Результат интеллектуальной деятельности: ЛЮНЕТ
Вид РИД
Изобретение
Изобретение относится к станкостроению, конкретно к приспособлениям для металлорежущих токарных станков.
Известны приспособления к токарным станкам для обработки длинных нежестких валов - люнеты, содержащие основание и расположенные на нем регулируемые роликовые или жесткие опоры под обрабатываемую деталь [1, 2]. Они увеличивают жесткость обрабатываемого вала, но имеют недостатки: сложность, большие габариты, раздельную от резцедержателя установку опор.
Наиболее близким по технической сущности решением является подвижной люнет, закрепленный на продольных салазках суппорта [3]. Он состоит из основания и регулируемых стоек с опорой в виде призмы, расположенной напротив резца. Недостатками прототипа являются специфичность конструкции, предназначенной для конкретного суппорта, и малый диапазон диаметров обрабатываемых деталей.
Техническим результатом предлагаемого люнета являются простота, универсальность, виброустойчивость и повышение точности обработки, в особенности деталей с прерывистой поверхностью.
Указанный результат достигается тем, что в люнете, состоящем из основания, кронштейна и регулируемых опор, между основанием и кронштейном расположена гибкая тяга, например, лента. Один конец ленты закреплен на основании, другой - на установленном в кронштейне барабане. На рабочем участке ленты размещены опоры. По другому варианту рабочий участок имеет непрерывную антифрикционную поверхность. В этом случае лента обеспечивает опору прерывистой поверхности вращающейся заготовки. Регулировочное устройство натяжения ленты выполнено в виде храпового механизма, соединенного с барабаном, и радиального винта в кронштейне. Основание и кронштейн имеют присоединительные размеры к установочным пазам резцедержателя станка, а опоры выполнены в виде антифрикционных накладок с закругленными торцами или сплошного антифрикционного покрытия.
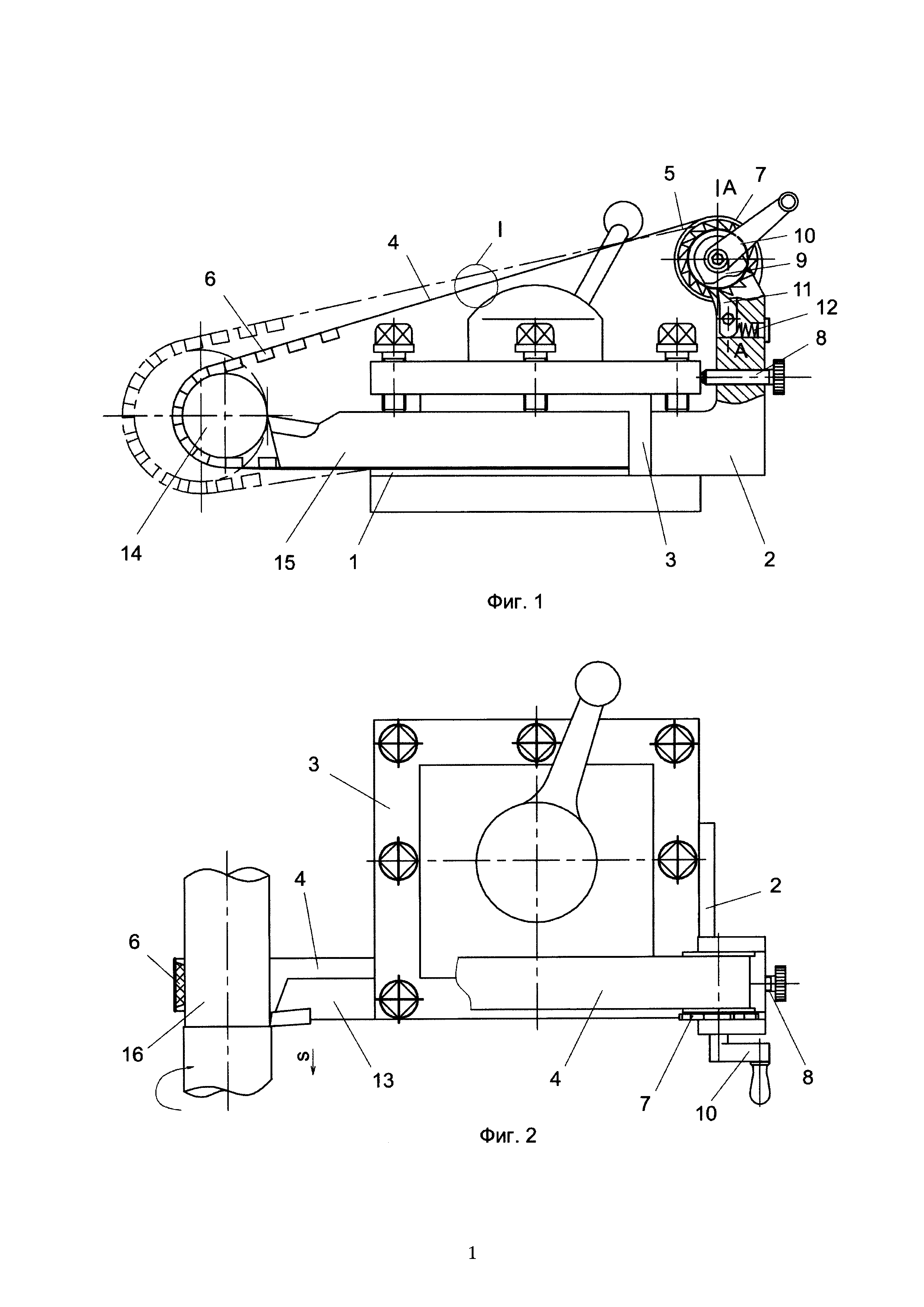
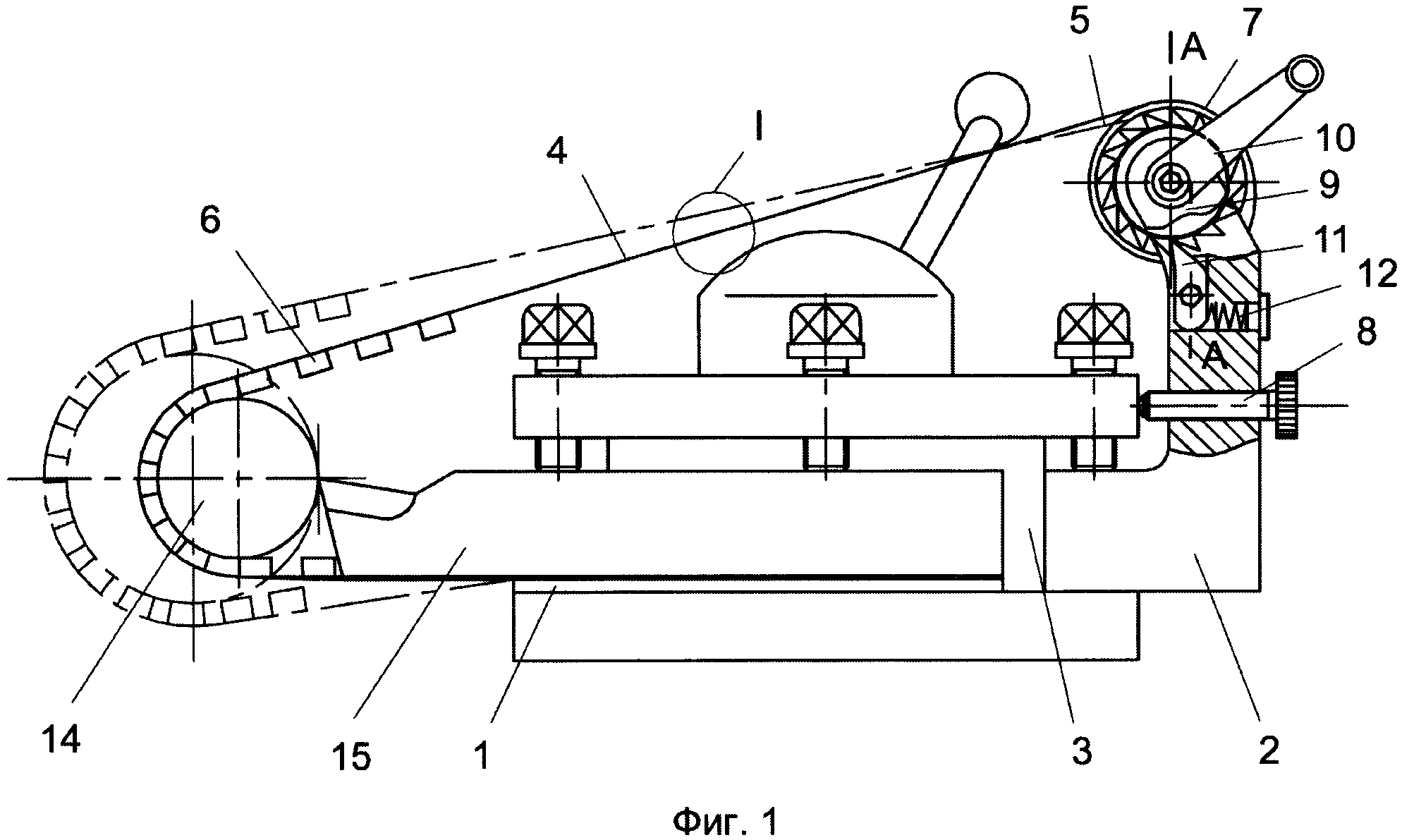
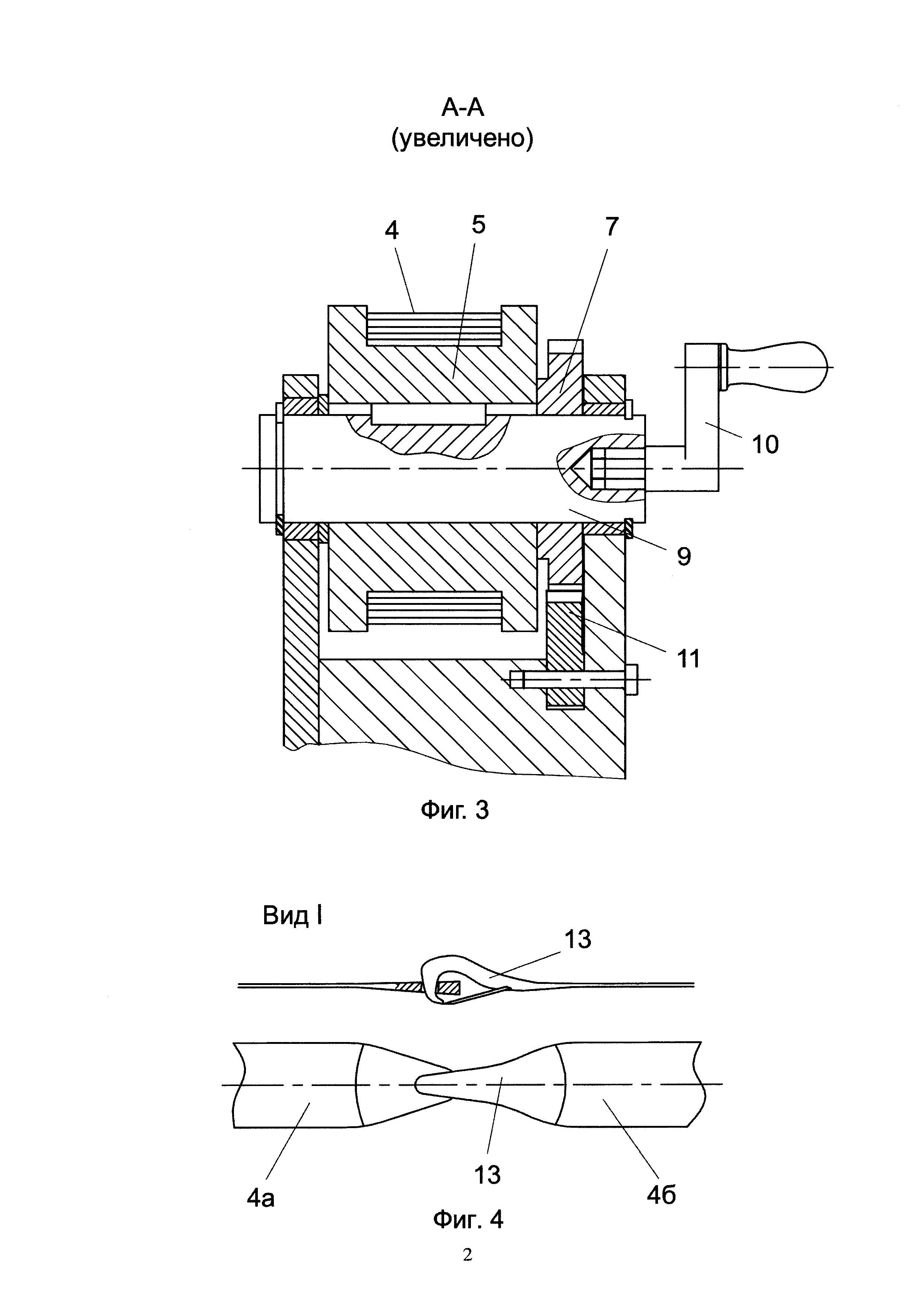
На фиг. 1 изображен люнет, главный вид; на фиг. 2 - вид сверху на фиг. 1; на фиг. 3 - разрез А-А на фиг. 1, увеличено; на фиг. 4 - вид I на фиг. 1, фрагмент соединения участков ленты, продольный разрез и вид сверху.
Люнет токарного станка состоит из основания 1 и кронштейна 2, установленных в пазах резцедержателя 3 на суппорте (фиг. 1, 2). Между ними расположена гибкая тяга, например, лента 4, один конец которой закреплен на основании 1, другой - на установленном в кронштейне барабане 5. Основание представляет собой пластину, с которой заподлицо соединена лента известным способом, например, лазерной сваркой. Лента изнутри снабжена опорами 6 для обрабатываемой детали в виде антифрикционных накладок с закругленными торцами. Возможен вариант исполнения опорного рабочего участка ленты в виде непрерывной антифрикционной поверхности, образованной износостойким покрытием. Регулировочное устройство натяжения ленты выполнено в виде храпового механизма, зубчатое колесо 7 которого соединено с барабаном, и радиального винта 8 в кронштейне 2. Винт 8 упирается в резцедержатель 3. Барабан совместно с храповым колесом 7 установлен на оси 9 (фиг. 3). Ось 9 расположена в опорах скольжения в проушинах кронштейна и имеет гнездо под ключ или для съемной рукоятки 10. Храповое колесо взаимодействует с отклоняемым стопором 11, поджатым к неподвижной стенке кронштейна пружиной 12. Для удобства наладки люнета гибкая тяга может состоять из двух разъемных вне рабочего участка частей 4а и 4б, соединенных замком, например, карабином 13 (фиг. 4). Не исключено выполнение нерабочего участка тяги в виде шнура или троса. Это упрощает ее укладку на барабане.
Основание и кронштейн при необходимости могут крепиться к направляющим станины станка при помощи струбцин.
Наладка и работа люнета осуществляется следующим образом.
В центрах и патроне станка закрепляют вал-заготовку 14 (фиг. 1, 2). Кронштейн 2 с ленточным барабаном устанавливают в резцедержатель 3 и предварительно крепят винтами. Конец ленты с основанием 1 заводят вокруг заготовки в поперечный паз резцедержателя. На оснавание-пластину устанавливают резец 15 и прижимают его винтами. Резцом предварительно протачивают участок вала на ширину, необходимую для размещения ленты. После этого кронштейн прочно зажимают винтами резцедержателя, и резцом, настроенным на диаметр проточенной шейки, обтачивают вал 14 на заданную длину.
Для перехода на больший диаметр обработки ленту распускают обратным вращением барабана при отжатом стопоре 10, и резцедержатель отодвигают на заданную величину. Переход на меньший диаметр осуществляется подводом резцедержателя к детали, протачиванием шейки и натяжением ленты вышеописанным способом.
Лента с непрерывной опорной поверхностью и износостойким покрытием особенно эффективна для повышения жесткости деталей с пазами, канавками типа шлицевых валов, тонкостенных стаканов и втулок с окнами, торцевыми прорезами. При обтачивании нежестких деталей, закрепленных в одном патроне, наладка проще и заключается в натягивании ленты до контакта с обработанной поверхностью.
Люнет среднего токарного станка типа 16К20 имеет ленту шириной 20 мм и толщиной 0,1 мм из сталей марок 30X13, 40X13; прочность на разрыв σв=800-1500 МПа.
Рассматриваемый люнет обеспечивает замыкание технологической системы "инструмент - обрабатываемая деталь". Он повышает точность обработки и обеспечивает постоянную жесткость по всей длине обтачиваемой ступени по сравнению с известными люнетами, устанавливаемыми на станину станка. Кроме того, люнет расширяет технологические возможности, обеспечивая контакт с прерывистыми и тонкостенными деталями. Дополнительные преимуществами являются простота конструкции и наладки.
Источники информации
1. Авторское свидетельство СССР №1692801, МПК B23Q 1/24. Люнет. 1989.
2. Патент РФ №2179916, МПК B23Q 1/76. Люнет. 2002.
3. Блюмберг В.А., Зазерский Е.И. Справочник токаря. Л.: Машиностроение, 1981. - 406 с. С.101, табл. IV.10. Прототип.
Способ обработки осесимметричных оптических поверхностей и инструмент для его реализации
Режущая многогранная пластина
Ледоскалывающее устройство
Способ вихретокового контроля
Алмазный детектор ионизирующих излучений
Противоугонное устройство для автомобилей с инжекторным двигателем
Гибкий поезд
Многофункциональный токарный инструмент
Насадок к пожарному стволу
Железнодорожная цистерна
Режущая многогранная пластина
Ледоскалывающее устройство
Способ вихретокового контроля
Алмазный детектор ионизирующих излучений
Противоугонное устройство для автомобилей с инжекторным двигателем
Гибкий поезд
Многофункциональный токарный инструмент
Насадок к пожарному стволу
Железнодорожная цистерна
Захватное устройство

