Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ
Вид РИД
Изобретение
Изобретение относится к способу изготовления камерного стального поршневого кольца, оснащенного износоустойчивым покрытием.
Документ DE 10221800 A1 раскрывает способ нанесения износоустойчивых покрытий на стальное поршневое кольцо за счет того, что рабочая поверхность в течение первого рабочего этапа оснащается по меньшей мере частично покрытием рабочей поверхности, и для достижения твердости HV0,1>1400 в ходе второго рабочего этапа по меньшей мере боковые поверхности посредством плазменного нитрирования оснащаются нитрационным покрытием таким образом, что рабочий этап плазменного нитрирования в зависимости от потребного для использования покрытия выполняется в диапазоне температур ниже 490°C.
Из документа DE 102005023627 A1 известно стальное поршневое кольцо с односторонней камерной рабочей поверхностью, верхними и нижними боковыми поверхностями, а также внутренней окружной поверхностью, причем рабочая поверхность покрыта содержащим микротрещины износоустойчивым покрытием на базе хромовой керамики, и по меньшей мере боковые поверхности оснащены снижающим износ нитрационным покрытием таким образом, что по меньшей мере одна из областей перехода боковых поверхностей в рабочую поверхность выполнена с одной приблизительно острой кромкой.
При выполнении камерного стального поршневого кольца с покрытием напылением конденсацией из паровой фазы (PVD) действует требование к наличию одной острой функциональной кромки. Поскольку существует необходимость в нитрировании поверхности, ранее это было невозможно. Нитрированная кромка предполагает радиус кромки макс. 0,1 мм.
Под серийно изготовленной острой кромкой специалист понимает закругление макс. R<0,05 мм.
Задачей изобретения является создание альтернативного способа для изготовления оснащенного износоустойчивым покрытием стального поршневого кольца, с помощью которого может быть реализована острая функциональная кромка в рабочей поверхности.
Задача решается с помощью способа для изготовления оснащенного износоустойчивым покрытием камерного стального поршневого кольца посредством создания имеющего на стороне рабочей поверхности камерную структуру базового тела, область перехода боковой поверхности базового тела в рабочую поверхность обрабатывается таким образом, что возникает фаска, рабочая поверхность, а так же по меньшей мере части фаски оснащаются износоустойчивым покрытием, не оснащенные износоустойчивым покрытием окружные области и области боковых поверхностей базового тела нитрируются таким образом, что в имеющей форму фаски области остается участок с определенной шириной, который не содержит нитрационного покрытия, и в завершение по меньшей мере износоустойчивое покрытие снимается на такую глубину, что в области перехода боковой поверхности в рабочую поверхность возникает в основном острая, однако, не подвергнутая нитрированию функциональная кромка.
Предпочтительные модификации соответствующего изобретению способа приведены в соответствующих способу зависимых пунктах формулы изобретения.
Соответствующий изобретению способ может предпочтительным образом использоваться для изготовления компрессионного поршневого кольца для двигателя внутреннего сгорания.
В соответствии с предпочтительным вариантом выполнения изобретения фаска вырабатывается механическим путем, в частности, посредством шлифования.
На рабочую поверхность с камерной структурой по мере надобности может быть нанесено хромовое покрытие.
Альтернативно также существует возможность нанесения на рабочую поверхность тонкого покрытия напылением конденсацией из паровой фазы (PVD) (physical vapor deposition) или алмазоподобного углеродного покрытия (PLC) (diamond like carbon).
В зависимости от случая использования также существует возможность нанесения на покрытие PVD или DLC хромового покрытия в качестве следующего износоустойчивого покрытия.
В зависимости от того или иного случая использования специалистом может выбираться пригодное (пригодные) износоустойчивое покрытие (покрытия).
В соответствии со следующим аспектом изобретения для оптимизации процесса изготовления перед нанесением износоустойчивого покрытия по меньшей мере два базовых тела объединяются в один пакет. В этом состоянии затем с помощью известного способа может наноситься одно или другое износоустойчивое покрытие.
В данном случае существует возможность объединения двух базовых тел с направленными друг к другу фасками, а также нескольких (более двух) тел с расположенными одна за другой фасками в один пакет.
В данном случае существует возможность объединения двух базовых тел с обращенными друг к другу кромками, а также большего количества (более двух) базовых тел в единый пакет.
За счет исполнения кромок в том или ином базовом теле при расположенных друг против друга кромках образуется приблизительно клиновидная выемка, которая при нанесении износоустойчивого покрытия обеспечивает возможность его по меньшей мере частичного осаждения также в той или иной области кромки.
При базовых телах, аксиально расположенных одно за другим, возможно объединение более чем двух тел в один пакет, за счет чего может дополнительно повышаться рентабельность.
Для обеспечения возможности выработки острой функциональной кромки, образованной из материала базового тела, в соответствии со следующей мыслью изобретения предлагается, что ширина свободного от нитрирования участка на соответствующей боковой поверхности составляет от 0,1 до 1,5 мм.
Заключительный рабочий этап предусматривает удаление по меньшей мере износоустойчивого покрытия с рабочей поверхности вне камерной структуры механическим путем, в частности, посредством шлифования. По мере надобности материал базового корпуса сошлифовывается вплоть до начала фаски на боковой поверхности, так что в готовом состоянии стального поршневого кольца нитрационное покрытие все еще остается удаленным с рабочей поверхности на величину приблизительно 0,05-0,7 мм.
За счет этого с помощью соответствующего изобретению способа на камерном стальном поршневом кольце в области перехода между той или иной боковой стороной и рабочей поверхностью может вырабатываться острая, однако, не подвергнутая нитрированию функциональная кромка.
Та или иная функциональная кромка формируется предпочтительным образом в области перехода нижней, то есть обращенной к корпусу блока цилиндров боковой поверхности и рабочей поверхности, и тем самым способствует тому, что съем остатков масла обеспечивается также вне по меньшей мере одного маслосъемного кольца.
Изобретение поясняется чертежами, на которых представлено следующее:
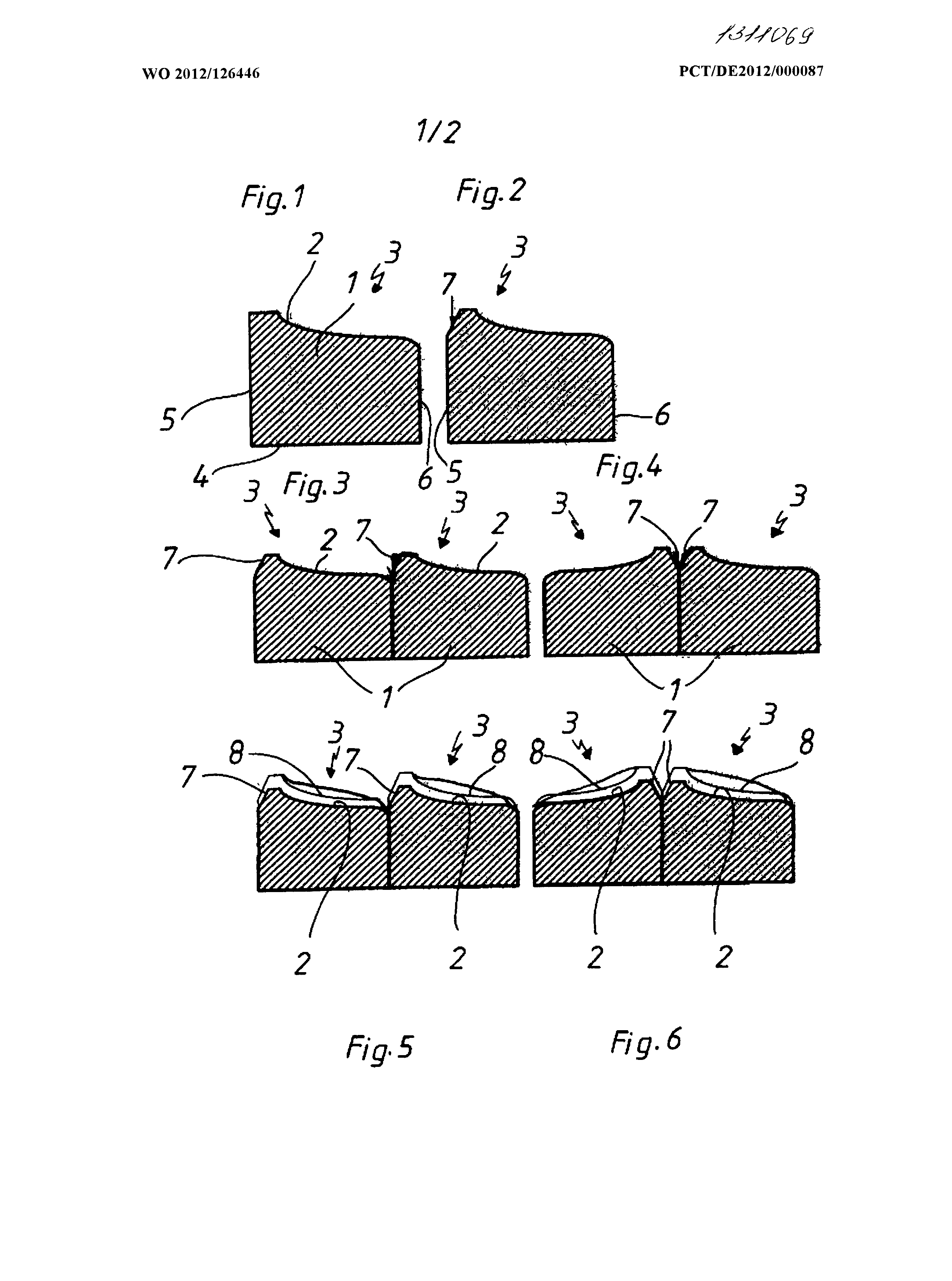
фиг.1 - камерное стальное поршневое кольцо перед нанесением покрытия;
фиг.2 - камерное поршневое кольцо в соответствии с фиг.1 с нанесенной фаской;
фиг.3 и 4 - альтернативный способ пакетирования базовых тел в соответствии с фиг.2;
фиг.5 и 6 - альтернативный способ нанесения покрытия на изображенные на фиг.3 и 4 пакетированные базовые тела;
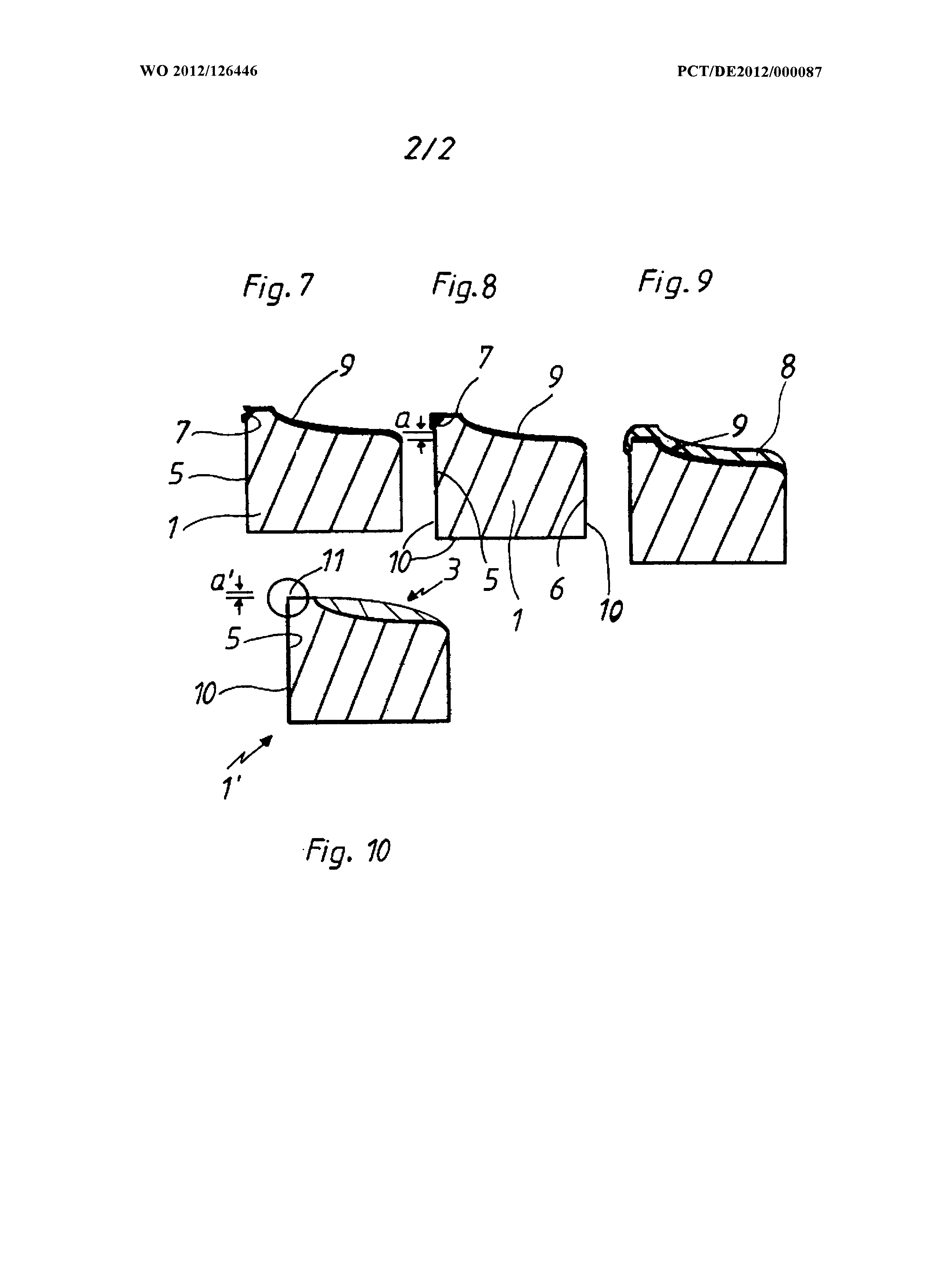
фиг.7 - блок-схема базового тела, оснащенного покрытием PVD;
фиг.8 - блок-схема оснащенного покрытием PVD и нитрированного базового тела;
фиг.9 - базовое тело по фиг.8 с нанесенным на покрытие PVD хромовым покрытием;
фиг.10 - готовое поршневое кольцо с острой, свободной от нитрирования функциональной кромкой.
Фиг.1 иллюстрирует выполненное из стали базовое тело 1 поршневого кольца, содержащее оснащенную камерой 2 рабочую поверхность 3, внутреннюю окружную поверхность 4, нижнюю, то есть обращенную во встроенном состоянии к не изображенному корпусу блока цилиндров боковую сторону 5, а также верхнюю, то есть обращенную во встроенном состоянии к не изображенной камере сгорания боковую сторону 6. Это базовое тело 1 образует исходную форму для последующего поршневого кольца, которое может использоваться в качестве компрессионного поршневого кольца.
На фиг.2 показано, что область перехода от боковой поверхности 5 в рабочую поверхность 3 была обработана таким образом, что, например, посредством шлифования образуется фаска 7.
Фиг.3 и 4 иллюстрируют различные способы пакетирования базового тела 1 в соответствии с фиг.2.
На фиг.3 несколько базовых тел 1 расположены аксиально одно за другим, причем фаски 7 также расположены аксиально одна за другой. За счет образования исходящей в направлении той или иной фаски 7 камеры 2 при нанесении покрытия на рабочую поверхность 3 не возникает проблем в отношении оснащения также и фаски 7, по меньшей мере частично, материалом покрытия.
Фиг.4 иллюстрирует, что два базовых тела 1 с обращенными друг к другу фасками 7 расположены попарно, в результате чего образуется своего рода клин. Также и здесь при нанесении покрытия на рабочую поверхность 3 материал покрытия может вводиться в область фаски 7.
Фиг.5 и 6 иллюстрируют покрытия рабочей поверхности 3, а именно применительно к фиг.3 и 4.
В этом примере в области той или иной рабочей поверхности 3 наносится износоустойчивое хромовое покрытие 8, которое наносится на камерный участок 2 и остальные участки рабочей поверхности 3. То или иное покрытие 8 наносится также по меньшей мере на большей части фаски 7.
Фиг.7 показывает отдельное базовое тело 1, которое было оснащено PVD-покрытием 9 с толщиной покрытия от 1 до 5 мкм. В аналогии с фиг.5 и 6 оснащенные фасками 7 участки 5 боковых поверхностей также по меньшей мере частично покрываются PVD-покрытием.
На фиг.8 показано, что оснащенное покрытием в соответствии с фиг.7 базовое тело было нитрировано вне PVD-покрытия 9. Нитрационное покрытие предусмотрено на всех следующих показанных на фиг.1 окружных областях 4 и в областях 5, 6 боковых поверхностей. В области боковой поверхности 5 нитрационное покрытие 10 простирается, однако, не полностью вплоть до фаски 7, так что существует свободный от нитрационного слоя отрезок а определенной ширины, например 1,5 мм.
На фиг.9 показано, что на PVD-покрытие 9 было нанесено уже описанное на фиг.5 и 6 хромовое покрытие 8. Действуют те же технологические процессы, что и уже поясненные для фиг.8.
Фиг.10 показывает готовое стальное поршневое кольцо 1′. Показанные на фиг.8 и 9 покрытия 8, 9 были сошлифованы настолько, что была образована острая функциональная кромка 11 в области перехода от боковой поверхности 5 к рабочей поверхности 3, причем нитрационное покрытие заканчивается на определенном расстоянии a′, например 0,5 мм, от функциональной кромки 11.
Способ изготовления поршневых колец
Способ изготовлелия поршневого кольца
Способ изготовления поршневого кольца
Способ изготовления поршневого кольца и компрессионное поршневое кольцо
Способ изготовления поршневого кольца и компрессионное поршневое кольцо
Поршневое кольцо
Маслосъемное кольцо
Поршневое кольцо, применение поршневого кольца и способ нанесения защитного покрытия для поршневого кольца
Способ и устройство для измерения непроницаемости просвета поршневых колец (варианты)
Поршневое кольцо
Способ изготовления поршневых колец
Способ изготовлелия поршневого кольца
Способ изготовления поршневого кольца
Способ изготовления поршневого кольца и компрессионное поршневое кольцо
Способ изготовления поршневого кольца и компрессионное поршневое кольцо
Поршневое кольцо
Маслосъемное кольцо
Поршневое кольцо, применение поршневого кольца и способ нанесения защитного покрытия для поршневого кольца
Способ и устройство для измерения непроницаемости просвета поршневых колец (варианты)
Поршневое кольцо

