Результат интеллектуальной деятельности: Способ изготовления изделий из композиционных материалов
Вид РИД
Изобретение
Изобретение относится к технологии изготовления изделий из композиционных материалов, а именно, деталей в виде оболочек вращения для силовых конструкций.
Известен способ изготовления изделий из композиционных материалов, включающий установку пропитанного связующим каркаса исходного материала на жесткую оправку и отверждение в гидроклаве с эластичной диафрагмой (см. И.М. Буланов, В.В.Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э.Баумана, 1998 г. - стр. 128, 146-148).
Наличие эластичной диафрагмы позволяет обеспечить необходимую герметичность и равномерную передачу давления и температуры каркасу исходного материала в процессе отверждения.
Но применение этого способа связано с необходимостью использования дополнительного оборудования для пропитки связующим каркаса исходного материала, что повышает трудоемкость и стоимость способа.
Известен также способ изготовления изделий из композиционных материалов, включающий нанесение исходного материала на жесткую оправку, установку оправки с полученным пакетом материала в заполненную связующим эластичную диафрагму, размещенную в гидроклаве, и пропитку пакета материала связующим под давлением рабочей жидкости, передаваемым поверхности пакета через эластичную диафрагму (патент РФ №2201343).
При применении этого способа исключается необходимость дополнительного оборудования для пропитки, так как пропитка пакета исходного материала связующим осуществляется в гидроклаве, предназначенном для отверждения.
Однако в известном способе не обеспечивается требуемое качество пропитки исходного материала связующим, так как режим воздействия давления рабочей жидкости через эластичную диафрагму на пакет исходного материала недостаточно регламентирован.
Кроме того известен способ изготовления изделий из композиционных материалов, включающий установку каркаса исходного материала на жесткую оправку, размещение оправки с каркасом материала в заполненной связующим эластичной диафрагме, расположенной в гидроклаве, и пропитку каркаса материала связующим под воздействием давления рабочей жидкости, передаваемым поверхности каркаса материала через эластичную диафрагму (патент РФ №2435665), являющийся ближайшим аналогом предлагаемого изобретения
В этом способе регламентирование режима воздействия давления рабочей жидкости через эластичную диафрагму на пакет исходного материала позволяет повысить качество пропитки исходного материала связующим.
Однако практическое применение известного способа для изготовления оболочек вращения показало, что в ряде случаев качество пропитки исходного материала связующим может не соответствовать повышенным требованиям, предъявляемым к силовым конструкциям.
В частности не удается получить достаточно качественную пропитку слоев каркаса, прилегающих в процессе пропитки к поверхности оправки.
Обеспечение качественной пропитки этих слоев каркаса особенно важно, так как к внутренней поверхности каркаса, которая в силовых конструкциях является рабочей поверхностью, предъявляются повышенные требования по степени пропитки связующим, плотности и структуре материала, по отсутствию неровностей и углублений, участков с низкой плотностью связующего и его выкрашивания.
Установлено, что в известном способе совокупность и последовательность операций не оптимальны, с точки зрения получения особо качественной пропитки каркаса исходного материала, и не позволяют получить высокое качество изготовления изделий из композиционных материалов.
Выяснено, что качество пропитки исходного материала связующим в гидроклаве должна определяться не только операциями, связанными с воздействием давления рабочей жидкости через эластичную диафрагму на каркас исходного материала, но и непосредственным воздействием на связующее при заполнении им каркаса.
Недостаточно высокое качество изготовления недопустимо для особо ответственных деталей из композиционных материалов, применяемых в силовых конструкциях, работающих в теплонапряженных условиях.
Технической проблемой данного изобретения является улучшение качества изготовления изделий из композиционных материалов.
Технический результат заключается в повышении качества пропитки связующим слоев исходного материала, прилегающих к внутренней поверхности каркаса материала.
Технический результат достигается тем, что в способе изготовления изделий из композиционных материалов, включающем установку каркаса исходного материала на жесткую оправку, размещение оправки с каркасом материала в заполненной связующим эластичной диафрагме, расположенной в гидроклаве, и пропитку каркаса материала связующим под воздействием давления рабочей жидкости, передаваемым поверхности каркаса материала через эластичную диафрагму, применяют оправку, наружная поверхность которой через отверстия, выполненные в стенке оправки, сообщена с размещенными внутри оправки штуцерами, снабженными запорным вентилем, при этом заполняют гидроклав рабочей жидкостью с требуемой скоростью, открывают запорный вентиль, обеспечивая выход связующего из каркаса материала, создают давление рабочей жидкости не более 5 кгс/см2 и выдерживают каркас материала под воздействием этого давления в течение 10 минут, закрывают запорный вентиль, прекращая выход связующего из каркаса материала, сбрасывают давление и откачивают рабочую жидкость из гидроклава со скоростью в два раза большей, чем при заполнении, открывают запорный вентиль, обеспечивая выход связующего из каркаса материала, заполняют гидроклав рабочей жидкостью с той же скоростью, что и при откачивании, создают давление рабочей жидкости не более 5 кгс/см2, закрывают запорный вентиль, прекращая выход связующего из каркаса материала, сбрасывают давление и выдерживают каркас материала под воздействием гидростатического давления жидкости в течение 12 часов, после чего откачивают рабочую жидкость с той же скоростью, что при первой откачке и втором заполнении, открывают запорный вентиль, обеспечивая выход связующего из каркаса материала, и выдерживают каркас материала без воздействия давления в течение 10 минут и извлекают оправку с пропитанным каркасом материала из гидроклава.
После извлечения оправки с пропитанным каркасом материала из гидроклава определяют степень пропитки каркаса материала связующим, при этом снова устанавливают оправку с каркасом материала в гидроклав либо для повторной пропитки при неравномерной или недостаточной пропитке, либо для удаления из каркаса материала избыточного количества связующего при выдержке в течение двух часов.
Применение оправки, наружная поверхность которой через отверстия, выполненные в стенке оправки, сообщена с размещенными внутри оправки штуцерами, снабженными запорным вентилем (патент РФ №2445207) позволяет осуществить операции, обеспечивающие регулирование процесса воздействия на связующее при заполнении им пропитываемого каркаса исходного материала.
Введение строго регламентируемых операций, обеспечивающих периодическое прохождение связующего через прилегающие к внутренней поверхности каркаса слои материала позволяет повысить качество пропитки связующим этих слоев и каркаса исходного материала в целом.
В результате многочисленных опытов, при проведении которых использовались известные операции, вводились новые операции, а так же варьировались параметры (скорость заполнения гидроклава жидкостью, давление жидкости, время выдержки после проведения операций и т.д.) разработана совокупность расположенных в строго определенной последовательности операций с оптимальными значениями параметров, позволяющая получить требуемое качество изготовления изделий из композиционных материалов в гидроклаве.
При этом экспериментально - расчетным путем определен оптимальный, с точки зрения получения наилучшей структуры композиционного материала, режим воздействия рабочей жидкости на каркас исходного материала в процессе пропитки, в сочетании с операциями, регулирующими процесс воздействия на связующее при прохождении его через пропитываемый каркас, обеспечивающий наиболее равномерное и однородное распределение связующего в материале каркаса.
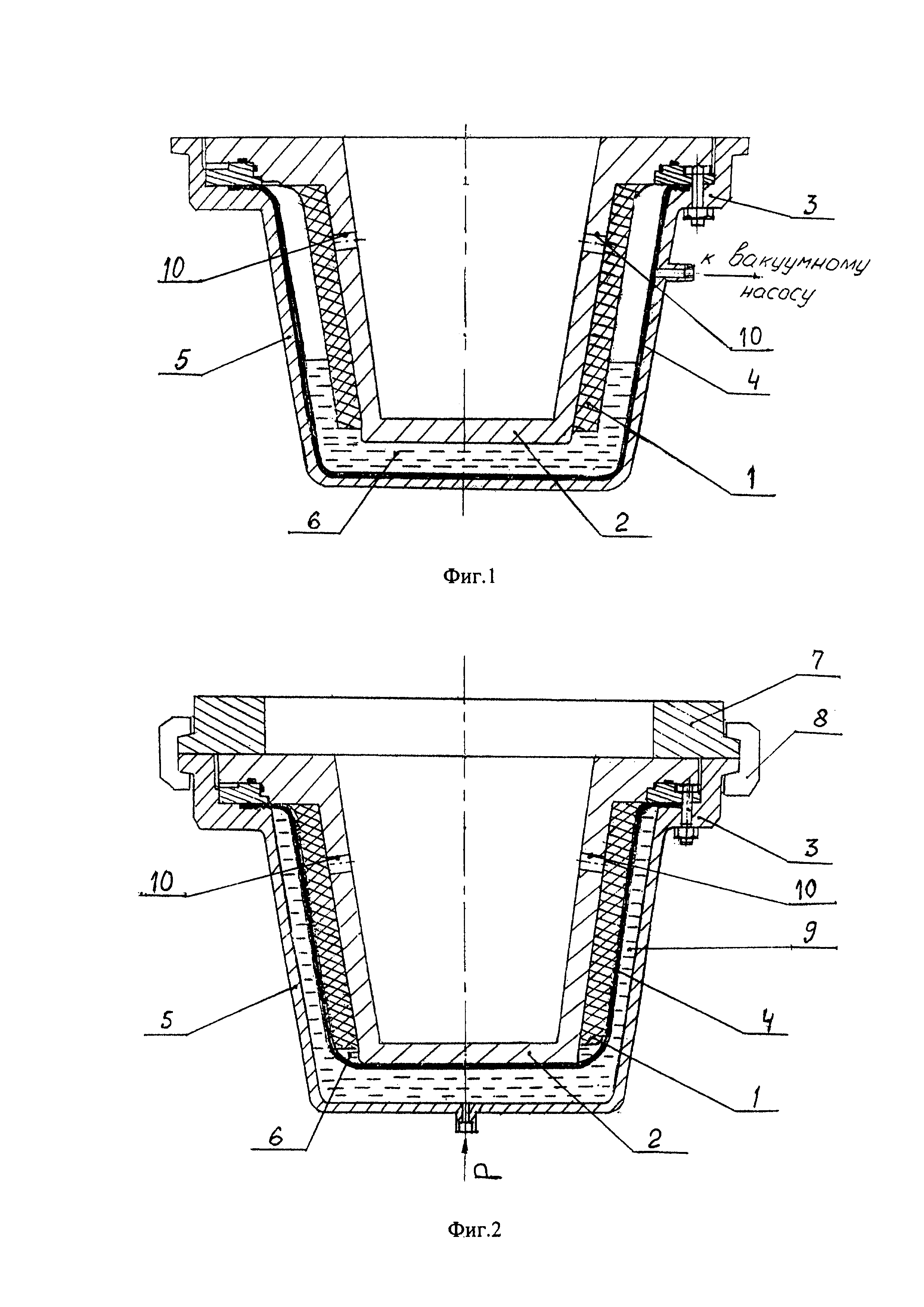
Сущность способа поясняется рисунками.
На фиг. 1 показан корпус гидроклава с заполненной связующим эластичной диафрагмой и размещенной в ней оправкой с каркасом исходного материала.
На фиг. 2 показан гидроклав, заполненный рабочей жидкостью, и размещенная в эластичной диафрагме оправка с каркасом пропитываемого связующим материала.
Изготовление изделий предлагаемым способом осуществляется следующим образом.
Изготавливают каркас 1 из исходного материала, например, из угольной ткани, типа УРАЛ-ТМ-4-22, методом прошивки слоев материала нитью.
Устанавливают каркас 1 исходного материала на жесткую формообразующую оправку 2.
Наружная поверхность оправки 2 через отверстия, выполненные в стенке оправки 2, сообщена с размещенными внутри оправки 2 штуцерами.
Штуцеры снабженными запорным вентилем и соединены с емкостью, установленной внутри оправки 2 (на фиг. не показано).
В гидроклав 3 вкладывают эластичную диафрагму 4 и при помощи вакуумного насоса создают вакуум в полости между корпусом 5 гидроклава 3 и эластичной диафрагмой 4, эластичная диафрагма 4 растягивается и прилегает к внутренней поверхности корпуса 5 гидроклава 3, после чего заливают связующее 6 на основе смолы СФ-010 в полость эластичной диафрагмы 4.
Устанавливают оправку 2 с каркасом 1 исходного материала основанием вверх в гидроклав 3, при этом связующее 6 смачивает наружную поверхность каркаса 1 исходного материала.
Герметизируют заполненную связующим 6 полость между оправкой 2 с каркасом 1 исходного материала и внутренней поверхностью эластичной диафрагмы 4, после чего герметизируют гидроклав 3, герметично устанавливая крышку 7 и скрепляя ее бандажом 8 с фланцем корпуса 5 гидроклава 3.
Затем снимают вакуум между корпусом 5 гидроклава 3 и эластичной диафрагмой 4, выключая вакуумный насос.
Закачивают при помощи насоса в корпус 5 гидроклава 3 через штуцер, расположенный в его нижней части, рабочую жидкость 9 (глицерин) в течение 40-60 минут (со скоростью 100-125 литров рабочей жидкости в минуту), постепенно воздействуя, начиная снизу, на каркас 1 гидростатическим давлением жидкости.
Открывают запорный вентиль, обеспечивая выход связующего 6 из каркаса 1 через отверстия 10, выполненные в стенке оправки 2, в штуцеры и затем в емкость, размещенные внутри оправки 2.
После заполнения корпуса гидроклава 3 рабочей жидкостью 9 создают давление 5 кгс/см2, не более.
Выдерживают пакет исходного материала под этим давлением в течение 10 минут
Закрывают запорный вентиль, прекращая выход связующего 6 из каркаса 1.
Сбрасывают давление и откачивают рабочую жидкость из гидроклава 3 в течение 20-30 минут (со скоростью 200-250 литров рабочей жидкости в минуту, то есть в два раза большей, чем при заполнении), постепенно снимая воздействие гидростатического давления жидкости на каркас 1, начиная с верхней его части, по мере убывания жидкости из гидроклава.
Открывают запорный вентиль, обеспечивая выход связующего 6 из каркаса 1.
Заполняют гидроклав 3 рабочей жидкостью в течение 20-30 минут (с той же скоростью, что и при откачивании), создают давление рабочей жидкости не более 5 кгс/см2
Закрывают запорный вентиль, прекращая выход связующего 6 из каркаса 1.
Сбрасывают давление и выдерживают каркас 1 материала под воздействием гидростатического давления жидкости в течение 12 часов.
Затем откачивают рабочую жидкость в течение 20-30 минут (с той же скоростью, что при первой откачке и втором заполнении).
Открывают запорный вентиль, обеспечивая выход связующего 6 из каркаса 1.
Выдерживают каркас 1 без воздействия давления в течение 10 минут и извлекают оправку 2 с пропитанным каркасом 1 материала из гидроклава 3.
Определяют степень пропитки каркаса 1 связующим 6 и устанавливают оправку 2 с каркасом 1 материала в гидроклав 3 либо для повторной пропитки при неравномерной или недостаточной пропитке, либо для удаления из каркаса 1 избыточного количества связующего 6 при выдержке в течение двух часов.
Затем, производят сушку пропитанного связующим 6 каркаса 1 материала вне гидроклава 3 и отверждение просушенного каркаса 1 в гидроклаве 3, в котором производилась пропитка.
Результаты препарации опытных образцов, изготовленных предлагаемым способом, показали наличие, практически, однородной структуры материала готовой детали.
Применение изобретения подтвердило высокое качество изготовления деталей из композиционных материалов для силовых конструкций при обеспечении требуемой технологичности.
Способ ремонта поверхности деталей из углепластика
Способ изготовления ванны для гальванических производств
Баллон из композиционного материала
Баллон из композиционного материала
Опора компрессорного оборудования
Воздухоочистительное устройство
Способ измерения коэффициента затухания ультразвука
Способ изготовления оболочек с внутренними радиальными полостями
Установка для гашения ракетного двигателя твердого топлива при испытаниях
Заглушка сопла ракетного двигателя
Способ изготовления фильтров
Способ изготовления статора одновинтового насоса
Способ изготовления статора одновинтового насоса
Пресс-форма для изготовления статора одновинтового насоса
Способ сборки формующего блока пресс-формы для изготовления подвижного соединения
Статор одновинтового насоса
Пресс-форма для изготовления армированных резинотехнических изделий
Способ получения образцов при изготовлении подвижного соединения
Способ изготовления фильтров
Способ изготовления фильтра

