Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПЕРФОРИРОВАНИЯ ПЛАСТИКОВОЙ ПЛЁНКИ
Вид РИД
Изобретение
Область техники
Изобретение относится к перфорационному устройству для пластиковой пленки, включающему в себя цилиндрический пробивной пуансон, с помощью которого пластиковая пленка перфорируется таким образом, что в ней формируется отверстие.
Уровень техники
Для перфорации пластиковой пленки и образования в ней отверстия обычно используется цилиндрический пробивной пуансон. Например, в опубликованном японском патенте №35318 от 1992 г. раскрыт цилиндрический пробивной пуансон, перемещаемый в направлении пластиковой пленки и матрицы и прижимающийся к пластиковой пленке, которая располагается между цилиндрическим пробивным пуансоном и матрицей. Пластиковая пленка перфорируется посредством цилиндрического пробивного пуансона и матрицы с образованием отверстия. В указанной публикации дополнительно раскрыто, что цилиндрический пробивной пуансон перемещается в направлении пластиковой пленки и приемного устройства и прижимается к пластиковой пленке, при этом пластиковая пленка располагается между пробивным пуансоном и приемным устройством. Пробивной пуансон вращается с помощью привода для перфорации пластиковой пленки.
Кроме того, существует проблема, заключающаяся в образовании отходов пластиковой пленки при выполнении перфорации. Отходы могут быть захвачены пробивным пуансоном. В связи с этим в устройстве, выполненном в соответствии с опубликованным патентом, пробивной пуансон содержит пружину с расположенным в ней стержнем, за счет которых отходы удаляются после перфорации пластиковой пленки.
С другой стороны, например, в машине для последовательного изготовления пластиковых сумок из пластиковой пленки может потребоваться создание определенного количества отверстий, сформированных в пластиковой пленке для вентиляции. В этом случае для того, чтобы создать отверстия, сформированные в пластиковой пленке при использовании устройства, выполненного в соответствии с опубликованным патентом, не только пробивные пуансоны, но также матрицы и приводы для вращения должны располагаться в положениях отверстий, что вызовет высокую стоимость.
Кроме того, отверстия для вентиляции в пластиковой сумке должны иметь небольшие диаметры, поэтому трудно расположить в пробивном пуансоне соответствующую пружину со стержнем. В результате пробивной пуансон может не содержать пружины и стержня, с помощью которых удаляются отходы, и отходы могут быть захвачены пробивным пуансоном.
Кроме того, в документе JP 3655627 раскрыта машина для последовательного изготовления пластиковых сумок, в которой пластиковые пленки подаются в своем продольном направлении в прерывистом режиме. Пластиковые пленки соединяются между собой с помощью термосварки и разрезаются в поперечном направлении устройством для термосварки и резаком, когда пластиковые пленки временно останавливаются по причине прерывистого режима производства пластиковых сумок. Тот же прием используется и для пробивных пуансонов. Пластиковая пленка перфорируется пробивным пуансоном, когда пластиковые пленки временно останавливаются при подаче в прерывистом режиме.
Задачей изобретения является разработка устройства для перфорирования пластиковой пленки, предотвращающего захват отходов пробивным пуансоном, не создавая при этом проблемы высокой стоимости такой установки.
Раскрытие изобретения
В соответствии с изобретением устройство содержит цилиндрический пробивной пуансон с пилообразным лезвием, включающим в себя расположенные поочередно выступы и впадины. Выступы имеют вершины, образованные по вертикали. Впадины имеют нижние части, образованные по вертикали. Устройство дополнительно содержит расположенную внутри пробивного пуансона выступающую часть, зафиксированную в этом пуансоне и выступающую по вертикали относительно нижних частей впадин в направлении вершин выступов. Устройство дополнительно имеет кольцевой зазор, образованный между пробивным пуансоном и выступающей частью. Устройство содержит также привод, обеспечивающий прижатие пробивного пуансона и выступающей части к пластиковой пленке, которая протыкается вершинами выступов и растягивается выступающей частью. Пробивной пуансон выполнен с возможностью проталкивания в пластиковую пленку вокруг выступающей части так, что пластиковая пленка вводится в кольцевой зазор и разрывается у нижних частей впадин пробивного пуансона с образованием отверстия и отходов. Отходы удаляются посредством выступающей части, воспринимающей реакцию сжатия отходов в первоначальное состояние после перфорации пленки.
Предпочтительно выступающая часть выполнена в виде жесткого тела, недеформируемого во время прижатия к пластиковой пленке.
Выступающая часть может быть расположена соосно с пробивным пуансоном.
Выступающая часть может иметь форму усеченного конуса, имеющего на своем конце круглую или кольцевую поверхность.
Выступающая часть может выступать по вертикали от вершин выступов.
Устройство дополнительно может содержать воздушный проход для выпуска воздуха, выполненный в выступающей части в направлении ее выступания.
Краткое описание чертежей
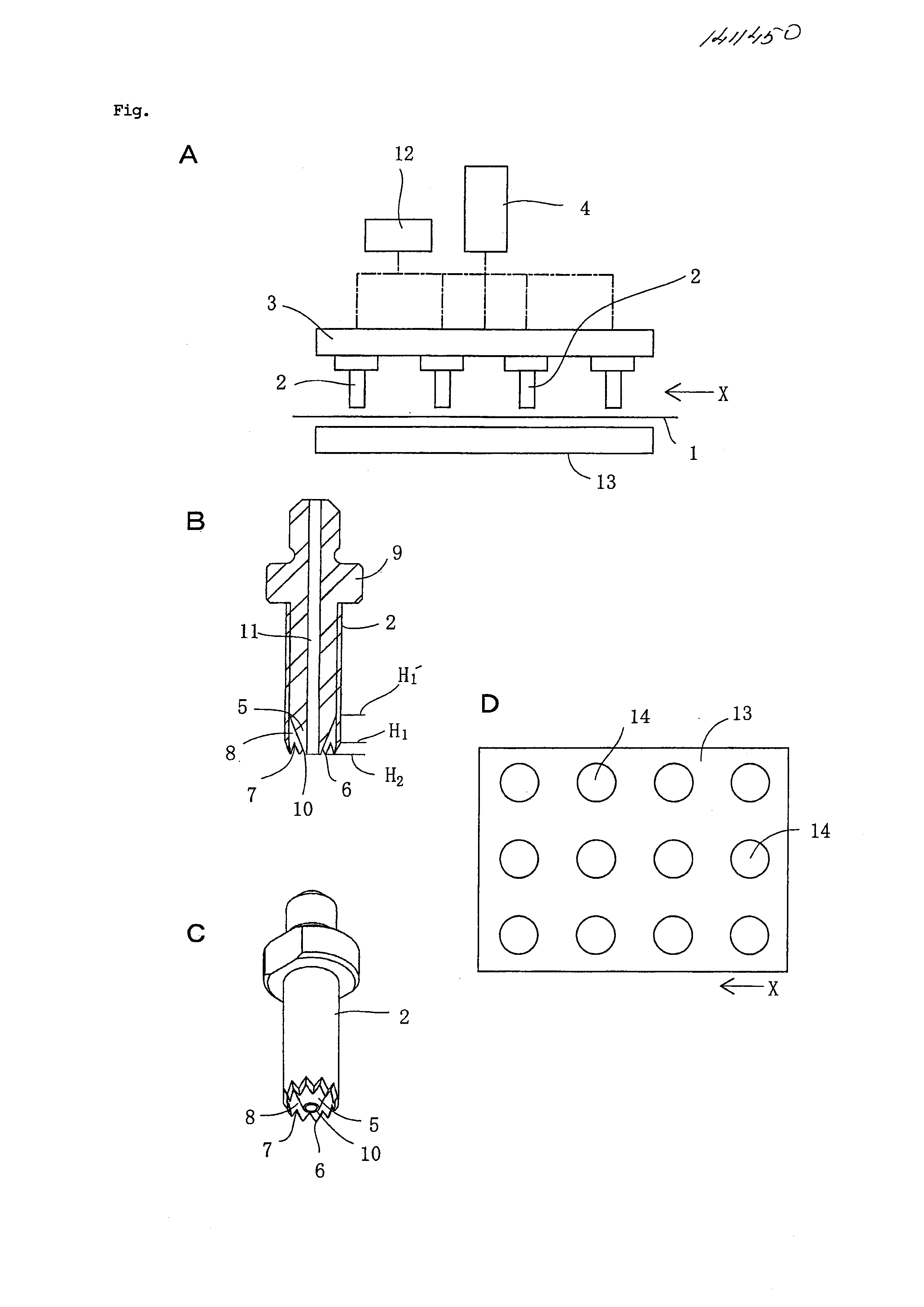
На фиг. 1 показано устройство для перфорирования пластиковой пленки в целом в соответствии с предпочтительным вариантом осуществления изобретения, в частности, на фиг. 1А показано устройство, вид с боку), на фиг. 1В - пробивной пуансон, вид в разрезе, на фиг. 1С - пробивной пуансон, вид в перспективе, на фиг. 1D - приемник, вид сверху;
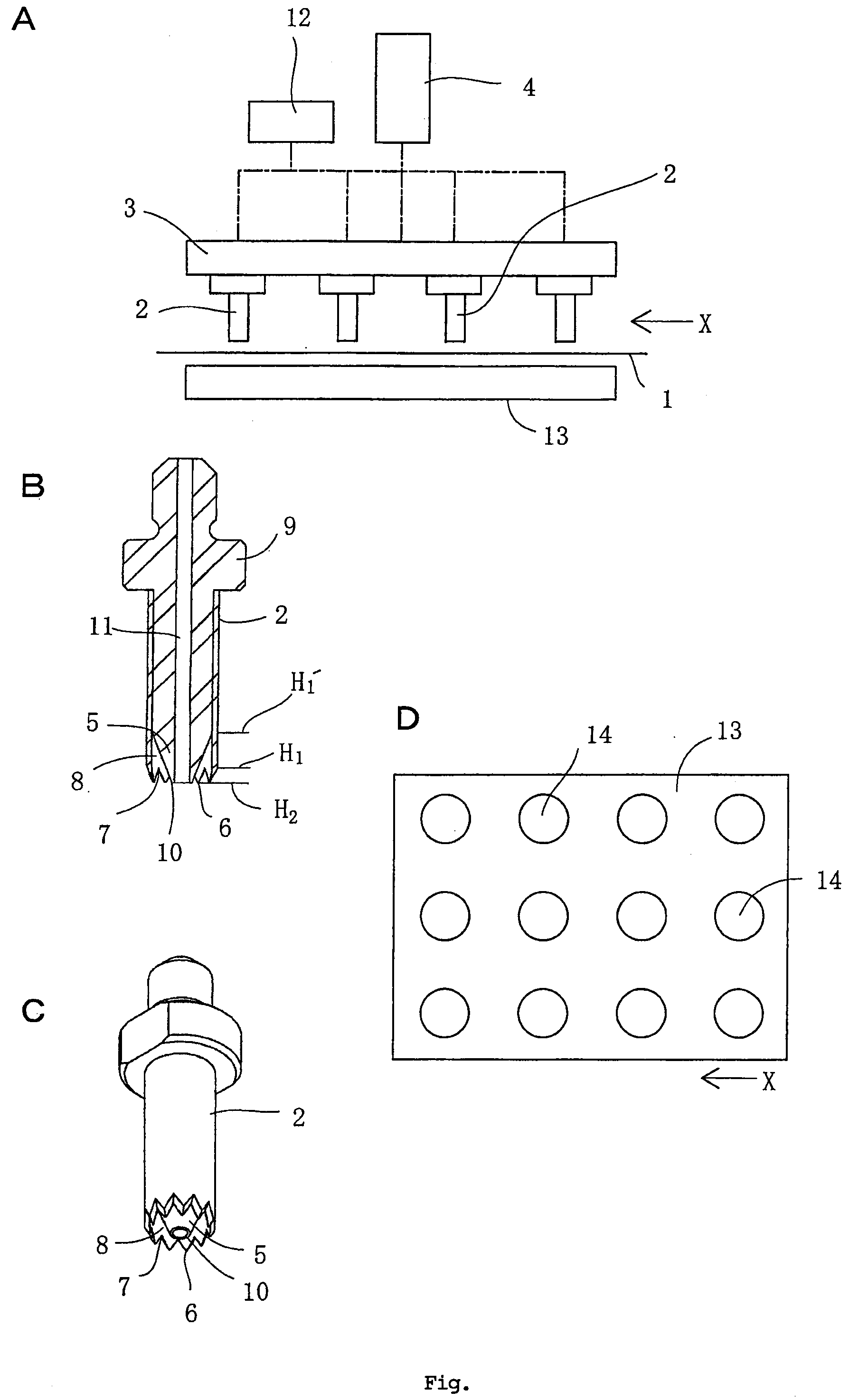
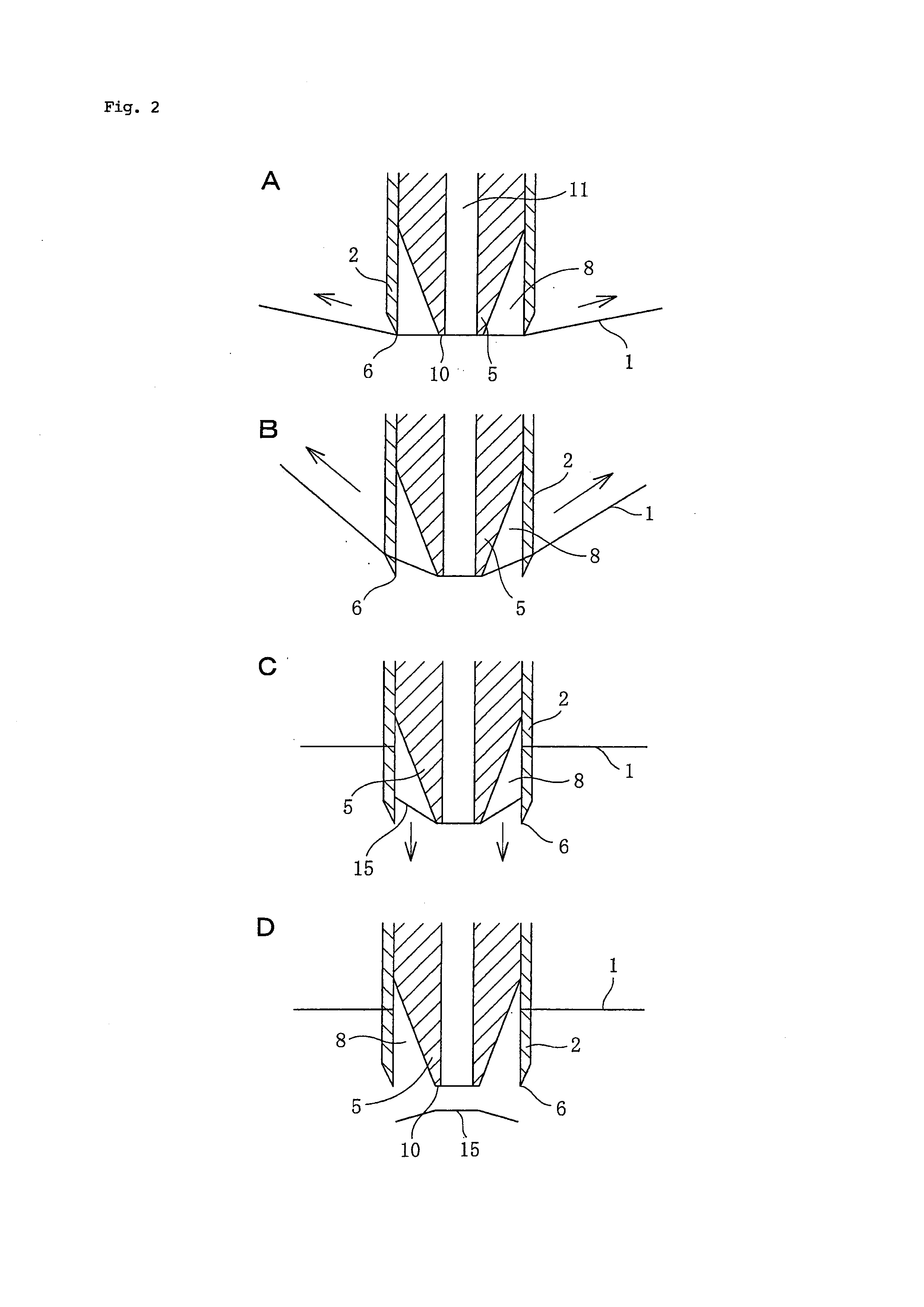
на фиг. 2 показана последовательность этапов процесса перфорации (А, В, С, D);
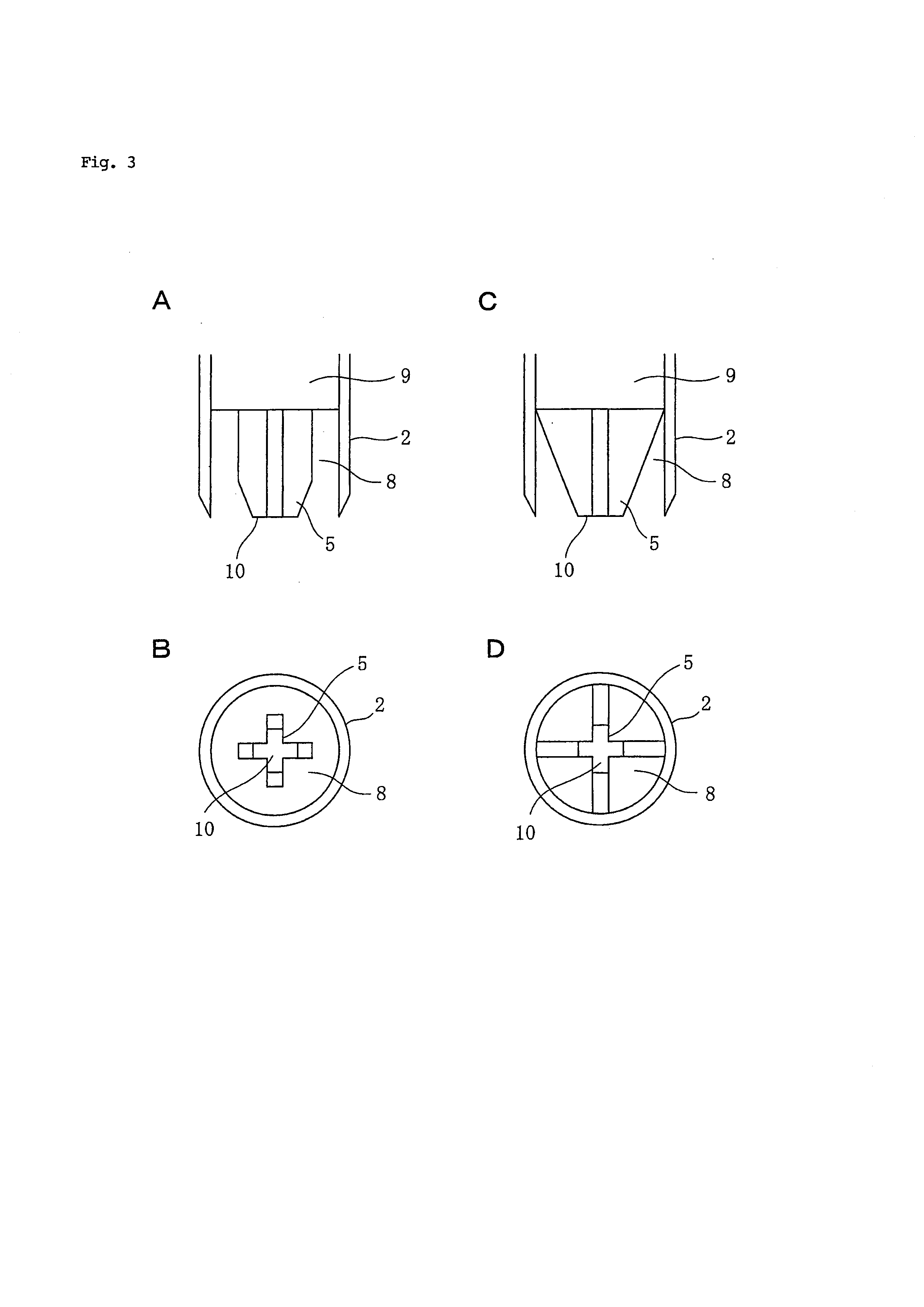
на фиг. 3 представлены два других варианта осуществления изобретения, в частности, на фиг. 3А и 3В показан пробивной пуансон по одному из вариантов, виды в разрезе снизу, соответственно, а на фиг. 3С и 3D - пробивной пуансон по другому варианту, виды в разрезе и снизу, соответственно.
Осуществление изобретения
На фиг. 1 показано устройство для перфорирования пластиковой пленки, которое встраивается в машину для последовательного изготовления пластиковых сумок из пластиковой пленки 1. Устройство содержит цилиндрический пробивной пуансон 2. Термин «цилиндрический пробивной пуансон» означает пустотелый пробивной пуансон, имеющий в поперечном сечении форму правильного круга, эллипса или приближенную к ним форму. В указанной машине пластиковые пленки 1 подаются в продольном направлении относительно пленки и в прерывистом режиме, как и в известной машине по JP 3655627. При производстве пластиковых пленок 1 их подача производится в прерывистом режиме, и при временной остановке происходит соединение пленок между собой посредством термосварки и разрезание в поперечном направлении посредством устройства для термосварки и резака. На фиг. 1 показана одна из пластиковых пленок 1. Пластиковые пленки 1 подаются в продольном направлении X по отношению к пленке. Кроме того, пластиковая пленка 1 перфорируется пробивным пуансоном 2 с образованием отверстия в пластиковой пленке 1.
Устройство содержит определенное количество пробивных пуансонов 2, выступающих вниз и расположенных над пластиковой пленкой 1 по вертикали. Пробивные пуансоны 2 разнесены между собой в продольном и поперечном направлениях относительно пластиковой пленки 1 и поддерживаются пластиной 3, присоединенной к приводу 4, такому как цилиндр, и удерживаемой им. Формирование определенного количества отверстий в пластиковой пленке 1 происходит посредством опускания вниз приводом 4 пластины 3 с пробивными пуансонами 2 и перфорации пластиковой пленки 1 пробивными пуансонами 2. Таким образом, пластиковая сумка имеет отверстия для вентиляции, сформированные в пленке при изготовлении пластиковых сумок.
Каждый из пробивных пуансонов 2 содержит пилообразное лезвие с поочередно образованными выступами и впадинами. Выступы имеют вершины 6, расположенные на уровне Н2 по вертикали. Впадины имеют нижние части 7, расположенные на уровне H1 по вертикали. Пилообразное лезвие используется как лезвие кухонного ножа, резально-заверточной машины или подобных известных инструментов. Однако все они отличаются от описываемого устройства тем, что у них пилообразное лезвие является прямолинейным, в то время как в устройстве согласно изобретению пилообразное лезвие образовано на цилиндрическом пробивном пуансоне 2. Устройство дополнительно содержит выступающую часть 5, расположенную внутри пробивного пуансона 2 и выступающую по вертикали за уровень H1 нижних частей 7 впадин в направлении уровня Н2 вершин 6 выступов. Выступающая часть 5 зафиксирована относительно пробивного пуансона 2. Устройство дополнительно имеет кольцевой зазор 8, образованный между пробивным пуансоном 2 и выступающей частью 5.
Пробивной пуансон 2 оснащен держателем 9, установленным на поддерживающей пластине 3. Выступающая часть 5 образована на держателе 9, заходит по вертикали за уровень H1 нижних частей 7 впадин и продолжается в направлении уровня Н2 вершин 6 выступов. Выступающая часть 5 расположена соосно с пробивным пуансоном 2.
Выступающая часть 5 имеет форму усеченного конуса, имеющего на своем конце 10 круглую или кольцевую поверхность. Кольцевой зазор 8 в разрезе имеет клиновидную форму. Кольцевой зазор 8 проходит более глубоко, чем впадины пробивного пуансона 2.
Выступающая часть 5 выступает в направлении уровня Н2 вершин 6 выступов, и ее конец 10 расположен на уровне Н2 вершин 6 выступов.
Выступающая часть 5 выступает по вертикали за уровень H1 нижних частей 7 впадин и проходит в направлении уровня Н2 вершин 6 выступов. Конец 10 сформирован на уровне Н2 вершин 6 выступов. Кольцевой зазор 8 образован между пробивным пуансоном 2 и выступающей частью 5, по вертикали расположен между уровнями H1 и Н2 и проходит к концу 10 выступающей части 5 от нижних частей 7 впадин. Таким образом, кольцевой зазор 8 образован между пробивным пуансоном 2 и выступающей частью 5, по вертикали расположен между уровнями H1 - Н2 и проходит к вершинам 6 выступов от нижних частей 7 впадин. Кроме того, кольцевой зазор 8 проходит более глубоко, чем впадины, т.е. выступающая часть 5 выступает по вертикали от линии Н1′ нижней части кольцевого зазора 8. Кольцевой зазор 8 образован между пробивным пуансоном 2 и выступающей частью 5, по вертикали между линиями H1′ - Н2 и проходит к концу 10 выступающей части 5 от нижней части кольцевого зазора 8. Кольцевой зазор 8 образован между пробивным пуансоном 2 и выступающей частью 5 и по вертикали между линиями H1′ - Н2 и проходит к вершинам 6 выступов от нижней части кольцевого зазора 8.
Устройство дополнительно содержит воздушный проход 11, образованный в держателе 9 и выступающей части 5, проходящий в направлении выступающей части 5. К воздушному проходу 11 присоединен канал 12 подачи воздуха. Из прохода 11 может выпускаться воздух.
Под пластиковой пленкой 1 расположен приемник 13. В приемнике 13 образовано определенное количество отверстий 14. Отверстия 14 являются круглыми, а их диаметр больше диаметра пробивного пуансона 2. Отверстия 14 сформированы в местах, соответствующих пробивным пуансонам 2.
Всякий раз, когда происходит подача в прерывистом режиме, пластиковая пленка 1 временно останавливается, и посредством привода опускается пластина 3. При этом пробивные пуансоны 2 с выступающими частями 5 перемещаются вниз в направлении пластиковой пленки 1. Пробивной пуансон 2 и выступающая часть 5 прижимаются к пластиковой пленке 1. Пластиковая пленка 1 толкается вниз пробивным пуансоном 2 и выступающей частью 5, входя в контакт с приемником 13. Пластиковая пленка 1 протыкается вершинами 6 выступов в месте расположения отверстия 14 приемника 13, как показано на фиг. 2А.
Пластиковая пленка 1 толкается вниз и растягивается перемещающимися вниз пробивным пуансоном 2 и выступающей частью 5. Натяжение пластиковой пленки 1 задается таким образом, что пробивной пуансон 2 должен вдавливаться в пластиковую пленку 1 вокруг выступающей части 5. Пластиковая пленка 1 вводится в кольцевой зазор 8 и надрывается пробивным пуансоном 2 (фиг. 2В). Пластиковая пленка 1 разрывается у нижних частей 7 впадин в кольцевом зазоре 8 и перфорируется пробивным пуансоном 2 с образованием отверстия. При этом образуются отходы 15 пластиковой пленки 1.
Выступающая часть 5 выполнена в виде жесткого тела, недеформируемого во время прижатия к пластиковой пленке 1. За счет натяжения, пластиковая пленка 1 после перфорации тянется в направлении вверх (фиг. 2С).
После того как пластиковая пленка 1 перфорируется, отходы 15 от взаимодействия с пластиковой пленкой 1, толкаемой вниз и растягиваемой выступающей частью 5, сжимаются в первоначальное состояние, а выступающая часть 5 воспринимает реакцию сжатия. Поскольку указанная реакция направлена вниз, отходы 15 падают вниз и удаляются. Отходы 15 входят в контакт с выступающей частью 5 в натянутом состоянии и не меняют своего положения перед падением. Поэтому отходы 15 могут беспрепятственно падать и удаляться (фиг. 2D).
Затем пластина 3 поднимается приводом 4 таким образом, чтобы пробивной пуансон 2 и выступающая часть 5 отделились от пластиковой пленки 1 и расположились выше пленки. В дальнейшем снова производится подача пластиковых пленок 1 в прерывистом режиме. Пластина 3 снова перемещается вниз, когда пластиковые пленки 1 временно останавливаются, и те же самые шаги выполняются многократно.
Пластиковая пленка 1 прокалывается вершинами 6 выступов и разрывается пробивным пуансоном 2. Перфорация пробивным пуансоном 2 осуществляется разрывом пластиковой пленки 1 у нижних частей 7 впадин. Соответственно, в отличие от устройства, описанного в указанном выше патенте №35318, не требуется матрицы или привода для вращения, за счет чего может быть снижена стоимость.
Выступающая часть 5 воспринимает реакцию сжатия отходов 15 в первоначальное состояние после перфорирования пластиковой пленки 1. Отходы 15 падают и удаляются за счет такой реакции. Таким образом, пробивной пуансон 2 не захватывает отходы. А также нет необходимости в оснащении пробивного пуансона 2 пружиной и стержнем.
Из прохода 11 может подаваться воздух. Поэтому отходы 15 могут выталкиваться вниз с помощью воздуха для их надежного удаления.
В соответствии с вариантом осуществления изобретения выступающая часть 5 не должна всегда выступать по вертикали до уровня Н2 вершин 6 выступов. Пластиковая пленка 1 толкается вниз и растягивается выступающей частью 5 перед перфорированием, при этом выступающая часть 5 выступает по вертикали за линию H1 нижних частей 7 впадин и проходит в направлении линии Н2 вершин 6 выступов. Отходы 15 падают и удаляются за счет восприятия выступающей частью 5 реакции сжатия.
И наоборот, выступающая часть 5 может выступать по вертикали за уровеннь Н2 вершин 6 выступов на незначительную величину. Однако эта величина не должна превышать одной трети внешнего диаметра пробивного пуансона 2. Пластиковая пленка 1 может не перфорироваться пробивным пуансоном 2, если эта величина больше, чем одна треть от внешнего диаметра пробивного пуансона 2.
Пластиковая пленка 1 не всегда должна толкаться вниз пробивным пуансоном 2, а выступающая часть 5 вводиться в контакт с приемником 13. Пробивной пуансон 2 и выступающая часть 5 могут прижиматься к пластиковой пленке 1 без использования приемника 15. В этом случае пластиковая пленка 1 натягивается для перфорирования пробивным пуансоном 2. Затем отходы 15 сжимаются в первоначальное состояние, удаляясь за счет этого сжатия.
Выступающая часть 5 не всегда должна иметь форму усеченного конуса. Она может быть цилиндрической с внешним диаметром меньшим, чем внутренний диаметр пробивного пуансона 2, так что между пробивным пуансоном 2 и выступающей частью 5 может быть сформирован кольцевой зазор 8. Выступающая часть 5 может быть углового профиля. Выступающая часть 5 и держатель 9 могут быть сформированы независимо друг от друга и соединяться между собой, как показано на фиг. 3. Выступающая часть 5 может иметь форму креста в поперечном сечении, имеющего на своем конце 10 геометрическую поверхностью или геометрический профиль, обеспечивающий проталкивание и растягивание пластиковой пленки 1 вниз.
Машина для изготовления полиэтиленовых пакетов
Установка для изготовления пластиковой сумки
Установка для изготовления пластикового пакета и способ изготовления пластикового пакета
Аппарат для изготовления пластиковых пакетов
Устройство для тепловой сварки пластиковой пленки
Устройство для изготовления пластиковых пакетов
Устройство для заворачивания листового изделия
Устройство для установки сливного насадка

