Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ
Вид РИД
Изобретение
Изобретение относится к области электронно-лучевой сварки, в частности, к способу регулирования электронно-лучевой сварки со сквозным проплавлением металлических изделий толщиной 5-40 мм.
Известен способ электронно-лучевой сварки с регулированием мощности электронного пучка, при котором осуществляют сравнение опорного сигнала с сигналом, получаемым на коллекторе электронов при сквозном проплавлении детали, и по результирующему сигналу производят выбор параметров электронного луча [Авторское свидетельство СССР №1106097, опубл. 15.06.90 г., кл. B23K 15/00]. При данном способе коллектор электронов устанавливают под свариваемым изделием. Сигналы, получаемые на коллекторе, предварительно преобразуют в сигналы одного направления.
Известный способ позволяет выбрать параметры электронного пучка, обеспечивающие качественное формирование корневого валика при электронно-лучевой сварке металлов со сквозным проплавлением, однако на точность регулирования оказывают существенное влияние параметры входных фильтров измерительной системы и используемое электронно-лучевое оборудование и оснастка. В частности, изменение расстояния между изделием и коллектором электронов требует экспериментальной корректировки величины опорного сигнала, что снижает точность и надежность регулирования.
Известен способ электронно-лучевой сварки, при котором контролируют величину тока сквозного проплавления, при этом регулировку тока сквозного проплавления осуществляют изменением амплитуды колебаний электронного луча поперек стыка [Авторское свидетельство СССР №1685658, опубл. 23.10.91 г., кл. B23K 15/00]. Указанный способ улучшает формирование лицевого и обратного валиков, однако обладает теми же недостатками, что и предыдущий способ.
Наиболее близким к заявляемому способу по технической сущности и достигаемому эффекту является способ электронно-лучевой сварки с регулированием мощности электронного пучка, при котором регистрируют частоту импульсов сквозного тока на 1 мм шва, затем управляют мощностью пучка, поддерживая упомянутое выше значение частоты импульсов сквозного тока на определенном уровне [В.В. Башенко, К.О. Мауер. Импульсный характер потоков заряженных частиц из канала при электроннолучевой сварке/Автоматическая сварка, №8, 1976, с.21-24]. Данный способ принят в качестве прототипа.
Известный способ позволяет контролировать три случая формирования обратного валика: а) при малых токах пучка появляются одиночные сквозные проплавления, и непрерывное формирование обратного валика сварного шва отсутствует; б) с увеличением тока пучка возрастает частота появления одиночных сквозных проплавлений и частота соответствующих им импульсов сквозного тока. Одиночные сквозные проплавления накладываются друг на друга так, что образуют непрерывный обратный валик, и формирование шва считается оптимальным; в) при дальнейшем увеличении тока частота импульсов сквозного тока еще более возрастает, реактивное воздействие парового потока, объем жидкой фазы и величина нижнего диаметра канала настолько велики, что сила поверхностного натяжения становится недостаточной для удержания сварочной ванны, в связи с чем обратный валик существенно провисает и появляются подрезы на поверхности сварного шва.
Недостатком известного способа, принятого за прототип, является невысокая точность и недостаточная надежность регулирования при электронно-лучевой сварке металлических изделий толщиной более 5 мм с применением осцилляции электронного пучка, вследствие того, что в известном способе контролируется только частота одиночных сквозных проплавлений, и не осуществляется контроль протяженности открытия канала проплавления при сквозном проплавлений металла. В этом случае формирование сварного шва с существенным провисанием обратного валика при осуществлении регулирования по известному способу воспринимается системой регулирования как одиночные сквозные проплавления, что приводит к неустойчивой работе системы регулирования. Кроме того, при сварке с осцилляцией электронного пучка, каждое одиночное сквозное проплавление может сопровождаться серией импульсов сквозного тока, что нарушает однозначную связь между качеством формирования обратного валика и частотой импульсов, что также снижает точность и надежность регулирования.
Признаки, являющиеся общими с предлагаемым техническим решением, - сварка со сквозным проплавлением и регулирование мощности электронного пучка; в процессе сварки регистрируют частоту и продолжительность импульсов сквозного тока.
Задачей изобретения является повышение точности и надежности регулирования электронно-лучевой сварки осциллирующим электронным пучком со сквозным проплавлением металлических изделий толщиной 5-40 мм.
Поставленная задача была решена за счет того, что в известном способе, включающем сварку со сквозным проплавлением и регулирование мощности электронного пучка, при этом в процессе сварки регистрируют частоту и продолжительность импульсов сквозного тока, согласно изобретению сварку проводят с осцилляцией электронного пучка с частотой от 300 до 2000 Гц по синусоидальному или линейному закону, а регулирование мощности электронного пучка осуществляют из условия поддержания на заданном уровне, обеспечивающем формирование шва, средней продолжительности импульсов сквозного тока или величины произведения средней продолжительности импульсов сквозного тока на частоту этих импульсов.
Признаки заявляемого технического решения, отличительные от признаков прототипа, - сварку проводят с осцилляцией электронного пучка с частотой от 300 до 2000 Гц по синусоидальному или линейному закону; регулирование мощности электронного пучка осуществляют из условия поддержания на заданном уровне, обеспечивающем формирование шва, средней продолжительности импульсов сквозного тока или величины произведения средней продолжительности импульсов сквозного тока на частоту этих импульсов.
Заявляемый способ позволяет повысить точность и надежность регулирования электронно-лучевой сварки осциллирующим электронным пучком со сквозным проплавлением металлических изделий толщиной 5-40 мм благодаря использованию дополнительного информационного параметра при осуществлении последовательных действий согласно формуле изобретения. Применяемая при этом высокочастотная осцилляция электронного пучка дополнительно улучшает качество формирования сварного шва.
Способ электронно-лучевой сварки иллюстрируется чертежами, представленными на фиг.1-3.
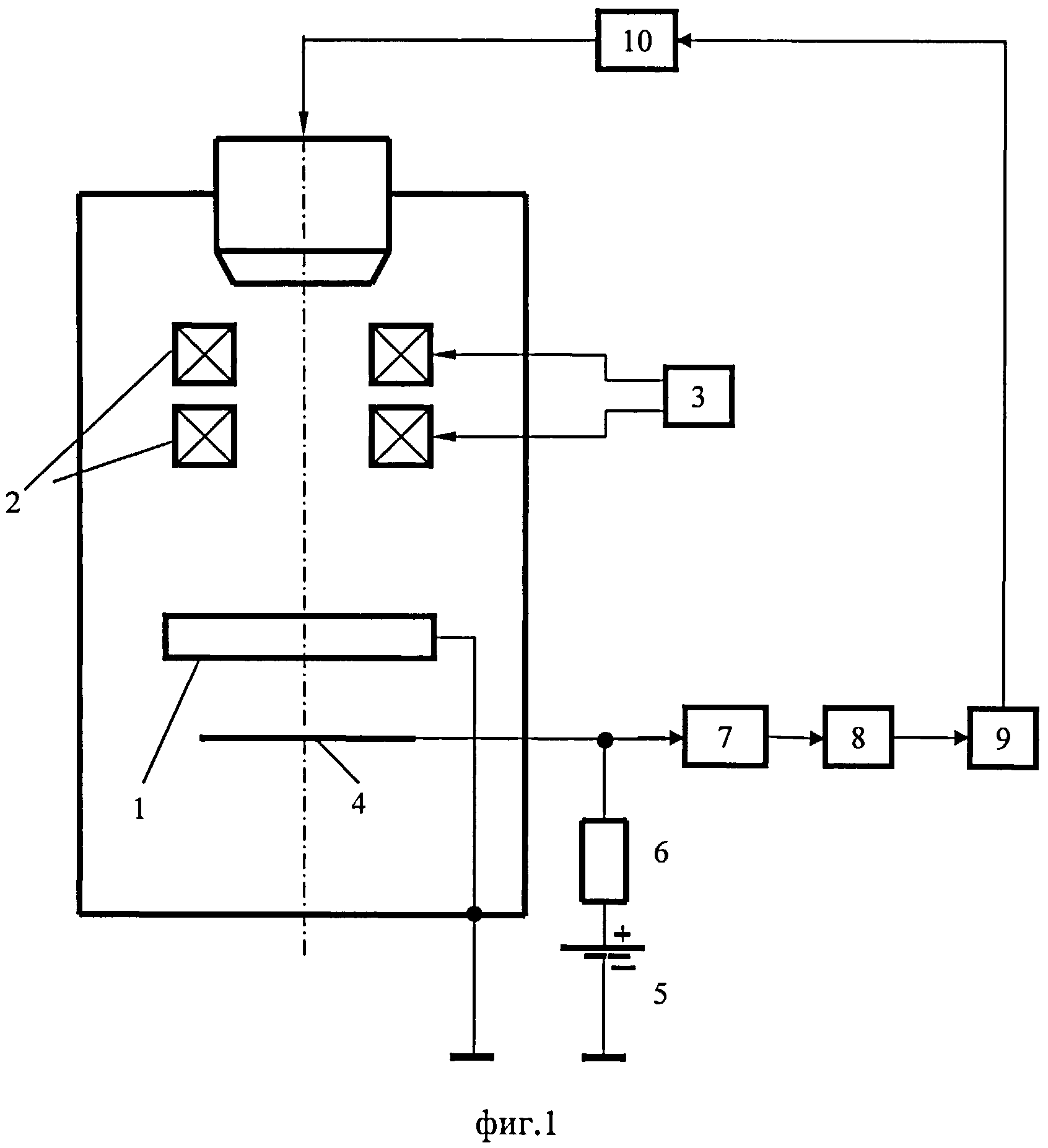
На фиг.1 представлена структурная схема устройства для осуществления способа.
На фиг.2 - осциллограмма сквозного тока коллектора электронов Iскв и тока отклоняющих катушек Iоткл при электронно-лучевой сварке со сквозным проплавлением с осцилляцией электронного пучка вдоль стыка, соответствующая качественному формированию обратного валика сварного шва.
На фиг.2,а представлен участок осциллограммы от 0 до 0.2 с; на фиг.2,б участок той же осциллограммы от 0.12 до 0.14 c.
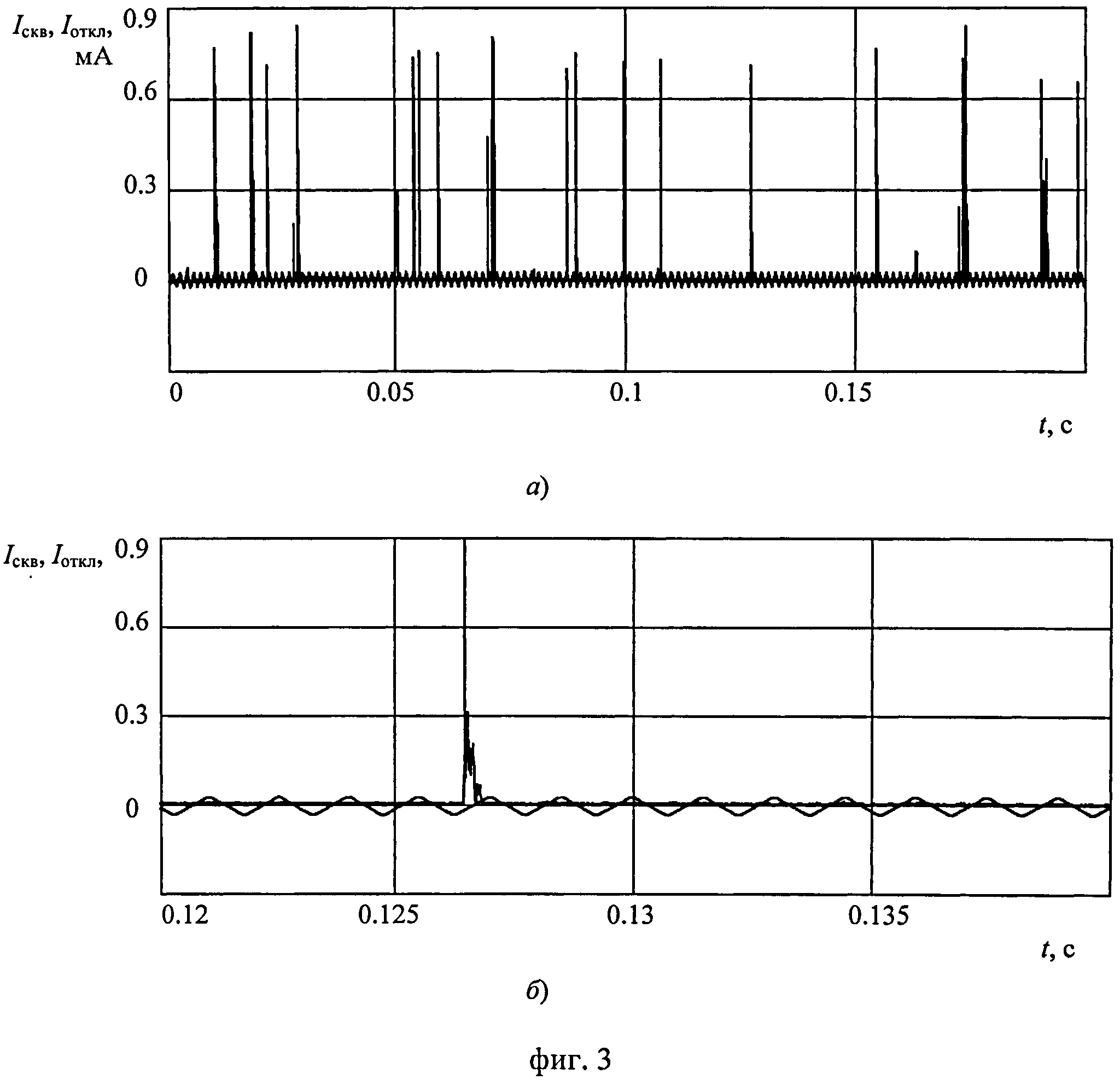
На фиг.3 - осциллограмма сквозного тока коллектора электронов Iскв и тока отклоняющих катушек Iоткл при электронно-лучевой сварке со сквозным проплавлением с осцилляцией электронного пучка вдоль стыка, соответствующая некачественному формированию обратного валика. На фиг.3, а представлен участок осциллограммы от 0 до 0.2 с; на фиг.3,б участок той же осциллограммы от 0.12 до 0.14 с.
Способ осуществляется следующим образом.
В устройстве на фиг.1 для электронно-лучевой сварки в процессе сварки изделия 1 осуществляют осцилляцию электронного пучка путем введения в ток отклоняющих катушек 2 треугольных, пилообразных или синусоидальных колебаний посредством блока 3 управления токами Iоткл отклоняющих катушек. Осцилляцию осуществляют в частотном диапазоне от 300 до 2000 Гц. В процессе сварки регистрируют вторичный ток в цепи, содержащей коллектор 4 электронов, источник 5 напряжения смещения и резистор 6 нагрузки. Напряжение с резистора 6 нагрузки, пропорциональное величине сквозного тока, поступает на компаратор 7 для формирования прямоугольных импульсов, которые затем поступают на частотомер 8. Полученные величины средней продолжительности импульсов сквозного тока и их частоты поступают с частотомера 8 на блок управления 9. Блок управления 9 совместно с блоком управления мощностью пучка 10 осуществляет регулирование мощности электронного пучка, поддерживая среднюю продолжительность импульсов или величину произведения средней продолжительности импульсов сквозного тока на их частоту на определенном уровне, обеспечивающем требуемое формирование шва.
Осцилляция электронного пучка, согласно заявленному способу, предпочтительно осуществляется вдоль свариваемого стыка. Однако следует отметить, что также могут использоваться осцилляции поперек стыка, х-образным способом и с использованием других специальных форм траекторий для дополнительного улучшения качества сварки.
Экспериментальное опробование способа осуществлялось на образцах из сталей 12Х18Н10Т и 15Х5М на электронно-лучевой сварочной установке с инверторным источником питания с ускоряющим напряжением 60 кВ и мощностью 6 кВт. Осцилляция электронного пучка осуществлялась путем введения в ток отклоняющих катушек Iоткл периодических колебаний по треугольному закону. Расстояние от среза электронной пушки до изделия составляло 100 мм.
Во время выполнения сварочных проходов, с помощью компьютерной информационно-измерительной системы, оснащенной многоканальным аналого-цифровым интерфейсом, регистрировался сквозной ток в цепи коллектора 4 вторичных электронов, установленного под свариваемым изделием и находящегося под положительным потенциалом 50 В (фиг.1). Одновременно регистрировались сигналы, пропорциональные току в отклоняющих катушках 2. Результаты регистрации записывались в файл для дальнейшей обработки. Частота дискретизации составляла 400 кГц на два измерительных канала. Все проплавленные образцы подвергались осмотру и последующей обработке с целью изготовления поперечных макрошлифов.
На фиг.2 а, б представлена осциллограмма сквозного тока коллектора электронов Iскв и тока отклоняющих катушек Iоткл при электронно-лучевой сварке со сквозным проплавлением с осцилляцией электронного пучка вдоль стыка, соответствующая качественному формированию обратного валика сварного шва. Из осциллограммы видно, что сквозной ток имеет импульсный характер. При этом импульсы сквозного тока появляются при прохождении электронным пучком корня канала проплавления (фиг.2,б).
Применение известного способа-прототипа при сварке осциллирующим электронным пучком затруднительно. При сварке статическим пучком частота импульсов сквозного тока соответствует частоте появления одиночных сквозных проплавлений. При электронно-лучевой сварке с осцилляцией электронного пучка каждому одиночному проплавлению соответствует серия импульсов сквозного тока (фиг.2,б), частота которых равна частоте осцилляции, что приводит к неустойчивому регулированию, когда появление одного одиночного сквозного проплавления интерпретируется как серия одиночных проплавлений.
На фиг.3 а, б представлена осциллограмма сквозного тока коллектора электронов Iскв и тока отклоняющих катушек Iоткл при электронно-лучевой сварке со сквозным проплавлением с осцилляцией электронного пучка вдоль стыка, соответствующая некачественному формированию обратного валика с периодическими провисаниями обратного валика и с подрезами на поверхности сварного шва. Осциллограмма сквозного тока в этом случае представляет собой отдельно следующие импульсы большой протяженности, что, согласно прототипу, будет интерпретировано как одиночные проплавления.
Более эффективным информационным параметром для регулирования процесса электронно-лучевой сварки со сквозным проплавлением является продолжительность импульсов сквозного тока τ, которая пропорциональна ширине корня канала проплавления в нижней части d=τ·Vл, где Vл - скорость движения электронного пучка при его осцилляции. При треугольных колебаниях Vл=24/(T/2), где А - амплитуда осцилляции пучка, T/2 - половина периода осцилляции.
Наиболее эффективным параметром регулирования является произведение средней продолжительности импульсов сквозного тока τ на их частоту f. Как показали исследования, указанный параметр коррелирует с протяженностью открытия канала при сквозном проплавлении в процессе электронно-лучевой сварки. Указанный параметр с высокой точностью позволяет контролировать формирование сварного шва при сквозном проплавлении.
Предлагаемый способ обеспечивает существенное повышение точности и надежности регулирования процессов электронно-лучевой сварки со сквозным проплавлением изделий толщиной 5-40 мм с применением осцилляции электронного пучка, по сравнению с прототипом, благодаря использованию дополнительного информационного параметра. Применяемая при этом высокочастотная осцилляция электронного пучка дополнительно улучшает качество формирования сварного шва.
Указанные преимущества способа обеспечивают повышение воспроизводимости качества формирования сварного шва в режиме сквозного проплавления осциллирующим электронным пучком.
Способ электронно-лучевой сварки, включающий сварку со сквозным проплавлением и регулированием мощности электронного пучка, при этом в процессе сварки регистрируют частоту и продолжительность импульсов сквозного тока, отличающийся тем, что сварку проводят с осцилляцией электронного пучка с частотой от 300 до 2000 Гц по синусоидальному или линейному закону, а регулирование мощности электронного пучка осуществляют из условия поддержания на заданном уровне, обеспечивающем формирование сварного шва, средней продолжительности импульсов сквозного тока или величины произведения средней продолжительности импульсов сквозного тока на частоту этих импульсов.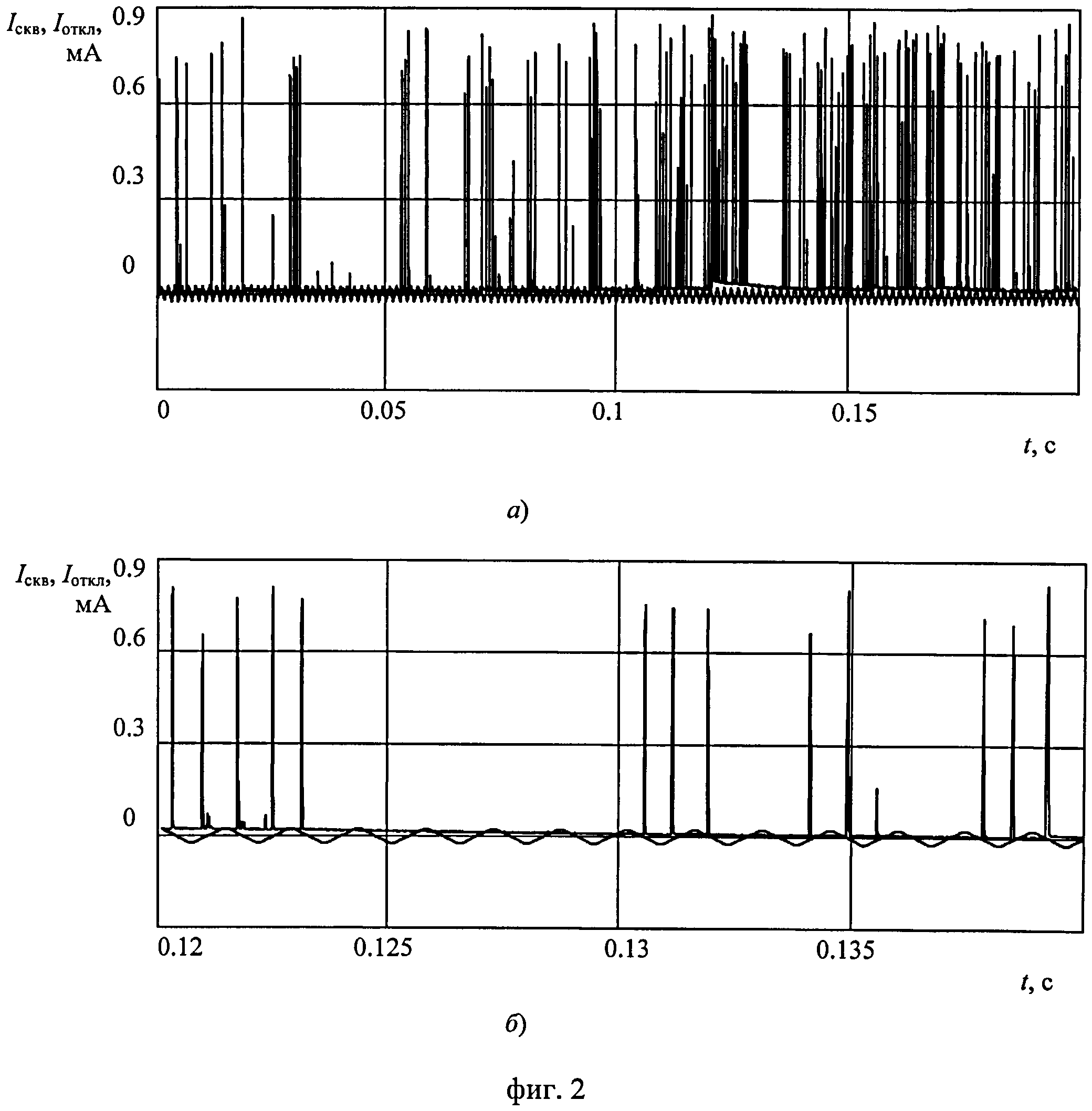
Цветное шлакокаменное литье и шихта для его получения
Трехфазный асинхронный электрический двигатель
Устройство катодной защиты погружного нефтенасоса
Способ получения вторичных целлюлозных волокон переработкой макулатуры из гофрокартона
Способ контроля состояния изоляции в трехфазной электрической сети
Способ волочения биметаллических прутковых и проволочных изделий
Способ получения цветного декоративного покрытия на камнелитом изделии
Способ оценки ударной вязкости высоковязких листовых конструкционных сталей
Способ оценки сопротивления коррозионной усталости сварных соединений
Устройство для мундштучного формования
Цветное шлакокаменное литье и шихта для его получения
Трехфазный асинхронный электрический двигатель
Устройство катодной защиты погружного нефтенасоса
Способ получения вторичных целлюлозных волокон переработкой макулатуры из гофрокартона
Способ контроля состояния изоляции в трехфазной электрической сети
Способ волочения биметаллических прутковых и проволочных изделий
Способ получения цветного декоративного покрытия на камнелитом изделии
Способ оценки ударной вязкости высоковязких листовых конструкционных сталей
Способ оценки сопротивления коррозионной усталости сварных соединений
Устройство для мундштучного формования

