0,78 мг/см2), если желательна разгрузка изложницы. В некоторых реализациях верхняя плоскость изложницы покрывается исходной альфа-глиноземной взвесью. Исходная альфа-глиноземная взвесь может быть закачана на верхнюю плоскость.
Затем при помощи шпателя или выравнивателя можно принудительно целиком заполнить исходной альфа-глиноземной взвесью полость изложницы. Остаток исходной альфа-глиноземной взвеси, не вошедший в полость, можно удалить с верхней плоскости изложницы и использовать повторно. В некоторых реализациях незначительная часть исходной альфа-глиноземной взвеси может оставаться на верхней плоскости, в других реализациях верхняя плоскость в основном свободна от взвеси. Давление, прикладываемое посредством шпателя или выравнивателя обычно меньше 100 фунтов на кв. дюйм (0,7 МПа), меньше чем 50 фунтов на кв. дюйм (0,3 МПа), или даже меньше 10 фунтов на кв. дюйм (69 кПа). В некоторых реализациях за пределами верхней плоскости отсутствует открытая поверхность исходной альфа-глиноземной взвеси, чем обеспечивается равномерность толщины получающихся керамических формованных абразивных частиц.
Четвертый этап процесса включает в себя удаление летучего компонента для высушивания взвеси. Предпочтительно удалять летучий компонент быстрым испарением. В некоторых реализациях удаление летучего компонента испарением происходит при температурах выше точки кипения летучего компонента. Верхний предел температуры сушки зачастую зависит от материала изложницы. Температура для полипропиленовой оснастки должна быть ниже точки плавления пластика. Известна реализация с водной взвесью от 40 до 50 процентов твердых веществ и полипропиленовой изложницей, где температуры сушки находятся в диапазоне от 90°C до 165°C, или от 105°C до 150°C, или от 105°C до 120°C. Повышенные температуры способны привести к ускорению производства, одновременно они способны вызвать разрушение полипропилена, ограничивающее срок службы изложницы.
Пятый этап процесса включает в себя извлечение готовых исходных керамических формованных частиц из полостей изложницы. Исходные керамические формованные абразивные частицы можно извлечь из полостей посредством следующего процесса, реализуемого автономно или вместе с изложницей: сила гравитации, ультразвуковая вибрация, вакуум или сжатый воздух.
Затем исходные абразивные частицы можно высушить вне изложницы. Если исходная альфа-глиноземная взвесь высушивается до желаемого уровня в изложнице, этот дополнительный этап сушки не требуется. Тем не менее, в некоторых ситуациях может оказаться экономически выгодным использовать этап сушки для минимизации выдержки исходной альфа-глиноземной взвеси с изложнице. Обычно исходные керамические формованные абразивные частицы будут высыхать за 10…480 минут, или за 120…400 минут, при температуре от 50°C до 160°C, или от 120°C до 150°C.
Шестой этап процесса включает в себя кальцинирование исходных керамических формованных абразивных частиц. В процессе кальцинирования удаляются в основном весь летучий материал, и различные компоненты, присутствующие в исходной альфа-глиноземной взвеси преобразуются в металлические оксиды. Исходные керамические формованные частицы обычно нагреваются до температуры от 400°C до 800°C, и выдерживаются в этом температурном диапазоне вплоть до удаления воды и 90 весовых процентов любого связующего летучего материала. В качестве дополнительного этапа может оказаться желательным ввод модифицирующей присадки посредством процесса пропитки. В поры кальцинированных исходных керамических формованных частиц посредством пропитки моет быть введена водорастворимая соль. Затем производится повторный отжиг исходных керамических формованных абразивных частиц.. Описание этого дополнительного варианта приводится в патенте США №5,164,348 (Вуд).
Седьмой этап включает в себя спекание кальцинированных исходных керамических формованных абразивных частиц для получения альфа-глиноземных частиц. Перед спеканием кальцинированные исходные керамические формованные абразивные частицы отвердели не полностью, и поэтому отсутствие желаемой твердости следует использовать как керамические формованные абразивные частицы. Спекание происходит при нагревании кальцинированных исходных керамических формованных абразивных частиц до температуры от 1000°C до 1650°C с последующей выдержкой их в этом температурном диапазоне до преобразования практически всех моногидратов кремния (или их эквивалентов) в альфа-глинозем и до снижения пористости до уровня менее 15 процентов по объему. Продолжительность времени воздействия температуры спекания на кальцинированные исходные керамические формованные абразивные частицы для достижения этой степени преобразования зависит от различных факторов, однако обычно она составляет от пяти секунд до 48 часов.
Длительность этапа спекания может, например, занимать от одной до 90 минут. После спекания твердость, определяемая способом Виккерса, может достигать величины 10 гигапаскалей (ГПа), 16 ГПа, 18 ГПа, 20 ГПа, или больше.
Для модификации изложенного процесса допускается использовать другие этапы, такие, например, как стремительное нагревание материала от температуры кальцинирования до температуры спекания, обработка на центрифуге исходной альфа-глиноземной взвеси для удаления шлама и/или отходов.
Кроме того, при желании, возможна модификация процесса путем сочетания двух и более этапов процесса. Стандартные этапы процесса, которые можно использовать для модификации заявляемого процесса, более полно изложены в патенте США №4,314,827 (Лейтейзер).
Дополнительные сведения относительно способов изготовления керамических формованных абразивных частиц изложены в заявке на патент США №2009/0165394 AI (Каллер и соавторы).
Несмотря на отсутствие конкретных ограничений на форму керамических формованных абразивных частиц, форма абразивных частиц предпочтительно должна быть заданной, т.е. формование исходных частиц, содержащих керамический исходный материал (например, бемитный золь-гель) следует производить в изложнице с последующим спеканием. В качестве формы керамических формованных абразивных частиц допускается использовать, например, опорные пирамиды, усеченные пирамиды (например, усеченные трехгранные пирамиды) и/или другие правильные или неправильные многоугольники. Абразивные частицы могут включать в себя единственный сорт абразивных частиц или абразивный состав из двух или более сортов абразивов, или абразивную смесь из двух или более сортов абразивов. В некоторых реализациях производится прецизионная формовка керамических формованных абразивных частиц, так, что отдельные керамические формованные абразивные частицы будут обладать формой, в точности повторяющей форму части полости изложницы или производственного инструмента, в котором производилась формовка исходного материала частиц перед дополнительным кальцинированием или спеканием.
На ФИГ. 3A-3B представлена иллюстративная керамическая формованная абразивная частица 320, ограниченная треугольным основанием 321, трехгранной вершиной 323 и множеством сторон 325a, 325b, 325с, соединяющих основание 321 с вершиной 323. В некоторых реализациях на основании 321 имеются боковые кромки 327a, 327b, 327c, со средним радиусом закругления менее 50 микрометров. ФИГ. 3C-3D представляет радиус закругления 329a для боковой кромки 327a. В общем, чем меньше радиус закругления, тем острее будет боковая кромка.
В некоторых реализациях радиус закругления керамических формованных абразивных частиц вдоль боковой кромки, соединяющей основание с вершиной керамических формованных абразивных частиц, может достигать 50 микрометров или меньше. Радиус закругления можно измерить от полированного среза, взятого между верхними и нижними плоскостями, пользуясь, например, программой анализа изображений CLEMEX VISION PE компании Clemex Technologies, Inc. of Longueuil, Quebec, Canada, получающей информацию с зеркального светового микроскопа, или с помощью другого подходящего программного обеспечения и оборудования анализа изображений. Радиус закругления для каждой точки формованной абразивной частицы можно определить, задав три точки на вершине каждой точки в процессе наблюдения сечения (например, при 100-кратном увеличении). Первая точка помещается в начале изгиба наконечника, где прямая кромка начинает переходить в кривую, вторая точка помещается в наивысшей точке наконечника, а третья точка помещается на переходе изогнутого наконечника назад к прямой кромке. Затем программой анализа изображений строится дуга, определяющая три точки (начало, середину и конец кривой) и производится вычисление радиуса закругления. Результаты измерений 30 наивысших точек усредняются, и выводится средний радиус наконечника.
Керамические формованные абразивные частицы настоящей заявки можно, как правило, изготовлять с использованием оснастки (например, изложниц), разрезать с помощью алмазных резцов, что обеспечивает повышенные свойства по сравнению с альтернативными способами производства, такими, как, например, штамповка или пробивка.
Обычно полости на поверхности инструмента выполняются с плоскими поверхностями, среди острых кромок, и образуют стороны и верх усеченной пирамиды. Номинальная средняя форма готовых керамических формованных абразивных частиц соответствуют форме полостей (например, усеченной пирамиды) на поверхности оснастки; однако в процессе производства возможны отклонения от номинальной средней формы (например, случайные отклонения), и керамические формованные абразивные частицы с такими отклонениям подпадают под определение керамических формованных абразивных частиц настоящей заявки.
В некоторых реализациях основание и верх керамических формованных абразивных частиц в основном параллельны, приобретая форму усеченной пирамиды (как показано на ФИГ. 3A-3B), хотя это не является обязательным требованием. Как видно, размеры сторон 325a, 325b, 325c одинаковы, и образуют двугранные углы с основанием 321 порядка 82 градусов. Однако, будет признано, что допускается использование других двугранных углов (включая 90 градусов). Например, двугранный угол между основанием и каждой из сторон может независимо принимать значения от 45 до 90 градусов, обычно от 70 до 90 градусов, более точно от 75 до 85 градусов.
В настоящей заявке термин «длина» применительно к керамическим формованным абразивным частицам означает
максимальный размер формованной абразивной частицы. Термин «ширина» означает максимальный размер формованной абразивной частицы, перпендикулярный длине. Термины «толщина» или «высота» означают размер формованной абразивной частицы, перпендикулярный длине и ширине.
Керамические формованные абразивные частицы обычно подбираются по длине в диапазоне от 0,1 до 1600 микрон, более точно от 10 до 1000 микрон, и еще более точно от 150 до 800 микрон, хотя допускается использование других диапазонов длины. В некоторых реализациях длина может выражаться как часть толщины связанного абразивного круга, в котором находится частица. Например, длина формованной абразивной частицы может превышать половину толщины связанного абразивного круга. В некоторых реализациях длина может превышать толщину связанного абразивного отрезного круга.
Керамические формованные абразивные частицы обычно подбираются по ширине в диапазоне от 0,001 до 26 мм, более точно от 0,1 до 10 мм, и еще более точно от 0,5 до 5 мм, хотя допускается использование других диапазонов длины.
Керамические формованные абразивные частицы обычно подбираются по толщине в диапазоне от 0,005 до 10 мм, более точно от 0,2 до 1,2 мм.
В некоторых реализациях формат керамических формованных абразивных частиц (отношение длины к толщине) может достигать как минимум 2, 3, 4, 5, 6, или больше.
Для улучшения адгезии между керамическими формованными абразивными частицами и связкой в абразивных частицах или для перемещения керамических формованных абразивных частиц под воздействием электростатического поля могут использоваться покрытия поверхности керамических формованных абразивных частиц. Известна реализация покрытий поверхности, изложенная в патенте США №5,352,254 (Келиккайя), составляющих примерно от 0,1 до 2 процентов массы формованной абразивной частицы. Подобные покрытия поверхности изложены в патентах США №№5,213,591 (Келиккайя и соавторы); 5,011,508 (Уолд и соавторы); 1,910,444 (Николсон); 3,041,156 (Роуз и соавторы); 5,009,675 (Кунц и соавторы); 5,085,671 (Мартин и соавторы); 4,997,461 (Маркгоф-Метни и соавторы); и 5,042,991 (Кунц и соавторы).
Кроме того, покрытия поверхности могут предохранять формованную абразивную частицу от прихватывания. Термин «прихватывание» относится к явлению приваривания металлических частиц с обрабатываемой заготовки к верхушкам керамических формованных абразивных частиц. Покрытия поверхности, обеспечивающие изложенные выше функции, известны специалистам.
В состав связанного абразивного круга могут дополнительно входить добавочные абразивные частицы, возможно, раздробленные (т.е. абразивные частицы, полученные не разрушением керамических формованных абразивных частиц, и соответствующие номинальным промышленным типоразмерам, или их сочетание). Дробленые абразивные частицы получаются обычно более тонкой структуры (например, при использовании множества частиц различных типоразмеров), чем керамические формованные абразивные частицы, хотя это не является требованием.
К полезным абразивным частицам относятся, например, частицы плавленого оксида алюминия, термообработанный оксид алюминия, белый плавленый оксид алюминия, керамические материалы из оксида алюминия, такие, например, как имеющиеся в продаже 3M CERAMIC ABRASIVE GRAIN компании 3M Company of St. Paul, Minnesota, коричневый оксид алюминия, синий оксид алюминия, карбид кремния (включая зеленый карбид кремния), диборид титана, карбид бора, карбид вольфрама, гранат, карбид титана, алмаз, кубический нитрид бора, гранат, плавленый корундовый цирконий, абразивные частицы из золь-геля, оксид железа, хрома, церия, циркония, титана, силикаты, оксид олова, двуокись кремния (такие, как кварц, стеклянная дробь, стеклянные пузырьки и стеклянные волокна), силикаты (такие, как тальк, например, монтмориллонит, полевой шпат, слюда, силикат кальция, метасиликат кальция, алюмосиликат натрия, силикат натрия), флинт, наждак, и их сочетания. Примеры абразивных частиц, полученных из золь-геля, приводятся в патентах США №№4,314,827 (Лейтейзер и соавторы), 4,623,364 (Коттринджер и соавторы); 4,744,802 (Швебел), 4,770,671 (Монро и соавторы); и 4,881,951 (Монро и соавторы). Учитывается также, что в состав абразивных частиц могут входить абразивные агломераты, такие, например, как приведенные в патентах США №№4,652,275 (Блочер и соавторы) или 4,799,939 (Блочер и соавторы). В некоторых реализациях поверхность абразивных частиц может подвергаться обработке связующим агентом (например, органосилановым связующим агентом) или другой физической обработке (например, оксидом железа или оксидом титана) для улучшения адгезии абразивных частиц и связующей среды. Обработка абразивных частиц может производиться до их соединения со связующей средой, или по месту за счет включения связующего агента в связующую среду.
Как правило, размер абразивных частиц, полученных традиционным дроблением, взаимонезависим в соответствии с принятым в абразивной промышленности номинальным типоразмером. К иллюстративным стандартам типоразмеров, принятым в абразивной промышленности, относятся введенные в действие организациями ANSI (Американский национальный институт стандартизации), FEPA (Европейская федерация производителей абразивов), и JIS (Японский промышленный стандарт). Примеры обозначений типоразмеров (т.е. установленных номинальных типоразмеров) по классификации ANSI: ANSI 4, ANSI 6, ANSI 8, ANSI 16, ANSI 24, ANSI 36, ANSI 46, ANSI 54, ANSI 60, ANSI 70, ANSI 80, ANSI 90, ANSI 100, ANSI 120, ANSI 150, ANSI 180, ANSI 220, ANSI 240, ANSI 280, ANSI 320, ANSI 360, ANSI 40, и ANSI 600.
Примеры обозначений типоразмеров по классификации FEPA: F4, F5, F6, F7, F8, F10, F12, F14, F16, F16, F20, F22, F24, F30, F36, F40, F46, F54, F60, F70, F80, F90, F100, F120, F150, F180, F220, F230, F240, F280, F320, F360, F400, F500, F600, F800, F1000, F1200, F1500 и F2000. Примеры обозначений типоразмеров по классификации JIS: JIS 8, JIS 12, JIS 16, JIS 24, JIS 36, JIS 46, JIS 54, JIS 60, JIS 80, JIS 100, JIS 150, JIS 180, JIS 220, JIS 240, JIS 280, JIS 320, JIS 360, JIS 400, JIS 600, JIS 800, JIS 1000, JIS 1500, JIS 2500, JIS 4000, JIS 6000, JIS 8000 и JIS 10,000.
Более характерными являются взаимонезависимые по размеру абразивные частицы на основе дробленых частиц оксида алюминия и не кристаллизованных частиц альфа-глинозема из золь-геля, классифицируемые как ANSI 60 и 80, или FEPA F16, F20, F24, F30, F36, F46, F54 и F60. В соответствии с реализацией настоящей заявки средний диаметр абразивных частиц может находиться в диапазоне от 260 до 1400 микрон по классификации FEPA от F60 до F24.
Как альтернативный вариант, керамические формованные абразивные частицы допускается сортировать до номинального типоразмера, пользуясь стандартными испытательными грохотами США, отвечающими требованиям ASTM E-I 1 «Стандартные технические условия на тканые проволочные сетки и грохоты для испытательных целей». В документе ASTM E-I 1 излагаются требования к конструкции испытательных грохотов с тканой проволочной сеткой в качестве рабочей среды, смонтированной на каркасе; эти грохоты применяются для классификации материалов по заданному размеру частицы. Пример типового обозначения: «-18+20», означающего, что керамические формованные абразивные частицы просеяны через испытательный грохот, отвечающий требованиям технических условий ASTM E-11 на грохот номер 18, и остались на испытательном грохоте, отвечающем требованиям технических условий ASTM E-11 на испытательный грохот номер 20. Известна реализация с керамическими формованными абразивными частицами такого размера, что большинство частиц проходят через испытательный сетчатый грохот размера 18 и могут задерживаться на испытательном сетчатом грохоте размера 20, 25, 30, 35, 40, 45 или 50. В различных реализациях возможны следующие номинальные размеры керамических формованных абразивных частиц после отсеивания -18+20, -20/+25, -25+30, -30+35, -35+40, 5 -40+45, -45+50, -50+60, -60+70, -70/+80, -80+100, -100+120, -120+140, -140+170, -170+200, -200+230, -230+270, -270+325, -325+400, -400+450, -450+500 или -500+635. Как альтернативный вариант, может использоваться сетка нестандартного размера, например, -90+100. Предпочтительная общая доля абразивных частиц (керамические формованные абразивные частицы и любые другие абразивные частицы) в связанном абразивном круге составляет от 35 до 80 весовых процентов, относительно общей массы связанного абразивного круга.
Допускается, например, равномерное или неравномерное распределение абразивных частиц в связанном абразивном круге. К примеру, абразивные частицы могут концентрироваться по направлению внешней кромки (то есть на периферии) отрезного круга. В центре может оказаться меньше абразивных частиц. В другом варианте первые абразивные частицы могут располагаться по бокам круга, а другие абразивные частицы - в центре. Тем не менее, наиболее характерно равномерное распределение абразивных частиц разного рода, ввиду упрощения изготовления кругов, а режущий эффект оптимизируется при близком взаимном расположении абразивных частиц двух типов.
В связанных абразивных кругах могут содержаться дополнительные шлифовальные средства, такие, например, как политетрафторэтиленовые частицы, графит, сульфит молибдена, криолит, хлорид натрия, хлорид калия, FeS2 (дисульфид железа), сульфид цинка или KBF4; обычно от 1 до 25 весовых процентов, более характерно от 10 до 20 весовых процентов, в соответствии с требованиям к диапазону веса других составляющих.
Шлифовальные средства добавляются для улучшения режущих свойств отрезных кругов, в целом это выражается в снижении температуры участка резания. Шлифовальные средства могут быть в форме как отдельных частиц, так и агломератов частиц шлифовального средства. Примеры шлифовального средства с частицами прецизионной формы приведены в заявке на патент США №2002/0026752 AI (Каллер и соавторы).
Известные реализации, где связующая среда содержит пластификатор, имеющийся в продаже под названием SANTICIZER 154 PLASTICIZER компании UNIVAR USA, Inc. of Chicago, Illinois.
В связанных абразивных кругах могут присутствовать дополнительные компоненты, такие, например, как частицы наполнителя, в соответствии с требованиям к диапазону веса других составляющих.. Частицы наполнителя могут добавляться для заполнения мест и/или для обеспечения пористости. Пористость позволяет использованным или изношенным абразивным частицам связанного абразивного круга осыпаться, открывая новые абразивные частицы. Примеры наполнителей, включая пузырьки и бусины (например, стеклянные, керамические (альфа-глинозем), слюдяные, полимерные, металлические): кальцит, металлические карбонаты, гипс, мрамор, известняк, флинт, альфа-глинозем, силикаты (например, алюмосиликаты), металлические сульфаты, металлические сульфиды, металлические оксиды, металлы, такие, как олово или алюминий, и металлические сульфиты, а также металлический галогенный компаунд. Наполнитель может способствовать режущей способности и производительности отрезного круга, сокращая трение, износ и эффективную температуру в зоне абразивной операции. Допускается использовать наполнитель как сам по себе, или в сочетании в диапазоне от 1 до 60 весовых процентов, предпочтительно в диапазоне от 20 до 40 весовых процентов относительно общей массы связующей среды. В зависимости от типа наполнителя, допускается изменение размера частицы в диапазоне от 1 до 150 микрон.
Пористость связанных абразивных кругов может находиться, например, в диапазоне от менее чем 1 до 50 объемных процентов, как правило, от 1 до 40 объемных процентов.
Связанные абразивные круги допускается изготовлять любым подходящим способом. Известен подходящий способ, по которому не отобранные абразивные частицы на основе альфа-глинозема, полученные из золь-геля, покрываются связующим агентом до смешивания их с затвердевающей резольной фенольной смолой. Количество связующего агента обычно выбирается из расчета от 0,1 до 0,3 частей агента на каждые 50…84 части абразивных частиц, хотя допускается иное количество за пределами этого диапазона. К полученной смеси добавляется жидкая смола, а также затвердевающая новолачная фенольная смола и криолит. Смесь вводится под давлением в изложницу (например, под давлением 20 тонн на диаметр 4 дюйма, или 224 кг/см2) при комнатной или повышенной температуре. Отлитый круг затем подвергается отвердеванию путем нагревания до примерно 185°C в течение времени, достаточного для отвердевания затвердевающих фенольных смол.
Связующие агенты хорошо известны специалистам в области абразивов. Примеры связующих агентов: триалкоксисиланы (например, гамма-аминпропилтриалкоксисилан), титанаты и цирконаты.
К полезным связанным абразивным круга относятся, например, отрезные круги, а также шлифовальные и отрезные круги в выпрессованным центром промышленного типа 27 (например, по стандарту ANSI B7.1-2000 (2000), раздел 1.4.14).
Дополнительное центральное отверстие может использоваться для крепления связанного абразивного круга к инструменту с приводом, включая инструменты стационарных станков. Центральное отверстие (при его наличии) может быть круглы или любой другой формы, размером сечения, как правило, от 5 до 25 мм, хотя допускаются другие размеры. Размер центрального отверстия обычно составляет одну девятую диаметра связанного абразивного круга. Дополнительное центральное отверстие может быть усилено, например, металлическим фланцем. Иногда абразивный круг может снабжаться стальным сердечником с наружным связанным абразивным кругом.
Известны реализации с диаметром абразивного круга как минимум 150 миллиметров (мм), 200 мм, 230 мм, 260 мм, 350 мм, 400 мм, 500 мм, 800 мм, 1000 мм, 1200 мм, 1500 мм, 2000 мм или даже как минимум 2500 мм.
В дополнение, связанные абразивные круги, особенно отрезные круги, используемые по способам настоящей заявки, могут дополнительно содержать холст или другой армирующий материал (например, бумажный, нетканый, вязаный или тканый материал), усиливающий конструкцию связанного абразивного круга, например, используемый на одной или обоих основных плоскостях связанного абразивного круга, или используемого внутри абразивного круга. Примеры абразивных материалов: тканое или нетканое плотно или холст. Волокна армирующего материала могут быть изготовлены из стеклянных волокон (то есть стекловолокна), углеродных волокон и волокон органического происхождения, таких, как полиамидные, полиэфирные или полиимидные. В некоторых ситуациях желательно включить армирующие крепежные волокна в толщу связующей среды так, чтобы обеспечить равномерное распределение волокон внутри отрезного круга.
Армирующие волокна допустимо добавлять к связанному абразивному кругу для улучшения его стойкости и/или безопасности. Возможно включение стеклянных волокон, пропитанных смолой, предпочтительно фенольной смолой. Волокна могут располагаться с наружной стороны обеих плоскостей, или внутри круга. Количество армирующих волокон зависит от прикладной задачи, решаемой абразивным кругом.
Для реализации настоящей заявки подходят мощные стационарные станки. Примеры таких станков: производства компании Danieli & Cia Officine Meccaniche SPA, Buttrio, Италия; Braun Maschinenfabrik, Vocklabruck, Австрия и Siemens VAI Metals Technologies S.r.l. (Pomini), Marnate, Италия. Станки могут оснащаться электрическим, гидравлическим или пневматическим приводом, скорость вращения производственного инструмента приблизительно от 1000 до 50000 оборотов в минуту (об/мин). Известны реализации с линейной скоростью перемещения периферийной части связанного абразивного круга как минимум 30 метров в секунду (м/с), как минимум 60 м/с, и даже как минимум 80 м/с.
Способ абразивной обработки заготовке по настоящей заявке могут быть реализованы, например, в сухой и влажной среде и/или с нагревом или с охлаждением. В процессе влажной обработки связанный абразивный круг используется с одновременной подачей воды, смазочных материалов на масляной или водной основе. Связанные абразивные круги по настоящей заявке могут использоваться особенно для обработки таких различных материалов заготовок, как, например, листовая высокоуглеродистая или низкоуглеродистая сталь или заготовки в форме прутков, а также более редких металлов (например, нержавеющая сталь или титан), или мягких более магнитных металлов (мягкая сталь, слабо легированная сталь или чугунное литье).
Преимущество заявляемых способов заключается в возможности повышенной по сравнению со стандартной скоростью резки. Например, в некоторых реализациях заготовка и вращающийся связанный абразивный круг могут вводиться в соприкосновение для достижения скорости резки как минимум 20 квадратных сантиметров в секунду (см2/с), 45 см2/с, 50 см2/с, 50 см2/с, или даже как минимум 60 см2/с.
Стружка, образующаяся при абразивной обработке заявляемым способом, состоит из волоконной стружки, где могут дополнительно встречаться неволоконные компоненты. Таким образом, вся образующаяся стружка, или чуть меньше представляет собой волоконную стружку. В совокупности, волоконная стружка может напоминать тонкую стальную стружку. Длина волоконной стружки может равняться как минимум 3 миллиметрам (мм), как минимум 10 мм, как минимум 15 мм, как минимум 20 мм или даже 25 мм. В некоторых реализациях формат как минимум части волоконной стружки (отношение длины к ширине) может равняться как минимум 5, 10, 20, 50 или даже 100.
Не прибегая к теоретическому обоснованию, несомненно, что производительность резки связанных абразивных изделий по настоящей заявке может быть обусловлена самозатачивающимся растрескиванием керамических формованных абразивных частиц в процессе использования.
Итак, в реализации настоящей заявки G-пропорция обычно улучшается по сравнению с традиционными связанными абразивными кругами, содержащими только дробленое абразивное зерно того же состава вместо керамического формованного абразивного зерна, что проявляется в продлении срока службы. В некоторых реализациях G-пропорция равна как минимум 2; 2,5 или даже 3.
ИЗБРАННЫЕ РЕАЛИЗАЦИИ ЗАЯВЛЯЕМОГО ИЗОБРЕТЕНИЯ
В настоящей заявке излагается способ абразивной обработки заготовки, заключающийся в следующем:
наличие постоянно вращающегося связанного абразивного круга диаметром как минимум 150 миллиметров, причем связанный абразивный круг содержит керамические формованные абразивные частицы, удерживаемые в связующей среде; и
соприкосновение вращающегося связанного абразивного круга с металлической заготовкой таким образом, что заготовка подвергается абразивной обработке с непрерывным образованием металлической стружки, причем средняя температура металлической заготовки не превышает 500°C, и при этом 20 весовых процентов металлической стружки представляет собой волоконную металлическую стружку длиной по меньшей мере 3 миллиметра (мм).
В второй реализации настоящей заявки представляется способ согласно первой реализации, где 20 весовых процентов металлической стружки представляет собой волоконную металлическую стружку длиной как минимум 10 миллиметров.
В третьей реализации настоящей заявки представляется способ согласно первой или второй реализации, где вращающийся связанный абразивный круг содержит дополнительно дробленые абразивные частицы.
В четвертой реализации настоящей заявки представляется способ согласно любой реализации с первой по третью, где связующая среда содержит отверждаемую органическую связующую смолу.
В пятой реализации настоящей заявки представляется способ согласно любой реализации с первой по четвертую, где диаметр вращающегося связанного абразивного круга равен как минимум 350 миллиметрам.
В шестой реализации настоящей заявки представляется способ согласно любой реализации с первой по пятую, где заготовка соприкасается с вращающимся связанным абразивным кругом для достижения скорости резки как минимум 20 см2/с.
В седьмой реализации настоящей заявки представляется способ согласно любой реализации с первой по шестую, где заготовка соприкасается с вращающимся связанным абразивным кругом для достижения скорости резки как минимум 40 см2/с.
В восьмой реализации настоящей заявки представляется способ согласно любой реализации с первой по седьмую, где керамическим формованным абразивным частицам придана прецизионная форма.
В девятой реализации настоящей заявки представляется способ согласно любой реализации с первой по восьмую, где керамические формованные абразивные частицы выполнены в виде усеченных трехгранных пирамид.
В десятой реализации настоящей заявки представляется способ согласно любой реализации с первой по девятую, где керамические формованные абразивные частицы содержат альфа-глинозем.
В одиннадцатой реализации настоящей заявки представляется способ согласно любой реализации с первой по десятую, где заготовка представляет собой сталь.
В двенадцатой реализации настоящей заявки представляется способ согласно любой реализации с первой по одиннадцатую, где диаметр вращающегося связанного абразивного круга равен как минимум 1000 миллиметрам.
В тринадцатой реализации настоящей заявки представляется способ согласно любой реализации с первой по двенадцатую, где скорость периферийного участка вращающегося связанного абразивного круга равна как минимум 20 метрам/с.
В четырнадцатой реализации настоящей заявки представляется способ согласно любой реализации с первой по тринадцатую для резки в холодных условиях при значении G-пропорции как минимум 3.
Цели и преимущества настоящей заявки дополнительно иллюстрируются приведенными далее не ограничительными примерами, однако конкретные материалы и их количество из этих примеров, а также прочие условия и подробности не следует толковать в смысле неправомерного ограничения настоящей заявки.
ПРИМЕРЫ
В отсутствие иных указаний, все части, процентные доли, пропорции и остальные относительные количественные показатели в примерах и оставшейся части технических параметров приводятся в весовом исчислении. Аббревиатура «pbw» означает весовые доли.
Приготовление керамических формованных абразивных частиц (SAP1), активированных REO
Образец бемитного золь-геля был приготовлен по следующему рецепту: порошок моногидрата оксида алюминия (1600 частей), поставляемого под торговым названием DISPERAL компанией Sasol North America, Inc. был диспергирован раствором сильной степени перемешивания, содержащим воду (2400 частей) и 70-процентную водосодержащую азотную кислоту (72 части) в течение 11 минут. Полученный золь-гель подвергся выдержке как минимум 1 час перед нанесением в виде покрытия. Золь-гель был вдавлен в производственную оснастку с треугольными литейными полостями следующих размеров: 2,79×0,762 мм, угол уклона 98°.
Золь-гель вдавливался в полости с помощью шпателя так, чтобы целиком заполнить полости производственной оснастки. Производственная оснастка была покрыта веществом для разгрузки изложницы, раствор 1 процента арахисового масла в метаноле, из расчета 0,5 мг/дюйм2 (0,08 мг/см2). Избыток метанола был удален помещением листов производственной оснастки в конвекционную печь на 5 минут при температуре 45°C. Производственная оснастка, покрытая золь-гелем, была помещена для сушки как минимум на 45 минут в конвекционную печь при температуре 45°C. Исходные керамические формованные абразивные частицы были удален из производственной оснастки пропусканием ее через ультразвуковой излучатель. Исходные керамические формованные абразивные частицы подверглись кальцинации при температуре около 650°C, затем были насыщены перемешанным раствором нитрата MgO, Y2O2, CoO и La2O2.
Керамические формованные абразивные частицы были обработаны для улучшения электростатического нанесения керамических формованных абразивных частиц способом, сходным со способом изготовления дробленых абразивных частиц, изложенным в патенте США №5,352,254 (Келиккайя). Кальцинированные исходные керамические формованные абразивные частицы пропитываются альтернативным раствором редкоземельного оксида (REO), содержащим 1,4 процента MgO; 1,7 процента Y2O2; 5,7 процентов La2O2 и 0,07 процента CoO. В 70 граммах раствора REO было диспергировано путем перемешивания в открытом химическом стакане 1.4 грамма порошка HYDRAL COAT 5, поставляемого компанией Almatis of Pittsburg, Pennsylvania (средний размер частицы приблизительно 0,5 микрон). Затем около 100 грамм кальцинированных исходных керамических формованных частиц было пропитано 71,4 граммами дисперсии порошка HYDRAL COAT 5 в растворе REO. Избыток раствора нитрата был удален, и насыщенные исходные керамические формованные абразивные частицы были высушены, а затем вновь кальцинированы при температуре 650°C и подвергнуты спеканию при температуре около 1400°C. Кальцинирование и спекание производилось во вращающейся печи для обжига. Полученный состав представлял собой альфа-глинозем, содержащий 1 весовой процент MgO; 1,2 весовых процента Y2O2; 4 весовых процента La2O2 и 0,05 весовых процента CoO, со следами TiO2, SiO2 и CaO. В результате были получены керамические формованные абразивные частицы со следующими характеристиками: средняя длина частицы = 1,384 мм (стандартная девиация = 0,055 мм), средняя толщин частицы = 0,229 мм (стандартная девиация = 0,026 мм), средний формат частицы = 6,0; средний радиус закругления боковых кромок абразивной частицы 12,71 микрон (стандартная девиация = 7,44 микрон).
ПРИМЕР 1
Был приготовлен следующий состав: SAP1 (70,8 pbw) керамических формованных абразивных частиц был смешан с 5,05 pbw жидкой фенольной смолы PREFERE 825174, поставляемых компанией Dynea ΟΥ, Helsinki, Финляндия. Перемешивание смеси длилось 5 минут с тем, чтобы покрыть зерно жидкой смолой.
Связующая смесь была приготовлена следующим образом: 5,9 pbw порошка фенольной смолы PREFERE 828528, поставляемой компанией Dynea ΟΥ; 1,5 pbw порошка фенольной смолы SUPRAPLAST 1014 М, поставляемой компанией Siid-West-Chemie GmbH, Neu-Ulm, Германия; 1,44 pbw порошка фенольной смолы BOROFEN BL 15/02, поставляемой компанией Fenolit d.d., Borovnica, Словения; 5,03 pbw красного наполнителя TRIBOTEC PYROX, поставляемой компанией Chemetall, Vienna, Австрия; 5,03 pbw калийного фтористого алюминия, поставляемого компанией KBM Affilips, Oss, Голландия; и 4,47 pbw TRIBOTEC GWZ 100, поставляемого компанией Chemetall. Связующая смесь и абразив с покрытием из жидкой смолы перемешивались в течение 5 минут. После перемешивания ни были просеяны на грохоте размером 24.
В изложнице было уложено стекловолоконное армирование с базовой массой 200 и 400 г/см2. Затем изложница была заполнена 1157 граммами полученной выше смеси. Вторая часть армирующей сетки была уложена поверх смеси. Изложница была закрыта, затем к ней было приложено давление 500 метрических тонн в течение нескольких секунд. Полученный прессованием круг был перенесен на металлическую пластину и помещен для отвреждения в печь на 28 часов при температурах до 180°C. Толщина готового круга составила 4,4 мм, диаметр 400 мм, диаметр центрального отверстия 40 мм.
После отверждения полученный круг был испытан резанием. Испытание проводилось на стационарном отрезном станке Trennblitz SAH520LAB компании Hiilsmetall, Kamen, Германия, на скорости периферийной рабочей поверхности круга 63 м/с с увлажнением. Охладителем служила вода при комнатной температуре. Для испытания производилась резка образца закаленной инструментальной углеродистой стали (номер материала 1.2842) с размерами поперечного прямоугольного сечения 45×35 мм. Длительность резки составила от 6 до 7 секунд. Искры, наблюдаемые в процессе резки, были исключительно длинными по сравнению с искрами при резке стандартными кругами.
Стружка от испытания была собрана, высушена и представлена на ФИГ. 4. Масса образца сухой стружки составила 0,307 грамм. Волоконная стружка длиной более 3 мм была вручную отобрана из образца под микроскопом малого увеличения с помощью вакуумной иглы. Вес этого материал составил 0,0821 грамма или 26,7% общего веса образца стружки.
СОПОСТАВИТЕЛЬНЫЕ ПРИМЕРЫ A-B
Были приготовлены три следующих состава:
Эталонный состав зерна из 82,8 pbw оксида белого алюминия типоразмера 54. Второй состав абразивного зерна содержал 41,4 pbw керамических формованных абразивных частиц SAP 1 (приготовлен выше) и 41,4 pbw дробленого оксида белого алюминия типоразмера FEPA F54.
Три состава абразивных зерен смешивались отдельно с 3,1 pbw жидкой фенольной смолы PREFERE 825174. Перемешивание смеси длилось 5 минут с тем, чтобы покрыть зерно жидкой смолой.
К каждому составу абразивных зерен была добавлена связующая смесь из 5,5 pbw порошка фенольной смолы PREFERE 828286 и 2.76 pbw порошка фенольной смолы PREFERE 828281, оба препарата поставляются компанией Dynea ΟΥ, и 5.5 pbw фритта 90263, поставляемого компанией Ferro Corp., Cleveland, Ohio. Связующая смесь и абразив с покрытием из жидкой смолы перемешивались в течение 5 минут. После перемешивания ни были просеяны на грохоте размером 24.
В отдельных изложницах было уложено стекловолоконное армирование с базовой массой 200 и 400 г/см2. В каждую изложницу было заправлено по 901 грамму одной из приготовленных выше смесей. Вторая часть армирующей сетки была уложена поверх смеси. Изложницы были закрыты, затем к ним было приложено давление 500 метрических тонн в течение нескольких секунд. Полученные прессованием круги были перенесены на металлическую пластину и помещены для отвреждения в печь на 28 часов при температурах до 180°C. Толщина готовых кругов составила 3,5 мм, диаметр 400 мм.
После отверждения полученные круги (наружный диаметр 400 мм × толщина 3,5 мм × диаметр центрального отверстия 40 мм) были испытан резанием. Испытание проводилось на стационарном отрезном станке Trennblitz SAH520LAB компании Hiilsmetall, Kamen, Германия, на скорости периферийной рабочей поверхности круга 80 м/с с увлажнением. Охладителем служила вода при комнатной температуре.
Продолжительность резки составила 6 секунд для полного отрезания всех заготовок. G-пропорция была рассчитана как коэффициент для срока службы отрезного круга. Конкретная производительность резания равнялась 2 см2/с.
Для испытания производилась резка образцов из двух материалов, один из них - строительная сталь ST52 (номер материала 1.0577), заготовка углового сечения размерами 50×50×5 мм, второй - закаленная инструментальная углеродистая сталь (номер материала 1.2842) с размерами поперечного прямоугольного сечения 45×35 мм.
Результаты резки строительной стали ST52 сопоставимы со стандартным кругом с 82,8 pbw оксида белого алюминия (сопоставительный пример A). Срок службы круга из первого состава абразивного зерна (сопоставительный пример B) составил 113 процентов от срока службы круга с эталонным составом абразивного зерна. Все разрезы характеризовались чистой поверхностью с очень мелкими заусенцами или без заусенцев.
Вторая серия испытаний производилась на закаленной инструментальной углеродистой стали. G-пропорция круга, содержащего первый состав абразивного зерна, возросла на 8 процентов по сравнению с кругом, содержащим эталонный состав абразивного зерна. G-пропорция круга, содержащего первый состав абразивного зерна, возросла на 362 процента по сравнению с кругом, содержащим эталонный состав абразивного зерна. Все разрезы характеризовались чистой поверхностью с очень мелкими заусенцами или без заусенцев.
СОПОСТАВИТЕЛЬНОЕ ИСПЫТАНИЕ
Образование волоконной металлической стружки не наблюдалось вслед за процедурами в примерах 1-21 или в сопоставительных примерах A-M международной заявки PCT № PCT/US 2011/025696, дата подачи международной заявки 22 февраля 2011 г.
В отсутствие иных указаний все приведенные здесь примеры не носят ограничительного характера. Различные модификации и изменения настоящей заявки допускается производить специалистам в данном вопросе, не нарушая области и духа настоящей заявки, при этом необходимо учитывать, что настоящая заявка не ограничивается приведенными здесь иллюстративными реализациями.
Абразивный круг со связкой
Формованные абразивные частицы с низким коэффициентом округлости
Соединения фторполимера, содержащие многоатомные соединения, и способы из производства
Безнасосное устройство подачи тонера
Керамические формованные абразивные частицы, способы их получения, и абразивные изделия, содержащие их
Антиадгезионные материалы на основе фторсиликоновой смеси
Покрытые абразивные изделия
Насадки сопел и узлы распылительной головки для краскопультов
Абразивное изделие с покрытием на вспененной подложке и способ его изготовления
Металлическая панель в сборе и способ ее изготовления
Абразивный круг со связкой
Формованные абразивные частицы с низким коэффициентом округлости
Соединения фторполимера, содержащие многоатомные соединения, и способы из производства
Безнасосное устройство подачи тонера
Керамические формованные абразивные частицы, способы их получения, и абразивные изделия, содержащие их
Антиадгезионные материалы на основе фторсиликоновой смеси
Покрытые абразивные изделия
Насадки сопел и узлы распылительной головки для краскопультов
Абразивное изделие с покрытием на вспененной подложке и способ его изготовления
Металлическая панель в сборе и способ ее изготовления

