Результат интеллектуальной деятельности: СПОСОБ ПРОКАТКИ ТРУБ С ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству и направлено на совершенствование технологии упрочнения труб нефтяного сортамента из микролегированных сталей с карбидо- и нитридообразующими элементами непосредственно в процессе горячей деформации.
Известен способ термомеханической обработки труб нефтяного сортамента из углеродистых и микролегированных Nb, V, Mo, Cr сталей, включающий предварительную деформацию, выдержку на воздухе, нагрев, окончательную деформацию и регулируемое охлаждение, при этом нагрев совмещают с окончательной деформацией за счет тепла, выделяющегося при окончательной деформации (патент РФ №2387718, М. кл. C21D 8/00, опубл. 27.04.2010). Недостатком способа является необходимость строгой выдержки параметров степени и скорости деформации, а также температурного режима. На практике это является труднодостижимым, так как при изменении темпов проката во время настройки, запусков оборудования, различных задержек в процессе деформации значительно изменяются и скорость деформации, и температура.
Известен способ прокатки труб с термомеханической обработкой, заключающийся в нагреве, прошивке заготовки, охлаждении водой с наружной поверхности давлением не менее 15 ати, деформации в непрерывном стане со степенью деформации не менее 50% и охлаждением во время деформации до температуры 800-900°C с наружной поверхности валками и потоками охлаждающей воды и с внутренней поверхности предварительно охлажденной до 150-250°C оправкой, индукционном нагреве и окончательной деформации в редукционном стане (патент РФ №2291903, М. кл. C21D 8/10, опубл. 20.01.2007). Недостатком способа является его ограниченная применимость только для трубопрокатных агрегатов с непрерывным станом, а также применение ускоренного регулируемого водного охлаждения, которое приводит к дополнительному искривлению изделий. В способе не учитывается температура нагрева под окончательную деформацию, которая является основополагающей для формирования структуры металла труб, изготавливаемых в состоянии после горячей деформации (без проведения последующей термической обработки). Способ не ограничивает максимальную степень деформации в непрерывном стане, при больших степенях которой в микрообъемах, максимально насыщенных дислокациями, происходит резкий рост аномально крупных зерен. В итоге в мелкозернистой структуре присутствуют отдельные крупные зерна, что в значительной степени ухудшает потребительские свойства изготавливаемых труб.
Технической задачей, на решение которой направлено предлагаемое изобретение, является исключение разнозернистости структуры металла, увеличение вязкости и пластичности стали, повышение прочностных свойств стали, снижение брака по геометрическим размерам труб, что обеспечивает повышение эффективности термомеханической обработки, расширение области ее применения, а также улучшение потребительских свойств труб.
Указанный результат достигается тем, что трубную заготовку нагревают до температуры 1150-1300°C, затем осуществляют ее прошивку и последующее деформирование с суммарной радиальной степенью деформации не менее 70%, при этом радиальная степень деформации на каждом этапе деформирования (в зависимости от применяемого оборудования - радиальная деформация на каждом стане) после прошивки не должна превышать 35%. Перед последним этапом деформирования черновая труба с температурой 700-880°C подвергается ускоренному индукционному нагреву до температуры 850-1000°C, после чего не позднее чем через 5 с осуществляются окончательная деформация в калибровочном или редукционном стане и охлаждение на воздухе.
Нижняя граница температурного диапазона нагрева металла под прошивку обеспечивает наилучшую пластичность металла, а верхняя обеспечивает отсутствие перегрева металла. Температуры подобраны экспериментально для среднеуглеродистых микролегированных Nb, V, Mo, Cr сталей.
Суммарная радиальная степень деформации не менее 70% обеспечивает получение мелкозернистой структуры, также она обеспечивает выделение карбидов, нитридов и карбонитридов Nb, V, Mo, Cr в мелкодисперсной форме.
Радиальная деформация (или деформация по толщине) стенки рассчитывается по формуле:
εs=(S0-S1)/S0*100,
где S1 - толщина стенки после деформации, мм;
S0 - толщина стенки до деформации, мм.
Радиальная степень деформации на каждом этапе деформирования после прошивки не более 35% позволяет избежать значительного скопления дислокации в отдельных микрообъемах и, следовательно, роста аномально крупных зерен. Получаемая структура мелкодисперсная по всему сечению изготавливаемых труб.
Охлаждение трубы в процессе деформации до температуры 700-880°C обеспечивает выделение максимального количества карбидов, нитридов и карбонитридов Nb, V, Mo, Cr. Снижение указанной температуры (менее 700°C) нецелесообразно ввиду затруднения процесса деформации и образования дефектов при прокате труб. Повышение этой температуры (свыше 880°C) приводит к неполному выделению (уменьшению количества выделений) карбидов, нитридов и карбонитридов, что снижает эффект упрочнения.
Проведение ускоренного индукционного нагрева позволяет избежать значительных структурных изменений при нагреве, а окончательная деформация непосредственно после ускоренного нагрева позволит обеспечить еще большее измельчение структурных составляющих с сохранением дисперсности карбидных, нитридных и карбонитридных выделений.
Время не более 5 с, через которое производится окончательная деформация после ускоренного охлаждения, предотвращает рост зерна и растворение мелкодисперсных частиц.
Отсутствие применения (в сравнении с прототипом) ускоренного регулируемого водного охлаждения исключает дополнительное искривление труб.
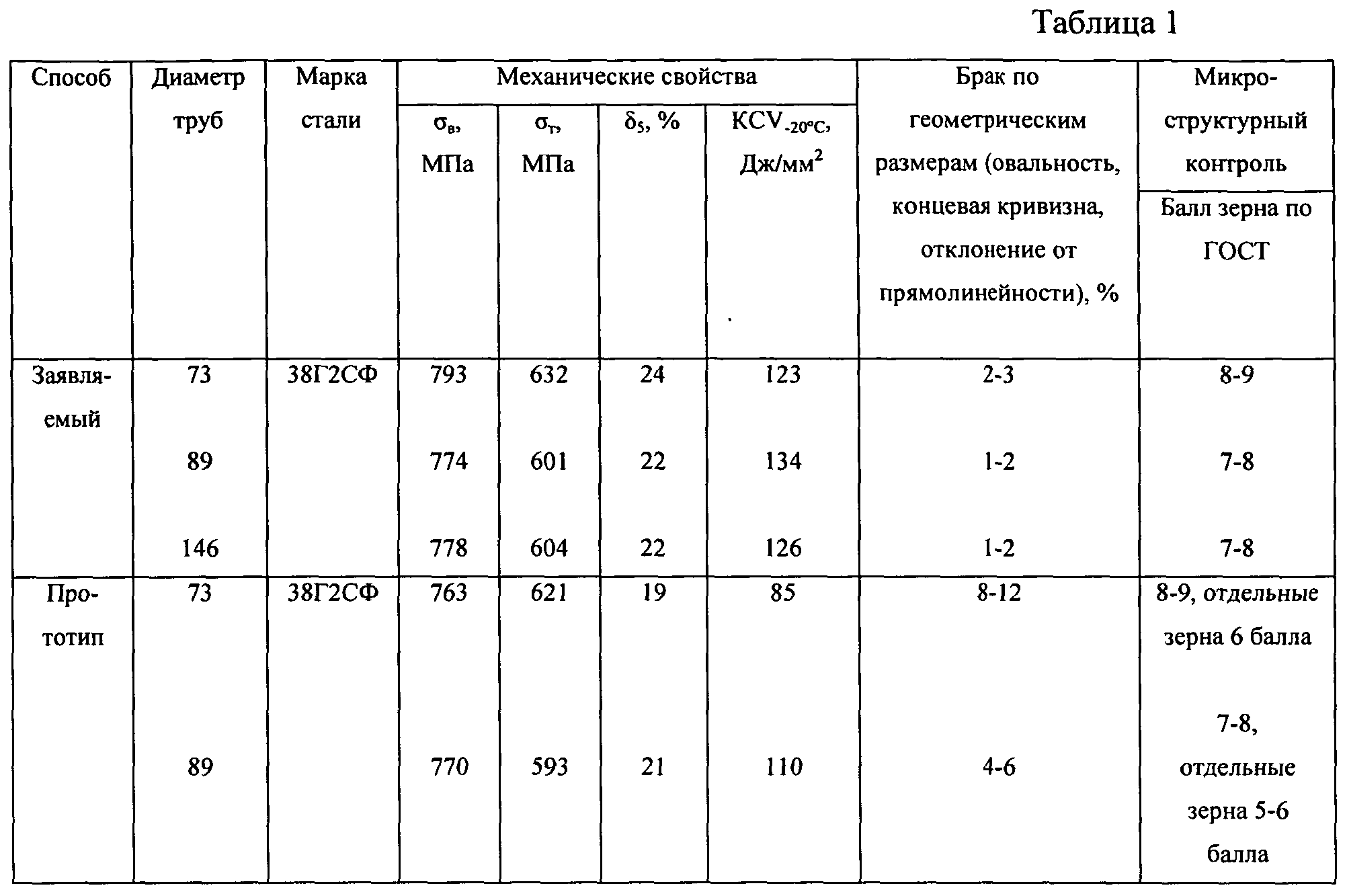
Предлагаемое и известное решения опробованы в промышленных условиях. Трубные заготовки диаметром 156 мм выплавлены в 150-тонной дуговой сталеплавильной печи из стали 38Г2СФ с содержанием углерода 0,38%, марганца 1,30%, ванадия 0,09%. Из трубной заготовки в условиях ОАО «Синарский трубный завод» изготовлены горячедеформированные трубы размерами 73×5,5 мм, 89×6,5 мм (с окончательной деформацией в редукционном стане); 146×7,0 мм (с окончательной деформацией в калибровочном стане).
Результаты исследования свойств труб приведены в таблице 1.
Предлагаемый способ обработки позволяет получать трубы из микролегированных Nb, V, Mo, Cr сталей с благоприятным комплексом вязкопластических свойств, а также способствует получению мелкозернистой равномерной структуры для труб всего сортамента и снижает брак по геометрическим размерам.
Способ индукционной термической обработки сварного соединения
Труба бесшовная нефтяного сортамента высокопрочная в сероводородостойком исполнении
Способ термической обработки труб нефтяного сортамента из коррозионно-стойкой стали
Способ обработки ниппельной части резьбового соединения насосно-компрессорной трубы
Пуансон для раздачи конца трубы нефтяного сортамента
Устройство для зацентровки заготовок перед прошивкой
Способ изготовления труб нефтяного сортамента (варианты)
Способ удаления внутреннего кольцевого грата, образовавшегося при сварке трением бурильной трубы с замком
Смазка для герметизации резьбовых соединений
Инструмент для удаления внутреннего грата и способ его термической обработки
Способ настройки косовалковой правильной машины при правке труб с температурой 500-700°c
Устройство для охлаждения труб
Способ охлаждения труб
Способ прокатки труб с термомеханической обработкой
Соединение труб с технологическим замком
Технологический инструмент трехвалкового стана поперечно-винтовой прокатки

