Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГЛУШКИ ДЛЯ СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при изготовлении заглушек для сопел ракетных двигателей на твердом топливе (РДТТ).
Масса вылетающих частей заглушки сопла РДТТ должна быть минимальной.
Это требование обеспечивает конструкция заглушки в виде сферической мембраны, выполненной из стеклопластика (см., например, патент РФ №2266425).
Известен способ изготовления изделий, включающий выкладку из заготовок пропитанной связующим стеклоткани многослойного пакета и горячее прессование (см. И.М. Буланов, В.В. Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э. Баумана, 1998 г. - Стр. 125-128, 156-158).
Данный способ не позволяет качественно изготовить надежно работающую в сложных условиях заглушку в виде сферической мембраны, что обусловлено получаемой структурой материала, не соответствующей эксплуатационным нагрузкам.
Известен также способ изготовления сферической заглушки для сопла ракетного двигателя, включающий выкраивание круговых заготовок из пропитанной связующим стеклоткани, выкладку из заготовок многослойного пакета и горячее прессование (патент РФ №2267402), являющийся наиболее близким аналогом предлагаемого технического решения.
Известный способ позволяет изготовить заглушку в виде сферической мембраны требуемой конфигурации, при этом выкладку круговых заготовок производят со смещением направления основы стеклоткани каждой последующей заготовки относительно направления основы стеклоткани предыдущей заготовки.
Выкладка круговых заготовок со смещением направления основы стеклоткани повышает необходимую для обеспечения работоспособности заглушки прочность материала многослойного пакета за счет перераспределения жесткости материала в продольных сечениях пакета (относительное удлинение стеклоткани уменьшается, а жесткость увеличивается при смещении направления от утка к основе).
Однако на изготовленных известным способом из стеклоткани многослойных заглушках крупногабаритного сопла ракетного двигателя, имеющих достаточно большой диаметр и значительную толщину стенки, выявлено наличие коробления поверхности сферической части заглушки после горячего прессования и последующего охлаждения многослойного пакета, полученного выкладкой заготовок.
Это коробление сохраняется и после вклейки стыковочного фланца заглушки в охватывающее фланец кольцо, необходимое для установки в посадочное место сопла.
Более того, в ряде случаев коробление сферической части заглушки приводит к искажению формы охватывающего фланец заглушки кольца, что делает невозможным точную установку кольца с заглушкой в посадочное место сопла.
Выяснено, что коробление обусловлено возникновением в многослойном пакете заготовок при горячем прессовании значительных по величине местных внутренних напряжений, неравномерно распределенных по периметру и толщине пакета, сохраняющихся после сушки пакета.
Установлено, что неравномерное распределение по периметру и толщине пакета внутренних напряжений приводит к ухудшению структуры материала и обусловлено недостаточно рациональной выкладкой заготовок с неоптимальным расположением основы стеклоткани заготовок относительно друг друга в многослойном пакете.
Наличие коробления приводит к отклонению геометрической формы сферической части заглушки, ухудшению качества изготовления заглушки и к снижению надежности ее работы.
Определено, что структура материала зависит не только от расположения основы ткани заготовок относительно друг друга по периметру пакета, но и в основном от расположения основы ткани заготовок относительно друг друга по толщине пакета.
Таким образом, оптимальное расположение основы ткани заготовок относительно друг друга по объему многослойного пакета является определяющим фактором для получения улучшенной структуры материала и исключения коробления поверхности сферической части заглушки.
Задачей данного изобретения является повышение качества изготовления из стеклоткани сферической заглушки для сопла ракетного двигателя за счет получения улучшенной структуры материала, с равномерным распределением внутренних напряжений в объеме многослойного пакета.
Технический результат заключается в исключении коробления поверхности сферической заглушки путем обеспечения оптимальной схемы выкладки из заготовок многослойного пакета на матрице для последующего горячего прессования.
Технический результат достигается тем, что в способе изготовления сферической заглушки для сопла ракетного двигателя, включающем выкраивание круговых заготовок из пропитанной связующим стеклоткани, выкладку из заготовок многослойного пакета и горячее прессование, что при выкраивании заготовок отмечают на них положение направления основы стеклоткани, проходящего через центр заготовки, при выкладке заготовок совмещают направление основы стеклоткани первой заготовки с заданным на матрице направлением выкладки первого слоя многослойного пакета, направление основы стеклоткани второй заготовки располагают перпендикулярно к направлению основы стеклоткани первой выложенной заготовки, направления основы стеклоткани третьей и четвертой заготовок располагают зеркально симметрично между направлениями основы стеклоткани первой и второй заготовок, после чего аналогично продолжают выкладку остальных заготовок, совмещая при этом направление основы стеклоткани пятой, девятой и так далее заготовок с направлением основы стеклоткани первой заготовки.
Отметка на заготовках при выкраивании положения направления основы стеклоткани, проходящего через центр заготовки, позволяет упростить процесс выкладки заготовок в точном соответствии с предлагаемой схемой.
Совмещение при выкладке заготовок направления основы стеклоткани первой заготовки с заданным на матрице направлением выкладки первого слоя многослойного пакета позволяет обеспечить выкладку заготовок всех изготовляемых заглушек в одном и том же положении на матрице, что важно для исключения разбросов по эксплуатационным характеристикам изготовленных заглушек.
Расположение при выкладке заготовок направления основы стеклоткани второй заготовки перпендикулярно к направлению основы стеклоткани первой выложенной заготовки, направления основы стеклоткани третьей и четвертой заготовок зеркально симметрично между направлениями основы стеклоткани первой и второй заготовок позволяет обеспечить наилучшую схему выкладки заготовок, с точки зрения оптимального расположения направлений основы стеклоткани заготовок по периметру пакета заготовок.
Продолжение выкладки остальных заготовок, совмещая при этом направление основы стеклоткани пятой, девятой и так далее заготовок с направлением основы стеклоткани первой заготовки, позволяет обеспечить оптимальное расположение направлений основы стеклоткани заготовок по толщине всего пакета заготовок и тем самым обеспечить монолитную структуру материала и ровную поверхность без пористости и волнистости.
В результате многочисленных экспериментов, при которых варьировался угол расположения направления основы стеклоткани второй, шестой, десятой и так далее заготовок относительно направления основы стеклоткани первой заготовки (15, 30, 45, 90 градусов) по периметру пакета, так и расположение основы одной заготовки и утка другой заготовки относительно друг друга в пространственном объеме по толщине пакета разработана схема выкладки заготовок, обеспечивающая оптимальную структуру материала пакета и исключение коробления поверхности заглушки.
Сущность способа поясняется рисунками.
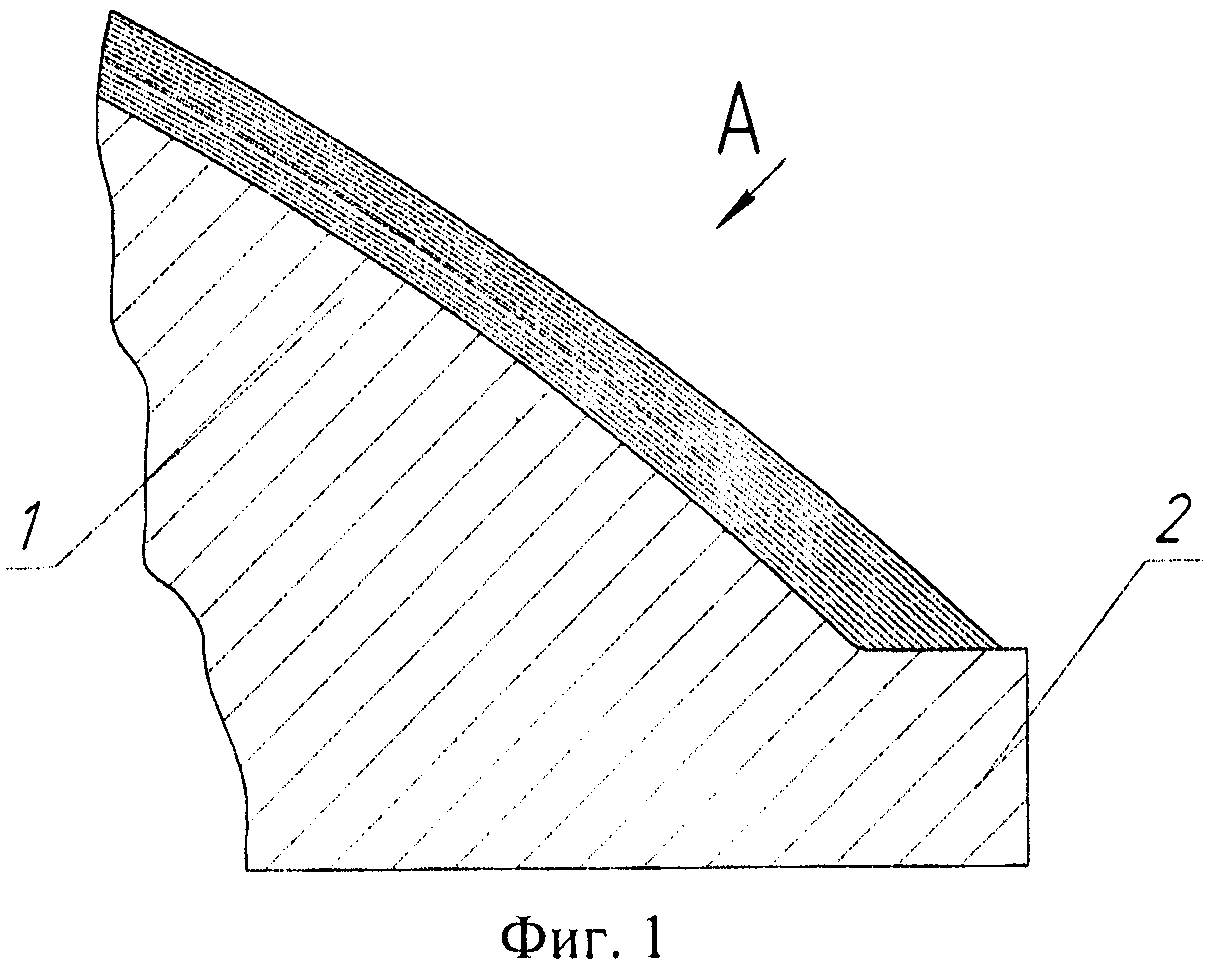
На фиг. 1 показано продольное сечение многослойного пакета материала заглушки.
На фиг. 2 приведена схема выкладки круговых заготовок.
Способ изготовления сферической заглушки заключается в следующем.
Пропитывают стеклоткань Т-13 связующим ЭДТ-10 в пропиточной машине.
Размечают по шаблонам и вырезают из пропитанной связующим стеклоткани ряд круговых заготовок требуемого диаметра.
При выкройке отмечают на каждой заготовке направление основы стеклоткани, например, белой краской в виде радиально расположенной полосы, проходящей через центр круга заготовки.
Размещают на столе пресса пресс-форму с матрицей, содержащей сферическую часть 1 и цилиндрическую периферийную часть 2, на которой отмечено заданное направление выкладки первого слоя многослойного пакета (на рисунке не показано).
После чего укладывают подготовленные заготовки материала по одной на сферическую часть 1 матрицы в следующей последовательности.
Выкладывают первую заготовку 3, совмещая направление основы стеклоткани с заданным на цилиндрической периферийной части 2 матрицы направлением выкладки первого слоя многослойного пакета.
Затем выкладывают вторую заготовку 4, располагая направление основы стеклоткани перпендикулярно к направлению основы стеклоткани первой выложенной заготовки 3.
Выкладывают третью заготовку 5 и четвертую заготовку 6, располагая направления основы стеклоткани заготовок зеркально симметрично между направлениями основы стеклоткани первой заготовки 3 и второй заготовки 4.
После чего аналогично продолжают выкладку остальных заготовок, совмещая при этом направление основы стеклоткани пятой, девятой и так далее заготовок с направлением основы стеклоткани первой заготовки 3.
После выкладки всех заготовок смыкают матрицу и пуансон пресс-формы и осуществляют режим прессования полученного пакета под воздействием температуры и давления.
По окончании процесса прессования охлаждают и разбирают пресс-форму, извлекают деталь и проводят контрольные операции.
Автономные испытания показали, что изготовленные заглушки соответствуют требуемым параметрам по прочности и герметичности.
Предлагаемое изобретение позволяет повысить качество изготовления из стеклоткани сферической заглушки для сопла ракетного двигателя.
Способ изготовления сферической заглушки для сопла ракетного двигателя, включающий выкраивание круговых заготовок из пропитанной связующим стеклоткани, выкладку из заготовок многослойного пакета на соответствующую конфигурации заглушки матрицу пресс-формы и горячее прессование, отличающийся тем, что при выкраивании заготовок отмечают на них положение направления основы стеклоткани, проходящего через центр заготовки, при выкладке заготовок совмещают направление основы стеклоткани первой заготовки с заданным на матрице направлением выкладки первого слоя многослойного пакета, направление основы стеклоткани второй заготовки располагают перпендикулярно к направлению основы стеклоткани первой выложенной заготовки, направления основы стеклоткани третьей и четвертой заготовок располагают зеркально симметрично между направлениями основы стеклоткани первой и второй заготовок, после чего аналогично продолжают выкладку остальных заготовок, совмещая при этом направление основы стеклоткани пятой, девятой и так далее заготовок с направлением основы стеклоткани первой заготовки.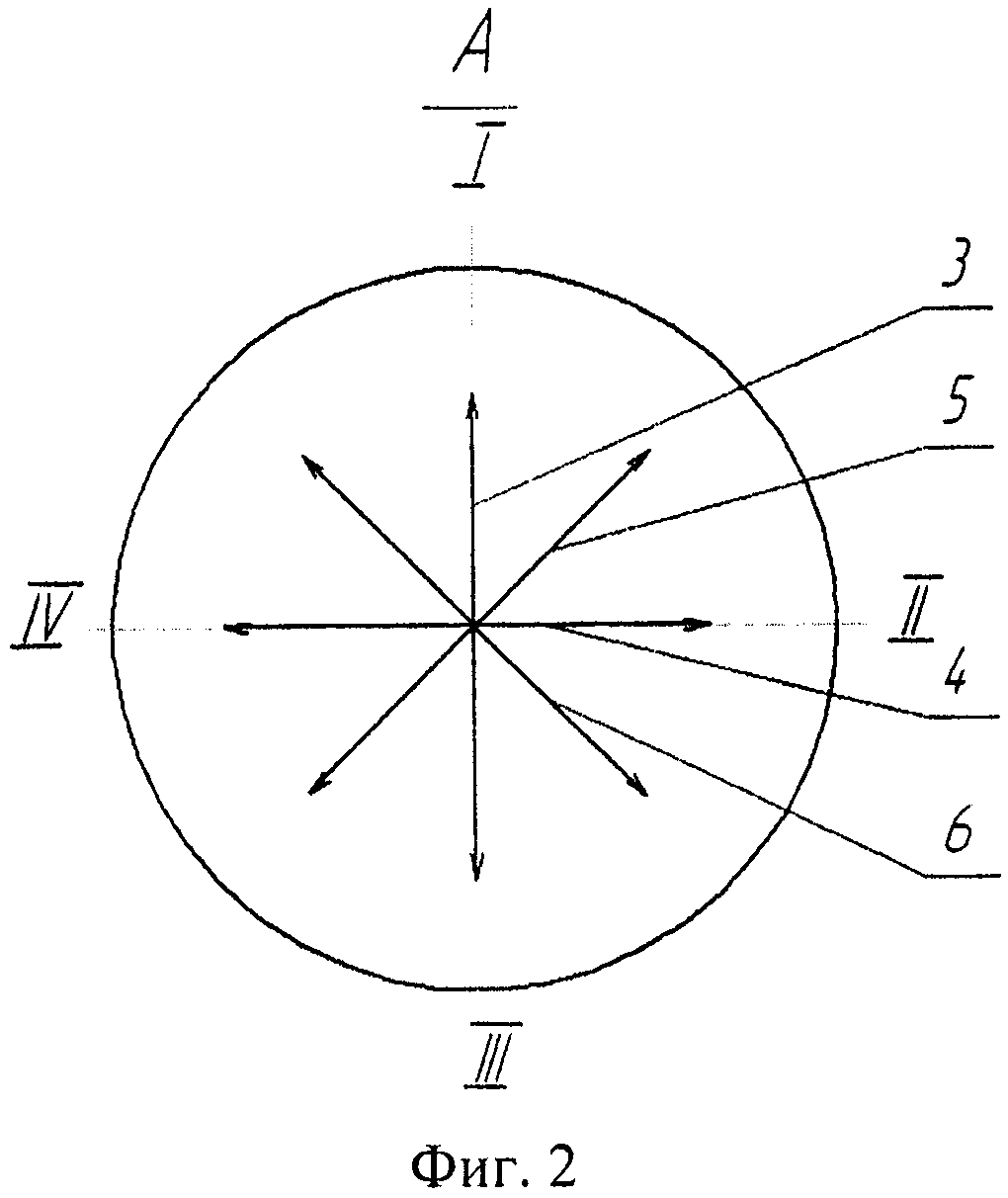
Раздвижное сопло ракетного двигателя
Узел отсечки тяги ракетного двигателя твердого топлива
Газоперекачивающий агрегат блочно-контейнерного исполнения
Способ получения активированной поверхности полиэтилена
Компрессор с осевым входом
Способ изготовления деталей из композиционных материалов
Способ изготовления многослойной оболочки вращения с наружным кольцевым шпангоутом
Способ изготовления изделий из композиционных материалов
Способ изготовления изделий из композиционных материалов
Теплозащитный материал
Способ изготовления деталей из композиционных материалов
Способ изготовления многослойной оболочки вращения с наружным кольцевым шпангоутом
Способ изготовления изделий из композиционных материалов
Способ изготовления изделий из композиционных материалов
Способ изготовления армирующих тарелей гибкого опорного шарнира
Способ изготовления многослойной оболочки вращения с наружными кольцевыми утолщениями и выступами
Способ изготовления многослойной оболочки вращения с наружными кольцевыми утолщениями и выступами

