Результат интеллектуальной деятельности: СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА
Вид РИД
Изобретение
Изобретение относится к области металлургии, в частности к производству листового проката на реверсивном толстолистовом стане, и может быть использовано для обеспечения плоскостности толстолистового проката низколегированных штрипсовых сталей с феррито-бейнитной структурой, полученных с применением контролируемой прокатки.
Известен способ правки толстолистового проката, включающий деформирование листов многократным знакопеременным изгибом между двумя рядами роликов при регламентированной температуре. Деформирование листов производят при температуре не выше 700°C, диаметре роликов не более 500 мм и числе изгибов не менее 3. В соответствии с данным способом листы из углеродистых марок стали правят за два этапа. Правку листов на первом этапе производят со степенью деформации 10-15% при температуре 600-700°C и с диаметром роликов не более 300 мм, а правку на втором этапе ведут со степенью деформации 1,0-3,0% при температуре 300-600°C и с диаметром роликов не более 400 мм [1].
К недостаткам данного способа можно отнести то, что слишком большая степень деформации изгиба на первом этапе правки (температура 600-700°C), при производстве высокопрочного толстолистового проката из низкоуглеродистой стали негативно сказывается на механических характеристиках готовой продукции, особенно на величине предела текучести и относительного удлинения. Соответственно, при использовании данного способа для правки листов с феррито-бейнитной структурой толщиной 12-30 мм, не всегда удается обеспечить требуемый уровень механических свойств. Кроме того, в соответствии с данным способом второй этап правки реализуют при слишком высокой температуре (300-600°C), поэтому при последующем остывании готового листа до температуры окружающей среды возможно его вторичное коробление. Это обуславливает необходимость оптимизации температурно-деформационного режима правки высокопрочного штрипса в указанном диапазоне толщин. Кроме того, на практике при использовании одной листоправильной машины в потоке прокатного стана невозможно менять диаметр роликов для разных этапов правки каждого листа, что существенно сужает возможности реализации способа.
Наиболее близким по своей технической сущности к предлагаемому изобретению является способ правки толстолистового проката из высокопрочной низколегированной штрипсовой стали в линии толстолистового стана, включающий знакопеременные упругопластические перегибы листа в листоправильной машине между верхним и нижним рядами роликов, расположенных в шахматном порядке, при регламентированной температуре и амплитуде горячей и холодной правки [2].
В соответствии с известным способом холодная правка листа предусматривает использование перегибов с большей величиной амплитуды, чем при горячей правке. Однако такой подход не учитывает, что при снижении температуры сопротивление деформации металла существенно повышается и усилие правки при увеличении амплитуды может возрасти до критических (близких к максимально допустимым для используемой листоправильной машины) значений, т.е. возникнет опасность аварии (заклинивание или поломка роликов). Кроме того, в соответствии с известным способом правки максимальная амплитуда перегиба (смещение вниз верхнего ролика рольганга относительно базового уровня плоского листа в правильной машине) изменяется по линейному закону обратно пропорционально толщине листа. Соответственно, при увеличении толщины листа амплитуду перегиба уменьшают. Однако линейный характер изменения не всегда обеспечивает соответствие требованиям по плоскостности готового листа. Практика показывает, что по мере увеличения толщины проката влияние этого параметра на изменение амплитуды перегиба ослабевает, и расчетная зависимость по определению величины максимального перегиба нуждается в уточнении. Это определяет необходимость разработки способа правки, учитывающего эти особенности процесса.
Технический результат изобретения состоит в обеспечении требований по плоскостности готовой продукции для всего сортамента толстолистового проката при устранении вероятности возникновения перегрузок на роликах листоправильной машины.
Технические результат достигается тем, что в известном способе правки толстолистового проката из низколегированной штрипсовой стали, включающем знакопеременные упругопластические изгибы проката в листоправильной машине между двумя рядами стационарных и изгибающих роликов при регламентированной температуре и амплитуде правки, согласно изобретению правку производят с максимальным изгибом на первом изгибающем ролике по направлению движения проката, при температуре правки выше 150°С амплитуду максимального изгиба определяют из соотношения  , а при температуре правки ниже 150°C амплитуду максимального изгиба определяют из соотношения
, а при температуре правки ниже 150°C амплитуду максимального изгиба определяют из соотношения  , где h - толщина проката, мм; 92,51, 84,57 - эмпирические коэффициенты, определенные опытным путем, мм; -0,07 - эмпирический коэффициент, определенный опытным путем, мм-1; при этом амплитуду изгиба на втором изгибающем ролике устанавливают не выше 0,7 от амплитуды максимального изгиба, а амплитуду изгиба на последнем изгибающем ролике устанавливают не выше 0,25 от толщины проката.
, где h - толщина проката, мм; 92,51, 84,57 - эмпирические коэффициенты, определенные опытным путем, мм; -0,07 - эмпирический коэффициент, определенный опытным путем, мм-1; при этом амплитуду изгиба на втором изгибающем ролике устанавливают не выше 0,7 от амплитуды максимального изгиба, а амплитуду изгиба на последнем изгибающем ролике устанавливают не выше 0,25 от толщины проката.
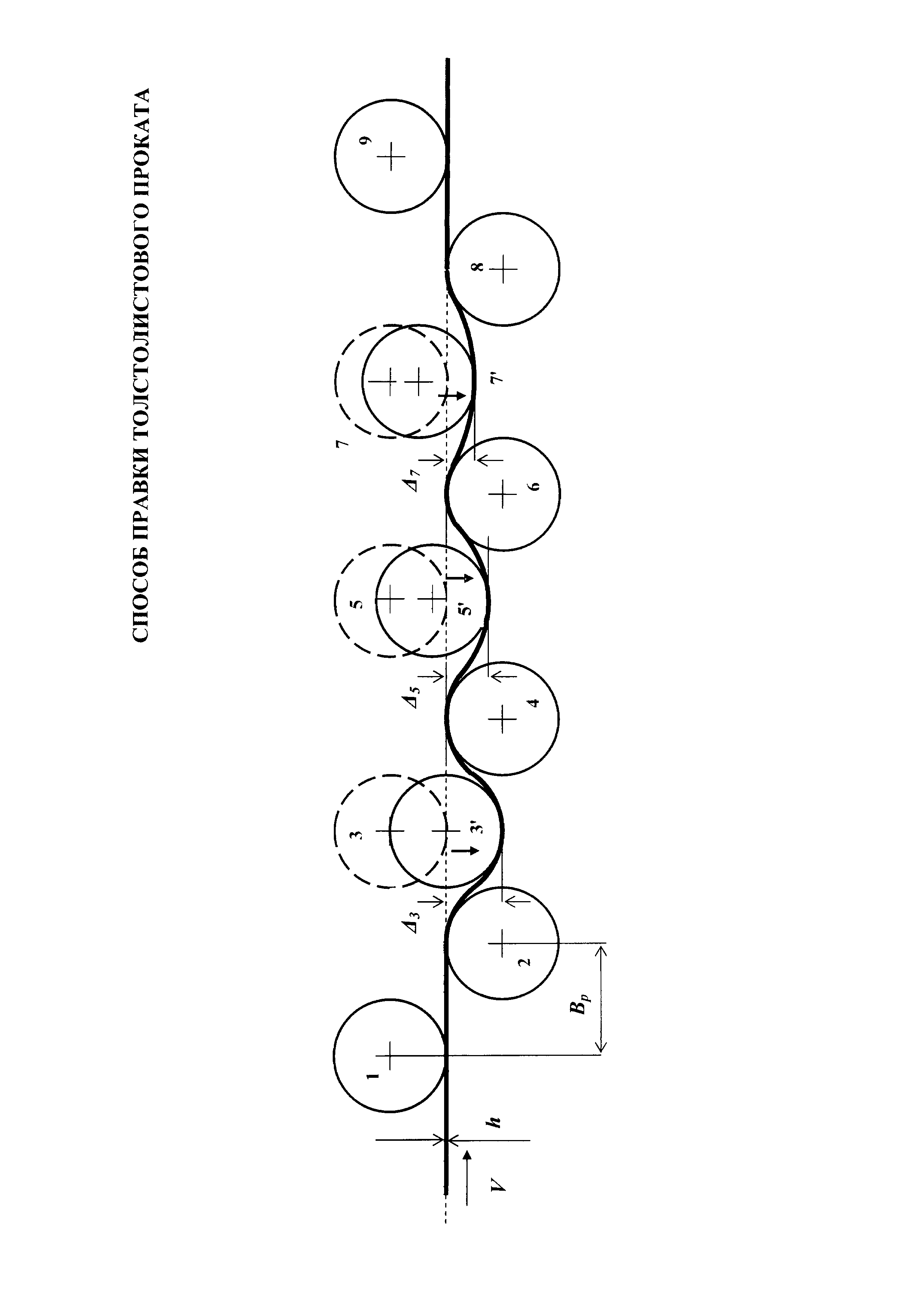
На чертеже представлена схема расположения роликов листоправильной машины и характер распределения амплитуды изгибов во время рабочего хода при правке толстолистового поката из низколегированной штрипсовой стали с феррито-бейнитной структурой согласно предложенному способу.
Для реализации способа используют листоправильную машину, содержащую два ряда роликов, входящих в верхнюю и нижнюю кассеты. Нижние ролики постоянно находятся на одном уровне (стационарные ролики), тогда как каждый верхний ролик имеет индивидуальную настройку с возможностью смещения в вертикальном направлении для получения требуемой величины амплитуды перегиба Δi. Таким образом, верхние ролики являются изгибающими. В исходном состоянии холостого хода между роликами обоих кассет имеется зазор, соответствующий толщине проката h. Расстояние между соседними роликами Bp (шаг роликов) для отечественных листоправильных машин, как правило, изменяется незначительно, в диапазоне 400-500 мм и может приниматься постоянным. Обычно, используются листоправильные машины, снабженные 9 рабочими роликами.
Сущность изобретения заключается в следующем. Прокатанный в линии реверсивного стана толстолистовой прокат из низколегированной штрипсовой стали с феррито-бейнитной структурой поступает на ускоренное охлаждение. После ускоренного охлаждения толстолистовой прокат обычно приобретает коробоватость ввиду неравномерного остывания металла по ширине и длине, и его плоскостность нарушается. Искажение формы толстолистового проката тем больше, чем он тоньше, и чем больше его габаритные размеры. Для выполнения поставленной задачи обеспечения плоскостности толстолистового проката непосредственно после прокатки и ускоренного охлаждения производят горячую правку этого проката в роликовой листоправильной машине. При этом температура листа, как правило, превышает 150°C. Правка предусматривает его перемещение в направлении V между двумя рядами роликов с одновременным многократным знакопеременным упругопластическим изгибом путем гибки с перегибами. При этом головную часть толстолистового проката задают в зазор между верхним 1 и нижним 2 роликами правильной машины, которые обеспечивают защемление листа, аналогичное жесткой заделке. Затем следующим верхним роликом 3 (первый изгибающий ролик) его отгибают вниз с величиной амплитуды, определяемой из соотношения  , где h - толщина проката, мм; 92,51 - эмпирический коэффициент, определенный опытным путем, мм; -0,07 - эмпирический коэффициент, определенный опытным путем, мм-1. При этом в зоне перегиба возникают сжимающие напряжения в верхних поверхностных слоях толстолистового проката и растягивающие - в нижних. Затем следующим нижним стационарным роликом 4 толстолистовой прокат отгибают обратно вверх. При этом знак напряжения в поверхностных слоях толстолистового проката меняется на противоположный. Соответственно, растягивающие напряжения при этом перегибе действуют по верхней поверхности проката и сжимающие - по нижней. При прохождении толстолистового проката через последующие ролики характер деформации проката чередуется аналогичным образом. Знакопеременный характер нагрузки позволяет устранить внутренние напряжения в материале, приводящие к короблению, и обеспечить требуемую плоскостность толстолистового проката. Амплитуду изгиба (величину смещения вниз) толстолистового проката на следующем изгибающем ролике по направлению движения проката (пятый ролик) уменьшают, устанавливая для нее значения не выше 0,7 от амплитуды максимального изгиба на первом изгибающем ролике. В то же время на последнем верхнем изгибающем ролике устанавливают амплитуду изгиба не выше 0,25 от толщины толстолистового проката, подвергаемого правке. При этом амплитуду каждого последующего изгиба устанавливают меньше, чем для предыдущего, поэтому величина пластических поверхностных напряжений снижается по мере перемещения подвергаемого правке участка толстолистового проката к выходу из листоправильной машины. Соответственно, амплитуда на первом изгибающем ролике листоправильной машины является максимальной для данного прохода правки, а амплитуда на ее последнем изгибающем ролике имеет минимальную величину. Рассмотренная схема правки позволяет, плавно изменяя величину накопленной пластической деформации в поверхностных слоях толстолистового проката, устранить внутренние напряжения, приводящие к его короблению. При относительно высокой температуре горячей правки (выше 150°C) низколегированная сталь находится в достаточно пластичном состоянии, чтобы за счет гибки с перегибами снизить неплоскостность толстолистового проката до допустимого уровня, не допуская вероятности возникновения перегрузок на роликах листоправильной машины.
, где h - толщина проката, мм; 92,51 - эмпирический коэффициент, определенный опытным путем, мм; -0,07 - эмпирический коэффициент, определенный опытным путем, мм-1. При этом в зоне перегиба возникают сжимающие напряжения в верхних поверхностных слоях толстолистового проката и растягивающие - в нижних. Затем следующим нижним стационарным роликом 4 толстолистовой прокат отгибают обратно вверх. При этом знак напряжения в поверхностных слоях толстолистового проката меняется на противоположный. Соответственно, растягивающие напряжения при этом перегибе действуют по верхней поверхности проката и сжимающие - по нижней. При прохождении толстолистового проката через последующие ролики характер деформации проката чередуется аналогичным образом. Знакопеременный характер нагрузки позволяет устранить внутренние напряжения в материале, приводящие к короблению, и обеспечить требуемую плоскостность толстолистового проката. Амплитуду изгиба (величину смещения вниз) толстолистового проката на следующем изгибающем ролике по направлению движения проката (пятый ролик) уменьшают, устанавливая для нее значения не выше 0,7 от амплитуды максимального изгиба на первом изгибающем ролике. В то же время на последнем верхнем изгибающем ролике устанавливают амплитуду изгиба не выше 0,25 от толщины толстолистового проката, подвергаемого правке. При этом амплитуду каждого последующего изгиба устанавливают меньше, чем для предыдущего, поэтому величина пластических поверхностных напряжений снижается по мере перемещения подвергаемого правке участка толстолистового проката к выходу из листоправильной машины. Соответственно, амплитуда на первом изгибающем ролике листоправильной машины является максимальной для данного прохода правки, а амплитуда на ее последнем изгибающем ролике имеет минимальную величину. Рассмотренная схема правки позволяет, плавно изменяя величину накопленной пластической деформации в поверхностных слоях толстолистового проката, устранить внутренние напряжения, приводящие к его короблению. При относительно высокой температуре горячей правки (выше 150°C) низколегированная сталь находится в достаточно пластичном состоянии, чтобы за счет гибки с перегибами снизить неплоскостность толстолистового проката до допустимого уровня, не допуская вероятности возникновения перегрузок на роликах листоправильной машины.
После остывания прошедшего правку толстолистового проката из низколегированной штрипсовой стали до температуры, близкой к температуре окружающей среды, иногда наблюдается его повторное коробление. Особенно это характерно для широкоформатного проката малой толщины. Это явление связано с возникновением внутренних напряжений в материале толстолистового проката при его неравномерном охлаждении на краях и в центре. В этом случае, для устранения возникших дефектов геометрии, целесообразно проведение дополнительной холодной правки толстолистового проката при температуре металла не выше 150°C. При такой холодной правке амплитуду максимального изгиба определяют из соотношения  . При этом величина максимального изгиба меньше, чем при горячей правке. Это связано с тем, что в низкотемпературной области сопротивление деформации больше, чем в высокотемпературной, и при большой величине амплитуды изгиба при правке возникает опасность перегрузки листоправильной машины по энергосиловым параметрам выше допустимых значений. Иначе говоря, при увеличении усилий на роликах листоправильной машины возрастает вероятность аварийной ситуации.
. При этом величина максимального изгиба меньше, чем при горячей правке. Это связано с тем, что в низкотемпературной области сопротивление деформации больше, чем в высокотемпературной, и при большой величине амплитуды изгиба при правке возникает опасность перегрузки листоправильной машины по энергосиловым параметрам выше допустимых значений. Иначе говоря, при увеличении усилий на роликах листоправильной машины возрастает вероятность аварийной ситуации.
Таким образом, рассматриваемая технология правки направлена на получение требуемой плоскостности толстолистового проката из низколегированной штрипсовой стали с феррито-бейнитной структурой при обеспечении допустимой величины нагрузки на ролики листоправильной машины.
Применение способа поясняется примером его реализации при производстве толстолистового проката толщиной h=25,8 мм, из низколегированной штрипсовой стали 10Г2ФБ-У с феррито-бейнитной структурой. Прокатку непрерывнолитых заготовок на стане 5000 осуществляют в два этапа (черновая и чистовая прокатка) с промежуточным подстуживанием. После завершения чистовой прокатки производят ускоренное водяное охлаждение готового толстолистового проката в специальной установке (УКО). Эта операция обеспечивает получение феррито-бейнитной структуры и повышение дисперсности структурных составляющих стали. Затем производят горячую правку толстолистового проката за один проход непосредственно после его выхода из УКО при температуре 460°C. Для этого проката подают в листоправильную машину с шагом роликов Bp=450 мм, где осуществляют знакопеременные упругопластические изгибы проката между верхним и нижним рядами роликов, расположенных в шахматном порядке. При этом максимальную амплитуду изгиба устанавливают на третьем верхнем (первом изгибающем) ролике листоправильной машины путем его максимального вертикального смещения вниз. Фактическая величина этой амплитуды составляет Δmax=13 мм. Она соответствует диапазону 12,2 мм <Δmax = 13 мм <18,2 мм, определяемому соотношением, приведенным для максимального изгиба  . На следующем по направлению движения после максимального изгиба верхнем изгибающем (пятом) ролике задана величина амплитуды
. На следующем по направлению движения после максимального изгиба верхнем изгибающем (пятом) ролике задана величина амплитуды  . Она соответствует соотношению, приведенному для этого ролика 7 мм <Δ5=0,7*13=9 мм, а на предпоследнем верхнем изгибающем (седьмом) ролике величина амплитуды составляет
. Она соответствует соотношению, приведенному для этого ролика 7 мм <Δ5=0,7*13=9 мм, а на предпоследнем верхнем изгибающем (седьмом) ролике величина амплитуды составляет  , которая соответствует приведенному соотношению 3 мм <Δ7=0,2*25,8=5,2 мм. Последующее охлаждение изгибающем осуществляют путем выдержки на воздухе штабелированной стопы горячекатаного проката.
, которая соответствует приведенному соотношению 3 мм <Δ7=0,2*25,8=5,2 мм. Последующее охлаждение изгибающем осуществляют путем выдержки на воздухе штабелированной стопы горячекатаного проката.
После остывания толстолистового проката до температуры окружающей среды на ряде листов опытной партии было отмечено коробление поверхности вследствие появления внутренних напряжений при неравномерном охлаждении различных поверхностных зон. С целью устранения этого дефекта проводят дополнительную холодную правку за один проход при температуре 90°C. При этом толстолистового проката подвергают изгибу с фактической величиной максимальной амплитуды на первом изгибающем (третьем) ролике листоправильной машины: Δmax=11,5 мм. Она соответствует диапазону 11 мм Δmax =11,5 мм <17 мм, определяемому соотношением  , приведенным для максимального перегиба при температуре правки ниже 150°C. На следующем по направлению движения после максимального перегиба верхнем изгибающем (пятом) ролике величина амплитуды составляет
, приведенным для максимального перегиба при температуре правки ниже 150°C. На следующем по направлению движения после максимального перегиба верхнем изгибающем (пятом) ролике величина амплитуды составляет  , которая соответствует приведенному соотношению 5 мм <Δ5=0,7*10=7 мм, а на предпоследнем верхнем изгибающем (седьмом) ролике величина амплитуды составляет
, которая соответствует приведенному соотношению 5 мм <Δ5=0,7*10=7 мм, а на предпоследнем верхнем изгибающем (седьмом) ролике величина амплитуды составляет  , которая соответствует приведенному соотношению 2 мм <Δ7=0,2*25,8=5,2 мм. Полученный толстолистовой прокат соответствует предъявляемым требованиям по плоскостности, т.е. стрела прогиба поверхности проката не превышает 6 мм на базе 1 п. м. Усилия на роликах листоправильной машины не превышают допустимых значений. Полученный уровень свойств полностью соответствует требованиям, предъявляемым к штрипсу категории прочности 10Г2ФБ-У.
, которая соответствует приведенному соотношению 2 мм <Δ7=0,2*25,8=5,2 мм. Полученный толстолистовой прокат соответствует предъявляемым требованиям по плоскостности, т.е. стрела прогиба поверхности проката не превышает 6 мм на базе 1 п. м. Усилия на роликах листоправильной машины не превышают допустимых значений. Полученный уровень свойств полностью соответствует требованиям, предъявляемым к штрипсу категории прочности 10Г2ФБ-У.
Таким образом, применение предложенного способа правки обеспечивает достижение требуемого результата - выполнение требований по плоскостности готовой продукции для всего сортамента толстолистового проката при устранении вероятности перегрузок на роликах листоправильной машины.
Оптимальные параметры реализации способа были определены эмпирическим путем. Установлено, что при правке максимальный изгиб целесообразно устанавливать на верхнем первом изгибающем (третьем) ролике путем его максимального вертикального смещения вниз. Это обусловлено тем, что после прохождения толстолистового проката через соответствующий его толщине зазор между первым (верхним) и вторым (нижним) роликом обеспечивается его жесткое защемление, позволяющее осуществлять дальнейший изгиб. Использование для защемления толстолистового проката большего количества роликов (например - 4 ролика при максимальном изгибе на пятом изгибающем (верхнем) ролике) приводит к неоправданному снижению производственного ресурса листоправильной машины, т.к. уменьшается общее число изгибов, при сохранении той же схемы жесткого защемления.
Эксперименты показывают, что при температуре правки выше 150°C с амплитудой максимального изгиба в диапазоне  пластическая деформация в материале толстолистового проката достаточна, чтобы обеспечить требуемую плоскостность проката при сравнительно невысоких усилиях на роликах правильной машины. Установлено, что если амплитуда максимального изгиба толстолистового проката при правке при температуре выше 150°C будет выходить за верхний предел допустимых значений, т.е.
пластическая деформация в материале толстолистового проката достаточна, чтобы обеспечить требуемую плоскостность проката при сравнительно невысоких усилиях на роликах правильной машины. Установлено, что если амплитуда максимального изгиба толстолистового проката при правке при температуре выше 150°C будет выходить за верхний предел допустимых значений, т.е.  , то усилия, действующие со стороны толстолистового проката на соответствующий ролик правильной машины, могут достигнуть слишком большой величины. Иначе говоря, возникнет предпосылка к аварийной ситуации (поломка или заклинивание роликов). В то же время, если амплитуда максимального изгиба будет ниже допустимых значений, т.е.
, то усилия, действующие со стороны толстолистового проката на соответствующий ролик правильной машины, могут достигнуть слишком большой величины. Иначе говоря, возникнет предпосылка к аварийной ситуации (поломка или заклинивание роликов). В то же время, если амплитуда максимального изгиба будет ниже допустимых значений, т.е.  , то величина пластической деформации при правке будет недостаточна для компенсации внутренних напряжений в толстолистовом прокате и его плоскостность не будет гарантированно обеспечиваться.
, то величина пластической деформации при правке будет недостаточна для компенсации внутренних напряжений в толстолистовом прокате и его плоскостность не будет гарантированно обеспечиваться.
Опытным путем установлено, что при правке при температуре в листоправильной машине с амплитудой максимального изгиба в диапазоне  удается получить необходимую величину плоскостности толстолистового проката при действующих на роликах правильной машины усилиях, не превышающих допустимые значения. При температуре правки ниже 150°C сопротивление деформации металла выше, чем при более высоких температурах, поэтому допустимая амплитуда максимального изгиба толстолистового проката в первом случае в целом должна быть ниже, чем во втором. Соответственно, если амплитуда максимального изгиба толстолистового проката при правке при температуре ниже 150°С будет выходить за верхний предел допустимых значений, т.е.
удается получить необходимую величину плоскостности толстолистового проката при действующих на роликах правильной машины усилиях, не превышающих допустимые значения. При температуре правки ниже 150°C сопротивление деформации металла выше, чем при более высоких температурах, поэтому допустимая амплитуда максимального изгиба толстолистового проката в первом случае в целом должна быть ниже, чем во втором. Соответственно, если амплитуда максимального изгиба толстолистового проката при правке при температуре ниже 150°С будет выходить за верхний предел допустимых значений, т.е.  , то это также может привести к существенному повышению рабочей нагрузки на опорные ролики листоправильной машины. При этом может возникнуть опасность аварийной ситуации (поломка или заклинивание роликов). В то же время, если амплитуда максимального изгиба в низкотемпературной области будет ниже допустимых значений, т.е.
, то это также может привести к существенному повышению рабочей нагрузки на опорные ролики листоправильной машины. При этом может возникнуть опасность аварийной ситуации (поломка или заклинивание роликов). В то же время, если амплитуда максимального изгиба в низкотемпературной области будет ниже допустимых значений, т.е.  , то величина пластической деформации при правке будет недостаточна для компенсации внутренних напряжений в толстолистовом прокате, что не позволяет получить требуемую плоскостность.
, то величина пластической деформации при правке будет недостаточна для компенсации внутренних напряжений в толстолистовом прокате, что не позволяет получить требуемую плоскостность.
Экспериментально определено, амплитуда изгиба толстолистового проката на следующем по направлению движения после максимального изгиба верхнем ролике не должна превышать 0,7 от амплитуды максимального изгиба. При этом обеспечивается требуемая плоскостность готового проката. В противном случае внутренние напряжения в материале листа будут сохраняться, и эффект правки не будет достигнут.
Опыт показывает, что амплитуда изгиба на последнем изгибающем ролике не должна превышать 0,25 от толщины толстолистового проката. Такая деформация достаточна для получения требуемой плоскостности проката. При превышении допустимых значений амплитуды изгиба на последнем изгибающем ролике возможно появление продольной кривизны проката в результате действия остаточных деформаций продольного удлинения в нижних слоях и продольного сжатия в верхних слоях толстолистового проката. Это может привести к отсортировке проката по геометрии.
Как следует из вышеизложенного, при реализации предложенного технического решения требуемый уровень плоскостности штрипсового проката достигается за счет выбора наиболее рациональных температурно-деформационных режимов правки, обеспечивающих одновременно допустимый уровень усилий правки. Однако в случае выхода варьируемых технологических параметров за установленные границы не всегда удается обеспечить заданные показатели качества для полученного толстолистового проката. Таким образом, приведенные данные подтверждают правильность рекомендаций по выбору допустимых значений технологических параметров предложенного способа правки толстолистового проката из низколегированной штрипсовой стали с феррито-бейнитной структурой.
Технико-экономические преимущества рассматриваемого изобретения состоят в том, что предложенные температурно-деформационные режимы правки позволяют обеспечить высокое качество правки, т.е. достаточную плоскостность получаемой штрипсовой стали, позволяя избежать аварийных ситуаций, связанных с перегрузками по усилиям правки. Использование предложенного способа для производства низколегированного толстолистового проката категории прочности К60-К65, толщиной 12-30 мм с феррито-бейнитной структурой позволит повысить выход годного на данном сортаменте на 1-1,5%.
Литературные источники
1. Патент РФ №2294806, МПК B21D 1/06, 10.03.2007 г.
2. Патент РФ №2432221, МПК B21D 1/05, 27.10.2011 г.
Способ правки толстолистового проката из низколегированной штрипсовой стали, включающий знакопеременные упругопластические изгибы проката в листоправильной машине между двумя рядами стационарных и изгибающих роликов при регламентированной температуре и амплитуде изгиба правки, отличающийся тем, что правку осуществляют с максимальным изгибом на первом изгибающем ролике по направлению движения проката, амплитуду максимального изгиба на котором при температуре правки выше 150°С определяют из соотношения Δ=(92,51*е)±4 мм, а при температуре правки ниже 150°С - из соотношения Δ=(84,57*е)±4 мм,где h - толщина проката, мм;92,51, 84,57 - эмпирические коэффициенты, определенные опытным путем, мм;-0,07 - эмпирический коэффициент, определенный опытным путем, мм,при этом амплитуду изгиба на втором изгибающем ролике устанавливают не выше 0,7 от амплитуды максимального изгиба на первом изгибающем ролике, а амплитуду изгиба на последнем изгибающем ролике устанавливают не выше 0,25 толщины проката.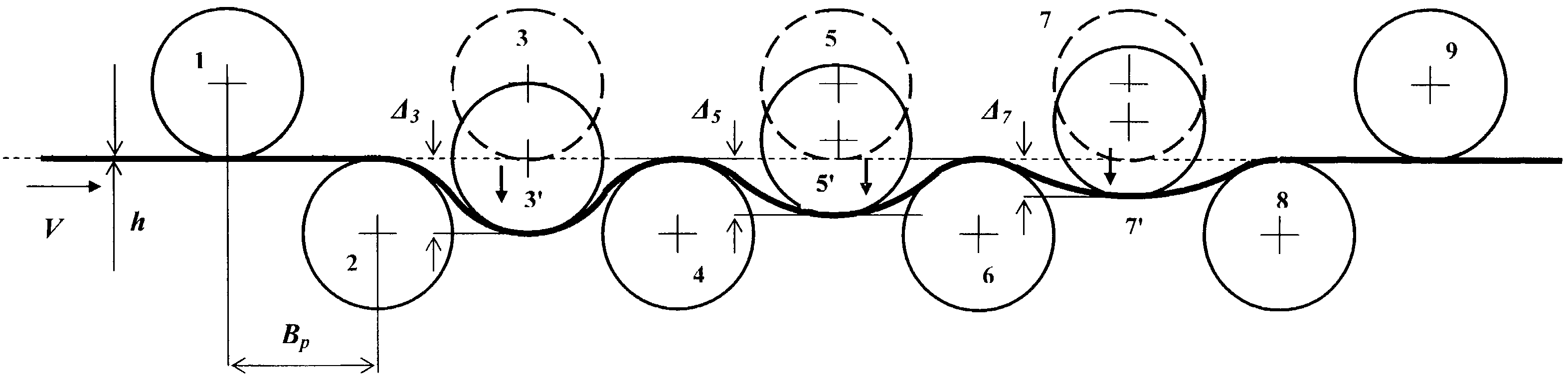
Способ производства особонизкоуглеродистой стали
Газогорелочное устройство
Конструкционная криогенная сталь и способ ее получения
Способ установки теплоизолирующей вставки в дутьевой канал воздушной фурмы доменной печи
Стальной прокат повышенной коррозионной стойкости и изделие, выполненное из него
Способ производства горячекатаного проката повышенной прочности
Способ производства тонких холоднокатаных полос для нанесения полимерного покрытия
Способ производства толстолистового высокопрочного износостойкого проката (варианты)
Холоднокатаный прокат
Способ проведения испытаний проката для нефтепромысловых труб на коррозионно-абразивный износ
Способ производства толстолистового низколегированного штрипса
Способ производства толстолистового низколегированного штрипса
Способ производства толстолистового низколегированного проката
Способ правки толстолистового проката
Способ листовой прокатки и устройство для его реализации
Листовой прокат и способ его получения
Способ листовой прокатки и устройство для его реализации
Способ производства штрипса для магистральных труб из низкоуглеродистой стали
Способ производства штрипса для магистральных труб из низкоуглеродистой стали
Способ проведения испытаний проката для нефтепромысловых труб на коррозионно-абразивный износ

