Результат интеллектуальной деятельности: СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к листовой штамповке и может быть использовано для штамповки различных деталей из листовых материалов (металлов и неметаллов), преимущественно для вырубки крупных заготовок сложной конфигурации с целью последующего изготовления из этих заготовок крупногабаритных кузовных деталей автомобилей и другой техники на прессах простого, двойного и тройного действий, а также на многопозиционных автоматах.
Известен способ однорядной вырубки заготовок из рулона, ленты или полосы, включающий последовательную по операциям вырубку отходов по краям рулона листового материала, одна сторона которого является краем рулона листового материала, и вырубку заготовки при помощи одного или нескольких вырубных штампов, установленных на прессовом оборудовании (Романовский В.П. Справочник по холодной штамповке. - Л.: Машиностроение, 1971, с. 417-419, рис. 432, а). Недостатком известного способа вырубки заготовки является то, что после вырубки заготовки прямоугольной конфигурации и последующей штамповки из нее пространственной детали велики отходы, за счет которых излишне увеличиваются норма расхода материала на одну деталь и себестоимость изготовления детали. Кроме того, при вытяжке пространственной детали с закругленными углами из прямоугольной заготовки четыре угла такой заготовки ухудшают условия формоизменения заготовки, что приводит к разрывам заготовки напротив углов вытягиваемой детали, снижению точности детали, нестабильности процесса вытяжки и остановке автоматической линии штамповки для наладки процесса и ликвидации разрывов заготовки.
Технической задачей изобретения является расширение технических возможностей при осуществлении процесса листовой штамповки.
Техническим результатом использования изобретения является повышение производительности штамповки, повышение точности детали после ее штамповки из вырубленной заготовки с экономией листового материала, а также снижением себестоимости изготовления листоштампованных деталей.
Техническая задача решается за счет того что, для улучшения условий формоизменения заготовки напротив углов вытягиваемой детали, что влияет на точность далее полученных штамповкой деталей, на первой операции сверху и снизу рулона листового материала (далее - рулона) вырубают два отхода в виде многоугольника, например трапеции или треугольника, одна сторона которого является частью края рулона, а две боковые стороны треугольника выполняют по прямой или гладкой кривой линии с размерами, соответствующими развертке угловых участков готовой пространственной детали в плане с учетом особенностей пластического деформирования заготовки и технологического припуска на промежуточном полуфабрикате при изготовлении этой детали,
для экономии листового материала, на второй операции производят отрезку заготовки от рулона по дуге окружности, параллельной или близкой к параллельной соответствующим дугам переднего и заднего контуров в плане готовой детали, которая будет отштампована из этой заготовки, и эта дуга окружности проходит через вырезы в рулоне от вырубленных отходов; за счет захода дуги окружности предыдущей заготовки внутрь последующей заготовки шаг вырубки заготовок уменьшается на величину захода.
Сущность изобретения характеризуется фиг. 1-3. На фиг. 1 слева показан рулон 1, в котором сначала на первой операции сверху и снизу вырубают два отхода 3, 7 (эти отходы заштрихованы) при помощи пуансонов 2, 6; а затем на второй позиции (операции) производят вырубку заготовки по дуге окружности, контур которой в плане проходит через контуры предварительно вырубленных отходов.
Способ осуществляется следующим образом. Рулон подают на рабочую поверхность вырубного штампа. При ходе ползуна пресса вниз сначала на первой операции сверху и снизу по краям рулона вырубают два отхода 3, 7 (эти отходы заштрихованы) при помощи пуансонов 2, 6, а затем на второй позиции (операции) производят вырубку заготовки при помощи пуансона и матрицы штампа по дуге окружности радиуса R, контур которой в плане проходит через контуры предварительно вырубленных отходов.
По сравнению с вырубкой прямоугольных заготовок длиной А шаг вырубки "t" фигурных заготовок 11 уменьшается на величину захода заготовок друг в друга "с" и равен:

Согласно формуле (1), экономия листового материала Е на одну заготовку или деталь рассчитывают по формуле:

Следующую заготовку вырубают после подачи рулона по отношению к неподвижному штампу на шаг "t", который рассчитывают по формуле (1). Данный способ применим и на оборудовании, на котором перемещается вырубной штамп по отношению к неподвижному рулону или перемещаются и рулон и вырубной штамп.
Возможность экономии материала по данному способу может быть реализована при штамповке наружных и внутренних панелей таких кузовных деталей легковых автомобилей, как панель капота, крышка багажника, крыша и других. Передний и задний контуры этих кузовных деталей в плане имеют вид параллельных дуг окружностей, за счет чего появляется возможность вписывать часть следующей на рулоне заготовки в предыдущую заготовку.
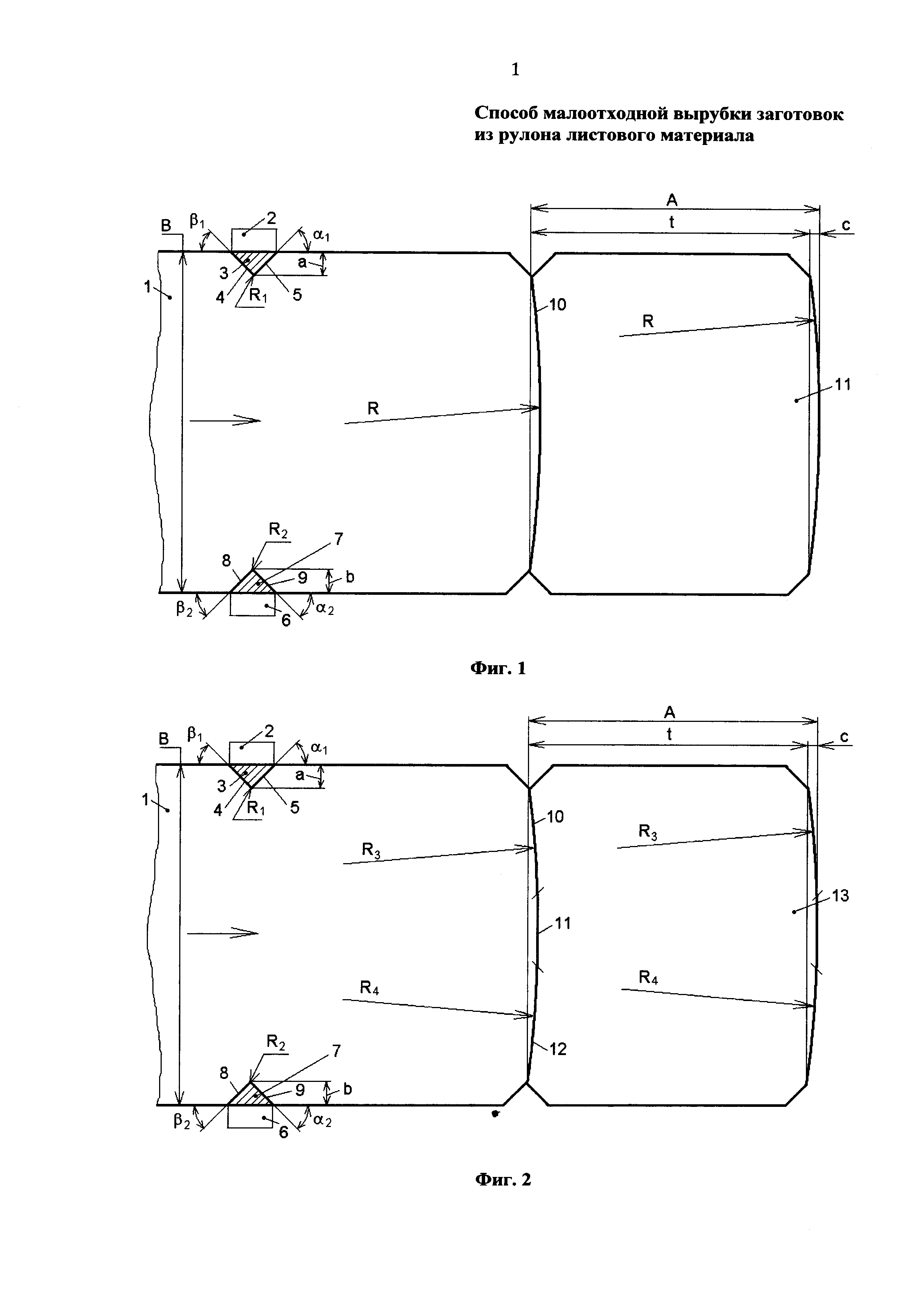
По 1-му способу (фиг. 1) в рулоне 1 сначала на первой операции при помощи пуансона 2 сверху вырубают отход 3 в виде треугольника, одна сторона которого является частью края рулона 1, вершина треугольника напротив края рулона закруглена линией (радиуса R1), длину которой определяют из условия высокой стойкости пуансона для вырубки этого отхода, а боковую сторону 5 треугольника выполняют по прямой или ломаной линии с размерами, соответствующими развертке на плоскость углового участка готовой детали в плане с учетом технологического припуска. Минимальный острый угол α1 между этой линией и краем рулона должен быть больше предельной величины αlim. Так как чем меньше угол α1, тем выше опасность того, что в процессе вырубки пуансон затянет острые края отхода в зазор между пуансоном и матрицей, что приведет к быстрому износу пуансона и матрицы и, как следствие, снижению точности вырубаемой заготовки. Проведенными в производстве экспериментами установлено, что для основных применяемых в машиностроении тонколистовых материалов величина предельного угла αlim составляет 1°. Вторую боковую сторону 4 треугольника выполняют по прямой или ломаной линии таким образом, чтобы минимальный острый угол β1 между касательной в точке пересечения этой линии края рулона и краем рулона был больше предельной величины αlim.
Аналогично на этой же первой операции снизу в рулоне 1 вырубают отход 7 в виде треугольника, одна сторона которого является частью края рулона 1, вершина треугольника напротив края рулона закруглена линией (радиуса R2), длину которой определяют из условия высокой стойкости пуансона для вырубки этого отхода, а боковую сторону 9 треугольника выполняют по прямой или ломаной линии с размерами, соответствующими развертке на плоскость углового участка готовой детали в плане с учетом технологического припуска. Минимальный острый угол α2 между этой линией и краем рулона должен быть больше предельной величины αlim. Вторую боковую сторону 8 треугольника выполняют по прямой или ломаной линии таким образом, чтобы минимальный острый угол β2 между этой линией и краем рулона был больше предельной величины αlim.
Затем на второй операции производят отрезку заготовки 11 от рулона 1 по дуге окружности 10, параллельной двум соответствующим дугам переднего и заднего контуров в плане готовой детали, которая будет отштампована из этой заготовки, и эта дуга окружности 10 проходит через вырезы в рулоне от вырубленных отходов 3, 7.
Шаг вырубки заготовок t уменьшается на величину захода "с" дуги окружности предыдущей заготовки внутрь следующей заготовки, за счет чего достигается экономия материала рулона. У вырубленной заготовки отсутствуют четыре угла, удаленные в отход на первой операции, за счет чего улучшаются условия формоизменения заготовки на последующей операции вытяжки в углах вытягиваемой детали.
По 2-му способу (фиг. 2) сначала на первой операции сверху и снизу рулона 1 вырубают два отхода 3, 7 в виде трапеции или треугольника, одна сторона которого является частью края рулона, вершина треугольника напротив края рулона закруглена линией, длину которой определяют из условия высокой стойкости пуансона и матрицы для вырубки этого отхода, а две боковые стороны треугольника 4, 5 и 8, 9 выполняют по прямой или ломаной линии с размерами, соответствующими развертке на плоскость углового участка готовой детали в плане с учетом технологического припуска. Минимальный острый угол между этой линией и краем рулона больше 1°. Затем на второй операции производят отрезку заготовки 13 от рулона 1 по ломаной линии, состоящей из отрезков прямой линии 11 и дуг окружностей 10, 12 радиусов R3, R4; эти отрезки 10, 11, 12 вписаны в дугу окружности, параллельной двум соответствующим дугам переднего и заднего контуров на плане готовой детали, которая будет отштампована из этой заготовки, и эта ломаная линия 10, 11, 12 проходит через вырезы в рулоне от вырубленных отходов 3, 7.
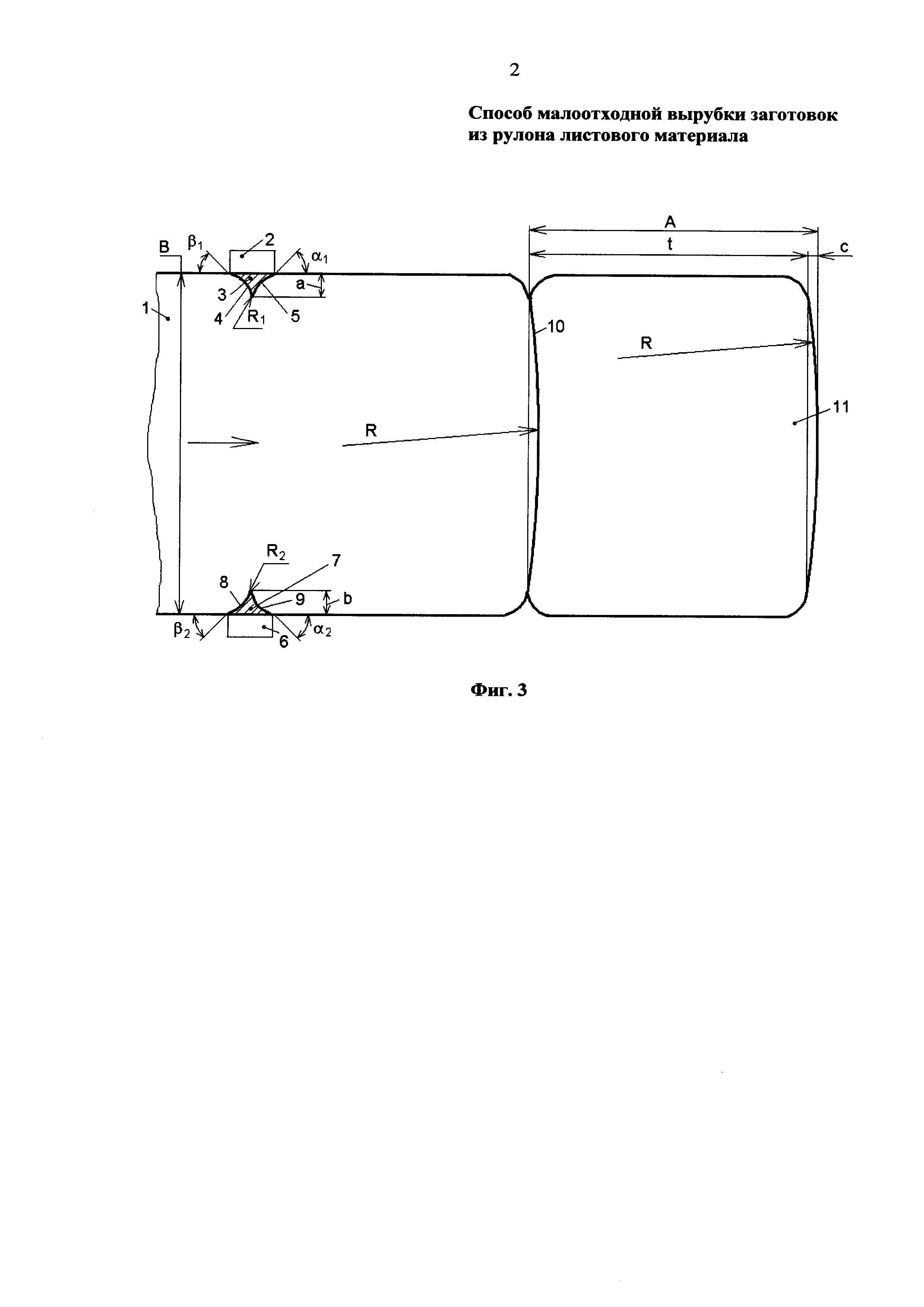
По 3-му способу (фиг. 3) сначала на первой операции сверху и снизу рулона вырубают два отхода 3, 7 в виде трапеции или треугольника, одна сторона которого является частью края рулона, вершина треугольника напротив края рулона закруглена линией, длину которой определяют из условия высокой стойкости пуансона и матрицы для вырубки этого отхода. Для еще большего улучшения условий формоизменения заготовки в угловых участках две боковые стороны треугольников 4, 5 и 8, 9 выполняют по дуге, соответствующей развертке на плоскость углового участка готовой детали в плане с учетом технологического припуска, минимальный острый угол между касательной в точке пересечения этой дуги края рулона и краем рулона больше 1°. Затем на второй операции производят отрезку заготовки 11 от рулона 1 по дуге окружности 10, параллельной двум соответствующим дугам переднего и заднего контуров на плане готовой детали, которая будет отштампована из этой заготовки, и эта дуга окружности 10 проходит через вырезы в рулоне от вырубленных отходов 3, 7.
Для всех способов по сравнению с известными способами вырубки прямоугольных заготовок по данному способу вырубку фигурных заготовок производят с заходом контура предыдущей заготовки внутрь контура последующей заготовки, за счет чего уменьшается шаг подачи рулона и достигается экономия листового материала на 5-7%.
Устройство подавления радиопомех
Энергетическая установка с помехоподавляющим устройством, имеющим пониженную вносимую электрическую емкость
Антиблокировочная тормозная система транспортного средства
Способ сборки транспортного средства
Способ доводки программного обеспечения блока управления двс
Способ плазменной наплавки
Бампер автомобиля и способ изготовления его усилительной балки
Датчик давления
Задний фонарь транспортного средства
Роторно-поршневой двигатель
Способ изготовления сложной крупногабаритной цельноштампованной детали из листовой заготовки
Способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке (варианты)
Штамп-прибор для испытания листового материала на пружинение и предельные параметры при двухугловой гибке с прижимом краем образца (варианты)
Штамп для вытяжки сложной крупногабаритной детали на прессе двойного действия
Штамп для вытяжки кузовных деталей
Способ испытания и оценки штампуемости листового проката
Способ испытания и оценки эффективности технологических смазок
Штамп для вытяжки деталей сложной формы
Способ вытяжки сложной крупногабаритной детали (варианты)

