Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ЛИСТА НОРМАЛИЗОВАННОЙ КРЕМНИСТОЙ СТАЛИ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу получения листов высококачественной нормализованной кремнистой стали.
Уровень техники
Получение нетекстурированной электротехнической стали как внутри страны, так и за границей постепенно вступает в эпоху избыточной производительности, и продукты из низкосортной текстурированной кремнистой стали также вступили в стадию насыщения; поэтому, чтобы защитить данные продукты от жесткой конкуренции на рынке, существенное значение имеет продолжение усилий в достижении повышения качества продукта или продолжение уменьшения производственных затрат. Способы получения кремнистой стали включают выплавку стали, горячую прокатку, нормализацию, кислотное травление, холодную прокатку и последующий отжиг. Нетекстурированную кремнистую сталь часто подвергают нормализационной обработке с целью получения крупнозернистой структуры горячекатаного листа перед холодной прокаткой, так чтобы достигнуть высокопрочной структуры 0vw для холоднокатаного листа после отжига. Продукты из текстурированной кремнистой стали получают путем регулирования размера зерен и текстуры, осуществляя регулирование твердой фазы, образуя свободные С и N, осаждая ALN (алюмонитриды) и т.п.
Если процесс нормализации не регулировать надлежащим образом, т.е. в процессе фактического производства, если смесь неидеально смешанного и не полностью сгоревшего каменноугольного газа, воздуха и дыма в безокислительном нагревателе протекает в обратном направлении к последней секции выходного окна печи, это повышает температуру конденсации, что вызывает дополнительную реакцию оставшегося кислорода с листовой сталью и образование на поверхности листа слоя трудноудаляемых плотных оксидов, состоящих из Si, Al, Mn и т.п. Эти оксиды, прилипшие к поверхности листа, чрезвычайно трудно удалить при последующей дробеструйной обработке и кислотном травлении. После холодной прокатки пылевидные точечные и имеющие форму полос неощутимые на ощупь объекты обнаруживают присоединенными в различных местах или по всей ширине поверхности прокатанного твердого листа.
Япония является мировым лидером в показателях уровня технологии производства кремнистой стали. Например, в японской патентной публикации SHO 48-19048 главное внимание уделено тому, как усилить обработку кислотным травлением для удаления уже полученных плотных оксидов настолько, насколько это возможно. В отечественных публикациях, в Electrical Steel под редакцией He Zhongzhi, также исследуют, как устранить оксиды, присоединенные к поверхности листа. Конкретные описания являются следующими: отожженный лист стали подвергают обработке кислотным травлением концентрированной соляной кислотой, содержащей 10% HF или 1-2% HF + 6% HNO3 при 70°C, или подвергают его химическому полированию H3PO4+HF или электролитическому полированию; после полного удаления присоединенных оксидов лист подвергают последующей обработке, и потеря железа в конечных продуктах кремнистой стали значительно уменьшается.
Во всей приведенной выше литературе предлагают усиление обработки кислотным травлением для удаления плотных оксидов на поверхности листа на стадиях, следующих за нормализацией, однако они являются только последующими корректирующими мерами. Обычно возникают такие проблемы, как усложнение способа и повышение стоимости на стадиях, следующих после нормализации. Поэтому все еще требуются усилия, направленные на предотвращение образования плотных оксидов в процессе нормализационной обработки.
Краткое описание изобретения
Целью настоящего изобретения является обеспечение способа получения листов высококачественной нормализованной кремнистой стали. «Высококачественная» означает, что после нормализационной обработки с применением этого способа на листе стали не образуются никакие плотные оксиды, которые нельзя удалить последующим кислотным травлением. Способ по настоящему изобретению может успешно препятствовать образованию плотных оксидов в процессе нормализационной обработки и повышать качество листа нормализованной кремнистой стали. При применении способа по настоящему изобретению стадии, следующие за нормализацией, упрощаются, а затраты снижаются.
В настоящем изобретении обеспечен способ получения листов нормализованной кремнистой стали, включающий стадии выплавки стали, горячей прокатки и нормализации; причем на стадии нормализации используют печь для нормализации, которая вдоль направления движения полосы стали последовательно включает секцию предварительного нагрева, секцию безокислительного нагрева, выходное окно печи, различные последующие секции печи для нормализационной обработки и герметизированную выпускную камеру. Распределение давления в печи для нормализации является следующим: секция печи ниже по потоку вдоль направления движения полосы стали, прилегающая к выходному окну печи, имеет наивысшее давление в печи; давление в печи постепенно понижается от секции печи, обладающей наивысшим давлением в печи, к секции печи в направлении к входу в печь для нормализации; оно также постепенно понижается от секции печи, обладающей наивысшим давлением в печи, к секции печи в направлении к выходу из печи для нормализации.
В способе по настоящему изобретению указанные различные последующие секции печи для нормализационной обработки включают по меньшей мере одну секцию печи, выбранную из секции нагревания/охлаждения с радиационными трубами, секции выдержки с электрическими/радиационными трубами и секции охлаждения с радиационными трубами / водяной рубашкой, причем указанные различные последующие секции печи для нормализационной обработки могут быть расположены в случайной последовательности.
В способе по настоящему изобретению защитный газ N2 запускают в секцию печи между выходным окном печи и герметизированной выпускной камерой, и подачу защитного газа N2 в секцию печи между выходным окном печи и герметизированной выпускной камерой регулируют таким образом, чтобы реализовать указанное распределение давления в печи.
В способе по настоящему изобретению подача защитного газа N2 в указанную секцию печи должна удовлетворять следующему соотношению:
N2 на входе в выходное окно печи / полное количество N2 на входе в различные последующие секции печи для нормализационной обработки ≥1,2.
В способе по настоящему изобретению в указанном распределении давления в печи разность давления в печи между секцией печи ниже по потоку вдоль направления движения полосы стали, прилегающей к выходному окну печи, и секцией безокислительного нагрева регулируют так, чтобы она составляла от 0 до 10 Па, а предпочтительно ее нужно регулировать так, чтобы она составляла от 5 до 10 Па.
В способе по настоящему изобретению в указанном распределении давления в печи реперную отметку для регулирования давления в печи устанавливают между 10 и 25 Па.
В способе по настоящему изобретению в указанном распределении давления в печи наклон уменьшения давления в печи от секции печи ниже по потоку вдоль направления движения полосы стали, прилегающей к выходному окну печи, к секции печи в направлении к выходу из печи для нормализации составляет от -0,05 до -0,25, в то время как наклон уменьшения давления в печи от секции безокислительного нагрева к секции печи в направлении к входу в печь для нормализации составляет от 0,55 до 0,8.
Способ по настоящему изобретению может успешно препятствовать образованию плотных оксидов в процессе нормализационной обработки и повышать качество листа нормализованной кремнистой стали. С помощью способа по настоящему изобретению стадии, следующие за нормализацией, упрощаются, а затраты снижаются.
Краткое описание чертежей
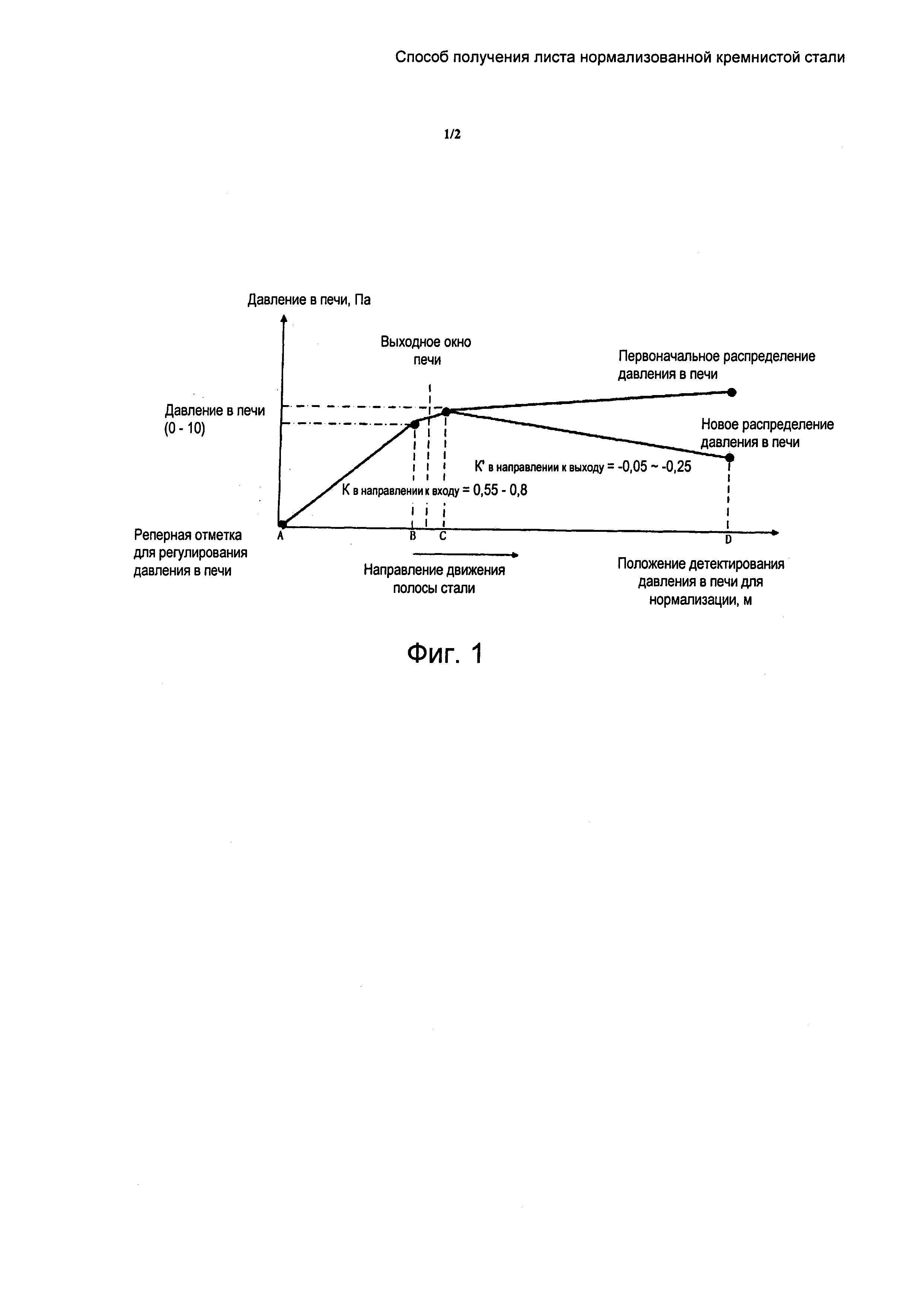
На Фиг. 1 представлена схематическая диаграмма для сравнения первоначального распределения давления в печи для нормализации и нового распределения давления в печи по настоящему изобретению, на которой A обозначает секцию предварительного нагрева, B обозначает секцию безокислительного нагрева, C обозначает секцию ниже по потоку, прилегающую к выходному окну печи, и D обозначает последнюю секцию печи из различных последующих секций нормализационной обработки.
На Фиг. 2 представлено изменение направления графика как температуры конденсации, так и содержания кислорода, обнаруженное в секциях печи, следующих за выходным окном печи для нормализации, когда дым из секции безокислительного нагрева течет назад в выходное окно печи для нормализации.
Лучший вариант осуществления настоящего изобретения
Способ по настоящему изобретению подробно описан ниже в сочетании с последующими чертежами и воплощениями, однако настоящее изобретение не ограничено этим.
Способ получения листа нормализованной кремнистой стали включает стадии выплавки стали, горячей прокатки и нормализации; причем на стадии нормализации печь для нормализации последовательно включает вдоль направления движения полосы стали секцию предварительного нагрева, секцию безокислительного нагрева, выходное окно печи (высота печной камеры резко уменьшается), различные последующие секции печи для нормализационной обработки и герметизированную выпускную камеру, среди которых различные последующие секции печи для нормализационной обработки включают по меньшей мере одну секцию печи, выбранную из секции нагревания/охлаждения с радиационными трубами, секции выдержки с электрическими/радиационными трубами и секции охлаждения с радиационными трубами / водяной рубашкой, и указанные различные последующие секции печи для нормализационной обработки расположены в случайной последовательности. Нагрев перед выходным окном печи является безокислительным нагревом путем непосредственного пламенного сжигания, а защитный газ N2 запускают между выходным окном печи и герметизированной выпускной камерой (включая выходное окно печи и герметизированную выпускную камеру). Функции печи для нормализации включают предварительный нагрев, нагрев, выдержку и охлаждение.
Вдоль направления движения полосы стали давление в печи в секции предварительного нагрева, секции безокислительного нагрева, секции печи ниже по потоку, прилегающей к выходному окну печи, и последней секции печи из различных последующих секций печи для нормализационной обработки регистрировали и представили на Фиг. 1. Давление в печи относится ко внутреннему давлению в печной камере. Давление в печи, зарегистрированное в секции предварительного нагрева, рассматривают в качестве реперной отметки для регулирования давления в печи.
В настоящем изобретении благодаря новому типу распределения давления в печи для нормализации, показанному на Фиг. 1, устраняют обратный поток дыма, препятствуют образованию плотных оксидов на поверхности листа горячекатаной стали в ходе последующей нормализационной обработки, которые нельзя эффективно удалить кислотным травлением, и таким образом повышают качество листа нормализованной стали. Массовое процентное содержание основных элементов в листе горячекатаной стали описано ниже: 0,5≤Si≤6,5%, 0,05≤Mn≤0,55%, 0,05≤Al≤0,7%, C≤0,05%, P≤0,03%, S≤0,03%; сталь также содержит Fe и некоторые неизбежные примеси. Это только общий химический состав листа горячекатаной стали; настоящее изобретение не ограничено только этим составом, а также может включать другие химические вещества.
В первоначальном распределении давления в печи, показанном на Фиг. 1, в ходе обычного производства в выходное окно печи редко или только немного добавляют защитный газ N2. В случае изменения номенклатуры продукта или технических требований, изменения технологии или изменения заправочной скорости при производстве также изменяется загрузка топлива; в частности, в ходе производства переходной полосы различия в материале, технических требованиях или частоте применения переходной полосы вызывают сильные флуктуации в атмосфере печи и, таким образом, приводят к обратному потоку дыма из секции безокислительного нагрева в последующую секцию выходного окна печи. В этом случае не полностью сгоревший и не полностью израсходованный воздух (содержащий кислород в большом объеме) и дым (содержащий газообразную H2O) реагируют с полосой стали, имеющей высокую температуру, и постепенно образуют плотные оксиды на поверхности листа.
Новое распределение давления в печи по настоящему изобретению, показанное на Фиг. 1, описано ниже. Секция печи ниже по потоку вдоль направления движения полосы стали, прилегающая к выходному окну печи, имеет наивысшее давление в печи; давление в печи постепенно понижается от секции печи, обладающей наивысшим давлением в печи, к секции печи в направлении к входу в печь для нормализации; оно также постепенно понижается от секции печи, обладающей наивысшим давлением в печи, к секции печи в направлении к выходу из печи для нормализации. В настоящем изобретении защитный газ N2 запускают в секцию печи между выходным окном печи и герметизированной выпускной камерой, и подачу защитного газа N2 в секцию печи между выходным окном печи и герметизированной выпускной камерой регулируют таким образом, чтобы реализовать новое распределение давления в печи. Например, его можно реализовать путем регулирования потока защитного газа N2 в выходное окно печи и различные последующие секции печи для нормализационной обработки. Конкретное осуществление на практике состоит в подаче некоторого количества защитного газа N2 в выходное окно печи и создания таким образом защитного занавеса, эффективно отсекающего посредством N2. Чтобы создать эффективный защитный занавес из N2, количество N2, подаваемого в выходное окно печи, и количество N2, подаваемого в различные последующие секции печи для нормализационной обработки, должны удовлетворять следующему соотношению:
N2 на входе в выходное окно печи / полное количество N2 на входе в различные последующие секции печи для нормализационной обработки ≥1,2.
Чтобы создать эффективный защитный занавес из N2 и полностью устранить обратный поток дыма, как показано на Фиг. 1, в новом распределении давления в печи по настоящему изобретению разность давлений в печи между секцией печи ниже по потоку в направлении движения полосы стали, прилегающей к выходному окну печи, и секцией безокислительного нагрева регулируют так, чтобы она составляла от 0 до 10 Па, а предпочтительно ее нужно регулировать так, чтобы она составляла от 5 до 10 Па.
Топливо, подаваемое в печь безокислительного нагрева, сгорает внутри печи. Внутри печной камеры определенного объема, когда количество выхлопных газов, полученных при сгорании и выпускаемых с помощью вытяжного вентилятора для дыма, регулируют в точке равновесия; давление в печи можно стабильно регулировать около реперной отметки для регулирования давления в печи. Чтобы осуществить стабильное регулирование давления в печи на основе сохранения энергии, в новом распределении давления в печи для нормализации по настоящему изобретению реперную отметку для регулирования давления в печи устанавливают между 10 и 25 Па. Если реперная отметка для регулирования давления в печи составляет менее 10 Па, то воздух в большом количестве будет забираться из входного герметизированного ролика печи для нормализации; если он превышает 25 Па, то дым будет вытекать из печной камеры в большом количестве, что не только приведет к значительной потере тепла, но также представляет угрозу для безопасности расположенного поблизости оборудования.
На основе размеров различных конструкций печи количество N2 на выходе герметизированной камеры регулируют так, чтобы настроить наклон K′в направлении к выходу уменьшения давления в печи от секции печи ниже по потоку вдоль направления движения полосы стали, прилегающей к выходному окну печи, к секции печи в направлении к выходу из печи для нормализации, то есть, наклон уменьшения давления в печи от наивысшей точки в направлении к выходу из печи для нормализации.
K′в направлении к выходу = (давление в печи в последней секции печи из различных последующих секций печи для нормализационной обработки вдоль направления движения полосы стали - давление в печи в секции печи ниже по потоку вдоль направления движения листа стали, прилегающей к выходному окну печи) / расстояние между соответствующими двумя секциями печи.
Чтобы обеспечить распределение давления в печи по настоящему изобретению и уменьшить расход N2 в наивысшей степени, как показано на Фиг. 1, в новом распределении давления в печи по настоящему изобретению наклон K′в направлении к выходу уменьшения давления в печи от секции печи ниже по потоку вдоль направления движения полосы стали, прилегающей к выходному окну печи, к секции печи в направлении к выходу из печи для нормализации составляет от -0,05 до -0,25.
При сочетании барьера от дыма и вытяжного вентилятора для дыма мы можем настроить наклон Kв направлении к входу уменьшения давления в печи от секции безокислительного нагрева к секции печи в направлении к входу в печь для нормализации, то есть настроить наклон уменьшения давления в печи от секции безокислительного нагрева до реперной отметки для регулирования давления в печи, как показано на Фиг. 1.
Kв направлении к входу = (давление в печи в секции безокислительного нагрева - реперная отметка для регулирования давления в печи) / расстояние между соответствующими двумя секциями печи.
Как показано на Фиг. 1, наклон Kв направлении к входу уменьшения давления в печи от секции безокислительного нагрева к секции печи в направлении к входу в печь для нормализации составляет от 0,55 до 0,8. Если наклон превышает 0,8, то это вызывает недостаточно эффективный теплообмен между дымом и полосой стали, увеличивает температуру выходящего дыма и приводит к потери энергии; если наклон составляет менее 0,55, то внутри печной камеры нельзя создать градиент распределения давления в печи, и поток воздуха внутри печи не является однородным, что в свою очередь влияет на стабильность сгорания в сопле печи безокислительного нагрева.
Когда распределение давления в печи внутри всей печной камеры удовлетворяет приведенному выше соотношению, полученный лист нормализованной стали имеет наилучшее качество поверхности.
С помощью способа по настоящему изобретению путем настройки положения подачи и потока защитного газа N2 в печи для нормализации, в выходном окне печи создают защитный занавес, эффективно отсекающий посредством N2, а путем эффективного регулирования наклонов уменьшения давления в печи от выходного окна печи в направлениях к входу и выходу, мы можем полностью устранить обратный поток дыма, препятствовать образованию плотных оксидов на поверхности листа горячекатаной стали в ходе последующей нормализационной обработки, которые нельзя эффективно удалить кислотным травлением, и, таким образом, повысить качество листа нормализованной стали.
Примеры приготовления
Способы получения горячекатаной рулонной стали включают такие стадии, как выплавка стали и горячая прокатка, как описано ниже:
1) Способ выплавки стали включает продувку конвертера, циркуляционное вакуумирование (RH refining) и процесс непрерывного литья; посредством указанных выше способов мы можем строго контролировать составляющие, включения и микроструктуру продуктов, поддерживать неизбежные примеси и остаточные элементы в стали на относительно низком уровне, уменьшать количество включений в стали и укрупнять их, и попытаться получить литые заготовки с высокой долей равноосных кристаллов при разумных затратах посредством ряда технологий выплавки стали и согласно различным категориям продуктов.
2) Способ горячей прокатки включает различные стадии, такие как нагрев, черновая прокатка, прецизионная прокатка, ламинарное охлаждение и навивка в рулон при различных температурах применительно к заготовкам сортов стали непрерывного литья, полученных на стадии 1; при этом основываясь на способе горячей прокатки, независимо разработанном Baosteel, мы можем эффективно сберегать энергию и получать горячие рулоны высококачественной стали с высокой производительностью и с превосходными характеристиками, которые могут удовлетворять требованиям к характеристикам и качеству конечных продуктов. Химические составляющие приготовленного рулона горячекатаной стали описаны ниже: 0,5≤Si≤6,5%, 0,05≤Mn≤0,55%, 0,05≤Al≤0,7%, C≤0,05%, P≤0,03%, S≤0,03%; сталь также содержит Fe и некоторые неизбежные примеси.
Примеры
Рулон горячекатаной стали, состоящей из 20 частей на млн. C, 3,06% Si, 0,2% Mn, 0,58% Al, 0,004% P и 0,0005% S, подвергли нормализации с помощью различных способов; качество поверхности продукта после кислотного травления и холодной прокатки описано ниже.
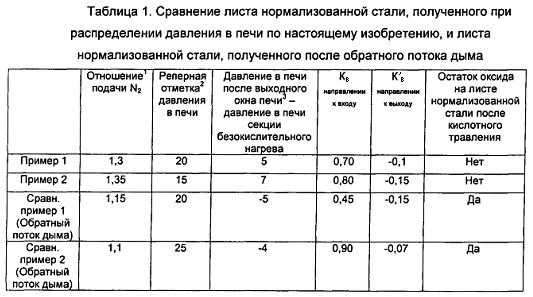
1 Отношение подачи N2 относится к отношению: N2 на входе в выходное окно печи (норм. м3/ч) / полное количество N2 на входе в различные последующие секции печи для нормализационной обработки (норм. м3/ч).
2 Реперная отметка давления в печи относится к давлению в печи в реперной точке для регулирования давления в печи.
3 Давление в печи после выходного окна печи относится к давлению в печи в секции печи ниже по потоку вдоль направления движения полосы стали, прилегающей к выходному окну печи.
В примере 1 отношение подачи N2 (отношение N2 на входе в выходное окно печи (норм. м3/ч) / полное количество N2 на входе в различные последующие секции печи для нормализационной обработки (норм. м3/ч)) установлено на уровне 1,3. Разность давлений в печи между секцией печи ниже по потоку вдоль направления движения полосы стали, прилегающей к выходному окну печи, и секцией безокислительного нагрева составляет 5 Па; наклон K′в направлении к выходу уменьшения давления в печи от секции печи ниже по потоку вдоль направления движения полосы стали, прилегающей к выходному окну печи, к секции печи в направлении к выходу из печи для нормализации составляет -0,1; наклон Kв направлении к входу уменьшения давления в печи от секции безокислительного нагрева к секции печи в направлении к входу в печь для нормализации составляет 0,70. Из приведенных выше данных можно видеть, что секция печи ниже по потоку вдоль направления движения полосы стали, прилегающая к выходному окну печи, имеет наивысшее давление в печи; давление в печи постепенно понижается от секции печи, обладающей наивысшим давлением в печи, к секции печи в направлении к входу в печь для нормализации; оно также постепенно понижается от секции печи, обладающей наивысшим давлением в печи, к секции печи в направлении к выходу из печи для нормализации, посредством чего реализуют режим распределения давления в печи по настоящему изобретению. Посредством поддержания отношения подачи N2 (отношение N2 на входе в выходное окно печи (норм, м3/ч) / полное количество N2 на входе в различные последующие секции печи для нормализационной обработки (норм. м3/ч)) равным 1,3, в примере 1 создают защитный занавес, эффективно отсекающий с помощью N2 выходное окно печи, и реализуют режим распределения давления в печи по настоящему изобретению, так что на листе нормализованной стали после кислотного травления отсутствует оксидный остаток. Реперная отметка для регулирования давления в печи установлена на уровне 20 Па, чтобы осуществлять стабильное регулирование давления в печи.
В примере 2 отношение подачи N2 (отношение N2 на входе в выходное окно печи (норм. м3/ч) / полное количество N2 на входе в различные последующие секции печи для нормализационной обработки (норм. м3/ч)) установлено на уровне 1,35. Разность давлений в печи между секцией печи ниже по потоку вдоль направления движения полосы стали, прилегающей к выходному окну печи, и секцией безокислительного нагрева составляет 7 Па; наклон K′в направлении к выходу уменьшения давления в печи от секции печи ниже по потоку вдоль направления движения полосы стали, прилегающей к выходному окну печи, к секции печи в направлении к выходу из печи для нормализации составляет -0,15; наклон Kв направлении к входу уменьшения давления в печи от секции безокислительного нагрева к секции печи в направлении к входу в печь для нормализации составляет 0,80. Из приведенных выше данных можно видеть, что секция печи ниже по потоку вдоль направления движения полосы стали, прилегающая к выходному окну печи, имеет наивысшее давление в печи; давление в печи постепенно понижается от секции печи, обладающей наивысшим давлением в печи, к секции печи в направлении к входу в печь для нормализации; оно также постепенно понижается от секции печи, обладающей наивысшим давлением в печи, к секции печи в направлении к выходу из печи для нормализации, посредством чего реализуют режим распределения давления в печи по настоящему изобретению. Посредством поддержания отношения подачи N2 (отношение N2 на входе в выходное окно печи (норм. м3/ч) / полное количество N2 на входе в различные последующие секции печи для нормализационной обработки (норм. м3/ч)) равным 1,35, в примере 2 создают защитный занавес, эффективно отсекающий с помощью N2 выходное окно печи, и реализуют режим распределения давления в печи по настоящему изобретению, так что на листе нормализованной стали после кислотного травления отсутствует оксидный остаток. Реперная отметка для регулирования давления в печи установлена на уровне 15 Па, чтобы осуществлять стабильное регулирование давления в печи.
В сравнительном примере 1 отношение подачи N2 (отношение N2 на входе в выходное окно печи (норм. м3/ч) / полное количество N2 на входе в различные последующие секции печи для нормализационной обработки (норм. м3/ч)) установлено на уровне 1,15. Разность давлений в печи между секцией печи ниже по потоку вдоль направления движения полосы стали, прилегающей к выходному окну печи, и секцией безокислительного нагрева составляет -5 Па. Из приведенных выше данных можно видеть, что секция безокислительного нагрева имеет наивысшее давление в печи, так что распределение давления в печи по настоящему изобретению не реализуется. Учитывая, что отношение подачи N2 (отношение N2 на входе в выходное окно печи (норм. м3/ч) / полное количество N2 на входе в различные последующие секции печи для нормализационной обработки (норм. м3/ч)) составляет менее 1,2, нельзя ни создать защитный занавес, эффективно отсекающий с помощью N2 выходное окно печи, ни реализовать режим распределения давления в печи по настоящему изобретению, так что происходит обратный поток дыма, и на листе нормализованной стали после кислотного травления присутствуют остатки оксидов.
В сравнительном примере 2 отношение подачи N2 (отношение N2 на входе в выходное окно печи (норм. м3/ч) / полное количество N2 на входе в различные последующие секции печи для нормализационной обработки (норм. м3/ч)) установлено на уровне 1,1. Разность давлений в печи между секцией печи ниже по потоку вдоль направления движения полосы стали, прилегающей к выходному окну печи, и секцией безокислительного нагрева составляет -4 Па. Из приведенных выше данных можно видеть, что секция безокислительного нагрева имеет наивысшее давление в печи, так что распределение давления в печи по настоящему изобретению не реализуется. Учитывая, что отношение подачи N2 (отношение N2 на входе в выходное окно печи (норм. м3/ч) / полное количество N2 на входе в различные последующие секции печи для нормализационной обработки (норм. м3/ч)) составляет менее 1,2, нельзя ни создать защитный занавес, эффективно отсекающий с помощью N2 выходное окно печи, ни реализовать режим распределения давления в печи по настоящему изобретению, так что происходит обратный поток дыма, и на листе нормализованной стали после кислотного травления присутствуют остатки оксидов.
В сравнительном примере на Фиг. 2 представлено изменение направления графика как температуры конденсации, так и содержания кислорода, обнаруженное в секциях печи, следующих за выходным окном печи для нормализации, когда дым из секции безокислительного нагрева течет назад в выходное окно печи, и в ходе этого образуются трудноудаляемые оксиды на поверхности листа нормализованной стали, полученного после кислотного травления. Температура конденсации относится к воде, содержащейся в дыме.
Промышленная применимость Способ получения листа высококачественной нормализованной кремнистой стали по настоящему изобретению может успешно препятствовать образованию плотных оксидов в процессе нормализационной обработки и повышать качество листа нормализованной кремнистой стали. С помощью способа по настоящему изобретению упрощают стадии, следующие за нормализацией, и снижают расходы; и его можно использовать для крупномасштабного производства листов высококачественной нормализованной кремнистой стали.
Устройство поршневого типа для ламинарного охлаждения
Установка плунжерного типа для ламинарного охлаждения
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Способ производства нетекстурированной электротехнической стали с высокой магнитной индукцией
Способ определения магнитной индукции текстурированной электротехнической стали
Способ производства нетекстурированной электротехнической стали с высокими магнитными свойствами
Способ производства нетекстурированной электротехнической листовой стали без дефекта рослости
Способ производства листа из текстурированной электротехнической стали с высокой плотностью магнитного потока
Сепаратор отжига для производства текстурированной электротехнической стали с зеркальной поверхностью и высокими магнитными свойствами
Устройство поршневого типа для ламинарного охлаждения
Установка плунжерного типа для ламинарного охлаждения
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Способ производства нетекстурированной электротехнической стали с высокой магнитной индукцией
Способ определения магнитной индукции текстурированной электротехнической стали
Способ производства нетекстурированной электротехнической стали с высокими магнитными свойствами
Способ производства нетекстурированной электротехнической листовой стали без дефекта рослости
Способ производства листа из текстурированной электротехнической стали с высокой плотностью магнитного потока
Сепаратор отжига для производства текстурированной электротехнической стали с зеркальной поверхностью и высокими магнитными свойствами

