Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ЭТИЛЕНОКСИДА С УЛУЧШЕННЫМ РЕГУЛИРОВАНИЕМ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу получения олефиноксида, 1,2-диола, простого эфира 1,2-диола, 1,2-карбоната или алканоламина.
Уровень техники, к которой относится изобретение
При эпоксидировании олефина олефин взаимодействует с кислородом с образованием эпоксида олефина, используя катализатор, включающий серебросодержащий компонент, обычно с одним или более дополнительными элементами, нанесенными с ним на носитель. Олефиноксид может реагировать с водой, спиртом, диоксидом углерода или амином, образуя 1,2-диол, простой эфир 1,2-диола, 1,2-карбонат или алканоламин. Таким образом, 1,2-диолы, простые эфиры 1,2-диолов, 1,2-карбонаты и алканоламины можно получать многостадийным способом, включающим эпоксидирование олефина и взаимодействие полученного олефиноксида с водой, спиртом, диоксидом углерода или амином.
Эффективность способа эпоксидирования можно оценивать на основании селективности, активности катализатора и стабильности процесса. Селективность представляет собой мольную долю олефина, прореагировавшего с образованием желательного олефиноксида. Катализатор подвергается старению, связанному со снижением эффективности в процессе нормальной эксплуатации. Старение проявляется в уменьшении активности катализатора. Обычно когда уменьшается активность катализатора, температуру реакции увеличивают, чтобы компенсировать уменьшение активности, что, как правило, сопровождается снижением селективности. При типичной работе свежего катализатора процесс осуществляют при температуре реакции, составляющей вплоть до приблизительно 250°C. При старении катализатора температуру реакции можно постепенно увеличивать до значений, существенно превышающих 250°C, до тех пор, пока температура реакции не станет нежелательно высокой, или селективность не станет нежелательно низкой, и в этот момент времени считается, что срок службы катализатора закончился, и его необходимо заменить. Специалисту очевидно, что с экономической точки зрения предпочтительно максимально возможное повышение эффективности катализатора и продление его срока службы. Достаточно скромные успехи в сохранении селективности в течение продолжительных периодов времени приносят огромную выгоду в отношении эффективности способа эпоксидирования олефина и, если это применимо, также и общего способа получения 1,2-диола, простого эфира 1,2-диола, 1,2-карбоната или алканоламина.
Таким образом, в течение десятилетий проводились многочисленные исследования по увеличению активности, селективности и срока службы катализаторов и определению технологических условий, которые позволяют в полной мере использовать эффективность катализатора. Например, хорошо известно, что низкое содержание CO2 полезно для улучшения селективности высокоселективных катализаторов. См., например, патенты США №№ 7237677; 7193094; US 2007/0129557; WO 2004/07873; WO 2004/07874; и EP 2155708. Данные патенты также раскрывают, что концентрацию воды в исходном материале для реактора следует поддерживать на уровне, составляющем не более чем 0,35 мол.%, предпочтительно менее чем 0,2 мол.%. Другие патенты раскрывают регулирование с помощью хлоридного регулятора активности для поддержания хорошей активности. См., например, патент США № 7657331; EP 1458698 и опубликованную патентную заявку США 2009/0069583. Кроме того, существуют и другие многочисленные патенты, относящиеся к получению этиленоксида и к средствам повышения эффективности катализатора в данном процессе. См., например, патенты США №№ 7485597, 7102022, 6717001, 7348444 и опубликованную патентную заявку США 2009/0234144.
Несмотря на уже достигнутые улучшения, по-прежнему существует потребность в дальнейшем повышении эффективности серебросодержащих катализаторов в получении олефиноксида, 1,2-диола, простого эфира 1,2-диола, 1,2-карбоната или алканоламина.
Сущность изобретения
Настоящее изобретение предоставляет способ получения олефиноксида, который включает взаимодействие исходного потока, содержащего олефин и кислород, в присутствии серебросодержащего катализатора на носителе, загруженного в трубчатый реактор (т.е. слой катализатора), где присутствие воды в любой точке в слое катализатора регулируют таким образом, что соотношение парциального давления воды (PPH2O) и давления водяного пара (VPH2O) составляет менее чем 0,006, предпочтительно менее чем 0,004. Как показано в представленных ниже примерах, даже низкое содержание воды, которое считалось приемлемым в прошлом, оказывается вредным для эффективности серебросодержащего катализатора.
Настоящее изобретение предоставляет способ замедления скорости потери селективности катализатора эпоксидирования этилена в процессе эксплуатации, который отличается от хорошо известных приемов, связанных с увеличением продолжительности и температуры реакции, которые описаны на предшествующем уровне техники. В настоящем изобретение концентрацию водяного пара в слое катализатора снижают до определенного уровня, чтобы существенно уменьшить скорость потери селективности и общую потерю селективности в течение периода эксплуатации катализатора. Этот способ отличается от предшествующего уровня техники, потому что основной эффект уменьшения концентрации водяного пара не представляет собой замедление скорости вследствие уменьшения температуры эксплуатации катализатора. Авторы настоящего изобретения обнаружили, что вода создает другой механизм старения, который может существенно снижать скорость увеличения температуры, но в то же время вызывать ускоренную потерю селективности. Авторы настоящего изобретения обнаружили, что значительное снижение концентрации воды в паровой фазе в условиях невозможности конденсации воды приводит к изменениям катализатора, в результате чего теряется селективность. Гигроскопичная природа катализатора или носителя катализатора приводит к адсорбции воды на поверхности каталитического материала даже в таких условиях, когда жидкая вода не должна присутствовать на катализаторе или внутренних поверхностях реактора, т.е. значительно выше температуры конденсации воды. Таким образом, присутствие избытка воды в паровой фазе подавляет селективность и приводит к увеличению скорости агломерации или потерь основных растворимых в воде легирующих материалов с поверхности катализатора.
Авторы настоящего изобретения обнаружили, что можно в значительно степени сократить перераспределение основных растворимых в воде легирующих материалов на поверхности катализатора, и, таким образом, можно значительно уменьшить скорость потери селективности катализатора путем уменьшения соотношения парциального давления воды (PPH2O) и давления водяного пара (VPH2O) на входе и в объеме слоя катализатора. Вода в паровой фазе поступает в типичный промышленный реактор производства этиленоксида с газообразным исходным материалом через вход реактора, а также образуется внутри реактора вследствие полного сгорания части поступающего в реактор этилена до CO2 и воды. См., например, опубликованную патентную заявку США № 2009/0234144, описание которой во всей своей полноте включено в настоящий документ. Существует множество способов, которые позволяют уменьшать соотношение парциального давления воды (PPH2O) и давления водяного пара (VPH2O). В их число входят следующие способы:
• Усиленное охлаждение верхних потоков, поступающих из секций выпуска EO и/или выпуска CO2 установки, которые возвращают в реактор производства этиленоксида.
• Уменьшение отвода рециркуляционного газа через абсорбер CO2.
• Уменьшение температуры эксплуатации абсорберов EO и CO2.
• Увеличение часовой объемной скорости газа при постоянном производстве EO для уменьшения роста градиента концентрации воды в реакторе производства этиленоксида.
• Уменьшение скорости производства или количества производимого EO на единицу объема катализатора для уменьшения количества воды, образующейся в реакторе производства этиленоксида.
• Использование катализаторов с повышенной селективностью таким образом, чтобы уменьшить количество воды, образующейся в слое катализатора, для данной скорости производства EO.
• Уменьшение рабочего давления реактора таким образом, чтобы уменьшить парциальное давление H2O.
• Повышение температуры эксплуатации реактора в большей степени, чем требуется для увеличения давления водяного пара.
Это только некоторые из способов, которые позволяют уменьшать соотношение парциального давления воды (PPH2O) и давления водяного пара (VPH2O) в реакторе производства этиленоксида/слое катализатора, но данный перечень не является исчерпывающим. Эту идею можно применять к существующим установкам путем внесения изменений в технологические параметры и/или изменений в конструкции установки, такие как теплообменники, абсорберы и компрессоры. Данную идею можно применять также и к новым установкам на стадии их проектирования.
Разработан способ количественного анализа, чтобы определять содержание водяного пара, который вызывает ускоренную потерю селективности катализаторов эпоксидирования этилена в процессе эксплуатации. Широкие исследования отработанных катализаторов эпоксидирования этилена после окончания срока службы продемонстрировали, что поверхностные концентрации растворимых в воде легирующих материалов согласно измерениям методом рентгеновской фотоэлектронной спектроскопии (XPS) значительно уменьшались, когда соотношение парциального давления воды в газовой фазе и давления водяного пара (PPH2O/VPH2O) на месте расположения образца в реакторе в процессе эксплуатации превышало 0,004. Уменьшение поверхностной концентрации этих растворимых в воде легирующих материалов непосредственно связано с потерей селективности катализатора эпоксидирования этилена. Образцы, которые не подвергали условиям PPH2O/VPH2O >0,004, демонстрировали значительно меньшее сокращение поверхностной концентрации растворимых в воде легирующих материалов и существенно меньшую потерю селективности. Наиболее предпочтительно, когда соотношение PPH2O/VPH2O составляет менее чем 0,004 по всей длине слоя катализатора. Но также продемонстрированы преимущества, когда это соотношение составляет менее чем 0,004 на части слоя катализатора, например, когда соотношение составляет менее чем 0,004 более чем на 50% длины трубчатого реактора (определяется как расстояние от входа в слой катализатора до выхода из слоя катализатора), предпочтительно более чем на 80% длины слоя катализатора в реакторе.
Хотя соотношения PPH2O/VPH2O <0,004 являются весьма желательными, они могут оказаться недостижимыми во многих промышленных установках для всей длины слоя катализатора вследствие ограничений оборудования, технологических ограничений или требований производства EO. Это не препятствует использованию преимуществ данной идеи в установке. Предполагается, что уменьшение соотношения PPH2O/VPH2O является выгодным независимо от исходной точки. Таким образом, если в установке можно уменьшать соотношение PPH2O/VPH2O от 0,007 до 0,006, можно все же ожидать полезного эффекта. Аналогичным образом, может оказаться возможным увеличение части слоя катализатора, которая работает при соотношении PPH2O/VPH2O <0,004. Это оказывает требуемый эффект, поскольку уменьшает скорость потери селективности в данной части слоя катализатора, и оказывает требуемый эффект на остальную часть слоя катализатора, которая может работать при соотношении выше данного уровня.
Тот факт, что концентрация водяного пара может вызывать ускоренную потерю селективности, представляет собой неожиданный результат, поскольку согласно традиционному мнению повышенная температура является основной движущей силой потери селективности. Таким образом, изобретение, описанное в настоящем документе, фундаментально отличается от предшествующих способов, направленных на увеличение начальной селективности и уменьшение скорости потери селективности для данного катализатора. Еще один неожиданный аспект настоящего изобретения заключается в том, что содержание регулятора активности требуется изменять, обычно в сторону повышения, когда содержание воды уменьшается, чтобы поддерживать оптимальную эффективность. Это не является очевидным, поскольку содержание воды оказывает в целом небольшое воздействие на активность катализатора, и оптимальная эксплуатационная характеристика (коэффициент Q, Q-фактор) зависит, в первую очередь, от температуры; таким образом, большинство операторов не ожидают никакого изменения Q-фактора в зависимости от содержания воды. Операторы, которые так считают, изменяют Q-фактор пропорционально содержанию воды, чтобы компенсировать ее адсорбцию, но в большинстве ситуаций это изменение ухудшает показатели процесса. Расчет Q-фактора описан в патенте США № 7193094, который включен в настоящий документ посредством ссылки. Однако в патенте США № 7,193,094 содержание регулятора активности зависит, в первую очередь, от температуры реактора. Настоящее изобретение демонстрирует, что для надлежащего регулирования Q-фактора требуется повторная оптимизация содержания регулятора активности в том случае, когда происходит какое-либо значительное изменение содержания воды в слое катализатора.
Настоящее изобретение также предлагает способ применения олефиноксида для получения 1,2-диола, простого эфира 1,2-диола, 1,2-карбоната или алканоламина, включающий превращение олефиноксида в 1,2-диол, простой эфир 1,2-диола, 1,2-карбонат или алканоламин, в котором олефиноксид получен способом согласно настоящему изобретению.
Краткое описание чертежей
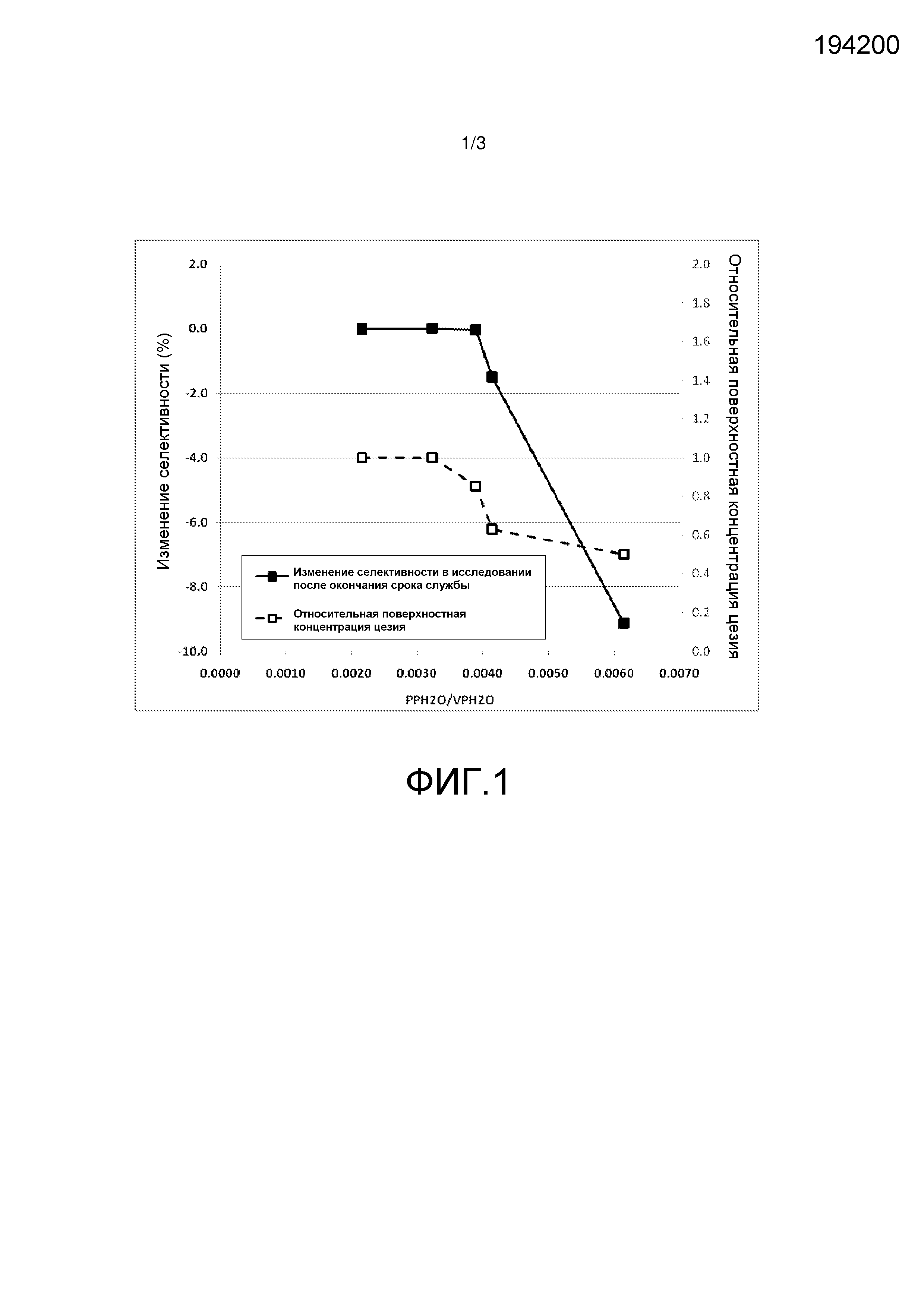
Фиг.1 представляет взаимосвязь между селективностью и относительной поверхностной концентрацией цезия при различных соотношениях парциального давления воды и давления водяного пара для установки W.
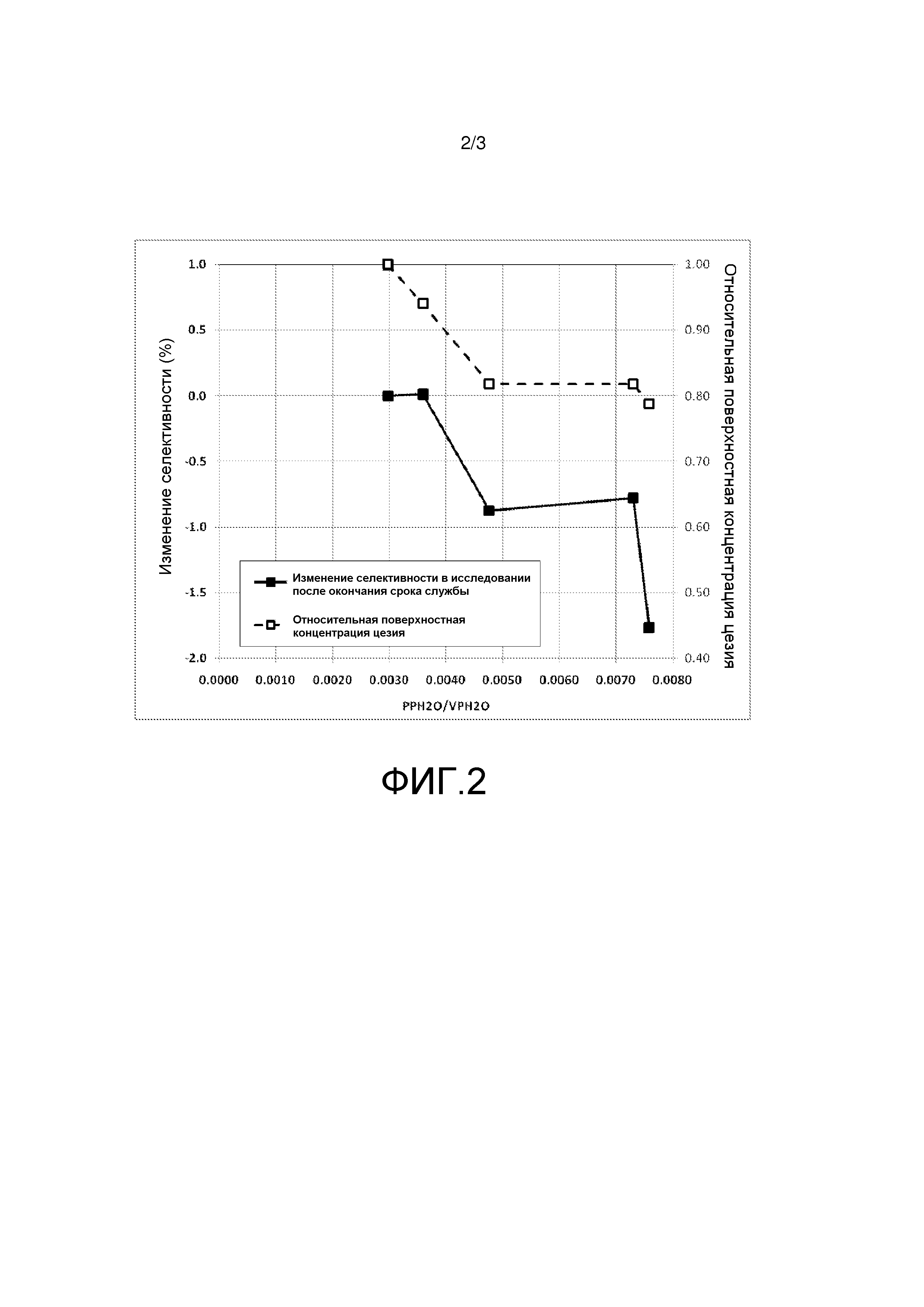
Фиг.2 представляет взаимосвязь между селективностью и относительной поверхностной концентрацией цезия при различных соотношениях парциального давления воды и давления водяного пара для установки X.
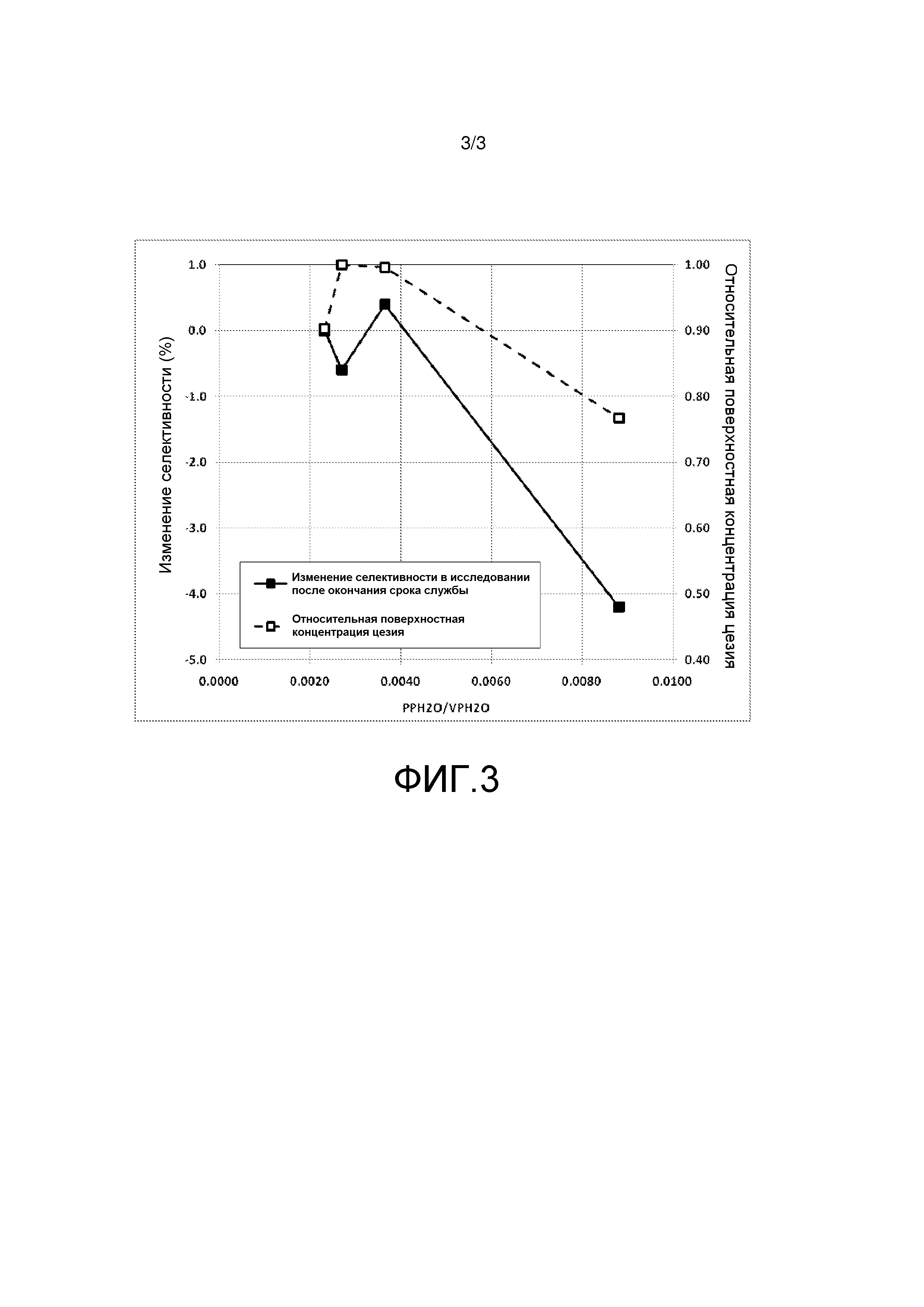
Фиг.3 представляет взаимосвязь между селективностью и относительной поверхностной концентрацией цезия при различных соотношениях парциального давления воды и давления водяного пара для установки Y.
Подробное описание изобретения
I. Способ вычисления соотношения PPH2O/VPH2O
Следующие стадии содержат полное описание методики, требуемой для вычисления парциального давления воды в газовой фазе для множества положений в слое катализатора трубчатого реактора производства этиленоксида, а также давления водяного пара в каждом аксиальном положении. Наконец, вычисляют соотношение парциального давления воды и давление водяного пара, таким образом, что в каждом аксиальном положении можно определять, вызывает ли концентрация воды в газовой фазе увеличение потери селективности.
Стадия A. Измерение или оценка аксиального профиля температуры газа в слое катализатора
Аксиальный профиль температуры газа в трубе, наполненной катализатором, можно измерять непосредственно, используя термопары, помещенные в выбранные трубы реактора производства этиленоксида. Во многих случаях от 5 до 20 труб реактора производства этиленоксида содержат внутри слоя катализатора оболочку термопары, установленную по всей длине реактора. Как правило, каждая оболочка термопары имеет от 5 до 10 точек указания температуры в известных положениях по своей длине. Эти термопары, помещенные в выбранное число труб, обеспечивают с хорошей сходимостью измерение температуры газа в остальных трубах реактора производства этиленоксида.
В том случае, когда реактор не содержит термопар, установленных в слое катализатора, чтобы измерять аксиальный профиль температуры газа, температуру газа можно оценивать по измерениям температуры газа на выходе (OGT) и температуры хладагента. Например, в одном случае измеренная температура газа на выходе составляла 242,9°C, и следующие значения температуры хладагента можно было получить, несмотря на то, что термопара не была установлена в слое катализатора.
|
Как правило, на расстоянии 1 м в слое катализатора температура газа равна температуре хладагента. При увеличении расстояния внутрь реактора превышение температуры газа в слое катализатора над температурой хладагента составляет приблизительно от 1 до 15°C для реакторов, использующих воду в качестве хладагента, и от 5 до 30°C в реакторах, использующих углеводородный хладагент. Еще более значительные разности между температурами газа и хладагента могут возникать в ситуациях, где в реактор поступает переохлажденный хладагент, или реактор работает в жестких условиях. Чтобы приблизительно определять температуру газа в слое катализатора реактора с водяным охлаждением, можно прибавлять постоянную поправку к температуре хладагента для расстояний, превышающих 1 м. Разность между температурой хладагента на выходе реактора и температурой газа на выходе имеет хорошую сходимость при том условии, что температуру газа на выходе ("OGT") измеряют перед тем, как происходит значительное охлаждение газообразных продуктов из реактора.
Поправка = OGT - Температура хладагента на 11,33 м
Поправка = 242,9°C - 236,4°C = 6,5°C
Таким образом, температуры газа в слое катализатора составляют:
1,33 м катализатора = 235,0°C + 6,5°C = 241,5°C
2,33 м катализатора = 235,2°C + 6,5°C = 241,7°C
3,57 м катализатора = 235,4°C + 6,5°C = 241,9°C
11,33 м катализатора = 236,4°C + 6,5°C = 242,9°C
В случае охлаждаемого кипящими углеводородами реактора часто наблюдается более значительная разность между температурами газа на выходе и хладагента на выходе из реактора, причем разность между температурой хладагента и температурой газа в слое катализатора может увеличиваться по мере увеличения расстояния от входа в слой катализатора. В качестве примера, если OGT составляет 250°C для охлаждаемого углеводородами реактора, и температура хладагента на выходе из реактора составляет 238°C, то следующую максимальную поправку можно определить для выхода из реактора:
Максимальная поправка = OGT - температура хладагента на расстоянии 11,33 м = 250°C - 238,0°C = 12°C
В большинстве случаев хорошую сходимость с аксиальным профилем температуры газа в слое катализатора можно получить в допущении линейного увеличения температуры катализатора от области входа в слой катализатора до выхода из слоя катализатора. Профиль температуры газа можно оценить, используя следующее уравнение:
Температура газа (z) = Температура хладагента (z) + (Максимальная поправка)×(z-zподогрев)/(L-zподогрев),
где:
Температура газа (z) представляет собой температуру газа в слое катализатора на аксиальном расстоянии z, измеряемом от входа в слой катализатора.
Температура хладагента(z) представляет собой температуру хладагента в положении z.
Максимальная поправка описана выше.
zподогрев представляет собой длину трубы, которая требуется для доведения температуры входящего газа до температуры хладагента. Типичное значение составляет приблизительно 1 м.
L представляет собой полную длину слоя катализатора.
Можно использовать и другие способы измерения или оценки температуры газа в слое катализатора в зависимости от конфигурации реактора, режима работы и имеющихся результатов измерений фактических условий.
Стадия B. Измерение или оценка аксиального профиля давления в слое катализатора
a. Давление газа в слое катализатора необходимо измерять или оценивать в каждой точке, для которой желательно вычислять парциальное давление водяного пара в слое катализатора.
b. Давление газа, как правило, измеряют на входе и выходе слоя катализатора, используя измеряющие давление датчики, манометры или другие устройства.
c. Давление газа в слое катализатора можно определять с хорошей сходимостью в допущении линейного изменения давления в зависимости от положения в слое катализатора, зная значение на входе и значение на выходе.
d. Следующее уравнение можно применять для оценки давления в каждом аксиальном положении, если известны значения давления на входе и выходе:
Давление (z) = Давление на входе + (Давление на выходе - Давление на входе)×(z/L),
где:
1. Давление (z) представляет собой давление в положении z в слое катализатора.
2. Давление на входе представляет собой абсолютное давление, измеряемое у входа в реактор.
3. Давление на выходе представляет собой абсолютное давление, измеряемое у выхода из реактора.
4. Z представляет собой расстояние от входа в слой катализатора.
5. L представляет собой полную длину слоя катализатора.
Можно использовать и другие способы или модели для вычисления аксиального профиля давления в реакторе, если отсутствуют результаты измерения давления на выходе.
Стадия C. Вычисление аксиального профиля парциального давления воды в слое катализатора
a. Зная концентрации воды в газовой фазе на входе и выходе реактора, а также аксиальный профиль давления, определенный на стадии B, аксиальный профиль парциального давления воды можно вычислить по следующему уравнению.
b. В следующем вычислении допущено, что мольная доля воды линейно увеличивается от входа до выхода из слоя катализатора. Экспериментальные данные показали обоснованность этого допущения.
PPH2O(z) = ([H2Oвход]+([H2Oвыход]-[H2Oвход])×(z/L))×Давление(z),
где:
PPH2O(z) представляет собой парциальное давление воды в газовой фазе на расстоянии z от входа в слой катализатора.
[H2Oвход] представляет собой мольную долю воды в газовой фазе у входа в слой катализатора. [H2Oвход] можно измерять рядом аналитических методов, включая хорошо известный метод титрования по Карлу Фишеру (Karl Fischer) согласно стандарту ASTM E203-08, или вычислять на основе известного способа и измеренных технологических параметров, включая температуру, давление и скорость потока.
[H2Oвыход] представляет собой мольную долю воды в газе, выходящем из слоя катализатора, которую можно измерять рядом аналитических методов, в том числе согласно вышеупомянутому стандарту ASTM E203-08.
При отсутствии фактических измерений [H2Oвыход] можно использовать стехиометрию полного сгорания этилена до CO2 и H2O, чтобы точно вычислять мольную долю воды на выходе, зная измеренное количество образовавшегося в реакторе CO2 и мольную долю воды на входе. На каждый моль образовавшегося в реакторе CO2 образуется один моль воды. В данных примерах [H2Oвыход] можно точно вычислить следующим образом:
[H2Oвыход] = [H2Oвход]+([CO2выход]-[CO2вход])
где:
[CO2выход] представляет собой мольную долю CO2 на выходе из реактора;
[CO2вход] представляет собой мольную долю CO2 на входе в реактор.
Стадия D. Вычисление аксиального профиля давление водяного пара
a. Давление водяного пара можно вычислить для каждого аксиального положения в слое катализатора, используя следующее выражение:
VPH2O (бар) = exp(A + B/T + C ln(T) + DT^E)×10-5
где:
VPPH2O представляет собой абсолютное давление водяного пара (бар);
A=73,649;
B=-7258,2;
C=-7,3037;
D=0,0000041653;
E=2;
T представляет собой абсолютную температуру газа (К).
Ниже представлены результаты примерного вычисления.
|
Ссылочная литература: Gallagher, J.S., Haar, L., Kell, G.S. NBS/NRC Steam Tables. Thermodynamic and Transport Properties and Computer Programs for Vapor and Liquid States of Water in SI Units. Hemisphere Publish Corporation, Washington, 1984.
Стадия E. Вычисление соотношения PPH2O и VPH2O
Вычисление соотношения парциального давления воды в газовой фазе и давления пара представляет собой прямое вычисление по результатам стадий C и D.
Соотношение = PPH2O(z)/VPH2O(z)
где:
PPH2O(z) представляет собой парциальное давление воды на расстоянии z от входа в слой катализатора;
VPH2O(z) представляет собой давление водяного пара на расстоянии z от входа в слой катализатора.
Ниже представлены результаты примерного вычисления.
|
Если значения в представленной выше таблице превышают 0,004, то можно ожидать, что катализатор будет проявлять ускоренное ухудшение свойств вследствие присутствия воды.
II. Способ получения олефиноксида
Хотя способ эпоксидирования согласно настоящему изобретению можно осуществлять многими путями, предпочтительно осуществлять его как газофазный способ, т.е. способ, в котором исходный материал, находящийся в газовой фазе, вступает в контакт с катализатором, который присутствует в виде твердого материала, как правило, в виде уплотненного слоя катализатора. Обычно данный способ осуществляют в непрерывном режиме.
Олефин для использования в настоящем способе эпоксидирования может представлять собой любой олефин, такой как ароматический олефин, например, стирол, или диолефин, в том числе сопряженный или нет, например, 1,9-декадиен или 1,3-бутадиен. Как правило, олефин представляет собой моноолефин, например, 2-бутен или изобутен. Предпочтительно олефин представляет собой моно-α-олефин, например, 1-бутен или пропилен. Наиболее предпочтительный олефин представляет собой этилен.
Содержание олефина в исходном материале составляет, как правило, от 15 до 50 мол.% по отношению к суммарному количеству исходного материала. В предпочтительных вариантах осуществления, помимо прочего, содержание олефина в исходном материале поддерживают на уровне, составляющем по меньшей мере 25 мол.%. Как правило, содержание олефина в исходном материале поддерживают на заданном уровне, по меньшей мере, в течение периода, который является достаточным, чтобы осуществлять получение олефиноксида в количестве, составляющем по меньшей мере 1000 кмоль, предпочтительнее по меньшей мере 5000 кмоль, наиболее предпочтительно по меньшей мере 10000 кмоль, олефиноксида на 1 м3 слоя катализатора, предпочтительно вплоть до окончания срока службы катализатора, то есть до тех пор, когда катализатор будет подлежать замене и/или регенерации. При использовании в настоящем документе термин «исходный материал» означает композицию, которая вступает в контакт с катализатором.
Прямое окисление олефина в соответствующий олефиноксид можно осуществлять, используя воздух или кислород, см. Kirk-Othmer's Encyclopedia of Chemical Technology, 3rd ed., Vol. 9 (1980) p. 445 to 447, и Encyclopedia of Catalysts, Vol. 3 (2003) p. 246-264. В использующих воздух способах воздух или обогащенный кислородом воздух поступает непосредственно в систему, в то время как в способах на основе кислорода в качестве окислителя используют кислород высокой чистоты (выше 95 мол.%). В настоящее время на большинстве производящих этиленоксид установках используют кислород, и этот способ представляет собой предпочтительный вариант осуществления настоящего изобретения.
Содержание кислорода в исходном материале изменяется в широком интервале от 3 до 20 мол.%, предпочтительно от 5 до 12 мол.% по отношению к суммарному количеству исходного материала.
Чтобы оставаться за пределами воспламеняемости реакционной смеси, содержание кислорода в исходном материале обычно сбалансировано относительно содержания олефина. Фактические интервалы безопасной работы зависят, помимо составляющих композицию газов (реагентов и балластных газов), также от условий конкретной установки, таких как температура и давление.
Помимо олефина и кислорода, исходный материал может содержать один или более необязательных компонентов, таких как диоксид углерода, модификатор (регулятор активности) реакции, сомодификатор (сорегулятор активности) реакции и балластные инертные газы.
Диоксид углерода представляет собой побочный продукт процесса окисления олефина. Поскольку непрореагировавший олефин непрерывно рециркулируют, и поскольку наличие диоксида углерода в исходном материале оказывает неблагоприятное воздействие на активность катализатора, накопление диоксида углерода предотвращается непрерывным отделением диоксида углерода от рециркуляционного газа. Это можно осуществлять путем отвода и непрерывного поглощения образующегося диоксида углерода. В настоящее время практично использовать низкую концентрацию диоксида углерода в потоке исходного газа, составляющую от 0,2 до 0,3 мол.%, хотя на практике часто используют и высокие концентрации, такие как 3 мол.%.
Модификаторы и сомодификаторы реакции можно добавлять в исходный материал с целью повышения селективности, подавляя нежелательное окисление олефина и олефиноксида до диоксида углерода и воды. В данном отношении известна эффективность многих органических соединений, особенно галогенированных органических соединений, а также аминов, аммиака, металлоорганических соединений и ароматических углеводородов. Органические галогениды представляют собой предпочтительные модификаторы реакции, причем они проявляют свое действие без подавления желательной реакции при использовании в количествах, составляющих от 0,1 до 25 объемных частей на миллион, в частности, от 0,3 до 20 объемных частей на миллион по отношению к суммарному количеству исходного материала. В зависимости от используемого серебросодержащего катализатора, содержание модификатора реакции в исходном материале можно оптимизировать время от времени в процессе эксплуатации, если сохраняется максимально достижимая селективность. Предпочтительные органические галогениды представляют собой хлорированные углеводороды или бромированные углеводороды C1-C8. Предпочтительнее их выбирают из группы, которую составляют метилхлорид, этилхлорид, этилендихлорид, этилендибромид, винилхлорид или их смесь. Наиболее предпочтительные модификаторы реакции представляют собой хлорэтан и дихлорэтан.
Как правило, когда содержание органических галогенидов регулятора активности увеличивается, активность катализатора уменьшается, и селективность катализатора проходит через максимум. Таким образом, работа типичной EO установки включает сохранение содержания регулятора активности для поддержания этой оптимальной селективности. Как описано в патенте США № 7193094, при изменении углеводородной композиции содержание регулятора активности должно также изменяться, чтобы поддерживать работу на уровне максимальной селективности. Аналогичным образом, при увеличении температуры катализатора содержание регулятора активности также необходимо увеличивать. Согласно настоящему изобретению, при изменении концентрации воды в слое катализатора содержание регулятора активности необходимо также повторно оптимизировать, независимо от того, изменяется температура катализатора или углеводородная композиция или нет. Было обнаружено, что при использовании свежих катализаторов увеличение содержания воды практически не приводит к изменению активности катализатора (т.е. рабочей температуры при постоянной скорости производства EO), но, тем не менее, содержание регулятора активности требуется снижать в значительной степени для поддержания оптимальной работы. На практике вариации содержания хлоридов, составляющие менее чем 0,2 части на миллион, влияют на эффективность катализатора, которую невозможно точно измерять. Было обнаружено, что увеличение содержания воды на входе на 1%, как правило, требует уменьшения оптимального содержания, составляющего от 0,1 до 1,2 части на миллион, в среднем 0,6 части на миллион. Если обоснованное изменение содержания регулятора активности составляет 0,2 части на миллион, то можно ожидать, что изменение содержания воды на входе, составляющее более чем 0,333%, потребует изменения содержания регулятора активности, составляющее более чем 0,2 части на миллион, и, таким образом, потребуется повторная оптимизация содержания регулятора активности. Это увеличение содержания воды на входе, составляющее 1%, оказалось эквивалентным увеличению содержания воды на выходе на 1,1%. Таким образом, если обоснованное изменение содержания регулятора активности составляет 0,2 части на миллион, то можно ожидать, что изменение содержания воды на входе, составляющее более чем 0,367%, потребует изменения содержания регулятора активности, составляющее более чем 0,2 части на миллион, и, таким образом, потребуется повторная оптимизация содержания регулятора активности. Можно осуществлять повторную оптимизацию содержание регулятора активности в том случае, когда происходит изменение содержания воды на входе или выходе, чтобы получить увеличение содержания, составляющее более чем 0,4%.
Балластные инертные газы, которые обычно присутствуют в исходном материале, включают, например, азот, аргон и/или насыщенные углеводороды, такие как метан или этан. Если этан используют в качестве балластного газа, требуется значительно более высокое содержание хлоридного регулятора активности.
Часовая объемная скорость газа (GHSV) представляет собой объем газа, имеющий стандартную температуру и давление (0°C, 1 атм., т.е. 101,3 кПа) и проходящий через единичный объем уплотненного катализатора в час. Если способ осуществляют в газовой фазе, GHSV предпочтительно составляет от 1500 до 10000. Давление на входе реактора предпочтительно составляет от 1000 до 3500 кПа.
Как правило, температура реакции составляет приблизительно от 210°C до 325°C от начала до окончания технологического процесса. Предпочтительные начальные и конечные температуры зависят от конкретной конструкции EO установки и конкретного используемого катализатора эпоксидирования этилена. Как правило, температуру реакции устанавливают на уровне, который является достаточным для осуществления получения олефиноксида в количестве от 10000 до 250000 кмоль на 1 м3 слоя катализатора, предпочтительно вплоть до окончания срока службы катализатора, то есть до тех пор, когда потребуется замена или регенерация катализатора.
Способ согласно настоящему изобретению можно вводить в эксплуатацию, используя процедуры, известные в области техники, например, из патентов США №№ 4874879, 5155242, 6717001 и опубликованной патентной заявки США № 2009/0281339, которые включены в настоящий документ посредством ссылки.
Материал носителя, на который наносят серебросодержащие катализаторы, можно выбирать из широкого диапазона традиционных материалов, которые считаются инертными в присутствии окисляемого исходного олефина и продуктов окисления в условиях этой реакции. Такие традиционные материалы могут быть природными или искусственными, причем они могут включать оксиды алюминия, оксид магния, диоксид циркония, диоксид кремния, карбид кремния, глины, пемзу, цеолиты и древесный уголь. Наиболее предпочтительным материалом для использования в качестве основного ингредиента пористого носителя является α-модификация оксида алюминия.
Как правило, носитель является пористым и имеет удельную поверхность, определяемую методом BET и составляющую предпочтительно менее чем 20 м2/г и более конкретно от 0,05 до 20 м2/г. Предпочтительно определяемая методом BET удельная поверхность составляет от 0,1 до 10, предпочтительнее от 0,1 до 3,0 м2/г. Метод BET для измерения удельной поверхности подробно описали Брунауэр (Brunauer), Эммет (Emmet) и Теллер (Teller), см. J. Am. Chem. Soc., 60 (1938) 309 316.
Катализатор содержит серебро в качестве каталитически активного металла. Существенную каталитическую активность получают, используя катализатор, в котором содержание серебра составляет по меньшей мере 10 г/кг по отношению к массе катализатора. Катализатор содержит серебро в количестве, составляющем предпочтительно от 50 до 500 г/кг, предпочтительнее от 100 до 400 г/кг по отношению к массе катализатора.
Помимо серебра, катализатор предпочтительно содержит дополнительные элементы или их соединения. Подходящие дополнительные элементы можно выбирать из группы, которую составляют азот, сера, фосфор, бор, фтор, металлы группы IA, металлы группы IIA, рений, молибден, вольфрам, хром, титан, гафний, цирконий, ванадий, таллий, торий, тантал, ниобий, галлий и германий и их смеси. Предпочтительно в качестве металлов группы IA выбирают литий, калий, рубидий и цезий. Наиболее предпочтительные металлы группы IA представляют собой литий, калий и/или цезий. Предпочтительно металлы группы IIA выбирают из кальция и бария. Как правило, дополнительный элемент присутствует в катализаторе в количестве, составляющем от 0,01 до 500 ммоль/кг, предпочтительнее от 0,05 до 100 ммоль/кг, вычисляемое как соотношение количества элемента к суммарной массе катализатора. Если это возможно, дополнительный элемент можно надлежащим образом вводить в виде аниона кислородной кислоты, например, как перренат, сульфат, нитрат, нитрит, борат или молибдат, в форме соли или кислоты. Подходящими являются соли металлов группы IA или металлов группы IIA.
Предпочтительные высокоселективные серебросодержащие катализаторы на носителях для использования в настоящем изобретении представляют собой катализаторы, содержащие рений. Такие катализаторы известны из патентов США №№ 4766105 и 4761394, которые включены в настоящий документ посредством ссылки. В общем, эти катализаторы содержат каталитически эффективное количество серебра, промотирующее количество рения или его соединения, промотирующее количество по меньшей мере одного дополнительного металла или его соединения и необязательно сопромотирующее количество сопромотора рения, в качестве которого выбирают вольфрам, молибден, хром, серу, фосфор, бор и их соединения. Более конкретно, в качестве, по меньшей мере, одного дополнительного металла для этих катализаторов, содержащих рений, выбирают металлы группы IA, металлы группы IIA, титан, гафний, цирконий, ванадий, таллий, торий, тантал, ниобий, галлий и германий и их смеси. Предпочтительно, по меньшей мере один дополнительный металл выбирают из металлов группы IA, таких как литий, калия, рубидий и цезий, и/или из металлов группы IIA, таких как кальций и барий. Наиболее предпочтительно он представляет собой литий, калий и/или цезий.
Предпочтительные количества компонентов этих содержащих рений катализаторов составляют, вычисляемые как соотношение количества элемента к суммарной массе катализатора: серебро от 10 до 500 г/кг, предпочтительнее от 10 до 400 г/кг, рений от 0,01 до 50 ммоль/кг, дополнительный металл или металлы от 10 до 3000 мг/кг и необязательный сопромотор рения от 0,1 до 10 ммоль/кг.
Предпочтительнее содержание рения в этих катализаторах составляет по меньшей мере 0,5 ммоль/кг, в частности, по меньшей мере 1,0 ммоль/кг, более конкретно по меньшей мере 1,5 ммоль/кг при вычислении в виде соотношения количества элемента к суммарной массе катализатора. Предпочтительнее содержание рения в этих катализаторах составляет не более чем 40 ммоль/кг при вычислении в виде соотношения количества элемента к суммарной массе катализатора. В качестве альтернативы, содержание рения в этих катализаторах, выраженное по отношению к площади поверхности носителя, составляет предпочтительно, по меньшей мере, 00005 ммоль/м2, в частности, по меньшей мере 0,001 ммоль/м2, более конкретно по меньшей мере 0,0015 ммоль/м2. Предпочтительно содержание рения в этих катализаторах составляет не более чем 0,1 ммоль/м2, предпочтительнее не более чем 0,05 ммоль/м2 по отношению к площади поверхности носителя.
При использовании в настоящем изобретении количество металла группы IA, присутствующее в катализаторах, рассматривают как количество, которое можно экстрагировать из катализаторов деионизированной водой при 100°C. Способ экстракции представляет собой трехкратную экстракцию образца катализатора массой 10 г при нагревании порциями по 20 мл деионизированной воды в течение 5 минут при 100°C и определение соответствующих металлов в объединенных экстрактах с использованием известного метода, например, атомно-абсорбционной спектроскопии.
При использовании в настоящем изобретении количество металла группы IIA, присутствующее в катализаторах, рассматривают как количество, которое можно экстрагировать из катализаторов раствором 10 масс.% азотной кислоты в деионизированной воде при 100°C. Способ экстракции представляет собой экстракцию образца катализатора массой 10 г при кипячении в порциях по 100 мл раствора 10 масс.% азотной кислоты в течение 30 минут (1 атм., т.е. 101,3 кПа) и определение соответствующих металлов в объединенных экстрактах с использованием известного метода, например, атомно-абсорбционной спектроскопии. Следует отметить патент США № 5,801,259, который включен в настоящий документ посредством ссылки.
Полученный олефиноксид можно извлекать или отделять, используя способы, известные в области техники, например, путем абсорбции олефиноксида водой и необязательного выделения олефиноксида из водного раствора путем дистилляции. По меньшей мере, часть водного раствора, содержащего олефиноксид, можно использовать в последующем процессе превращения олефиноксида в 1,2-диол, простой эфир 1,2-диола или алканоламин.
Описание способа получения этиленоксида, включающего разнообразные резервуары и технологические стадии, раскрыто и обсуждено в отношении фиг.3 в опубликованной патентной заявке США № 2009/0234144, причем это описание включено в настоящий документ посредством ссылки. Как раскрыто в этом описании, поток исходного материала, содержащий этилен и кислород, поступает в трубки кожухотрубного теплообменника, в котором он вступает в контакт со слоем катализатора. Как правило, кожухотрубный теплообменник работает в таком режиме, который обеспечивает восходящий или нисходящий поток газа через слой катализатора. Тепло реакции отводят, и регулирование температуры реакции, то есть температуры в слое катализатора, обеспечивают, используя жидкий теплоноситель, например, масло, керосин или воду, который вводят в межтрубное пространство кожухотрубного теплообменника, отбирая этот жидкий теплоноситель из кожуха кожухотрубного теплообменника. Продукты реакции, включающие этиленоксид, непрореагировавший этилен, непрореагировавший кислород и другие продукты реакции, такие как диоксид углерода и вода, выходят из реакторной системы трубок кожухотрубного теплообменника и поступают в разделительную систему. Разделительная система обеспечивает отделение этиленоксида от этилена и диоксида углерода и воды, - как правило, для этого используют секцию выделения или отделения этиленоксида, секцию абсорбера CO2 и секцию выпуска CO2.
Олефиноксид, полученный в процессе эпоксидирования, можно превращать в 1,2-диол, простой эфир 1,2-диола, 1,2-карбонат или алканоламин. Превращение в 1,2-диол или простой эфир 1,2-диола может включать, например, реакцию олефиноксида с водой при использовании соответствующего кислотного или основного катализатора. Например, чтобы получить преимущественно 1,2-диол и меньшее количество простого эфира 1,2-диола, олефиноксид может взаимодействовать с десятикратным молярным избытком воды в жидкофазной реакции в присутствии кислотного катализатора, например, раствора, содержащего от 0,5 до 1,0% масс. серной кислоты по отношению к суммарной массе реакционной смеси при температуре от 50 до 70°C и абсолютном давлении 1 бар (100 кПа), или в газофазной реакции при температуре от 130 до 240°C и абсолютном давлении от 20 до 40 бар (от 2 до 4 МПа), предпочтительно в отсутствие катализатора. Если снижается пропорция воды, то увеличивается пропорция простого эфира 1,2-диола в реакционной смеси. Полученный таким способом простой эфир 1,2-диола может представлять собой диэфир, триэфир, тетраэфир или последующий эфир. В качестве альтернативы, простой эфир 1,2-диола можно получить реакцией олефиноксида со спиртом, в частности, первичным спиртом, таким как метанол или этанол, заменяя этим спиртом, по меньшей мере, часть воды.
Олефиноксид можно превращать в соответствующий 1,2-карбонат реакцией олефиноксида с диоксидом углерода. Если необходимо, 1,2-диол можно получить последующей реакцией 1,2-карбоната с водой или спиртом с образованием 1,2-диола. Применимые способы предоставляет патент США № 6080897, который включен в настоящий документ посредством ссылки.
Превращение в алканоламин может включать взаимодействие олефиноксида с амином, таким как аммиак, алкиламин или диалкиламин. Можно использовать безводный аммиак или его водный раствор. Как правило, безводный аммиак используют, чтобы способствовать получению моноалканоламина. Что касается способов, применимых для превращения олефиноксида в алканоламин, можно ознакомиться, например, с патентом США № 4845296, который включен в настоящий документ посредством ссылки.
Полученный 1,2-диол и простой эфир 1,2-диола можно широко использовать промышленности, например, чтобы производить продукты питания, напитки, табачные изделия, косметические средства, термопластичные полимеры, отверждаемые полимерные системы, моющие средства, теплопередающие системы и т.д. Алканоламин можно использовать, например, для очистки (обессеривания) природного газа.
Если не указано иное, органические соединения, упомянутые в настоящем документе, например, олефины, 1,2-диолы, простые эфиры 1,2-диолов, 1,2-карбонаты, алканоламины и органические галогениды, как правило, содержат не более чем 40 атомов углерода, предпочтительнее, не более чем 20 атомов углерода, в частности, не более чем 10 атомов углерода, конкретнее не более чем 6 атомов углерода. Определенные в настоящем документе интервалы чисел атомов углерода (т.е. углеродных чисел) включают числа, обозначающие пределы данных интервалов.
На основании описания настоящего изобретения с целью его наилучшего понимания приведены следующие примеры, которые представлены исключительно для иллюстрация и не предназначены в качестве ограничивающих изобретение, если не определены другие условия.
ПРИМЕРЫ
Пример 1. Определение соотношения PPH2O/VPH2O и сопоставление с относительной поверхностной концентрацией цезия и эффективностью катализатора после окончания срока службы
Необходимые параметры для выполнения вычислений в данном примере представлены в таблице 1. Следует отметить, что стадии A-E представляют собой стадии работы установки и соответствующие технологические данные. Стадия F представляет собой анализ катализатора после окончания срока службы.
|
Аксиальный профиль температуры
Используемая в данном примере установка производства этиленоксида (называется «установка W») содержит множество термопар во множестве труб реактора, что обеспечивает прямое и подробное измерение профиля температуры катализатора. Температуры, измеренные на расстоянии 2,1, 6,6, 10,4, 12,3 и 12,8 м от входа в трубчатый реактор, использовали для сравнения, и образцы катализатора отбирали в каждом из этих положений. Используемый в данном примере катализатор представлял собой катализатор, имеющий высокое содержание серебра на оксиде алюминия, причем содержание серебра составляло приблизительно 27 масс.%, а также содержащий промоторы, включая цезий, литий, вольфрам и рений.
Аксиальный профиль давления
Измеряли давление газа на входе и выходе реактора, и использовали процедуру, описанную выше для стадии B, чтобы вычислять давление в каждом из пяти аксиальных положений (на расстоянии 2,1, 6,6, 10,4, 12,3 и 12,8 м от входа в слой катализатора).
Аксиальный профиль парциального давления воды
• Мольную долю воды на входе получали путем прямых измерений, выполненных методом титрования по Карлу Фишеру, и подтверждали технологическими вычислениями мольной доли воды на входе. См., например, стандарт ASTM E203-08.
• Прямые измерения мольной доли воды на выходе не проводили, поэтому использовали стехиометрию реакции и измеренные концентрации CO2, чтобы определить мольную долю воды на выходе из реактора, как разъясняется выше на стадии C.
• Аксиальный профиль парциального давления воды вычисляли, как описано для стадии C, используя аксиальные профили температуры и давления и мольные доли воды на входе и выходе.
Аксиальный профиль давления водяного пара
Аксиальный профиль давления водяного пара вычисляли, как описано выше для стадии D, используя измеренный аксиальный профиль температуры и указанное соотношение давления пара.
Вычисление соотношения парциального давления воды и давления водяного пара
Результаты аксиального профиля парциального давления воды делили на результаты аксиального профиля давления водяного пара, получая аксиальный профиль соотношения парциального давления воды и давления водяного пара в слое катализатора.
Анализ образцов катализатора
Анализ методом рентгеновской фотоэлектронной спектроскопии проводили, используя образцы, расположенные на расстоянии 2,1, 6,6, 10,4, 12,3 и 12,8 м от входа в трубчатый реактор, и относительную поверхностную концентрацию цезия определяли, как описано ниже. Исследование эффективности микрореактора проводили для каждого образца, и разность селективности, как описано ниже, определяли для каждого образца.
Исследование отработанных образцов катализатора
Вычисление относительной поверхностной концентрации цезия
Следующие стадии представляют полное описание операций, требуемых для определения поверхностной концентрации цезия (или любого другого промотора), остающегося на катализаторе после работы в реакторе.
i. После остановки реактора было необходимо извлечь катализатор по секциям и четко маркировать образцы таким образом, чтобы было известно точное аксиальное положение (или расстояние от входа), которое образец занимал в слое катализатора.
ii. Образцы из множества секций затем измельчали и гомогенизировали перед тем как отобрать небольшие части образцов.
iii. Части образцов затем анализировали методом рентгеновской фотоэлектронной спектроскопии (XPS), чтобы определить среднюю концентрацию цезия на поверхности измельченного катализатора.
iv. Анализы методом рентгеновской фотоэлектронной спектроскопии выполняли, используя рентгеновский фотоэлектронный спектрометр VG ESCALAB mkII. В качестве источника возбуждения использовали немонохроматизированное рентгеновское излучение Al Kα (1484,6 эВ). Анализатор кинетической энергии электронов представлял собой анализатор со сферическим сектором 150º, оборудованный детекторной системой трехканального электронного умножителя. Все спектры снимали в режиме постоянного энергетического барьера анализатора, и энергетический барьер устанавливали на уроне 50 эВ. Перед анализом образцы слегка измельчали, используя ступку и пестик, и помещали на столик для образцов с помощью двухсторонней ленты. Анализируемая площадь составляла приблизительно 3 мм × 5 мм. Для зарядовой поправки использовали пик Al2s, который корректировали до 118,9 эВ. Для измерения высоты пиков использовали линейную базу. Интенсивности пиков пересчитывали в относительные молярные значения, используя эмпирически полученные коэффициенты чувствительности (SF) и следующее соотношение:
Относительное число атомов = [(интенсивность Cs3d5/(коэффициент чувствительности Cs3d5)·100]/[(интенсивность Al2s/(коэффициент чувствительности Al2s)]
Относительное число атомов Cs, измеренное для каждого образца, нормировали к значению на входе.
Исследование эффективности отработанных образцов катализатора
1. Образцы, отобранные из каждого аксиального положения в реакторе, измельчали, и в микрореакторы загружали от 1 до 5 г.
2. Каждый образец исследовали в микрореакторе в средних условиях, аналогичных тем, которые воздействуют на катализатор в процессе эксплуатации в промышленном реакторе.
3. Селективность превращения этилена в этиленоксид определяли в данных условиях эксплуатации.
Результаты для примера 1 представлены в таблице 2 и на фиг.1.
|
Как показано в таблице 2, температура на расстоянии 12,8 м от входа в трубчатый реактор составляет только 244°C, что представляет собой результат введения холодного керосина вблизи выхода из реактора. Результаты, представленные в таблице 2, четко показывают, что, когда соотношение PPH2O/VPH2O составляет менее чем 0,0040, происходит однородное старение катализатора, и отсутствует недостаток селективности вследствие работы в условиях избыточной концентрации водяного пара. Если соотношение PPH2O/VPH2O составляет более чем 0,0040, наблюдается отрицательная разность селективности, свидетельствующая о потере селективности.
Пример 2. Изменение содержания регулятора активности при изменении содержания воды
Пример 2 показывает изменение оптимального содержания регулятора активности для различных катализаторов при изменении содержания воды на входе.
Имеющийся в продаже катализатор, содержащий Re и 13,2 масс.% серебра, использовали в лабораторном реакторе при следующих условиях: входная (сухая) композиция содержала 7,3% O2, 30,9% C2H4 и 1,6% CO2, манометрическое давление на входе составляло 18,3 бар (1,83 МПа), и часовая объемная скорость газа составляла 3900, регулируя температуру для поддержания ΔEO на уровне 2,50%. Когда содержание воды на входе увеличивали от 0% до 0,93% и проводили повторную оптимизацию, оптимальное содержание регулятора активности уменьшалось на 22%. Когда содержание воды на входе увеличивали от 0% до 2,01% и проводили повторную оптимизацию, оптимальное содержание регулятора активности уменьшалось на 26%. Соответствующее содержание воды на выходе для трех случаев составляло 0,64%, 1,73% и 3,07%.
Имеющийся в продаже катализатор, содержащий Re и 17,5 масс.% серебра, использовали в лабораторном реакторе при следующих условиях: входная (сухая) композиция содержала 7,3% O2, 30,9% C2H4 и 1,6% CO2, манометрическое давление на входе составляло 17,8 бар (1,78 МПа), и часовая объемная скорость газа составляла 4000, регулируя температуру для поддержания ΔEO на уровне 2,49%. Когда содержание воды на входе увеличивали от 0% до 0,95% и проводили повторную оптимизацию, оптимальное содержание регулятора активности уменьшалось на 20%. Когда содержание воды на входе увеличивали от 0% до 2,04% и проводили повторную оптимизацию, оптимальное содержание регулятора активности уменьшалось на 28%. Соответствующее содержание воды на выходе для трех случаев составляло 0,58%, 1,62% и 3,10%.
Имеющийся в продаже катализатор, содержащий Re и 27,5 масс.% серебра, использовали в лабораторном реакторе при следующих условиях: входная (сухая) композиция содержала 7,3% O2, 30,9% C2H4 и 1,6% CO2, манометрическое давление на входе составляло 17,8 бар (1,78 МПа), и часовая объемная скорость газа составляла 3460, регулируя температуру для поддержания ΔEO на уровне 2,48%. Когда содержание воды на входе увеличивали от 0% до 0,96% и проводили повторную оптимизацию, оптимальное содержание регулятора активности уменьшалось на 21%. Когда содержание воды на входе увеличивали от 0% до 2,05% и проводили повторную оптимизацию, оптимальное содержание регулятора активности уменьшалось на 27%. Соответствующее содержание воды на выходе для трех случаев составляло 0,62%, 1,77% и 2,88%.
Имеющийся в продаже катализатор, содержащий Re, SO4 и 17,5 масс.% серебра, использовали в лабораторном реакторе при следующих условиях: входная (сухая) композиция содержала 7,3% O2, 30,9% C2H4 и 1,6% CO2, манометрическое давление на входе составляло 18,3 бар (1,83 МПа), и часовая объемная скорость газа составляла 4000, регулируя температуру для поддержания ΔEO на уровне 2,48%. Когда содержание воды на входе увеличивали от 0% до 0,96% и проводили повторную оптимизацию, оптимальное содержание регулятора активности уменьшалось на 30%. Когда содержание воды на входе увеличивали от 0% до 2,05% и проводили повторную оптимизацию, оптимальное содержание регулятора активности уменьшалось на 28%. Соответствующее содержание воды на выходе для трех случаев составляло 0,57%, 1,68% и 3,16%.
Имеющийся в продаже катализатор, содержащий Re и 29,0 масс.% серебра, использовали в лабораторном реакторе при следующих условиях: входная (сухая) композиция содержала 7,5% O2, 25,4% C2H4 и 3,9% CO2, манометрическое давление на входе составляло 19,0 бар (1,9 МПа), и часовая объемная скорость газа составляла 4900, регулируя температуру для поддержания ΔEO на уровне 1,91%. Когда содержание воды на входе увеличивали от 0% до 0,90% и проводили повторную оптимизацию, оптимальное содержание регулятора активности уменьшалось на 11%. Когда содержание воды на входе увеличивали от 0% до 2,01% и проводили повторную оптимизацию, оптимальное содержание регулятора активности уменьшалось на 10%. Соответствующее содержание воды на выходе для трех случаев составляло 0,50%, 1,49% и 2,76%.
Пример 3. Определение соотношения PPH2O/VPH2O и сопоставление с относительной поверхностной концентрацией цезия и эффективностью катализатора после окончания срока службы
Необходимые параметры для выполнения вычислений в данном примере представлены в таблице 3. Следует отметить, что стадии A-E представляют собой стадии работы установки и соответствующие технологические данные. Стадия F представляет собой анализ катализатора после окончания срока службы.
|
Аксиальный профиль температуры
Используемая в данном примере установка производства этиленоксида (называется «установка X»), содержала охлаждаемые водой реакторы и осуществляла измерение температуры газа на выходе, которая представляла собой температуру катализатора, соответствующую положению в слое катализатора на расстоянии 1,5 м до выхода из слоя катализатора. Таким образом, температуру катализатора для каждого положения на расстоянии 1,5, 2,7, 5, 10,2 и 10,8 м считали равной температуре газа на выходе, измеренной для реактора. Используемый в данном примере катализатор представлял собой катализатор, содержащий серебро на оксиде алюминия, причем содержание серебра составляло приблизительно 13 масс.%, и содержащий промоторы, в том числе цезий, литий, вольфрам и рений.
Аксиальный профиль давления
Измеряли давление газа на входе и выходе реактора, и использовали процедуру, описанную выше для стадии B, чтобы вычислять давление в каждом из пяти аксиальных положений (на расстоянии 1,5, 2,7, 5, 10,2 и 10,8 м от входа в слой катализатора).
Аксиальный профиль парциального давления воды
• Мольную долю воды на входе получали путем прямых измерений, выполненных методом титрования по Карлу Фишеру, и подтверждали технологическими вычислениями мольной доли воды на входе. См., например, стандарт ASTM E203-08.
• Прямые измерения мольной доли воды на выходе не проводили, поэтому стехиометрию реакции и измеренные концентрации CO2 использовали, чтобы определить мольную долю воды на выходе из реактора, как разъясняется выше на стадии C.
• Аксиальный профиль парциального давления воды вычисляли, как описано для стадии C, используя аксиальный профиль давления и мольные доли воды на входе и выходе.
Аксиальный профиль давления водяного пара
Аксиальный профиль давления водяного пара вычисляли, как описано выше для стадии D, используя измеренный аксиальный профиль температуры и указанное соотношение давления пара.
Вычисление соотношения парциального давления воды и давления водяного пара
Результаты аксиального профиля парциального давления воды делили на результаты аксиального профиля давления водяного пара, чтобы получить аксиальный профиль соотношения парциального давления воды и давления водяного пара в слое катализатора.
Анализ образцов катализатора
Анализ методом рентгеновской фотоэлектронной спектроскопии проводили, используя образцы, расположенные на расстоянии 1,5, 2,7, 5, 10,2 и 10,8 м от входа в трубчатый реактор, и относительную поверхностную концентрацию цезия определяли, как описано ниже. Исследование эффективности микрореактора проводили для каждого образца, и разность селективности, как описано ниже, определяли для каждого образца.
Исследование отработанных образцов катализатора
Выполняли анализ, аналогичный анализу в примере 1, используя отработанные образцы катализатора примера 3. Результаты для примера 3 представлены в таблице 4 и фиг.2.
|
Фиг.2 представляет взаимосвязь между селективностью и относительной поверхностной концентрацией цезия при различных соотношениях парциального давления воды и давления водяного пара для установки X.
Результаты, представленные в таблице 4, показывают, что когда соотношение PPH2O/VPH2O составляет менее чем 0,0040, наблюдается однородное и уменьшенное старение катализатора по сравнению с положениями, в которых соотношение PPH2O/VPH2O превышает 0,0040. Если соотношение PPH2O/VPH2O составляет >0,0040, наблюдается отрицательная разность селективности, свидетельствующая о потере селективности.
Пример 4. Определение соотношения PPH2O/VPH2O и сопоставление с относительной поверхностной концентрацией цезия и эффективностью катализатора после окончания срока службы
Необходимые параметры для выполнения вычислений в данном примере представлены в таблице 5. Следует отметить, что стадии A-E представляют собой стадии работы установки и соответствующие технологические данные. Стадия F представляет собой анализ катализатора после окончания срока службы.
|
Аксиальный профиль температуры
Используемая в данном примере установка производства этиленоксида (называется «установка Y») содержит охлаждаемые керосином реакторы и измеряет температуру газа на выходе, температуру хладагента и максимальную разность между температурой катализатора и температурой хладагента. Данная установка также возвращает переохлажденный керосин в кубовую часть реактора для уменьшения температуры газа на выходе из реактора. Чтобы приблизительно построить аксиальный профиль температуры газа в слое катализатора в данном случае, предполагали, что температура газа на расстоянии 1 м от входа в трубчатый реактор была равна температуре хладагента, измеренной в установке и составлявшей 267°C. Затем считали, что максимальная разность температур (PTD), составляющая 16,5°C, соответствует положению на расстоянии 11,3 м от входа в трубчатый реактор. Следующую линейную интерполяцию использовали для оценки температуры газа в различных положениях между точками на расстоянии 1 м и 11,3 м в слое катализатора.
Температура газа (z) = температура хладагента (°C) + максимальная разность температур (°C)×(z - 1 м)/(11,3 м - 1 м)
Например, температура газа (3,4 м) = 267,3+16,5×(3,4-1)/(11,3-1)=271°C
Здесь температура газа (z) представляет собой температуру газа в аксиальном положении z в слое катализатора и используется для положений на расстоянии, составляющем от 1 до 11,3 м, от входа в трубчатый реактор. Значение z представляет собой расстояние от входа в трубчатый реактор. Данное уравнение является неприменимым для любой части слоя катализатора на расстоянии от 0 до 1 м, поскольку она представляет собой зону подогрева от значительно меньшей температуры газа на входе. Данное уравнение является неприменимым для части слоя катализатора на расстоянии от 11,3 м до 12,8 м (выход из трубы) вследствие влияния ввода переохлажденного хладагента вблизи выхода из реактора. В данном примере образцы отбирали из положений на расстоянии 3,4, 4,6, 8,2, и 12,5 м от входа в трубчатый реактор. Таким образом, данное уравнение использовали для оценки температуры в первых трех положениях. Для положения на расстоянии 12,5 м предполагали, что температура газа была равна температуре газа на выходе вследствие охлаждающего эффекта переохлажденного хладагента.
Используемый в данном примере катализатор представлял собой катализатор, содержащий серебро на оксиде алюминия, где содержание серебра составляло приблизительно 13 масс.%, а также содержащий промоторы, включая цезий, литий, вольфрам и рений.
Аксиальный профиль давления
Измеряли давление газа на входе и выходе реактора, и использовали процедуру, описанную выше для стадии B, чтобы вычислять давление в каждом из пяти аксиальных положений (на расстоянии 3,4, 4,6, 8,2 и 12,5 м от входа в слой катализатора).
Аксиальный профиль парциального давления воды
• Мольную долю воды на входе получали путем прямых измерений, выполненных методом титрования по Карлу Фишеру, и подтверждали технологическими вычислениями мольной доли воды на входе. См., например, стандарт ASTM E203-08.
• Прямые измерения мольной доли воды на выходе не проводили, поэтому использовали стехиометрию реакции и измеренные концентрации CO2, чтобы определить мольную долю воды на выходе из реактора, как разъясняется выше на стадии C.
• Аксиальный профиль парциального давления воды вычисляли, как описано для стадии C, используя аксиальный профиль давления и мольные доли воды на входе и выходе.
Аксиальный профиль давления водяного пара
Аксиальный профиль давления водяного пара вычисляли, как описано выше для стадии D, используя измеренный аксиальный профиль температуры и указанное соотношение давления пара.
Вычисление соотношения парциального давления воды и давления водяного пара
Результаты аксиального профиля парциального давления воды делили на результаты аксиального профиля давления водяного пара, чтобы получить аксиальный профиль соотношения парциального давления воды и давления водяного пара в слое катализатора.
Анализ образцов катализатора
Анализ методом рентгеновской фотоэлектронной спектроскопии проводили, используя образцы, расположенные на расстоянии 3,4, 4,6, 8,2 и 12,5 м от входа в трубчатый реактор, и относительную поверхностную концентрацию цезия определяли, как описано ниже. Исследование эффективности микрореактора проводили для каждого образца, и разность селективности, как описано ниже, определяли для каждого образца.
Исследование отработанных образцов катализатора
Вычисление относительной поверхностной концентрации цезия
Выполняли анализ, аналогичный анализу в примере 1, используя отработанные образцы катализатора примера 4. Результаты для примера 4 представлены в таблице 6 и на фиг.3.
|
|
Результаты, представленные в таблице 6, показывают, что когда соотношение PPH2O/VPH2O составляет менее 0,0040, наблюдается однородное и уменьшенное старение катализатора по сравнению с положениями, в которых соотношение PPH2O/VPH2O >0,0040. Если соотношение PPH2O/VPH2O составляет более 0,0040, наблюдается отрицательная разность селективности, свидетельствующая о потере селективности.
Фиг.3 представляет взаимосвязь между селективностью и относительной поверхностной концентрацией цезия при различных соотношениях парциального давления воды и давления водяного пара для установки Y.
Индукционные нагреватели для нагревания подземных пластов
Способ получения ацилированных алкоксилатов вторичных спиртов и алкоксилатов вторичных спиртов
Композиция автомобильного топлива
Способ регенерации моноэтиленгликоля
Жидкие топливные композиции
Система для добычи нефти с помощью эмульсии, содержащей смешивающийся растворитель
Способ получения богатой водородом газовой смеси
Использование саморегулирующихся ядерных реакторов при обработке подземного пласта
Применение саморегулирующихся ядерных реакторов при обработке подземного пласта
Способ удаления газообразных загрязнителей из потока газа, содержащего газообразные загрязнители и устройство для его осуществления
Способ получения алкиленкарбоната и/или алкиленгликоля
Способ удаления примеси алканола из потока органического карбоната
Способ получения объединенного газообразного углеводородного потока и жидких углеводородных потоков и устройство для его осуществления
Система и способ добычи нефти и/или газа (варианты)
Индукционные нагреватели для нагревания подземных пластов
Способ получения ацилированных алкоксилатов вторичных спиртов и алкоксилатов вторичных спиртов
Композиция автомобильного топлива
Способ регенерации моноэтиленгликоля
Жидкие топливные композиции
Система для добычи нефти с помощью эмульсии, содержащей смешивающийся растворитель

