Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ПОВЕРХНОСТНЫХ СЛОЯХ ДЕТАЛИ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и предназначено для определения остаточных технологических напряжений в поверхностных слоях детали, полученных при механической обработке.
Известен экспериментально-теоретический способ определения остаточных напряжений в стержнях прямоугольного сечения [1, Биргер И.Α., Остаточные напряжения, М., Машгиз, 1963 г., стр. 60…79], заключающийся в том, что из исследуемой детали вырезают и подготавливают образец в форме стержня прямоугольного сечения. С подготовленного образца одним из известных способов снимают слои материала, при этом после каждого снятого слоя определяют суммарную толщину снятого материала и прогиб образца, вызванный снятием этого материала. По окончанию эксперимента получают ряд значений суммарных толщин снятого материала (a
1, а
2, …, a
i) и ряд соответствующих им значений прогибов образца (f1, f2, …, fi, …, fn). Далее рассчитывают остаточные напряжения в слоях по формуле 
где Ε - модуль упругости материала;
l - длина исследуемого образца;
h - начальная толщина образца;
а - толщина снятого материала;
f(a) - функция, определяющая зависимость между толщиной снятого материала (а) и возникшим при этом прогибом образца;
 - производная функции f(а);
- производная функции f(а);
 - интеграл функции f(ξ), аналогичной f(a).
- интеграл функции f(ξ), аналогичной f(a).
Эти функции предварительно вычисляют, а затем полученные значения подставляют в формулу (1) и рассчитывают остаточные напряжения σ(a) от поверхности образца вглубь материала.
Рассмотренный способ является наиболее близким к заявляемому техническому решению, он взят в качестве прототипа.
Признаки прототипа, совпадающие с признаками заявляемого решения - вырезка из детали образца в форме стержня прямоугольного сечения; снятие с образца слоев материала; определение толщин снятого материала и прогибов образца, вызванных этим снятием материала; расчет остаточных напряжений.
Способ по прототипу имеет ряд недостатков. Во-первых, в нем не регламентируется толщина снимаемых слоев. Из примера выполнения известного способа (1, стр. 78] видно, что толщины слоев имеют значения от 3 мкм до 116 мкм. При общей толщине снятых слоев 434 мкм и таком широком диапазоне толщин отдельных слоев получают мало экспериментальных точек и большие интервалы между ними. Поэтому при больших градиентах изменения остаточных напряжений, обычно имеющих место в верхних слоях, получают неточную эпюру распределения остаточных напряжений в материале. Во-вторых, в известном способе используется формула, в которую входят три функции f(a);  и
и  их необходимо определять для каждой исследуемой детали. При этом используют полученные в эксперименте значения толщин и прогибов, а так же теорию приближенных вычислений. Вычисление функций трудоемко, их структура достаточно сложна, их неаналитическое построение вносит существенную погрешность в основную формулу (1).
их необходимо определять для каждой исследуемой детали. При этом используют полученные в эксперименте значения толщин и прогибов, а так же теорию приближенных вычислений. Вычисление функций трудоемко, их структура достаточно сложна, их неаналитическое построение вносит существенную погрешность в основную формулу (1).
Задачей, на решение которой направленно заявляемое изобретение, является упрощение способа, снижение трудоемкости и повышение точности определения остаточных напряжений в поверхностных слоях детали.
Поставленная задача была решена за счет того, что в известном способе, включающем вырезку образца в форме стержня прямоугольного сечения, снятие с образца слоев материала, определение толщин снятого материала и прогибов образца, вызванных этим снятием материала, расчет остаточных напряжений, согласно изобретению с образца снимают тонкие слои материала, начиная со слоя минимальной толщины 8-12 мкм и увеличивая толщины последующих слоев до значения не более 35 мкм последнего слоя, при этом определяют толщину δi каждого снятого тонкого слоя и приращение прогиба Δfi образца, вызванное каждым снятым тонким слоем, затем рассчитывают остаточные напряжения σi,oc. в тонких слоях материала по формуле

где i - порядковый номер снимаемого тонкого слоя материала;
Ε - модуль упругости материала;
l - длина исследуемого образца;
hi - толщина образца после снятия тонкого i слоя;
δi - толщина каждого снятого тонкого слоя;
Δfi - приращение прогиба образца, вызванное каждым снятым тонким слоем.
Признаки заявляемого технического решения, отличительные от прототипа - с образца снимают тонкие слои материала, начиная со слоя минимальной толщины 8-12 мкм и увеличивая толщины последующих слоев до значения не более 35 мкм последнего слоя; определяют толщину δi каждого снятого тонкого слоя и приращение прогиба Δfi образца, вызванное каждым снятым тонким слоем; при выполнении расчетов остаточных напряжений σi,oc. в тонких слоях материала используют формулу (2), учитывающую геометрические параметры образца (h,l), его механические характеристики (Е), полученные в ходе эксперимента толщины образца hi, толщины снятых тонких слоев δi и соответствующие им приращения прогибов Δfi образца.
Благодаря снятию с образца тонких слоев материала, регламентируя их толщину по нарастающей вглубь материала, определению толщины δi каждого снятого тонкого слоя и приращения прогиба Δfi образца, вызванного каждым снятым тонким слоем, новой взаимосвязи параметров в расчетной формуле (2) упрощается способ, снижается его трудоемкость, повышается точность определения остаточных напряжений в поверхностных слоях детали.
Предлагаемый способ поясняется чертежами, представленными на фиг. 1-4.
На фиг. 1 показана геометрия образца.
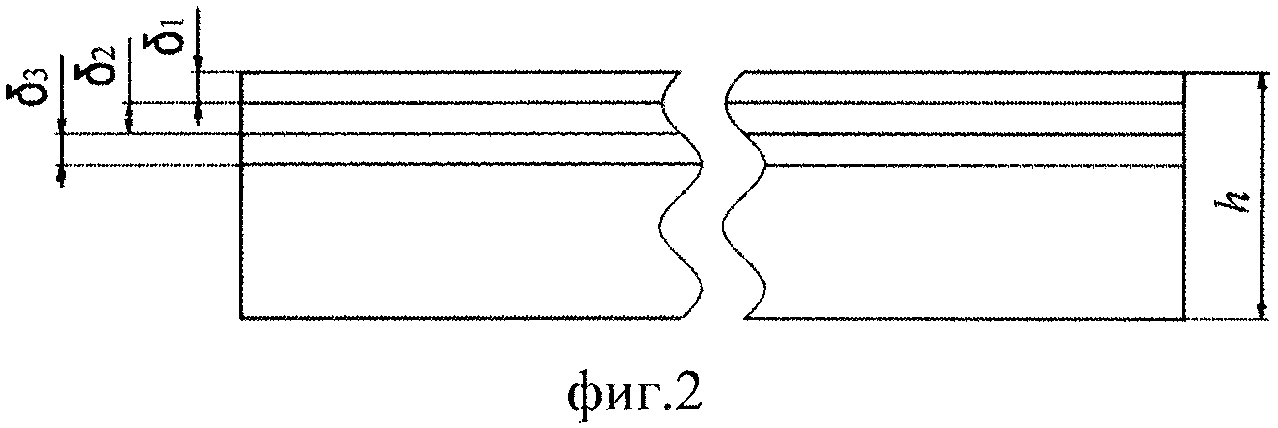
На фиг. 2 показаны толщины δ1, δ2, δ3, …, снимаемых тонких слоев.
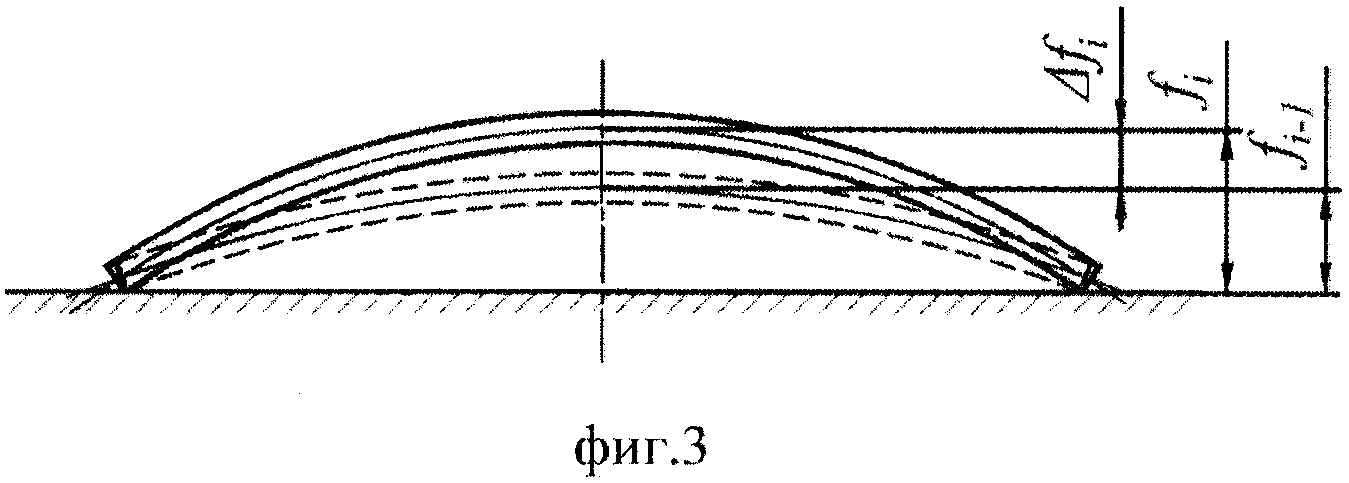
На фиг. 3 показано приращение прогиба Δfi образца, вызванное снятием i-го слоя.
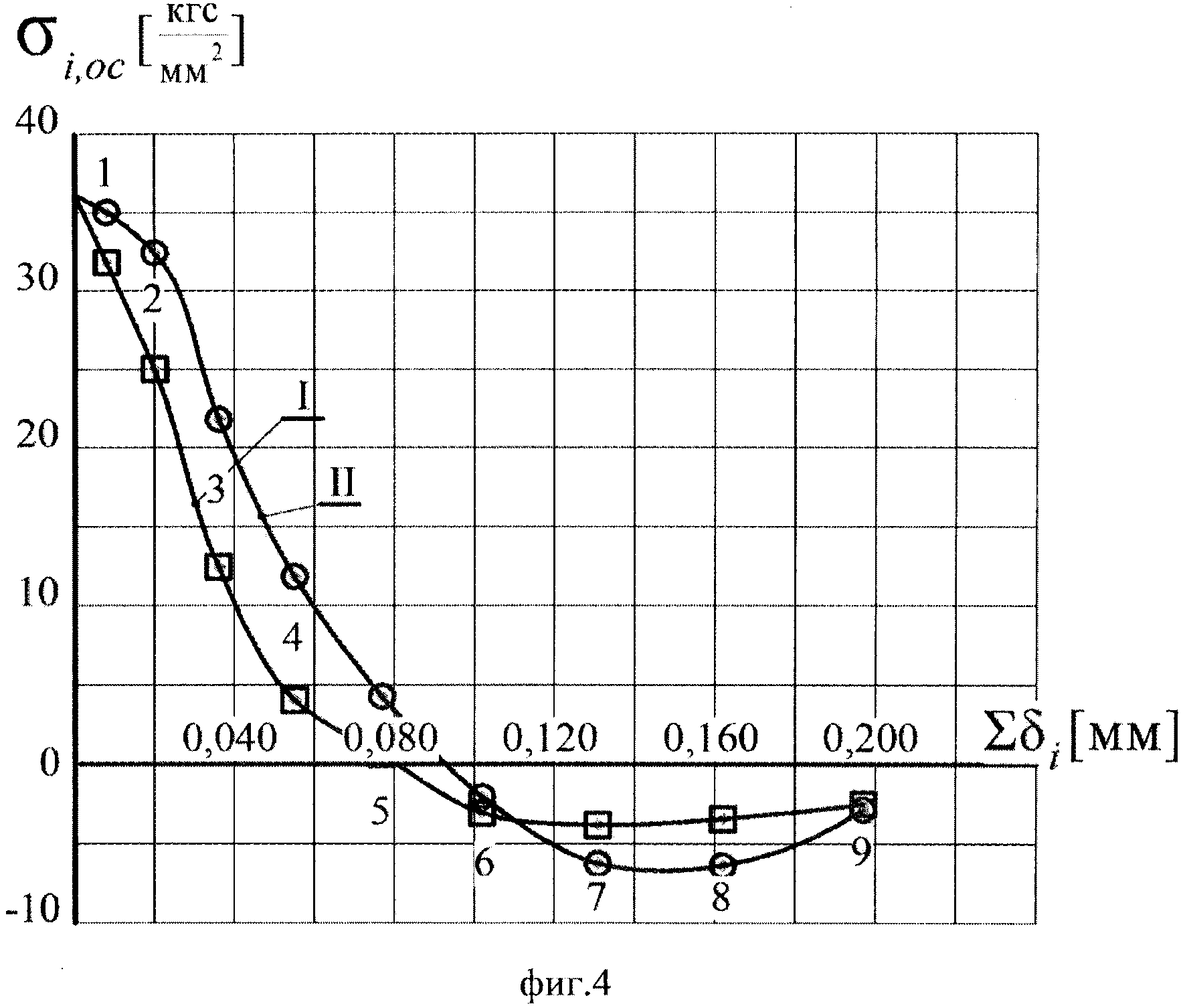
На фиг. 4 приведено графическое сравнение результатов расчетов остаточных напряжений, полученных по прототипу (I) и предлагаемому способу (II). Цифры 1, 2, 3, 4, 5, 6, 7, 8, 9 обозначают номера слоев.
Способ осуществляется следующим образом.
Из исследуемой детали вырезают заготовку с припусками в форме стержня прямоугольного сечения, затем с помощью "тонких методов", не вносящих дополнительных напряжений в материал, заготовку обрабатывают до заданных чистовых размеров (фиг. 1). На поверхность образца, неподлежащую снятию слоев, наносят защитное покрытие (например, воск или лак). Далее образец погружают в ванну с травильным составом и проводят химический процесс снятия первого тонкого слоя материала δ1 с рабочей поверхности (фиг. 2). Отметим, что при снятии этого и следующих тонких слоев необходимо регламентировать их толщины. Начинают со слоя минимальной толщины 8-12 мкм и увеличивают толщины последующих слоев до значения не более 35 мкм последнего слоя. Толщина слоя менее 8 мкм не обеспечивает требуемой точности измерения из-за погрешностей самих измерительных приборов. Толщина слоя более 35 мкм нецелесообразна, так как при неглубоком залегании остаточных напряжений получают большой интервал между экспериментальными точками и малое их количество, что снижает точность определения остаточных напряжений в поверхностных слоях детали.
После снятия первого слоя образец достают из ванночки и известными методами определяют толщину снятого тонкого слоя δ1 и вызванное этим снятием приращение прогиба Δf1. Затем образец вновь протравливают - снимают второй тонкий слой, определяют его толщину δ2 и приращение прогиба Δf2, полученного от снятия второго слоя. С последующими слоями действуют аналогично, определяя толщины снятых тонких слоев δi и соответствующие приращения прогибов Δfi (фиг. 3). Далее переходят к расчетам остаточных напряжений σi,oc., начиная с первого слоя, при этом используют формулу (2). В нее подставляют значения модуля упругости материала Е, геометрических параметров образца (h1,l) и значения толщины первого тонкого слоя δ1 и соответствующего приращения прогиба образца Δf1. В последующих слоях материала остаточные напряжения определяются аналогично, с использованием значений h2, …, hi, …, hn; δ2, …, δi …, δn и Δf2, …, Δfi, …, Δfn
Пример конкретного выполнения способа.
В эксперименте использовали образец в форме стержня прямоугольного сечения с размерами: длина образца l=60,0 мм; ширина b=6,0 мм, начальная толщина h=1,50 мм; материал - сталь 45 с модулем упругости Ε=2·104 кгс/мм2. При снятии материала применяли "мягкий" режим травления, обеспечивающий получение тонких слоев с толщиной последовательно возрастающей от первого слоя к последнему до значения не более 35 мкм. Всего было снято 9 слоев, при этом получен ряд значений толщин: 8; 12; 16; 19; 22; 25; 29; 31; 35 мкм. Параллельно были измерены соответствующие им приращения прогибов образца, результаты замеров приведены в таблице. Расчеты остаточных напряжений были проведены как по способу прототипа, так и по предлагаемому способу. Расчеты по прототипу были, как и предполагалось, сложными и трудоемкими, так как предварительно для каждого слоя было необходимо вычислить функцию f(а), ее производную и интеграл. Далее по формуле (1) рассчитывали остаточные напряжения в слоях материала. По предлагаемому способу расчеты остаточных напряжений проводили непосредственно по формуле (2), путем подстановки в нее результатов замеров, полученных в эксперименте. Результаты расчетов по обоим способам приведены в таблице, для наглядности они также показаны в виде эпюр напряжений на фиг. 4.
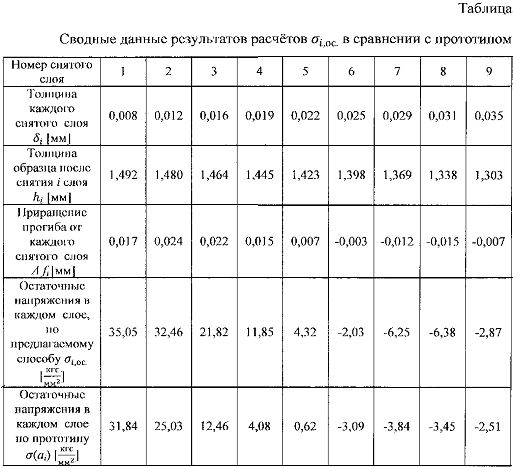
Как видно из таблицы, остаточные напряжения, определенные по предлагаемому способу и прототипу, по характеру изменения от слоя к слою похожи. Однако имеются значительные численные расхождения во втором, третьем и четвертом слоях, по прототипу они ниже на 7…10 кг/мм. На фиг. 4 кривая I (по прототипу) на участке 1-2-3 почти линейна, круто сходит вниз, а на участке 7-8-9 почти горизонтальна и линейна. Это не характерно для графиков остаточных напряжений в поверхностных слоях материала, внесенных при мехобработке детали. Обычно графики, получаемые при исследовании поверхностных остаточных напряжений в деталях, представляют собой кривую линию с более плавными изменениями кривизны, линию, состоящую из участков параболической формы с плавными переходами. Кривая II (по предлагаемому способу) соответствует такому характерному виду линии, описывающей распределение остаточных напряжений в поверхностных слоях материала, следовательно, она точнее определяет значения и характер изменения остаточных напряжений от поверхности детали вглубь материала. Это особенно важно для верхних слоев, где остаточные напряжения обычно имеют максимальный уровень. С учетом этих значений оценивают прочность детали и ее эксплуатационный ресурс. В данном случае такую оценку следует делать по кривой II, полученной по предлагаемому способу.
Таким образом, предлагаемое техническое решение позволяет:
- упростить способ и снизить его трудоемкость;
- повысить точность определения остаточных напряжений в поверхностных слоях детали.
Способ определения остаточных напряжений в поверхностных слоях детали, включающий вырезку образца в форме стержня прямоугольного сечения, снятие с него слоев материала, определение толщин снятого материала и прогибов образца, вызванных этим снятием материала, расчет остаточных напряжений, отличающийся тем, что с образца снимают тонкие слои материала, начиная со слоя минимальной толщины 8-12 мкм и увеличивая толщины последующих слоев до значения не более 35 мкм последнего слоя, при этом определяют толщину δ каждого снятого тонкого слоя и приращение прогиба Δƒ образца, вызванное каждым снятым тонким слоем, затем рассчитывают остаточные напряжения σ в тонких слоях материала по формуле где i - порядковый номер снимаемого тонкого слоя материала;E - модуль упругости материала;l - длина исследуемого образца;h - толщина образца после снятия тонкого i слоя;δ - толщина каждого снятого тонкого слоя;Δƒ - приращение прогиба образца, вызванное снятием каждого тонкого слоя.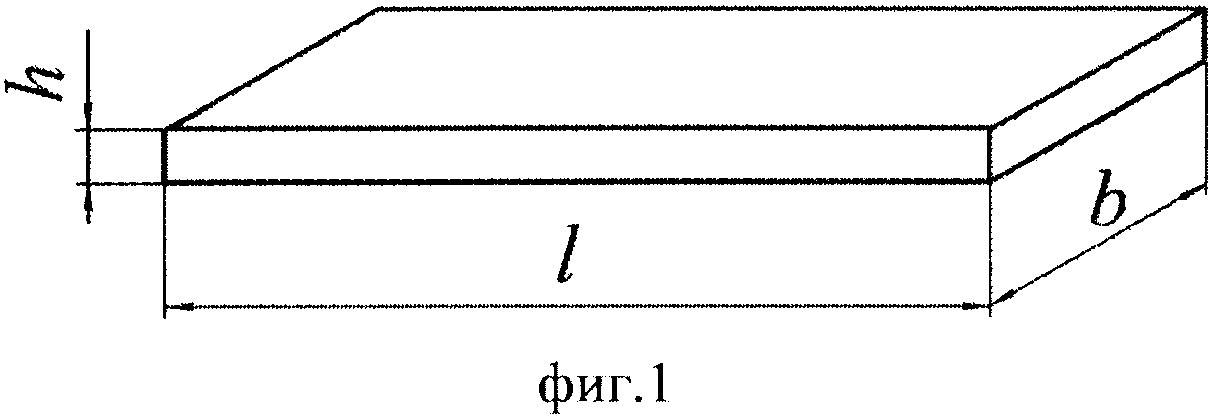

Устройство для очистки трубопроводов
Измельчитель
Устройство для получения металлического порошка
Способ упрочнения крепежных изделий из низкоуглеродистой стали
Способ электронно-лучевой сварки
Сталь для изготовления изделий с повышенной прокаливаемостью
Способ получения многослойного многофункционального покрытия
Способ определения поврежденной линии в компенсированной трехфазной сети
Расширяющийся тампонажный раствор для ограничения водопритока
Фильтрующий элемент для очистки питьевой воды
Устройство для очистки трубопроводов
Измельчитель
Устройство для получения металлического порошка
Способ упрочнения крепежных изделий из низкоуглеродистой стали
Способ электронно-лучевой сварки
Сталь для изготовления изделий с повышенной прокаливаемостью
Способ получения многослойного многофункционального покрытия
Способ определения поврежденной линии в компенсированной трехфазной сети
Расширяющийся тампонажный раствор для ограничения водопритока
Фильтрующий элемент для очистки питьевой воды

