Результат интеллектуальной деятельности: СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ
Вид РИД
Изобретение
Изобретение относится к металлургии и может быть использовано при производстве рельсовой стали в кислородных конвертерах.
Известен способ выплавки рельсовой стали в кислородном конвертере [Способ выплавки рельсовой стали в кислородном конвертере. Авторское свидетельство СССР №1675340, МПК С21С 5/28. Опубл. Бюлл. №33, 1991 г. ], включающий загрузку в агрегат шихтовых материалов, заливку чугуна, продувку кислородом до низкого содержания углерода, выпуск металла в ковш и ввод раскислителей.
Недостатком данного способа является низкое качество выплавляемой стали ввиду сильной загрязненности металла оксидными неметаллическими включениями, появляющимися при продувке металла в конвертере до низкого содержания углерода.
Наиболее близким по своей технической сущности является способ выплавки рельсовой стали в кислородном конвертере из высокофосфористого чугуна [Способ выплавки рельсовой стали в кислородном конвертере. Авторское свидетельство СССР №1511283, МПК С21С 5/28. Опубл. Бюлл. №36, 1989 г.], включающий оставление шлака предыдущей плавки, ввод на шлак углеродсодержащего материала, извести, плавикового шпата, заливку чугуна, продувку расплава при переменном положении фурмы и скачивание шлака.
Данный способ принят за ближайший аналог.
Недостатком известного способа является невозможность получения в конвертере из фосфористого чугуна стали с высокой температурой и низким содержанием фосфора, пригодной для получения высококачественных рельсов.
Задачей, на решение которой направлено данное изобретение, является получение в конвертере углеродистого металла с низким содержанием фосфора и высокой температурой, достаточной для внепечной обработки и разливки стали на машине непрерывного литья заготовок (МНЛЗ).
Поставленная задача достигается тем, что предлагается способ выплавки рельсовой стали в кислородном конвертере из фосфористого чугуна, включающий нанесение гарнисажа и оставление в конвертере остатков шлака предыдущей плавки, заливку чугуна, продувку расплава кислородом при переменном положении фурмы, присадку сыпучих материалов, скачивание шлака и слив металла в ковш, причем продувку ведут в три периода до содержания углерода в металле 0,3…0,6%, производя три скачивания шлака на 5…6, 13…14 и 17…18 минутах продувки, при этом в начале каждого периода фурма располагается на расстоянии 2500…3000 мм от уровня поверхности металлической ванны в конвертере и опускается пошагово до 1000…1200 м к концу периода с одновременной присадкой сыпучих материалов порциями в течение первых 4…6 минут продувки каждого периода, после чего производят кратковременную додувку продолжительностью 30…90 с, при этом температура металла перед сливом из конвертера составляет 1640…1650°С. Опускание фурмы производят с шагом 200…250 мм, а число шаговых опусканий составляет 6…8. В качестве сыпучих материалов используются известь вращающихся печей, мягкообожженный доломит, окатыши и плавиковый шпат, при этом порция сыпучего материала составляет: извести - 600...700 кг; доломита - 150…200 кг; окатышей - 200…250 кг; плавикового шпата - 100…150 кг, а число порций составляет: в 1-м периоде - 1…2; во 2-м периоде - 5…6; в 3-м периоде - 3…4.
Продувка в три периода обусловлена необходимостью трехкратного скачивания (обновления) шлака для получения в металле низкого (менее 0,015%) содержания фосфора. Додувка производится в течение 30…90 сек для увеличения температуры металла до 1640…1650°С.
В первый период продувки происходит окисление кремния и удаление его в шлак в виде кремнезема SiO2. Этот шлак с высоким содержанием кремнезема не обладает необходимой дефосфорирующей способностью и скачивается из конвертера после первого периода продувки. Удаление фосфора в этот период происходит весьма незначительно.
Второй период продувки начинается при высоком содержании углерода и низкой температуре. В этот период удаляется большая часть содержащегося в чугуне фосфора. Шлак с высоким содержанием фосфорного ангидрида Р2O5 скачивается после второго периода продувки.
Рельсовая сталь для скоростных железных дорог относится к высококачественным сталям. По техническим условиям содержание фосфора не должно превышать 0,015% в готовой стали, а с учетом внесения в металл небольшого количества фосфора ферросплавами и некоторого восстановления фосфора при сливе стали в ковш содержание его в металле перед сливом из конвертера не должно быть выше 0,010…0,012%.
Задачу получения такого содержания фосфора в металле решает третий период продувки. Скачивание шлака после третьего периода продувки предупреждает восстановление фосфора из шлака в металл во время ожидания анализа, слива стали в ковш и пр.
Скачивание шлака на 5...6 мин продувки обусловлено тем, что к этому моменту заканчивается окисление кремния и формирующийся основной шлак связывает кремнезем в силикаты кальция.
Второе скачивание шлака на 13…14 мин обусловлено тем, что к тому моменту продувки начинается интенсивное окисление углерода и шлак с высоким содержанием фосфора целесообразно удалить из конвертера во избежание восстановления части фосфора из шлака в металл.
К 17…18 мин продувки содержание углерода в металле приближается к заданным пределам (0,6…0,7%). Продувку прекращают, производят третье скачивание шлака, предупреждая восстановление фосфора из шлака в металл при выдержке стали в конвертере для замера температуры, отбора пробы, ожидания анализа и слива металла из конвертера в ковш, а затем производят кратковременную додувку в течение 30…90 с для нагрева металла до заданных пределов.
Расположение кислородной фурмы на расстоянии 2500…3000 мм от уровня поверхности металлической ванны в конвертере в начале каждого периода обусловлено необходимостью окисления железа в начале периода для быстрого растворения извести и наводки основного шлака. Расстояние 1000…1200 мм от фурмы до поверхности металлической ванны является рабочим положением фурмы при продувке стали в конвертере.
Присадка сыпучих материалов порциями в течение первых 4…6 мин продувки каждого периода связана с необходимостью формирования шлака с самого начала каждого периода продувки, который длится от 5 до 8 мин. Более поздние присадки материалов не успевают раствориться в шлаке и не оказывают рафинирующее действие на металл, так как этот шлак после окончания каждого периода сливается из конвертера.
Температура металла перед сливом из конвертера составляет 1640…1650°С. Меньшая температура недостаточна для компенсации теплопотерь, имеющих место при сливе стали в ковш и внепечной обработке, а также последующей разливке стали на машине непрерывного литья заготовок. Большая температура металла вызывает повышенный износ футеровки сталеразливочного ковша.
Опускание кислородной фурмы с шагом 200…250 мм производится для того, чтобы за 6…8 приемов опустить фурму с начального (2500...3000 мм) до рабочего положения (1000…1200 мм от уровня поверхности металлической ванны) за ограниченное время продувки в каждом периоде (5…8 мин). Меньший шаг опускания фурмы (менее 200 мм) нецелесообразен из-за того, что фурма не будет опущена до рабочего положения за регламентированный промежуток времени. Больший шаг опускания фурмы (более 250 мм) нарушает ход процесса шлакообразования и вызывает преждевременное интенсивное окисление углерода.
Использование сыпучих материалов в качестве шлакообразующих обусловлено следующим: известь используется для придания шлаку необходимой основности; мягкообоженный доломит вносит в шлак магнезию (MgO), что снижает степень износа магнезиальной футеровки конвертера; окатыши служат для дополнительного окисления фосфора и охлаждения горячего хода конвертерной плавки; плавиковый шпат является флюсом, снижающим температуру плавления шлаковой системы и повышающим жидкотекучесть шлака.
Порция сыпучего материала и ее количество связаны между собой. Порция сыпучего материала обоснована тем, что при меньшей массе каждой порции недостаточно времени для введения необходимого количества материалов для формирования шлака в каждом периоде плавки. Большая масса порции вызывает переохлаждение шлака, замедляет растворение материала в шлаке.
Число порций при фиксированной массе определяет общее количество вводимого в конвертер сыпучего материала. В первом периоде число таких порций 1...2, так как в конвертере остается реакционно-способный шлак предыдущей плавки и для его доформирования не требуется много нового материала. К началу второго и третьего периодов плавки шлак предыдущего периода полностью удаляется из конвертера. Поэтому во втором периоде, когда из металла удаляется большая часть фосфора, число порций составляет 5...6, а в третьем периоде для удаления оставшегося фосфора, когда не требуется много шлака и металл нельзя переохлаждать большим количеством присадок ввиду необходимости нагрева до заданной температуры, число порций составляет 3…4.
Продолжительность додувки металла в конвертере составляет 30…90 с для нагрева стали до температуры выпуска - 1640…1650°С. Это связано с тем, что для нагрева металла в конвертере на 10°С продолжительность додувки составляет в среднем 30 с. Поэтому для нагрева металла на 10…30°С требуется 30…90 с.
Пример осуществления предлагаемого способа
В 140-тонном кислородном конвертере оставляется шлак предыдущей плавки. Шлак раздувается газообразным азотов для нанесения гарнисажа на футеровку конвертера. На оставшийся в конвертере шлак заливают 140 т чугуна с содержанием фосфора 0,120%, опускают кислородную фурму до расстояния 3000 мм от поверхности жидкого металла и начинают продувку газообразным кислородом. Одновременно с началом продувки в конвертер присаживают первую порцию сыпучих материалов: 600 кг извести; 150 кг доломита; 200 кг окатышей и 100 кг плавикового шпата.
Первый период продувки продолжается 6 мин. В течение этого времени фурму с шагом 250…260 мм семью приемами опускают до расстояния 1200 мм от уровня металлической ванны. На 3-й минуте продувки в конвертер присаживают вторую порцию сыпучих материалов аналогичного количества и состава.
На 6-й минуте продувку прекращают, конвертер наклоняют и скачивают шлак. После отбора проб металла, шлака и замера температуры продувку продолжают.
Второй период продувки продолжается до 13 мин и длится 7 мин. Кислородную фурму устанавливают на расстоянии 3000 мм от уровня поверхности металлической ванны и 8-ю шагами по 230…240 мм опускают до расстояния 1100 мм от уровня поверхности металла. Одновременно с началом продувки в конвертер вводят первую порцию сыпучих материалов: 700 кг извести; 200 кг доломита; 250 кг окатышей и 100 кг плавикового шпата. Остальные сыпучие материалы вводят аналогичными порциями на 8, 9, 10 и 11 минутах продувки. Всего присадку сыпучих материалов осуществляют 5 порциями.
Продувку металла в конвертере останавливают на 13 мин, скачивают шлак и после отбора проб металла и шлака, измерения температуры начинают третий период продувки.
В 3-м периоде продувки кислородную фурму устанавливают на расстоянии 2500 мм от уровня металлической ванны и 6-ю шагами по 250 мм опускают до расстояния 1000 мм от уровня поверхности металла. Одновременно с началом продувки в конвертер вводят первую порцию сыпучих материалов: 600 кг извести; 150 кг доломита; 200 кг окатышей и 100 кг плавикового шпата. Остальные порции сыпучих материалов вводят аналогично на 14 и 15 минутах продувки. Общее число порций - 3.
Продувку прекращают на 18 мин при содержании в металле углерода 0,7%, фосфора 0,012% и температуре стали 1630°С. Затем производят додувку в течение 60 с для нагрева металла. После окончания додувки температура металла составляет 1650°С, содержание углерода 0,5%, фосфора - 0,011%.
Металл сливают в сталеразливочный ковш, присаживая ферросилиций на струю металла. Затем ковш со сталью направляют на внепечную обработку.
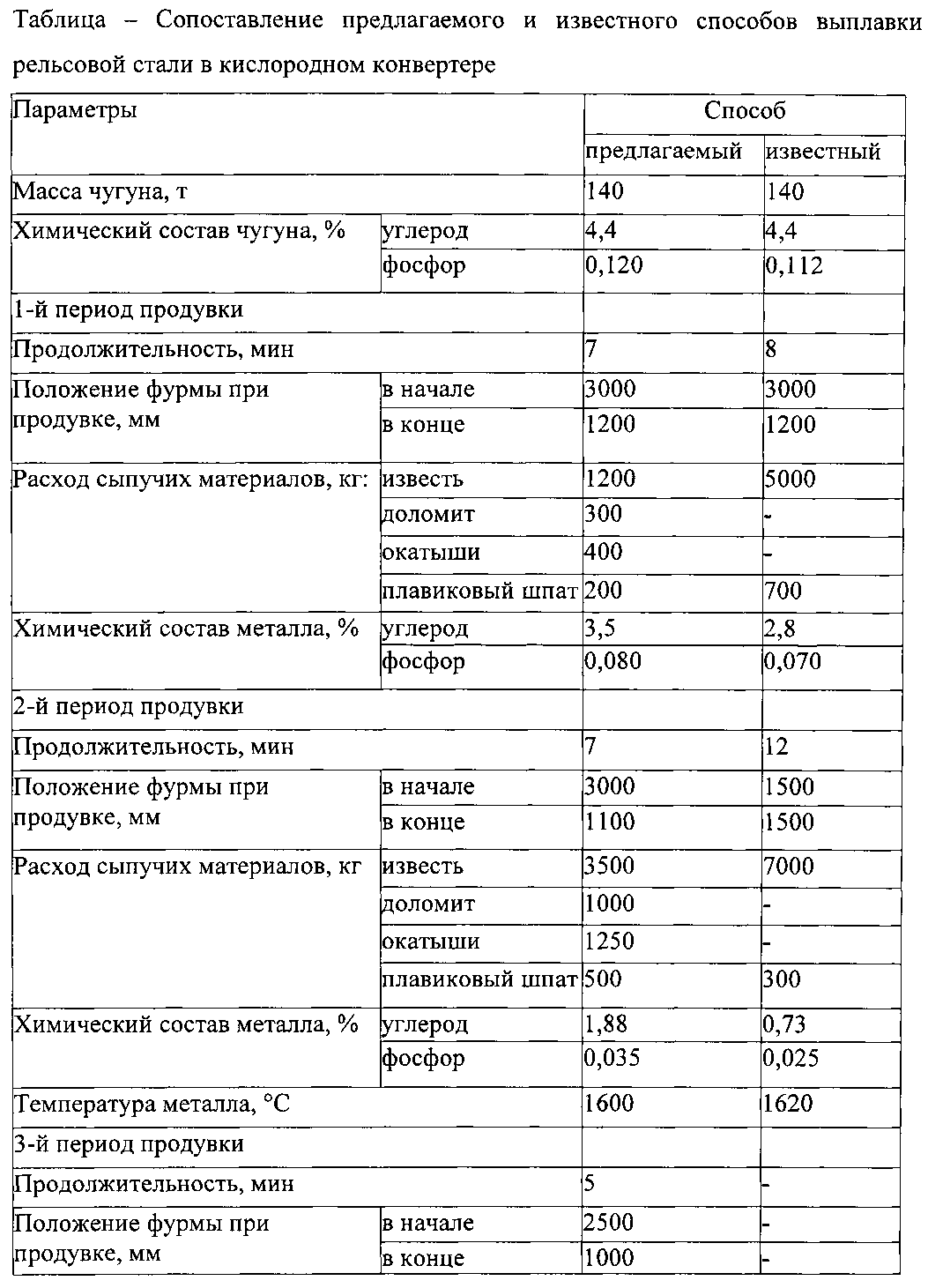
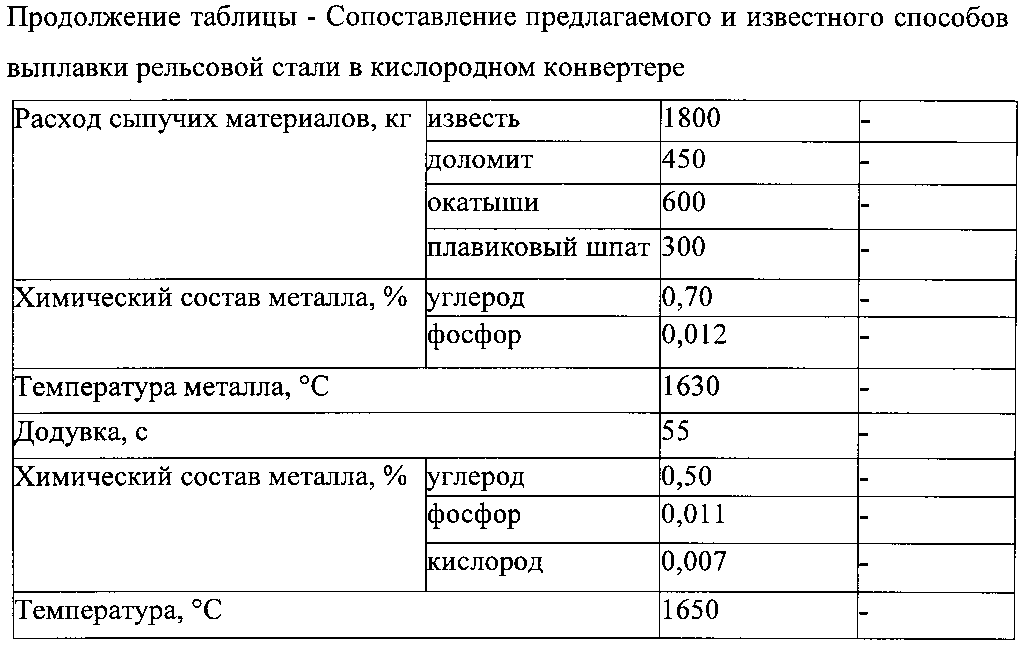
Технологические показатели плавок, проведенных по предлагаемому и известному способам, приведены в таблице. Как видно, предлагаемый способ позволяет получить из фосфористого чугуна высококачественную рельсовую сталь для скоростных железных дорог с высоким содержанием углерода, низкой окисленностью, с низким содержанием фосфора и температурой, позволяющей провести полноценную внепечную обработку и разливку стали на МНЛЗ.
Металлизованный флюсующий шихтовый материал для производства стали
Способ прессования заготовок щеток электромашин из порошковых материалов на основе углерода и многоместная пресс-форма для его осуществления
Электропривод с синхронной реактивной машиной
Широкополосная турникетная щелевая антенна
Среднеуглеродистая конструкционная сталь высокой обрабатываемости резанием
Способ изготовления дисперсно-армированных бетонных изделий
Гибридный ракетный двигатель
Способ производства желированных мясных продуктов
Способ производства сырокопченых колбас
Адаптивное интегрирующее устройство синхронизации
Частотно-широтно-импульсный регулятор переменного напряжения с симметрированной нагрузкой
Способ получения трехмерных объектов
Скоростной преобразователь "аналог - цифра - аналог" с бестактовым поразрядным уравновешиванием
Способ производства минераловатных изделий
Способ коррекции главной центральной оси инерции баллистического объекта
Способ прессования углеродных контактных вставок троллейбусов
Интегрирующий аналого-цифровой преобразователь
Способ активирования угольных частиц в вертикальной осесимметричной кольцевой камере
Трехфазный регулятор переменного напряжения с защитой
Способ приготовления бескремнеземного связующего для литья по выплавляемым моделям химически активных сплавов

