Результат интеллектуальной деятельности: СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области сортовой прокатки и может быть реализовано при производстве двутавровых профилей, преимущественно с параллельными гранями полок, на рельсобалочных прокатных станах, снабженных компактными непрерывно-реверсивными группами-тандем универсальных и двухвалковых клетей.
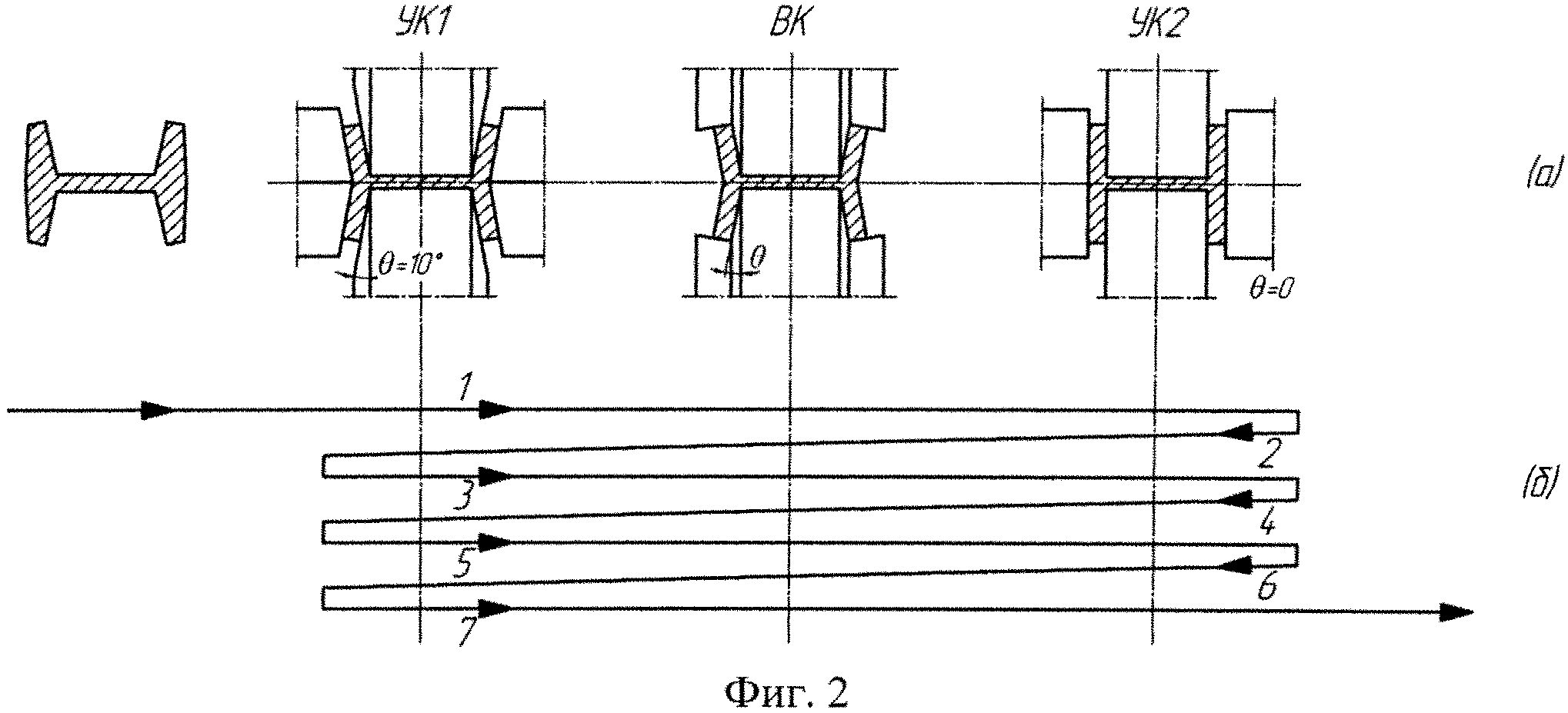
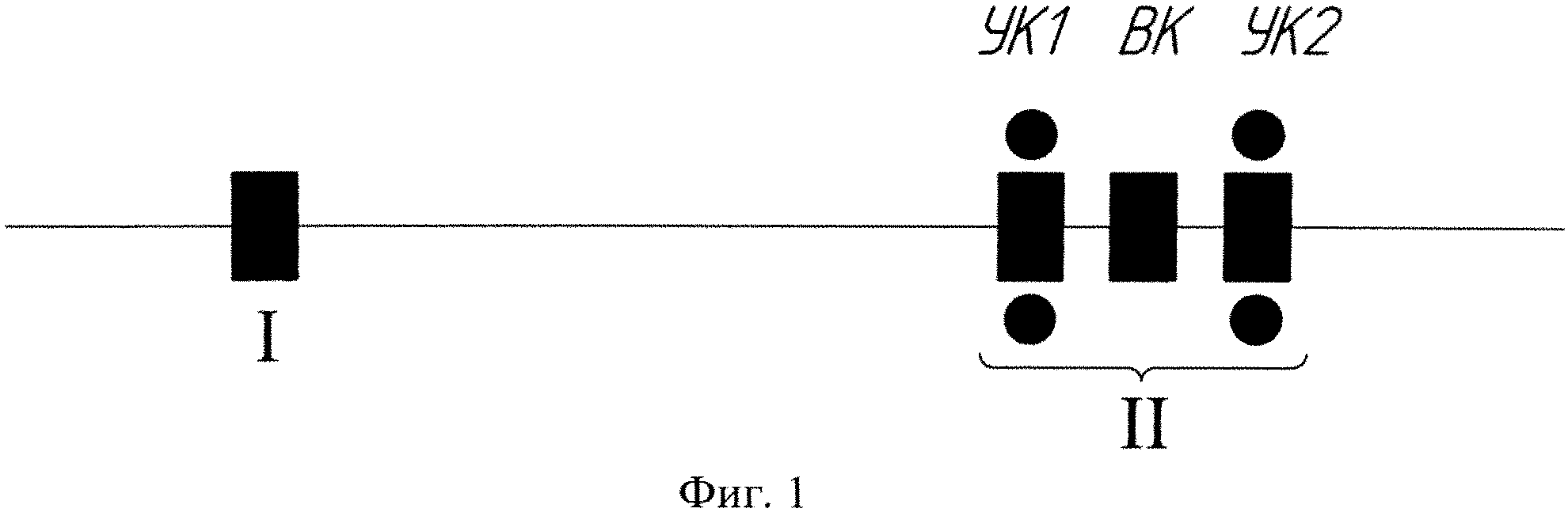
Известен "Х-Н" - способ прокатки двутавровых стальных профилей с параллельными гранями полок и устройство для его осуществления ([1]. Патент US 7043953. Х-Н rolling method for parallel-flange steel sections). Указанный способ иллюстрируется схемами на фиг. 1 и фиг. 2. На фиг. 1 представлена схема расположения рабочих клетей. Позицией I обозначена реверсивная прокатная клеть дуо, служащая для получения разрезной двутавровой заготовки (возможно применение для этой цели другого устройства, например, литейного агрегата). II - компактная непрерывно-реверсивная группа-тандем, состоящая из последовательно расположенных первой универсальной клети УК1, двухвалковой вспомогательной клети ВК и второй универсальной клети УК2. На фиг. 2 представлена форма калибров (а), образованных валками указанных клетей, и схема прокатки (б) в этих калибрах, причем стрелками на фиг. 2, б показано направление проходов, а цифрами - номера проходов. Универсальные калибры клетей УК1 и УК2 образованы двумя горизонтальными валками, служащими для обжатия шейки (стенки) профиля, и двумя вертикальными валками - для обжатия полок (фланцев) профиля, причем рабочая поверхность (бочка) вертикальных валков и боковая грань горизонтальных валков расположены под углом θ к вертикали, который может изменяться для разных калибров от 10° до 0°. Благодаря этому фланцы прокатываемого профиля могут принимать отогнутое на угол θ (наклонное) положение - "X" (см. УК1 на фиг. 2, а) или вертикальное положение - "Н" при θ=0 (см. УК2 на фиг. 2, а).
Задачей рассматриваемого изобретения является уменьшение износа горизонтальных валков и выравнивание его в универсальных клетях с отогнутыми фланцами - УК1 и вертикальными фланцами - УК2.
Указанную задачу решают за счет того, что предварительно полученную двутавровую заготовку прокатывают в калибрах непрерывно-реверсивной группы-тандем (см. фиг. 2, а) в двух взаимно противоположных направлениях (см. фиг. 2, б), причем при прокатке в прямом направлении (проходы 1, 3, 5) формируют в клети УК1 двутавровый профиль с отогнутыми на угол θ фланцами, затем осаживают фланцы по высоте в клети ВК и далее деформируют в клети УК2 профиль с получением вертикальных фланцев при θ=0,0÷0,5°. При прокатке в обратном направлении (проходы 2, 4, 6) последовательность операций меняется на противоположную, и деформируемый двутавровый профиль с вертикальными фланцами превращается в двутавр с отогнутыми фланцами. Таким образом, в процессе прокатки производится перегиб фланцев из наклонного в вертикальное положение и обратно. При этом обжатие фланцев в клети УК2 (при θ=0) составляет определенную долю от обжатия в клети УК 1.
Описанный способ имеет следующие недостатки:
1. Вследствие знакопеременного перегиба фланцев на угол θ возможно образование дефектов (трещин) в местах соединения стенки и фланцев профиля.
2. Чистовой проход при прокатке двутавра производится на тех же валках клети УК2, что и черновые проходы. Это вызывает повышенный износ валков и ухудшение качества поверхности чистового профиля.
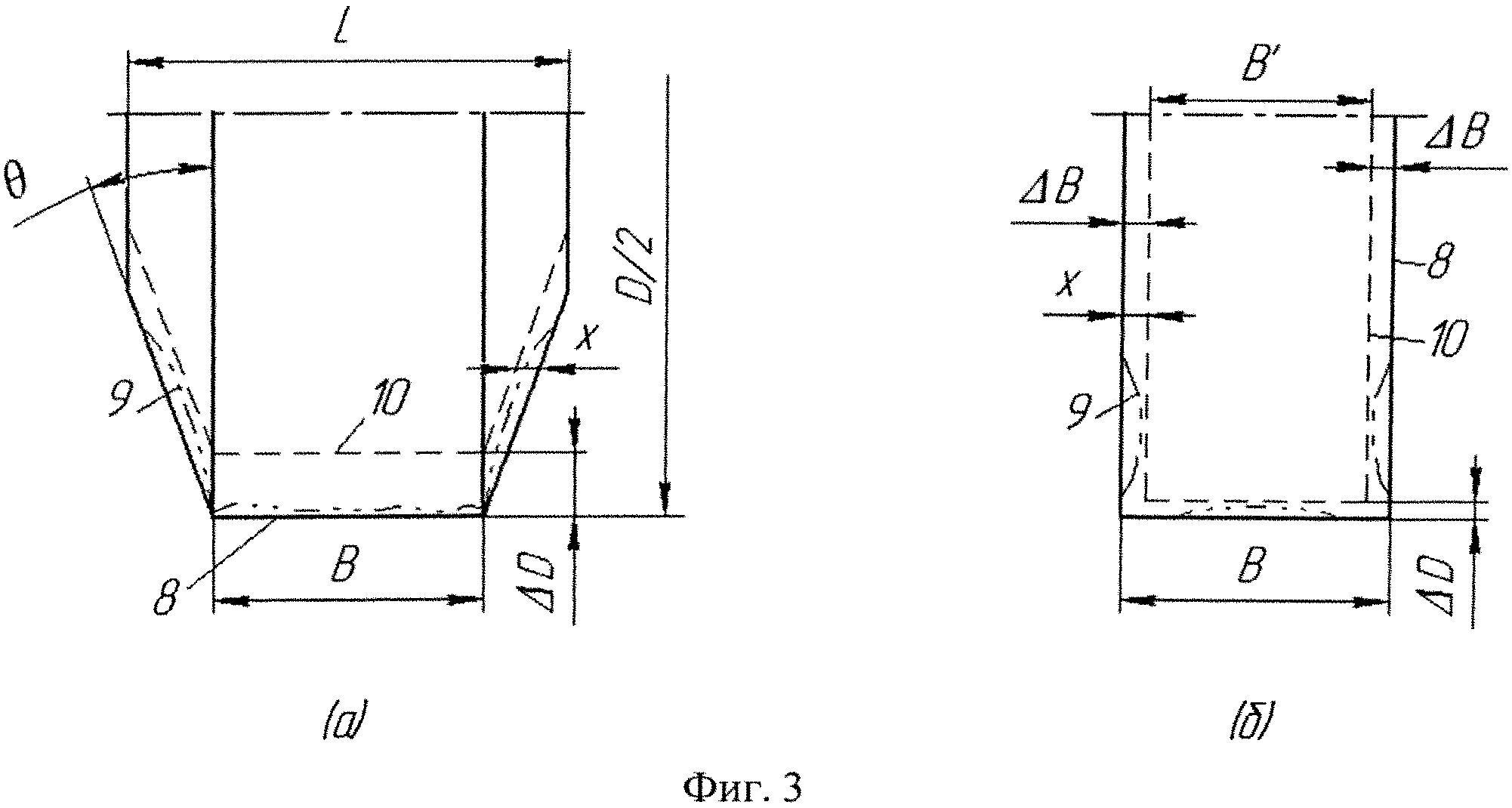
3. Горизонтальные валки универсальных клетей без уклонов боковых граней (θ=0) или с незначительными уклонами (0,5°) не позволяют перетачивать изношенные валки с сохранением прежних поперечных размеров или требуют большего съема валков по диаметру, что приводит к увеличению расхода валков и парка валков. Это известное положение калибровки ([2]. Смирнов В.К., Шилов В.А., Инатович Ю.В. Калибровка прокатных валков. Учебное пособие для вузов. - М., Теплотехник, 2008. 490 с.) иллюстрируется на фиг. 3. На фиг. 3, а показана рабочая часть горизонтального валка с уклонами боковых граней при θ>0, на фиг. 3, б приведен горизонтальный валок без уклона боковых граней (θ=0). Цифрами на рисунках обозначены: 8 - новый валок; 9 - контур изношенного валка; 10 - контур переточенного валка; буквой х обозначена глубина износа валка при прокатке. Тангенс угла наклона стенки калибра tgθ называют выпуском [2, с. 13]. Из фиг. 3, а следует, что глубина съема валка по диаметру при переточке ΔD зависит от выпуска стенки калибра:

Таким образом, чем больше выпуск tgθ, тем меньше съем и, следовательно, расход валков.
Из фиг. 3, б видно, что при отсутствии выпуска боковых граней валка расход горизонтальных валков увеличивается за счет переточки как по диаметру, так и по ширине валка. При этом переточенный валок изменяет ширину и не может быть применен для прокатки того же двутаврового профиля, что и до переточки.
Близкими к рассмотренному способу по его существу являются способы-аналоги, представленные в патентах US 3251213 ([3]. Method of manufacturing h-beams), US 5896770 ([4]. Method and apparatus for rolling shape steel).
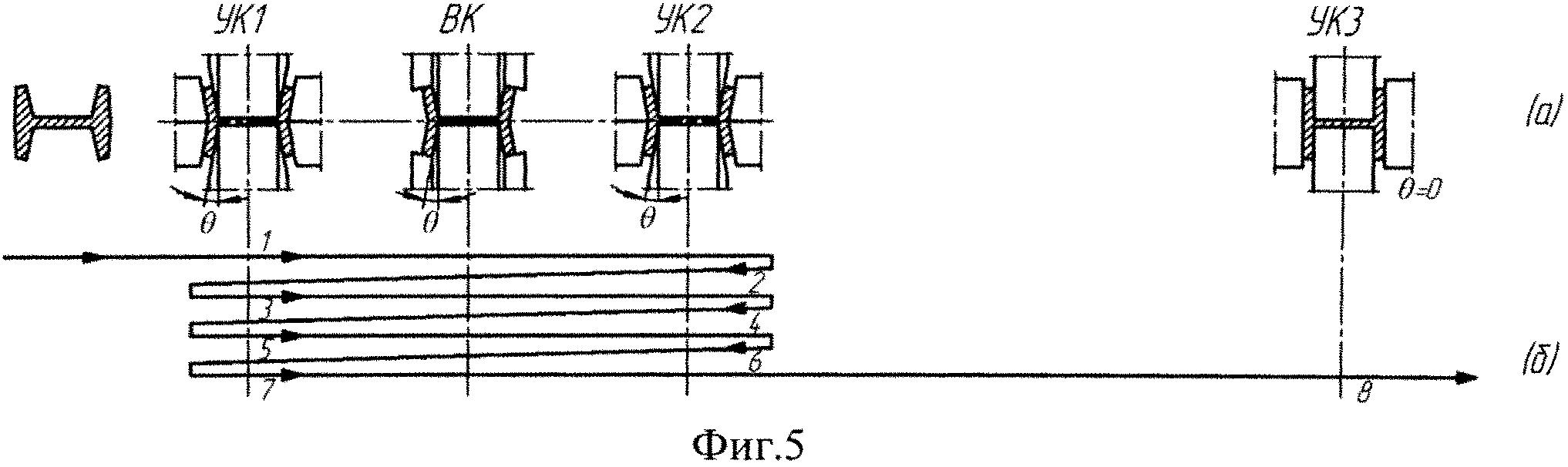
Наиболее близким аналогом, принятым за прототип, является способ по патенту US 3251213 [3]. Указанный способ-прототип реализуется на стане, схема которого приведена на фиг. 4, где используются следующие обозначения: I - черновая реверсивная клеть дуо, служащая для получения разрезной двутавровой заготовки; II - компактная непрерывно-реверсивная группа-тандем, состоящая из последовательно расположенных первой универсальной клети УК1, двухвалковой вспомогательной клети ВК и второй универсальной клети УК2; III - чистовая универсальная клеть УК3. Клеть УК3 удалена от компактной группы II на расстояние L, превышающее максимально возможную длину прокатанной чистовой полосы, и поэтому может работать не связано с группой-тандем. На фиг. 5 показана форма калибров рабочих клетей УК1, ВК, УК2, УК3 (а) и последовательность (схема) прокатки заготовки в этих калибрах (б). В отличие от рассмотренного выше способа-аналога (см. фиг. 2) калибры обеих универсальных клетей группы-тандем (УК1 и УК2) имеют отогнутые фланцы на угол θ. Таким образом, стенка двутаврового профиля формируется в горизонтальной плоскости, а фланцы прокатываются под углом θ к вертикальной плоскости.
В способе-прототипе поставлена задача улучшения качества двутавровых балок и снижения расхода прокатных валков. Эта задача решается путем прокатки разрезной заготовки в непрерывно-реверсивной группе-тандем за несколько проходов в калибрах с отогнутыми фланцами без изменения угла их наклона с последующей прокаткой за один проход в чистовом универсальном калибре с вертикальными фланцами.
При этом достигается следующий технический эффект:
- устраняется знакопеременный изгиб фланцев и, следовательно, снижается вероятность образования дефектов сплошности металла (трещин) в местах соединения фланцев и стенки;
- улучшается качество поверхности балки за счет применения для чистового прохода отдельной чистовой клети;
- уменьшается съем металла при переточке валков и снижается расход валков.
К недостаткам способа-прототипа относится отсутствие контроля формы и высоты фланцев разрезной заготовки перед задачей в первую универсальную клеть группы-тандем; отсутствие контроля высоты полок прокатываемого профиля перед задачей в чистовую универсальную клеть; невозможность изменять выпуск (угол наклона) фланцев универсальных калибров и прокатываемого профиля по ходу прокатки.
Еще одним недостатком способа-прототипа является большой перегиб фланцев в чистовом проходе (за один проход с 10° до 0°-0,5°), что может приводить к образованию трещин в месте соединения фланцев и шейки.
Задачей предлагаемого изобретения является улучшение качества продукции, снижение расхода валков и уменьшение парка валков, используемых при производстве двутавровых профилей.
Указанная задача достигается тем, что в известном способе прокатки, включающем получение разрезной двутавровой заготовки, прокатку этой заготовки в непрерывно-реверсивной группе-тандем, состоящей из последовательно расположенных первой универсальной клети УК1, вспомогательной клети дуо ВК и второй универсальной клети УК2, с формированием в горизонтальной плоскости стенки и в вертикальной плоскости фланцев двутаврового профиля, и последующую прокатку в отдельной чистовой универсальной клети УК3, прокатку в группе-тандем ведут в три стадии, при этом на первой стадии прокатку ведут в непрерывно-реверсивном режиме во вспомогательной и второй универсальной клетях, на второй стадии в непрерывном режиме за один проход во второй универсальной, вспомогательной и первой универсальной клетях, и на третьей стадии в непрерывно-реверсивном режиме в первой универсальной и вспомогательной клетях, причем фланцы профиля прокатывают под углом к вертикальной плоскости не более 9° во второй универсальной клети и не более 4,5° в первой универсальной клети.
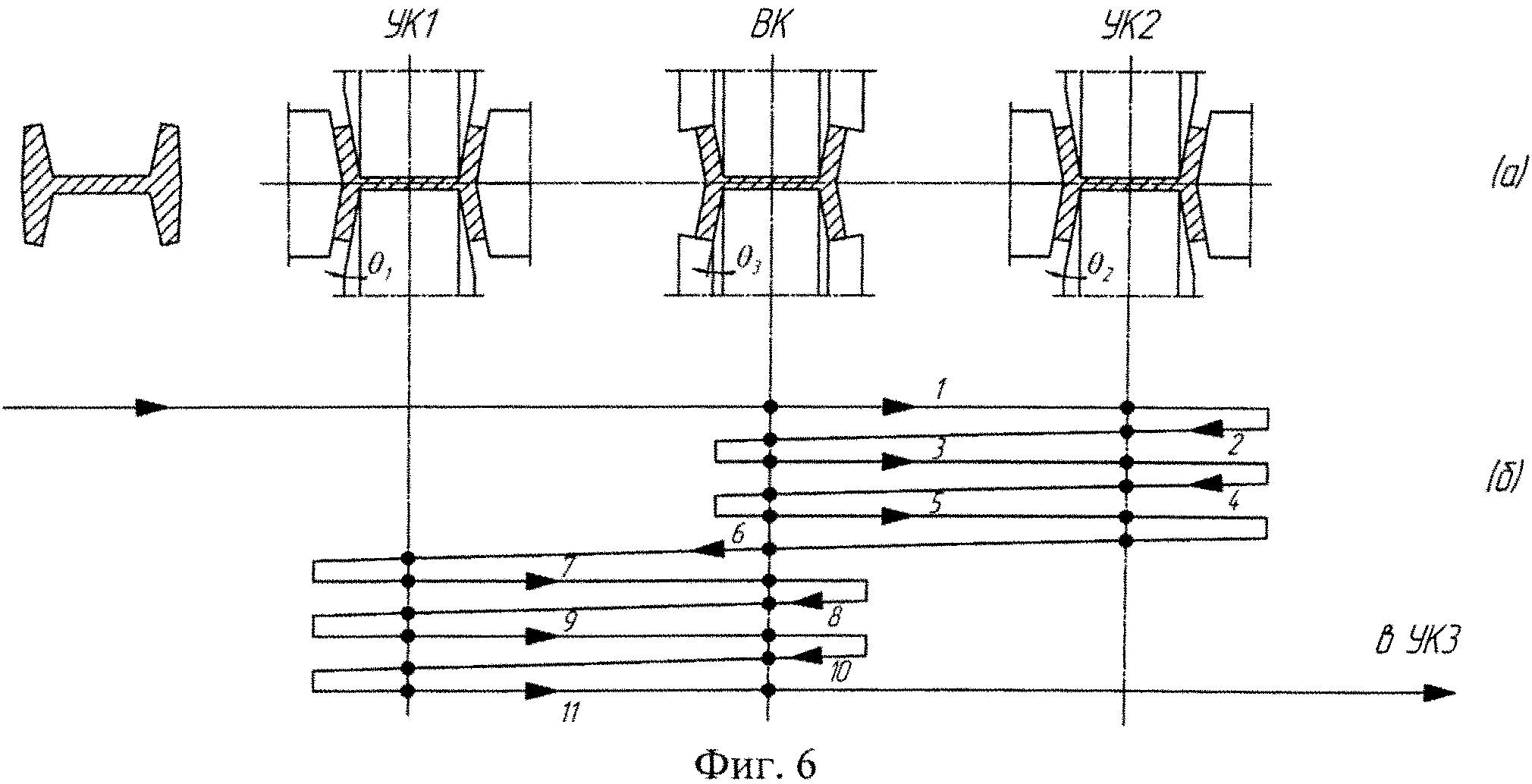
Существо изобретения поясняется схемами на фиг. 6. На фиг. 6, а показана схема применяемых калибров и обозначены углы наклона фланцев. Осадочный калибр, размещенный на бочке сдвигаемой клети ВК, выполняют в двух вариантах: при θ3=θ2 и θ3=θ1, которые используются соответственно на первой и третьей стадии процесса. На фиг. 6, б приведена схема прокатки в указанных калибрах, причем цифрами обозначены номера проходов, а стрелками показано направление прокатки.
Процесс прокатки по заявляемому способу реализуется следующим образом. Предварительно полученную разрезную заготовку прокатывают на первой стадии с использованием в клети ВК варианта осадочного калибра при θ3=θ2, а в клети УК2 с углом наклона боковых граней горизонтальных валков θ2, благодаря чему фланцы профиля прокатываются под углом θ2. При этом первая универсальная клеть УК1 не используется, валки ее разведены. Такая последовательность калибров в первом проходе обусловлена тем, что необходимо провести обжатие (контроль) высоты фланцев заготовки, которая может иметь значительные колебания размеров вследствие предварительной прокатки в реверсивной черновой клети. После реверса валков направление прокатки изменяется на обратное: УК2-ВК, затем снова ВК-УК2 и т.д. В таком реверсивном режиме обычно проводят 3-5 проходов (примерно 50% от общего числа проходов, необходимого для получения требуемого профиля). Затем осуществляется непрерывная прокатка за один проход во всех клетях группы-тандем УК2-ВК-УК1, после чего производится третья стадия непрерывно-реверсивной прокатки в клетях УК1-ВК с использованием варианта осадочного калибра вспомогательной клети при θ3=θ1, благодаря чему фланцы прокатываются под углом θ1 к вертикальной плоскости. При этом вторая универсальная клеть УК2 не используется (валки ее разведены). В результате прокатки на этой стадии получают предчистовой двутавровый профиль с отогнутыми фланцами, высота которых контролируется в последнем проходе. Полученный профиль передают в чистовую нереверсивную универсальную клеть УКЗ, где за один проход окончательно формируется двутавр с параллельными гранями полок.
Углы наклона плоскости прокатки фланцев и θ2 определили на основе накопленного производственного опыта прокатки двутавровых балок. Известно ([2], с.272, и Луцкий М.Б. Производство двутавровых балок. - Алчевск. ДГМИ, 2004), что при прокатке двутавров в универсальных балочных клетях выпуск боковых граней горизонтальных валков (соответственно уклон бочки вертикальных валков) рекомендуется принимать в пределах: для черновых калибров 12-16% (0,12-0,16), а для промежуточных и предчистовых калибров 6-8% (0,06-0,08). Учитывая, что с увеличением выпуска калибров расход валков уменьшается, рациональными с точки зрения экономии расхода валков являются максимальные из указанных значений, т.е. для черновых калибров tgθ2=0,16 и для предчистовых tgθ1=0,08, что соответствует углам θ2=9° и θ1=4,5°. Таким образом, в процессе прокатки угол отгиба фланцев постепенно уменьшается от 9° на первой стадии, до 4,5° на третьей стадии и далее до 0° в чистовом проходе. Отсутствие резких перегибов фланцев снижает вероятность образования трещин в местах соединения стенки с фланцами.
С увеличением выпуска калибров снижается съем металла ΔD при переточках валков, как показано выше в формуле (1). Это также снижает расход валков и увеличивает срок их службы, а следовательно, уменьшает парк валков. Сокращение парка валков предполагается получить также за счет того, что на первой стадии непрерывно-реверсивной прокатки не используется первая универсальная клеть УК1, а на третьей стадии - клеть УК2.
Предлагаемое изобретение позволит получить следующий технический эффект:
- улучшение качества двутавровых профилей за счет контроля высоты фланцев перед первым и чистовым проходом;
- исключение возможности образования дефектов в местах соединения шейки и полок за счет уменьшения углов отгибания (перегибов) фланцев профиля;
- снижение расхода валков и увеличение срока их службы за счет применения рациональных выпусков калибров;
- сокращение парка валков за счет уменьшения числа универсальных клетей при двухклетьевой непрерывно-реверсивной прокатке.
Способ прокатки двутавровых профилей, включающий прокатку разрезной двутавровой заготовки в непрерывно-реверсивной группе-тандем, содержащей последовательно расположенные первую универсальную клеть, вспомогательную клеть дуо и вторую универсальную клети, с формированием в горизонтальной плоскости стенки и в вертикальной плоскости фланцев двутаврового профиля, и последующую чистовую прокатку в отдельной универсальной клети, отличающийся тем, что прокатку в группе-тандем производят в три стадии, причем на первой стадии - в непрерывно-реверсивном режиме во вспомогательной и второй универсальной клетях, на второй стадии - в непрерывном режиме за один проход во второй универсальной, вспомогательной и первой универсальной клетях, а на третьей стадии - в непрерывно-реверсивном режиме в первой универсальной и вспомогательной клетях, при этом фланцы профиля прокатывают под углом к вертикальной плоскости не более 9° во второй универсальной клети и не более 4,5° в первой универсальной клети.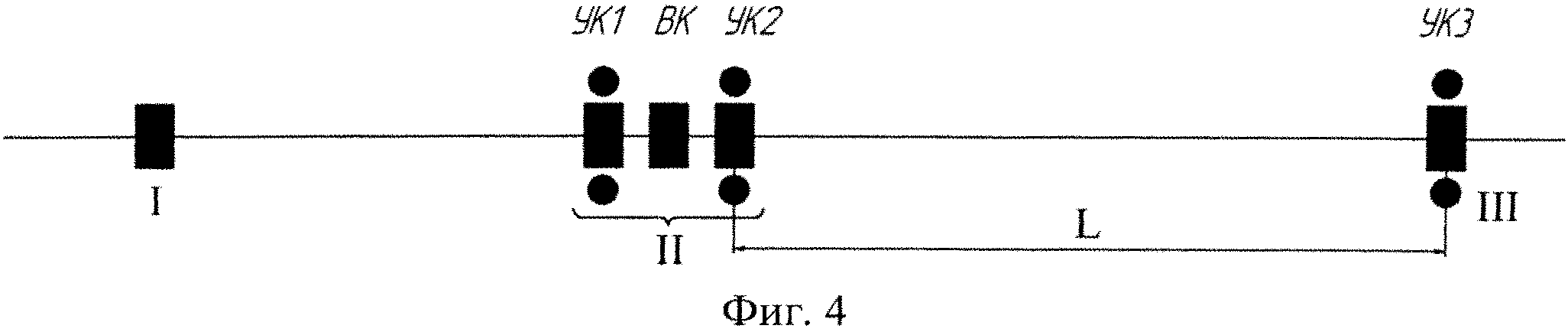
Способ изготовления безгистерезисного актюатора с линейной пьезоэлектрической характеристикой
Сталь для изготовления кованых прокатных валков
Способ переработки алюминиевого шлака
Система предотвращения аварий карьерного автомобиля
Способ получения цилиндрической заготовки в виде прутка из металлического армированного композиционного материала
Способ определения содержания грамотрицательных патогенных бактерий в анализируемой среде
Лазерный толщиномер и способ его калибровки
Применение 2-морфолино-5-фенил-6н-1,3,4-тиадизин, гидробромида в качестве средства, изменяющего суммарную мощность спектра вариабельности сердечного ритма и обладающего антибрадикардическими свойствами
Способ получения фенацетина
Способ определения профиля поперечного распределения примеси германия в жиле и оболочке кремниевых стекловолокон
Способ получения люминофора в виде аморфной пленки диоксида кремния с ионами селена на кремниевой подложке
Одномодовый двухслойный кристаллический инфракрасный световод
Способ получения трифенилена
Солнечная установка для выработки спирта и сопутствующих материалов
Способ получения анестезина
Способ извлечения благородных металлов из растворов
Термоэнергетическая ветроустановка
Способ заброски твердого топлива на неподвижную колосниковую решетку для сжигания в плотном слое
Способ определения коэффициента трения при пластической деформации
Способ изготовления труб

