Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИОБИЯ С НАПРАВЛЕННОЙ КОМПОЗИЦИОННОЙ СТРУКТУРОЙ
Вид РИД
Изобретение
Изобретение относится к литейному производству, а именно к получению отливок из сплавов на основе ниобия методом направленной кристаллизации. Изобретение может быть использовано при изготовлении жаропрочных деталей газотурбинных двигателей: рабочих и сопловых лопаток, элементов жаровых труб, а также деталей других машин, работающих при температурах до 1500°С.
Прогресс в области повышения мощности, экономичности, экологичности современных газовых турбин, используемых в качестве авиационных двигателей, энергетических установок и газоперекачивающих агрегатов, во многом зависит от повышения температуры рабочего газа на входе в турбину. Для этого необходимо повысить предельные рабочие температуры, при которых возможна эффективная эксплуатация деталей горячего тракта, до 1500°С. Поскольку такие температуры лежат за пределами работоспособности современных сложнолегированных жаропрочных сплавов на основе никеля, существует целесообразность переходить на новые материалы с более жаропрочной матрицей. Наиболее перспективными в этом отношении являются естественные композиты на основе направленных эвтектик в виде ниобиевой матрицы, упрочненной силицидами ниобия. К преимуществам этих материалов относится меньшая на 20% плотность по сравнению с традиционно применяемыми жаропрочными сплавами, отсутствие дорогостоящих дефицитных легирующих элементов и более высокие температуры плавления. Лопатки из подобного естественно-композиционного материала могут длительно работать при температурах примерно на 200°С больших, нежели при которых могут работать аналогичные детали из использующихся в настоящее время никелевых жаропрочных сплавов.
Известен способ получения композиционных материалов на основе интерметаллида ниобия, заключающийся в дуговом переплаве в защитной атмосфере аргона в водоохлаждаемом медном тигле с использованием нерасходуемого вольфрамового электрода. Полученный слиток переплавляют несколько раз (R. Tanaka, A. Kasama, M. Fujikura, I. Iwanaga, N. Tanaka, and Y. Matsumura «Research and Development of Niobium-Based Superalloys for Hot Components of Gas turbine» Proceedings of the International Gas Turbine Congress, Tokyo, 2003).
Недостаток этого способа заключается в том, что в процессе кристаллизации формируется неоднородная структура, а детали из полученного материала получают механической обработкой полученного слитка, что чрезвычайно дорого и трудоемко.
Известен способ получения композиционного материала на основе ниобиевой матрицы и силицидов ниобия является направленная кристаллизация по методу Бриджмена, при котором процесс затвердевания осуществляется в индукционном сегментированном водоохлаждаемом медном тигле, при этом можно получать слитки диаметром до 50 мм (B.P. Bewlay, M.R. Jackson, M.F.X. Gigliotti «Chapter 26. Niobium Silicide High Temperature In Situ Composites» Intermetallic Compounds - Principles and Practice, Volume 3, Progress, Flasher and J.H. Westbrook, esd.: John Wiley, Chapter 26, p. 541-548, 2001).
Данный способ литья технологически сложен, оборудование для его реализации - дорогостоящее, а детали можно получать только при помощи механической обработки, что дорогостояще и технологически сложно.
Наиболее близким аналогом предложенного является способ получения композиционного материала на основе эвтектического состава в виде ниобиевой матрицы и силицидов ниобия, включающий нагрев в однозонной печи с индукционным нагревом, внутри которой помещается заготовка сплава в тигле из окиси ZrO2. После полного расплавления образца ниобиевого композита тигель перемещали вниз и выводили из индуктора со скоростью 3-9 мм/мин, таким образом осуществляя процесс направленной кристаллизации (М.И. Карпов, В.И. Внуков, В.П. Коржов, Т.С. Строганова, И.С. Желтякова, Д.В.Прохоров, И.Б. Гнесин, В.М. Кийко, Ю.Р.Колобов, Е.В. Голосов, А.Н. Некрасов «Структура и механические свойства жаропрочного сплава системы Nb-Si эвтектического состава, полученного методами направленной кристаллизации». Деформация и разрушение материалов, №12, с. 2-8, 2012).
Недостатком способа-прототипа является то, что получение заготовок образцов реализуется в однозонной печи с индукционным нагревом тигля из ZrO2 с шихтовой заготовкой, при этом отвод тепла в процессе кристаллизации происходит за счет излучения с поверхности тигля при перемещении его вниз. Однозонная печь с индукционным нагревом не обеспечивает однородного подогрева шихтовой заготовки. Охлаждение осуществляется тепловым излучением поверхности тигля, что не эффективно и обуславливает малый температурный градиент на фронте роста, непостоянные условия кристаллизации, а полученные отливки имеют значительную разницу в структуре по длине слитка. Вследствие этого исследования проводят на образцах малого размера (2×3×25 мм), что повышает стоимость материала, снижает выход годного, не дает возможности получать заготовки образцов необходимого размера, а также опытные детали газотурбинного двигателя.
Техническим результатом предложенного изобретения является получение деталей из сплава на основе ниобия с однородной направленной композиционной структурой и с высоким выходом годного.
Для достижения технического результата предложен способ получения детали из сплава на основе ниобия, включающий размещение шихтовой заготовки в керамической форме в зоне нагрева печи подогрева форм и повышение температуры в зоне нагрева до получения расплава, при этом керамическую форму размещают в нижней области зоны нагрева двухзонной печи подогрева форм, повышение температуры в зоне нагрева осуществляют до температуры на 160-250°С выше температуры солидус указанного сплава в атмосфере инертного газа, выдерживают полученный расплав в атмосфере инертного газа и перемещают керамическую форму в зону охлаждения со скоростью 1-30 мм/мин.
Предпочтительно, чтобы температура в зоне охлаждения составляла 250-350°С.
Полученный расплав лучше выдержать в атмосфере инертного газа в течение 10-30 минут.
Также его лучше выдержать в атмосфере инертного газа с давлением 0,05-0,5 атм.
После перемещения в зону охлаждения керамическую форму можно переместить обратно в зону нагрева и повторно выдержать в ней с последующим охлаждением.
Повторную выдержку керамической формы лучше осуществлять при температуре 1000-1300°С не менее 10 минут.
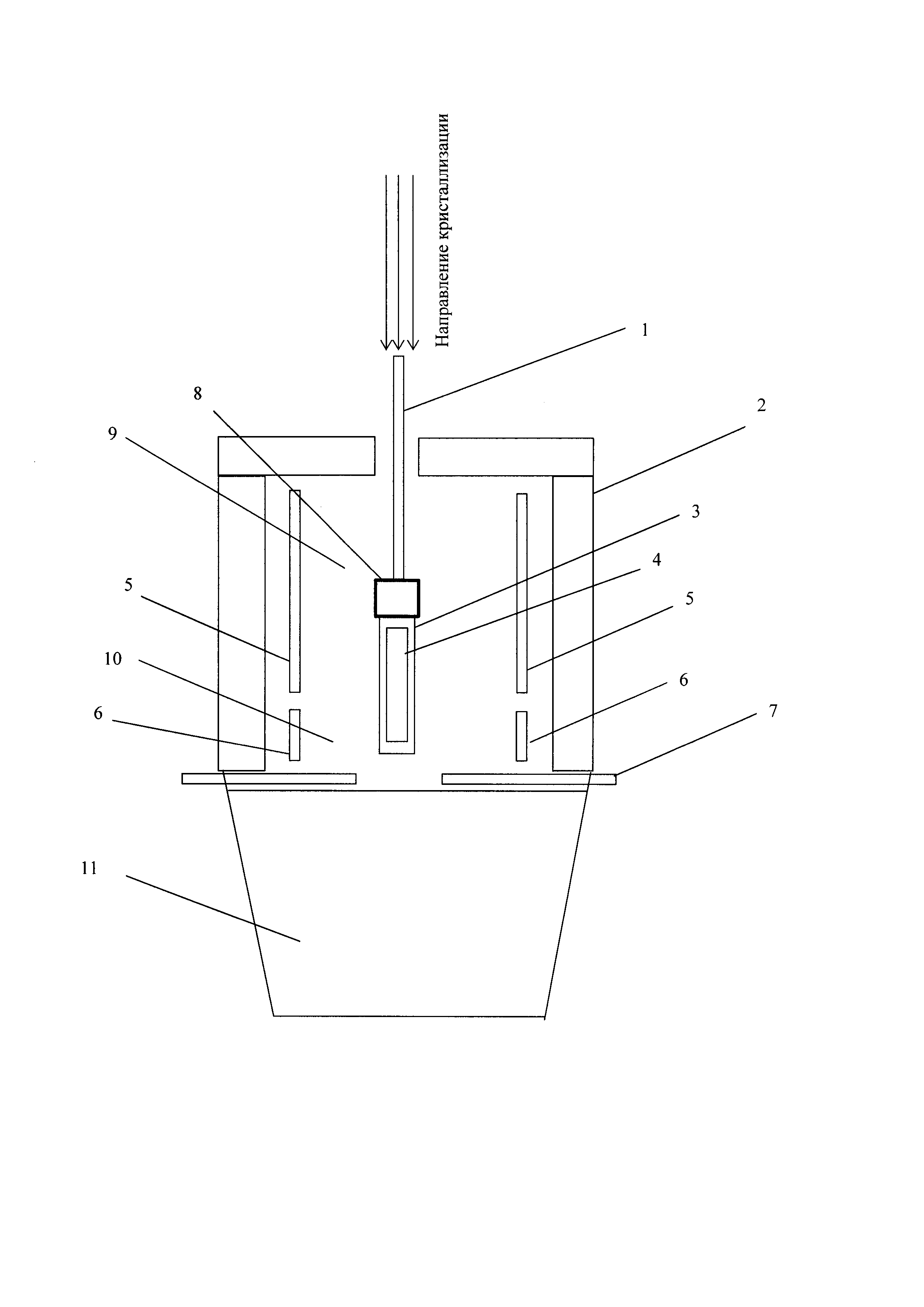
Предложенный способ может быть осуществлен с помощью двухзонной печи подогрева форм, изображенной на чертеже.
На чертеже отмечены следующие элементы:
1 - шток,
2 - корпус печи подогрева форм,
3 - керамическая форма,
4 - шихтовая заготовка,
5 - верхний нагреватель,
6 - нижний нагреватель,
7 - тепловые экраны,
8 - подвеска,
9 - верхняя область зоны нагрева,
10 - нижняя область зоны нагрева,
11 - зона охлаждения (ванна с жидкометаллическим охладителем).
Предложенный способ осуществляется следующим образом.
После размещения в керамической форме 3 шихтовой заготовки 4 форму при помощи подвески 8 закрепляют на штоке 1 и опускают в печь подогрева форм, а именно в нижнюю область зоны нагрева 10 двухзонной печи подогрева форм. Указанная область в зависимости от размеров нагревателей расположена либо на уровне нижнего нагревателя, либо на уровне нижнего и нижней части верхнего нагревателей. Далее при помощи верхнего 5 и нижнего 6 нагревателей (например, цилиндрической формы), расположенных в зоне нагрева, осуществляют повышение температуры в зоне нагрева в атмосфере инертного газа до температуры на 160-250°С выше температуры солидус расплавляемого сплава и выдерживают полученный расплав в атмосфере инертного газа. После выдержки расплава керамическую форму вертикально перемещают вдоль нагревателей 5 и 6 и опускают в зону охлаждения 11, которая может представлять собой ванну с жидкометаллическим охладителем, со скоростью 1-30 мм/мин.
Размещение керамической формы в нижней области зоны нагрева двухзонной печи подогрева форм обеспечивает равномерный подогрев шихтовой заготовки. В случае использования однозонной печи (с одним нагревателем) температура в области средней части нагревателя будет выше температуры в области верхней и нижней части нагревателя. В двухзонной печи наличие нижнего нагревателя компенсирует более низкую температуру в нижней области зоны нагрева, и таким образом падение температуры наблюдается только в верхней области зоны нагрева, что не препятствует процессу направленной кристаллизации. Следовательно, размещение керамической формы с шихтовой заготовкой в нижней области зоны нагрева двухзонной печи приводит к более равномерному ее подогреву. Процесс направленной кристаллизации слитка в керамической форме, размещенной ниже уровня нагревателя, увеличивает зону слитка с некомпозиционной структурой, а выше уровня нагревателя - усложняет процесс и увеличивает время кристаллизации.
Повышение температуры в зоне нагрева до температуры на 160-250°С выше температуры солидус сплава, из которого изготавливается деталь, одновременно обеспечивает необходимые условия для последующей кристаллизации сплава на основе ниобия и вместе с тем исключает разрушение керамической формы.
Выдержка полученного расплава в атмосфере инертного газа исключает физико-химическое взаимодействие расплава ниобиевого композита с керамической формой. При этом выдержка менее 10 минут может быть недостаточна для расплавления шихтовой ниобиевой заготовки, а выдержка более 30 минут технологически нецелесообразна, поскольку увеличивается вероятность разрушения керамических материалов.
При этом давление инертного газа 0,05-0,5 атм является предпочтительным, поскольку при меньших давлениях может начаться процесс физико-химического взаимодействия материала керамической формы с расплавом ниобиевого композита, а большее давление технологически нецелесообразно.
Последующее перемещение керамической формы в зону охлаждения со скоростью 1-30 мм/мин обеспечивает получение отливки с однородной, ориентированной вдоль оси образцов структурой естественного композита.
При меньшей температуре в зоне охлаждения, нежели 250°С, существует вероятность разрушения керамической формы, при этом наивысшее качество направленной структуры отливки наблюдается при температурах ниже 350°С. Следовательно, рекомендуемая температура в зоне охлаждения находится в диапазоне от 250 до 350°С.
После охлаждения керамическую форму можно переместить обратно в зону нагрева и повторно выдержать в ней с последующим охлаждением. Это нужно для снятия термических напряжений в полученной отливке и конструкции подвески, удерживающей керамическую форму.
Температуры ниже 1000°С и времени выдержки менее 10 минут недостаточно для снятия термических напряжений, а выдержка при температуре выше 1300°С технологически нецелесообразна из-за возможности возникновения неконтролируемых структурных изменений в отливке.
Примеры осуществления
Пример 1.
Для получения отливок из сплава на основе ниобия с направленной композиционной структурой использовали сплав следующего химического состава, мас. %: 57,5Nb-5,96Si-15,5Ti-19Hf-1,4Cr-0,7Al. Заготовку образца в форме из тугоплавкой керамики, закрепленной в подвеске на штоке, поместили в двухзонную печь подогрева форм, имеющую тепловые экраны, отделяющие зону нагрева от зоны охлаждения, на уровне нижнего нагревателя. В качестве нагревателей использовали графитовые нагреватели цилиндрической формы. Далее осуществляли нагрев до температуры на 160°С выше температуры солидус сплава и выдерживали полученный расплав в атмосфере аргона при давлении 0,05 атм в течение 30 минут. После этого начали перемещать подвеску из зоны нагрева в зону охлаждения с температурой 350°С со скоростью 1 мм/мин. По окончании кристаллизации тигель снова переместили в нагреватель и выдержали при температуре 1300°С в течение 10 минут. Далее охладили отливку до комнатной температуры вместе с печью. Полученная заготовка образца имела однородную регулярную структуру естественного композита, состоящего из чередующихся слоев ниобиевой матрицы и силицида ниобия с выходом годного по структуре на ~ 90% по высоте образца, притом как выход годного при изготовлении изделий по способу-прототипу составляет максимум 50% по высоте образца.
Пример 2.
Для получения отливок из сплава на основе ниобия с направленной композиционной структурой использовали сплав химического состава (вес. %): 57,5Nb-5,96Si-15,5Ti-19Hf-1,4Cr-0,7Al. Керамическую форму из тугоплавкой керамики с шихтовой заготовкой, закрепленную в подвеске на штоке, поместили в двухзонную печь подогрева форм, имеющую тепловые экраны, отделяющие зону нагрева от зоны охлаждения, на уровне нижнего нагревателя. В качестве нагревателей использовали графитовые нагреватели цилиндрической формы. Далее осуществляли нагрев до температуры на 250°С выше температуры солидус сплава. Выдерживали полученный расплав в течение 10 минут в атмосфере аргона при давлении 0,5 атм. После этого перемещали подвеску из зоны нагрева в зону охлаждения с температурой 250°С со скоростью 30 мм/мин. По окончании кристаллизации форму переместили в нагреватель, выдержали при температуре 1000°С в течение 10 минут и охладили до комнатной температуры вместе с печью. Полученная отливка детали ГТД имела однородную регулярную структуру естественного композита, состоящего из чередующихся слоев ниобиевой матрицы и силицида ниобия по всей высоте детали.
Пример 3.
Для получения отливок из сплава на основе ниобия с направленной композиционной структурой использовали сплав химического состава (вес. %): 57,5Nb-5,96Si-15,5Ti-19Hf-1,4Cr-0,7Al. Заготовку образца в форме из тугоплавкой керамики, закрепленной в подвеске на штоке, помещали в двухзонную печь подогрева форм, имеющую тепловые экраны, отделяющие зону нагрева от зоны охлаждения, и устанавливали в нижней части зоны нагрева. В качестве нагревателей использовали графитовые нагреватели цилиндрической формы. Далее осуществляли нагрев до температуры на 200°С выше температуры солидус сплава, выдерживали 20 минут в атмосфере аргона при давлении 0,3 атм. Далее перемещали подвеску из зоны нагрева в зону охлаждения с температурой 300°С со скоростью 10 мм/мин. После кристаллизации форму переместили в нагреватель, выдержали при температуре 1200°С в течение 15 мин и охладили до комнатной температуры вместе с печью. Полученная заготовка образца имела однородную регулярную структуру естественного композита, состоящего из чередующихся слоев ниобиевой матрицы и силицида ниобия с выходом годного по структуре на ~90% по высоте образца.
Таким образом, предложенный способ позволяет получать из сплава на основе ниобия образцы и детали с однородной регулярной структурой по высоте слитка, а также с высоким выходом годного.
Вибропоглощающий слоистый материал
Способ получения композиционного материала
Способ получения композиционного материала
Препрег герметичного органопластика и изделие, выполненное из него
Способ получения изделия из деформируемого жаропрочного никелевого сплава
Полимерная композиция
Фенолоформальдегидное связующее, препрег на его основе и изделие, выполненное из него
Состав для защитного покрытия
Препрег антифрикционного органопластика и изделие, выполненное из него
Способ получения жаропрочных никелевых сплавов
Жаропрочный деформируемый сплав на основе никеля и изделие, выполненное из этого сплава
Грунтовочная композиция для кремнийорганических герметиков
Препрег и изделие, выполненное из него
Способ получения изделия из жаропрочного никелевого сплава
Коррозионно-стойкая сталь и изделие, выполненное из нее
Способ получения литого трубного катода из сплавов на основе алюминия для ионно-плазменного нанесения покрытий
Способ получения литых трубных изделий из сплавов на основе никеля и/или кобальта
Способ получения алюминидного покрытия на поверхности изделия из жаропрочного сплава
Композиционный материал и изделие, выполненное из него
Способ изготовления штамповок дисков из слитков высокоградиентной кристаллизации из никелевых сплавов

