Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ РЕЗЦА
Вид РИД
Изобретение
Изобретение относится к области высокоскоростной обработки деталей на оборудовании с ЧПУ, в частности к системам повышения точности при механической обработке изделий за счет управляемого охлаждения режущего инструмента.
Наиболее близким к изобретению по технической сущности является устройство охлаждения режущего инструмента [Патент РФ №2470757, кл. B23Q 11/10, 2006 (аналог)].
Недостатком данного устройства является отсутствие режима управления скоростью охлаждения режущего инструмента.
Известно устройство охлаждения режущего инструмента для повышения точности при обработке деталей на оборудовании с ЧПУ [Патент РФ №2486992, кл. B23Q 11/14, 2006 (прототип)].
Недостатком данного устройство является отсутствие возможности управления силой тока для более эффективного управления скоростью охлаждения режущего инструмента.
Известен способ охлаждения режущей части инструмента [Патент РФ №1255384, кл. B23Q 11/10, 2006 (аналог)].
Недостатком данного способа является применение инструмента сложной конструкции с внутренними полостями для смазочно-охлаждающей жидкости.
Известен способ охлаждения режущего инструмента для повышения точности при обработке деталей на оборудовании с ЧПУ [Патент РФ №2486992, кл. B23Q 11/14, 2006 (прототип)].
Недостатком данного способа является то, что в нем не предусмотрен режим регулирования силой тока.
Технической задачей изобретения является повышение точности при механической обработке изделий на станках с ЧПУ за счет управления скоростью охлаждения резца и увеличение скорости резания при обеспечении заданной точности.
Поставленная задача решается тем, что в известное устройство, включающее компьютер, резец с термоэлементом, генератор постоянного тока, нечеткий контроллер, введена система активного контроля, включающая в себя датчики скорости, подачи и тока.
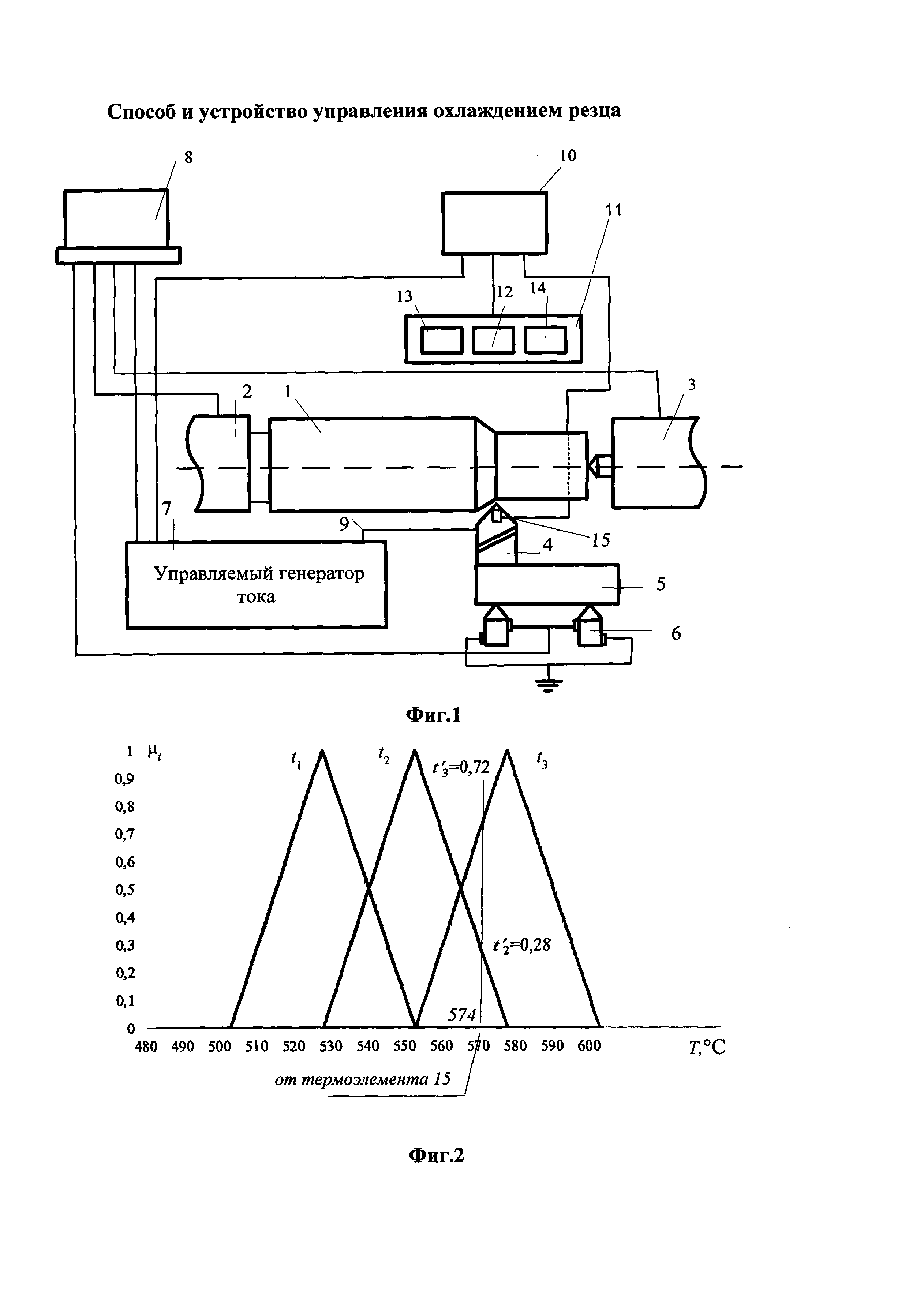
Сущность изобретения поясняется чертежами, где на Фиг. 1 приведена схема устройства управления охлаждением резца, на Фиг. 2 представлен график для входной величины - температура режущей части резца, на Фиг. 3 представлен график для входной величины - подачи режущего инструмента, на Фиг. 4 представлен график для входной величины - скорость резания, на Фиг. 5 представлен график для выходной величины - сила тока, на Фиг. 6 представлен результат преобразования вектора функции принадлежности i″ в единственное четкое значение.
Устройство управления охлаждением резца содержит деталь 1, переднюю бабку 2, заднюю бабку 3, резец с термоэлементом 4, резцедержатель 5, исполнительные механизмы оборудования с ЧПУ 6, управляемый генератор тока 7, компьютер 8, токопровод 9, нечеткий контроллер 10, систему активного контроля 11, включающую датчик скорости резания 12, датчик подачи 13 и датчик тока 14, термопару 15.
Связи в устройстве управления охлаждением резца расположены следующим образом: первый выход компьютера 8 соединен первым входом с передней бабкой 2, второй выход компьютера 8 соединен с задней бабкой 3, третий выход компьютера 8 соединен с управляемым генератором тока 7, четвертый выход компьютера 8 соединен с исполнительными механизмами оборудования с ЧПУ 6, которые подключены к резцедержателю 5 с закрепленным в нем резцом с термоэлементом 4, который с помощью токопроводов 9 соединен с выходом управляемого генератора тока 7. Деталь 1 закреплена в передней бабке 2 и задней бабке 3. Первый вход нечеткого контроллера 10 соединен с выходом блока системы активного контроля 11, состоящей из датчика скорости резания 12, датчика подачи 13, датчика сила тока 14, второй вход нечеткого контроллера 10 соединен с термопарой 15, третий выход нечеткого контроллера 10 соединен со вторым входом управляемого генератора тока 7.
Устройство управления охлаждением резца работает следующим образом. При вращении детали 1, установленной в передней бабке 2 и задней бабке 3, и прохождении по ее поверхности резца 4 в зоне резания происходит нагрев режущей части резца 4 и поверхности детали 1, вследствие чего возникают температурные деформации, которые приводят к ухудшению качества обрабатываемой поверхности детали 1.
Для уменьшения температурной деформации и обеспечения управления скоростью охлаждения резца 4 нечеткий контроллер 10 в реальном времени получает данные о температуре режущей части резца от термопары 15, данные о текущем значении скорости резания и подачи от датчиков 12 и 13, затем, исходя из нечетких правил управления, регулирует выходные значения сила тока с генератора постоянного тока 7. При этом если температура резца 4 увеличивается, то необходимо усилить охлаждение резца с помощью увеличения тока, подаваемого на термоэлемент резца с термоэлементом 4 от управляемого генератора постоянного тока 7. В противном случае необходимо ослабить охлаждение резца с помощью уменьшения подачи тока на термоэлемент резца 4 от управляемого генератора постоянного тока 7. Таким образом, осуществляется управляемое охлаждение резца 4, что позволяет увеличить скорость обработки детали при обеспечении заданной точности, без использования смазочно-охлаждающей жидкости.
Способ управления охлаждением резца заключается в следующем.
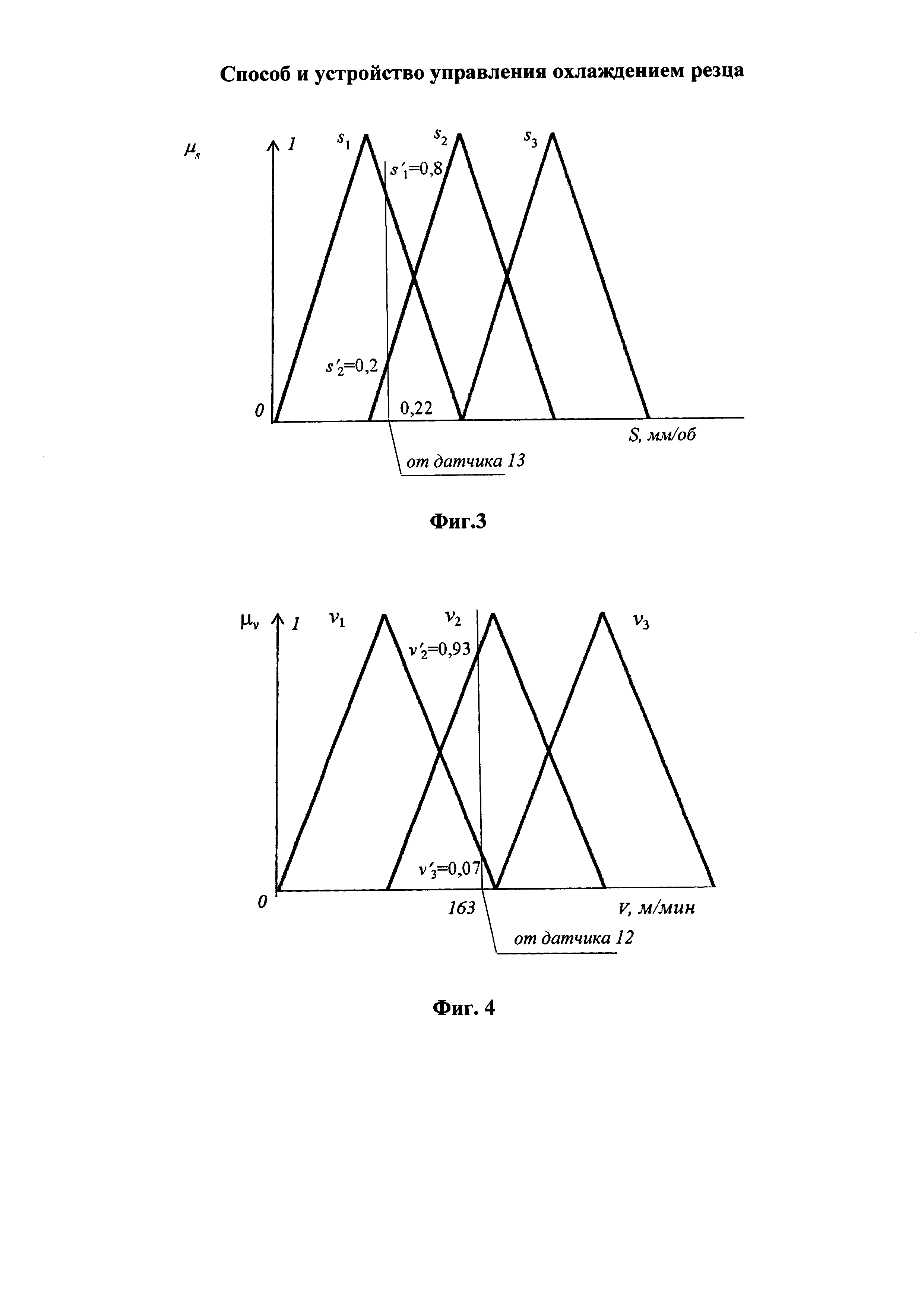
Первым шагом способа является формирование функций принадлежностей термов входных переменных: температуры в зоне резания T (фиг. 2), подачи режущего инструмента S (фиг. 3) и скорости резания V (фиг. 4). Выходным параметром является величина силы тока I (фиг. 5), подаваемого на элемент Пельтье:

где t - численные значения температуры режущей части резца 4 с термоэлементом; μ(t)→[0, 1] - соответствующие величинам температуры значения функции принадлежности (из интервала от 0 до 1); s - численные значения подачи режущего инструмента; μ(s)→[0, 1] - соответствующие величинам подачи режущего инструмента значения функции принадлежности (из интервала от 0 до 1); ν - численные значения скорости резания; μ(ν)→[0, 1] - соответствующие величинам скорости резания значения функции принадлежности (из интервала от 0 до 1); i - численные значения сила тока; μ(i)→[0, 1] - соответствующие величинам сила тока значения функции принадлежности (из интервала от 0 до 1).
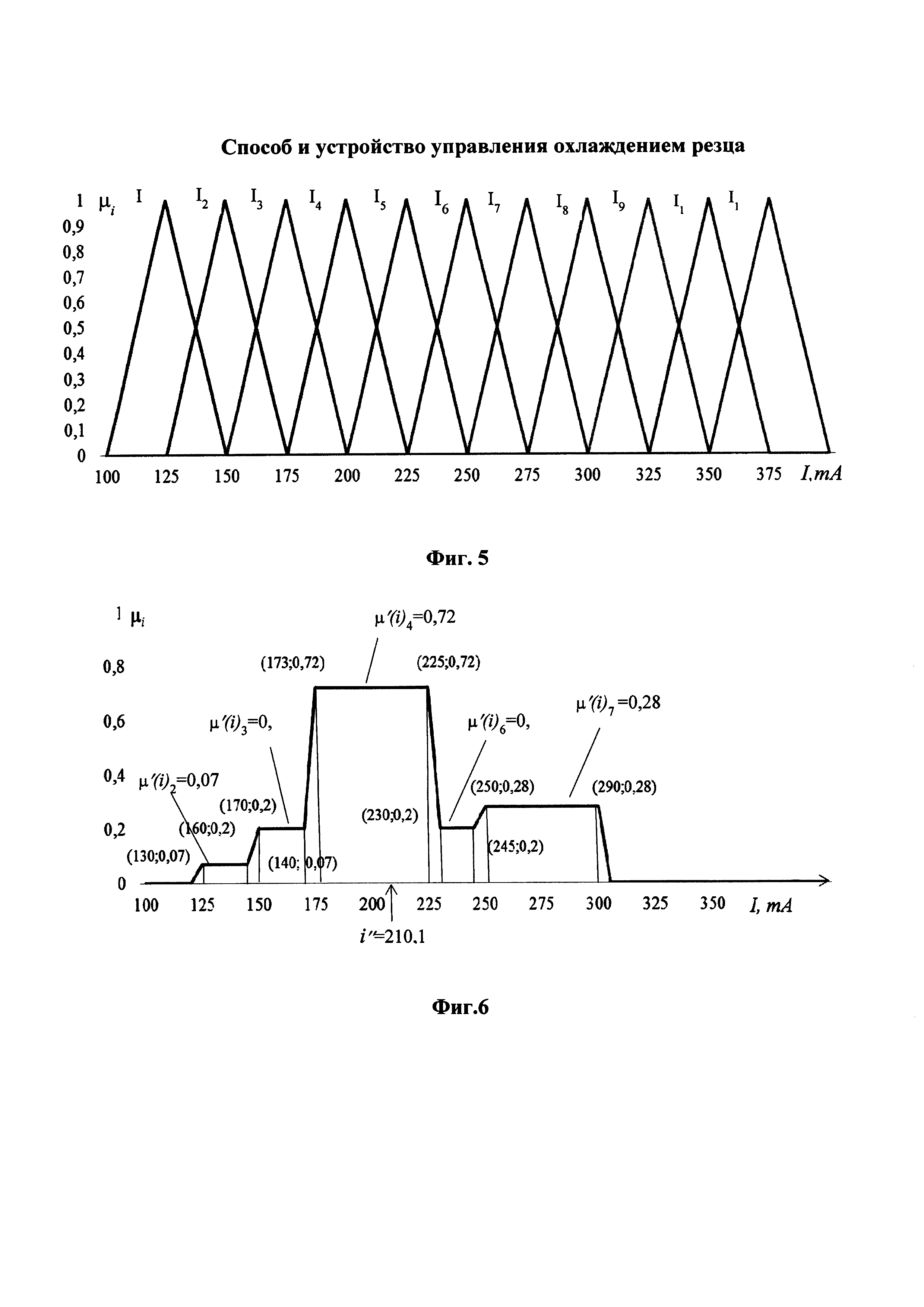
Функции принадлежностей входных переменных T, S и V состоят из трех термов. Для температуры T=[Т1]+[Т2]+[Т3] (фиг. 2), для подачи S=[S1]+[S2]+[S3] (фиг. 3), для скорости резания V=[V1]+[V2]+[V3] (фиг. 4). Функция принадлежности для выходной переменной I состоит из 11 термов - сила тока I=[I1]+[I2]+[I3]+[I4]+[I5]+[I6]+[I7]+[I8]+[I10]+[I11] (фиг. 5).
Вторым шагом способа является фазификация, при которой в зависимости от текущего значения температуры t, полученного от термопары 15, значения скорости резания v, и значения подачи s, полученного от датчиков 12 и 13, формируется фаззифицированный вектор значений для каждого терма функции принадлежности t′, s′ и ν′, где текущее значение температуры t является аргументом μ(t), а текущее значение подача s является аргументом μ(s), а текущее значение скорости резания ν является аргументом μ(ν), позволяя найти количественное значение из интервала [0, 1] для t′=μ(t), s′=μ(s) и ν′=μ(ν). Этап фазификации считается законченным, когда будут найдены значения t′, s′ и ν′ для трех термов функций принадлежностей входных величин T, S и V:

Третьим шагом способа является агрегация, при которой с помощью операции нечеткой логики «И» выбирается минимальное значение из термов входных переменных:

где
При этом вектор значений B={b1, b2, … b27) ставит в соответствие каждому элементу своего множества bi, где i=1…27 одно из двадцати семи нечетких правил управления:
НПУ 1: Если «t=t1» И «s=s1» И «ν=ν1» То «i=i11»;
НПУ 2: Если «t=t1» И «s=s1» И «ν=ν2» То «i=i10»;
НПУ 3: Если «t=t1» И «s=s1» И «ν=ν3» То «i=i9»;
НПУ 4: Если «t=t1» И «s=s2» И «ν=ν1» То «i=i10»;
НПУ 5: Если «t=t1» И «s=s2» И «ν=ν2» То «i=i9»;
НПУ 6: Если «t=t1» И «s=s2» И «ν=ν3» То «i=i8»;
НПУ 7: Если «t=t1» И «s=s3» И «ν=ν1» То «i=i9»;
НПУ 8: Если «t=t1» И «s=s3» И «ν=ν2» То «i=i8»;
НПУ 9: Если «t=t1» И «s=s3» И «ν=ν3» То «i=i7»;
НПУ 10: Если «t=t2» И «s=s1» И «ν=ν1» То «i=i8»;
НПУ 11: Если «t=t2» И «s=s1» И «ν=ν2» То «i=i7»;
НПУ 12: Если «t=t2» И «s=s1» И «ν=ν3» То «i=i6»;
НПУ 13: Если «t=t2» И «s=s2» И «ν=ν1» То «i=i7»;
НПУ 14: Если «t=t2» И «s=s2» И «ν=ν2» То «i=i6»;
НПУ 15: Если «t=t2» И «s=s2» И «ν=ν3» То «i=i5»;
НПУ 16: Если «t=t2» И «s=s3» И «ν=ν1» То «i=i6»;
НПУ 17: Если «t=t2» И «s=s3» И «ν=ν2» То «i=i5»;
НПУ 18: Если «t=t2» И «s=s3» И «ν=ν3» То «i=i4»;
НПУ 19: Если «t=t3» И «s=s1» И «ν=ν1» То «i=i5»;
НПУ 20: Если «t=t3» И «s=s1» И «ν=ν2» То «i=i4»;
НПУ 21: Если «t=t3» И «s=s1» И «ν=ν3» То «i=i3»;
НПУ 22: Если «t=t3» И «s=s2» И «ν=ν1» То «i=i4»;
НПУ 23: Если «t=t3» И «s=s2» И «ν=ν2» То «i=i3»;
НПУ 24: Если «t=t3» И «s=s2» И «ν=ν3» То «i=i2»;
НПУ 25: Если «t=t3» И «s=s3» И «ν=ν1» То «i=i3»;
НПУ 26: Если «t=t3» И «s=s3» И «ν=ν2» То «i=i2»;
НПУ 27: Если «t=t3» И «s=s3» И «ν=ν3» То «i=i1».
Так, например, пятый элемент  вектора B, определяется с помощью пятого нечеткого правила управления НПУ 5: Если «t=t1» И «s=s2» И «ν=ν2» То «i=i9».
вектора B, определяется с помощью пятого нечеткого правила управления НПУ 5: Если «t=t1» И «s=s2» И «ν=ν2» То «i=i9».
На четвертом шаге способа осуществляется композиция нечетких правил. На пятом шаге способа методом аккумуляции происходит объединение новых термов и формирование выходного нечеткого вектора функций принадлежности силы тока. На шестом шаге способа с помощью метода центра тяжести рассчитывается четкое выходное значение выходной переменной силы тока

где i1…11 - численные значения выходного сила тока (от минимального до максимального значения); μ'(i)1…11 - новые значения выходной величины сила тока в виде новых термов функций принадлежности.
В качестве примера разберем управление величиной силы тока, позволяющее контролировать интенсивность охлаждения резца с термоэлементом за счет увеличения силы тока, подаваемого на термоэлемент резца 4 от управляемого генератора постоянного силы тока 7.
Шаг 1. Строим по формуле (1) функции принадлежности для входных и выходной величин. На фиг. 2 представлен график для входной величины - температуры режущей части резца с термоэлементом 4 - T=(t1, t2, t3), на фиг. 3 представлен график для входной величины - подачи режущего инструмента - S=(s1, s2, s3). На фиг. 4 в представлен график для входной величины - скорость резания - V=(ν1, ν2, ν3), на фиг. 5 представлен график для выходной переменной: величины сила тока - I={i1, i2, i3, i4, i5, i6, i7, i8, i9, i10, i11).
Функция принадлежности для входной переменной температуры T

Для подачи S функция принадлежности запишется в виде

Для скорости резания V функция принадлежности запишется в виде
 |
|
Для выходной переменной величины силы тока I функция принадлежности примет вид
Шаг 2. При поступлении данных в нечеткий контроллер 10 о текущем значении температуры режущей части резца от термопары 15, данных о текущем значении скорости резания и подачи от датчиков 12 и 13 в нем производится перерасчет согласно нечетким правилам управления. Например, если t=574°C, s=0,22 мм/об и ν=163 м/мин, то вектор фаззификации значений для каждого терма входной функции принадлежности t′, s′ и ν′ (фиг. 2, 3 и 4), рассчитанный по формуле 2, выглядит так:
 ,
,
 ,
,
 .
.
Термы, имеющие нулевой результат, в дальнейших расчетах использоваться не будут.
Шаг 3. На этапе агрегации находится вектор B по формуле 3.
b1=0, b2=0, b3=0, b4=0, b5=0, b6=0, b7=0, b8=0, b9=0, b10=0, b11=0.28, b12=0.07, b13=0, b14=0.2, b15=0.07, b16=0, b17=0, b18=0, b19=0, b20=0.72, b21=0.07, b22=0, b23=0.2. b24=0.07, b25=0, b26=0, b27=0.
Шаг 4. На этапе композиции отбираются нечеткие правила, которые имеют пересечение. Это нечеткие правила с номерами 11, 12, 14, 15, 20, 21, 23 и 24.
НПУ 11: Если «t=t2» И «s=s1» И «ν=ν2» То «i=i7»;
НПУ 12: Если «t=t2» И «s=s1» И «ν=ν3» То «i=i6»;
НПУ 14: Если «t=t2» И «s=s2» И «ν=ν2» То «i=i6»;
НПУ 15: Если «t=t2» И «s=s2» И «ν=ν3» То «i=i5»;
НПУ 20: Если «t=t3» И «s=s1» И «ν=ν2» То «i=i4»;
НПУ 21: Если «t=t3» И «s=s1» И «ν=ν3» То «i=i3»;
НПУ 23: Если «t=t3» И «s=s2» И «ν=ν2» То «i=i3»;
НПУ 24: Если «t=t3» И «s=s2» И «ν=ν3» То «i=i2»;
Затем методом нечеткой композиции определяются степени функции принадлежности, которые характеризуются новыми значениями выходной величины сила тока в виде новых термов функций
μ′(i)1=0, μ′(i)2=min{0,07; μ(i)2},
μ′(i)3=min{0.2; μ(i′)3}, μ′(i′)4=min{0,72; μ(i)4},
μ′(i)5=0, μ′(i)6=min{0,2; μ(i)6},
μ′(i)7=min{0,28; μ(i)7}, μ′(i)8=0,
μ′(i)9=0, μ′(i)10=0, μ′(i)11=0.
Шаг 5. На этапе аккумуляции происходит объединение всех новых термов и формируется нечеткий вектор функций принадлежности I′. Графический результат показан на фиг. 6.
Шаг 6. На этапе дефазификации по методу центра тяжести (формула 4) вектор функции принадлежности I преобразуется в единственное четкое значение (фиг. 6).

С помощью предложенного способа осуществляется расчет нового значения силы тока для управления скоростью охлаждения резца с термоэлементом 4.
Таким образом, предлагаемый способ и реализующее его устройство позволят в режиме реального времени осуществлять управление скоростью охлаждения резца с термоэлементом путем перерасчета силы тока в случае изменения параметров режима резания.
Устройство стабилизации режима резания при токарной оработке деталей на оборудовании с чпу
Способ и устройство охлаждения режущего инструмента для повышения точности при обработке деталей на оборудовании с чпу
Измеритель параметров многоэлементных пассивных двухполюсников
Измеритель параметров двухполюсных rlc цепей
Мостовой измеритель параметров пассивных многоэлементных rlc двухполюсников
Устройство для управления охлаждением изделия в процессе прокатки
Система гелиотеплохладоснабжения
Измеритель параметров многоэлементных rlc-двухполюсников
Способ токарной обработки профильного вала с раздельным съемом припуска при формообразовании его конической части
Способ получения заготовок из порошковой быстрорежущей стали
Устройство для управления охлаждением изделия в процессе прокатки
Система гелиотеплохладоснабжения
Измеритель параметров многоэлементных rlc-двухполюсников
Способ токарной обработки профильного вала с раздельным съемом припуска при формообразовании его конической части
Способ получения заготовок из порошковой быстрорежущей стали
Устройство для гранулирования удобрений
Форсунка для горелки
Мультитеплотрубная паротурбинная установка с капиллярным конденсатором
Способ получения формиата цинка
Способ получения пектина из растительного сырья

