Результат интеллектуальной деятельности: СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области сортовой прокатки и может быть реализовано при производстве двутавровых профилей, преимущественно с параллельными гранями полок, на рельсобалочных прокатных станах, снабженных компактными непрерывно-реверсивными группами-тандем универсальных и двухвалковых клетей.
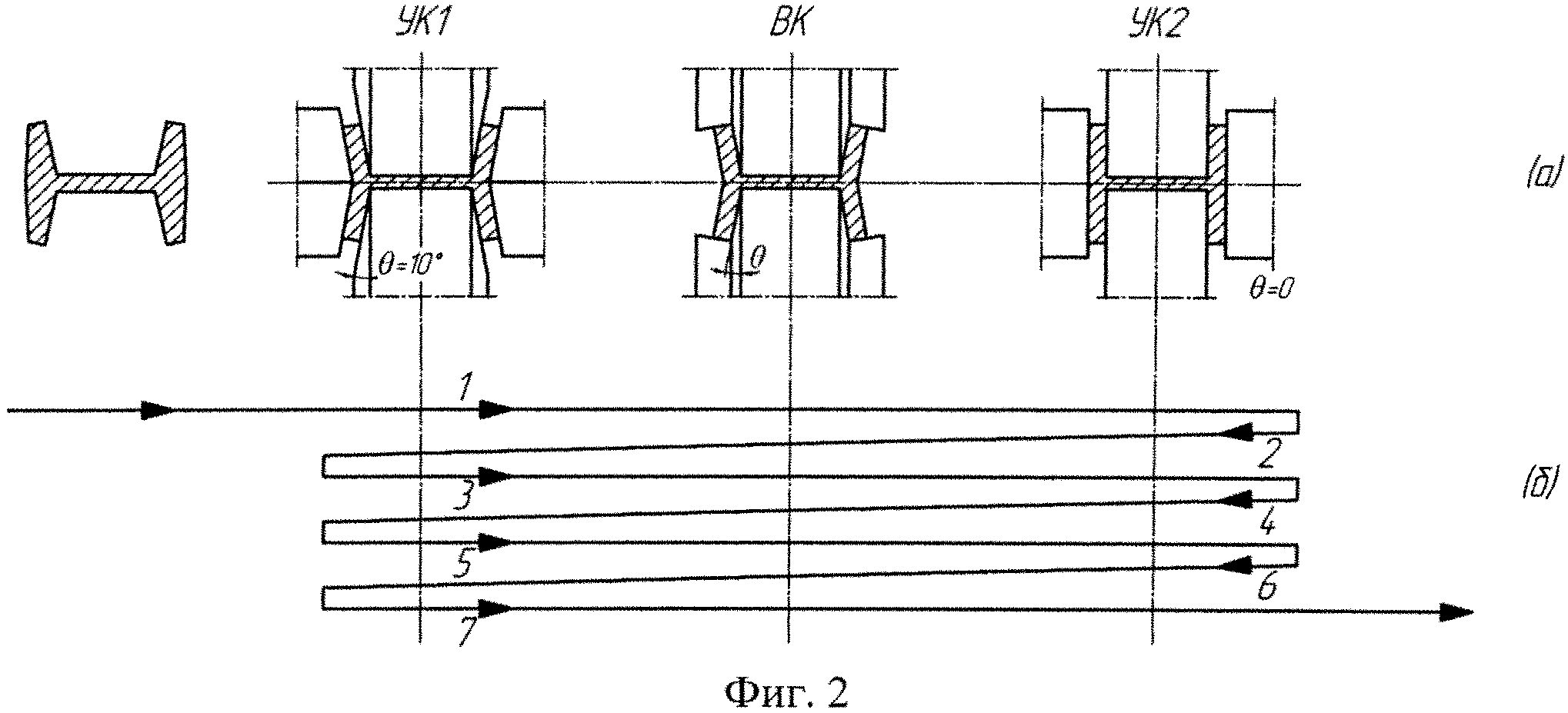
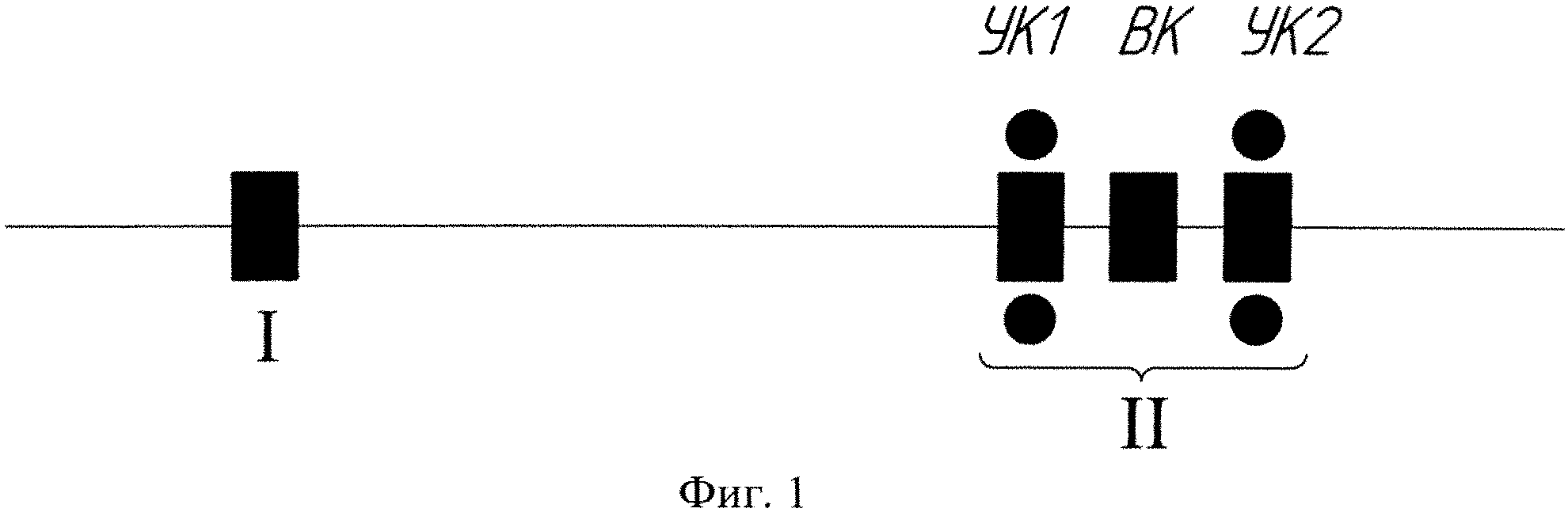
Известен "Х-Н" - способ прокатки двутавровых стальных профилей с параллельными гранями полок и устройство для его осуществления ([1]. Патент US 7043953. Х-Н rolling method for parallel-flange steel sections). Указанный способ иллюстрируется схемами на фиг. 1 и фиг. 2. На фиг. 1 представлена схема расположения рабочих клетей. Позицией I обозначена реверсивная прокатная клеть дуо, служащая для получения разрезной двутавровой заготовки (возможно применение для этой цели другого устройства, например, литейного агрегата). II - компактная непрерывно-реверсивная группа-тандем, состоящая из последовательно расположенных первой универсальной клети УК1, двухвалковой вспомогательной клети ВК и второй универсальной клети УК2. На фиг. 2 представлена форма калибров (а), образованных валками указанных клетей, и схема прокатки (б) в этих калибрах, причем стрелками на фиг. 2, б показано направление проходов, а цифрами - номера проходов. Универсальные калибры клетей УК1 и УК2 образованы двумя горизонтальными валками, служащими для обжатия шейки (стенки) профиля, и двумя вертикальными валками - для обжатия полок (фланцев) профиля, причем рабочая поверхность (бочка) вертикальных валков и боковая грань горизонтальных валков расположены под углом θ к вертикали, который может изменяться для разных калибров от 10° до 0°. Благодаря этому фланцы прокатываемого профиля могут принимать отогнутое на угол θ (наклонное) положение - "X" (см. УК1 на фиг. 2, а) или вертикальное положение - "Н" при θ=0 (см. УК2 на фиг. 2, а).
Задачей рассматриваемого изобретения является уменьшение износа горизонтальных валков и выравнивание его в универсальных клетях с отогнутыми фланцами - УК1 и вертикальными фланцами - УК2.
Указанную задачу решают за счет того, что предварительно полученную двутавровую заготовку прокатывают в калибрах непрерывно-реверсивной группы-тандем (см. фиг. 2, а) в двух взаимно противоположных направлениях (см. фиг. 2, б), причем при прокатке в прямом направлении (проходы 1, 3, 5) формируют в клети УК1 двутавровый профиль с отогнутыми на угол θ фланцами, затем осаживают фланцы по высоте в клети ВК и далее деформируют в клети УК2 профиль с получением вертикальных фланцев при θ=0,0÷0,5°. При прокатке в обратном направлении (проходы 2, 4, 6) последовательность операций меняется на противоположную, и деформируемый двутавровый профиль с вертикальными фланцами превращается в двутавр с отогнутыми фланцами. Таким образом, в процессе прокатки производится перегиб фланцев из наклонного в вертикальное положение и обратно. При этом обжатие фланцев в клети УК2 (при θ=0) составляет определенную долю от обжатия в клети УК 1.
Описанный способ имеет следующие недостатки:
1. Вследствие знакопеременного перегиба фланцев на угол θ возможно образование дефектов (трещин) в местах соединения стенки и фланцев профиля.
2. Чистовой проход при прокатке двутавра производится на тех же валках клети УК2, что и черновые проходы. Это вызывает повышенный износ валков и ухудшение качества поверхности чистового профиля.
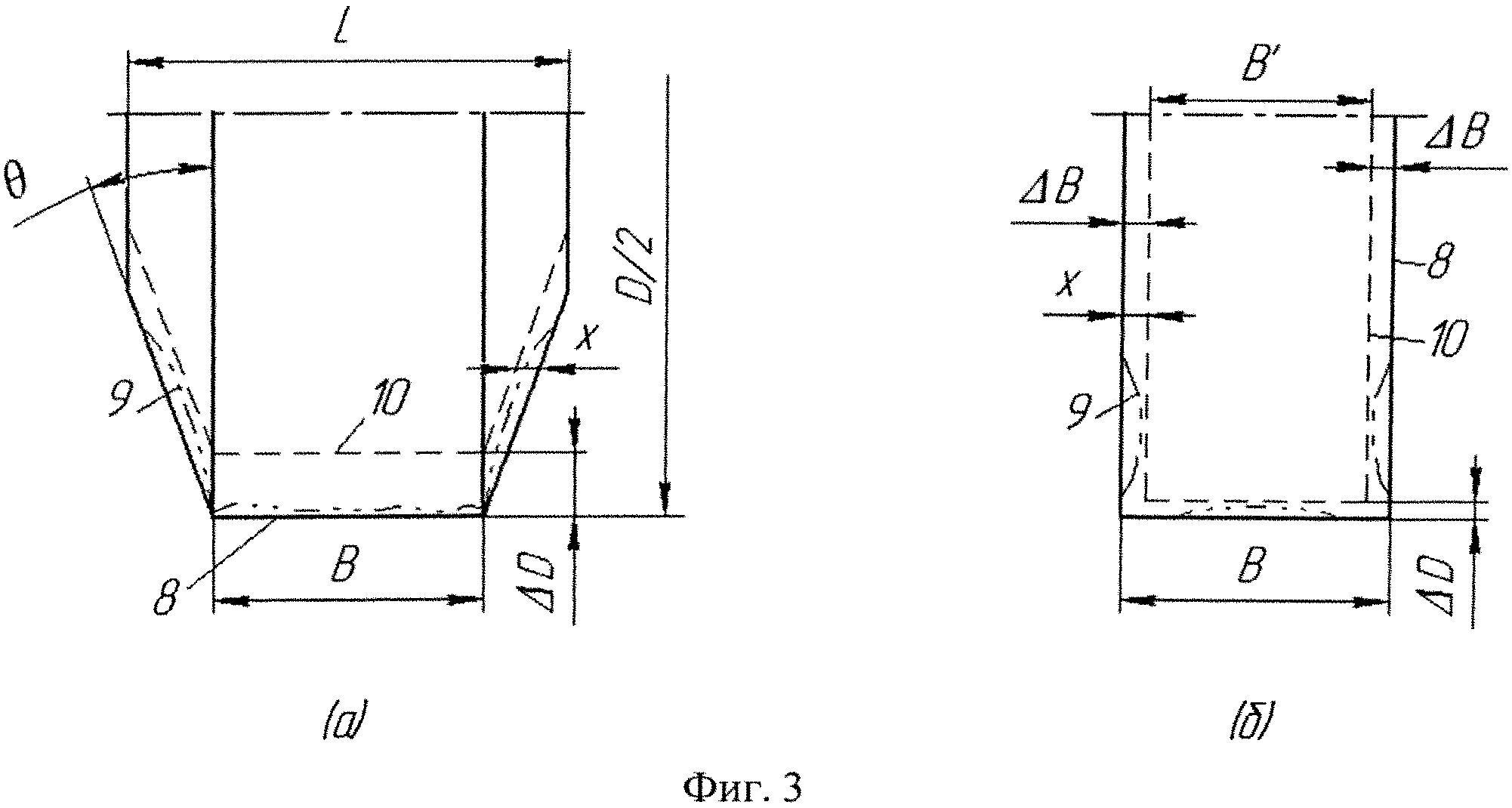
3. Горизонтальные валки универсальных клетей без уклонов боковых граней (θ=0) или с незначительными уклонами (0,5°) не позволяют перетачивать изношенные валки с сохранением прежних поперечных размеров или требуют большего съема валков по диаметру, что приводит к увеличению расхода валков и парка валков. Это известное положение калибровки ([2]. Смирнов В.К., Шилов В.А., Инатович Ю.В. Калибровка прокатных валков. Учебное пособие для вузов. - М., Теплотехник, 2008. 490 с.) иллюстрируется на фиг. 3. На фиг. 3, а показана рабочая часть горизонтального валка с уклонами боковых граней при θ>0, на фиг. 3, б приведен горизонтальный валок без уклона боковых граней (θ=0). Цифрами на рисунках обозначены: 8 - новый валок; 9 - контур изношенного валка; 10 - контур переточенного валка; буквой х обозначена глубина износа валка при прокатке. Тангенс угла наклона стенки калибра tgθ называют выпуском [2, с. 13]. Из фиг. 3, а следует, что глубина съема валка по диаметру при переточке ΔD зависит от выпуска стенки калибра:

Таким образом, чем больше выпуск tgθ, тем меньше съем и, следовательно, расход валков.
Из фиг. 3, б видно, что при отсутствии выпуска боковых граней валка расход горизонтальных валков увеличивается за счет переточки как по диаметру, так и по ширине валка. При этом переточенный валок изменяет ширину и не может быть применен для прокатки того же двутаврового профиля, что и до переточки.
Близкими к рассмотренному способу по его существу являются способы-аналоги, представленные в патентах US 3251213 ([3]. Method of manufacturing h-beams), US 5896770 ([4]. Method and apparatus for rolling shape steel).
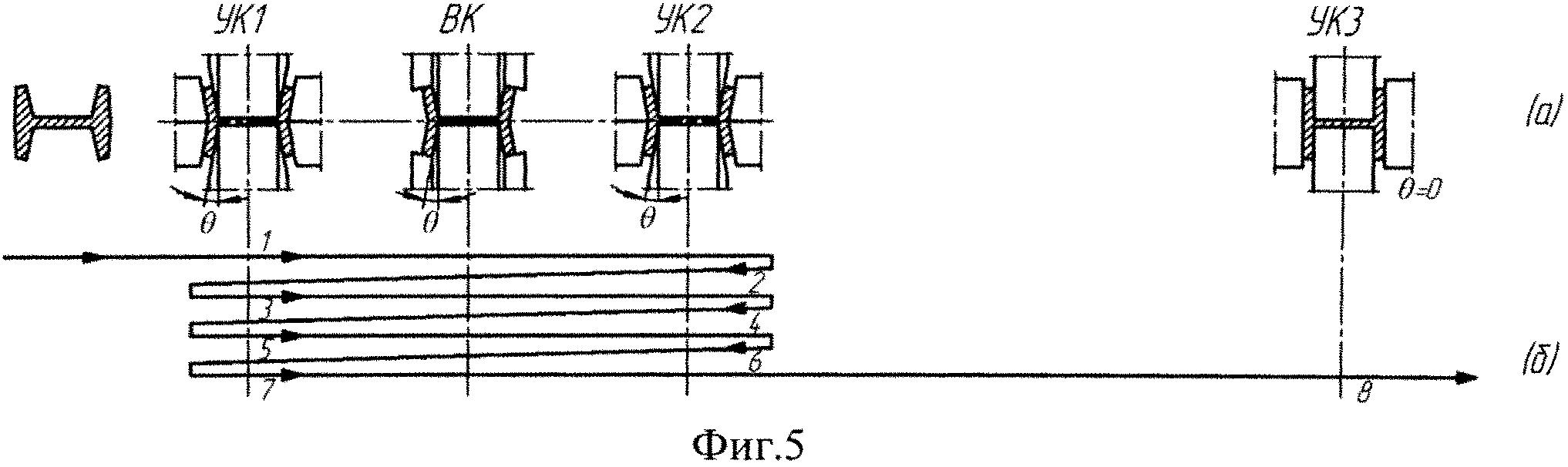
Наиболее близким аналогом, принятым за прототип, является способ по патенту US 3251213 [3]. Указанный способ-прототип реализуется на стане, схема которого приведена на фиг. 4, где используются следующие обозначения: I - черновая реверсивная клеть дуо, служащая для получения разрезной двутавровой заготовки; II - компактная непрерывно-реверсивная группа-тандем, состоящая из последовательно расположенных первой универсальной клети УК1, двухвалковой вспомогательной клети ВК и второй универсальной клети УК2; III - чистовая универсальная клеть УК3. Клеть УК3 удалена от компактной группы II на расстояние L, превышающее максимально возможную длину прокатанной чистовой полосы, и поэтому может работать не связано с группой-тандем. На фиг. 5 показана форма калибров рабочих клетей УК1, ВК, УК2, УК3 (а) и последовательность (схема) прокатки заготовки в этих калибрах (б). В отличие от рассмотренного выше способа-аналога (см. фиг. 2) калибры обеих универсальных клетей группы-тандем (УК1 и УК2) имеют отогнутые фланцы на угол θ. Таким образом, стенка двутаврового профиля формируется в горизонтальной плоскости, а фланцы прокатываются под углом θ к вертикальной плоскости.
В способе-прототипе поставлена задача улучшения качества двутавровых балок и снижения расхода прокатных валков. Эта задача решается путем прокатки разрезной заготовки в непрерывно-реверсивной группе-тандем за несколько проходов в калибрах с отогнутыми фланцами без изменения угла их наклона с последующей прокаткой за один проход в чистовом универсальном калибре с вертикальными фланцами.
При этом достигается следующий технический эффект:
- устраняется знакопеременный изгиб фланцев и, следовательно, снижается вероятность образования дефектов сплошности металла (трещин) в местах соединения фланцев и стенки;
- улучшается качество поверхности балки за счет применения для чистового прохода отдельной чистовой клети;
- уменьшается съем металла при переточке валков и снижается расход валков.
К недостаткам способа-прототипа относится отсутствие контроля формы и высоты фланцев разрезной заготовки перед задачей в первую универсальную клеть группы-тандем; отсутствие контроля высоты полок прокатываемого профиля перед задачей в чистовую универсальную клеть; невозможность изменять выпуск (угол наклона) фланцев универсальных калибров и прокатываемого профиля по ходу прокатки.
Еще одним недостатком способа-прототипа является большой перегиб фланцев в чистовом проходе (за один проход с 10° до 0°-0,5°), что может приводить к образованию трещин в месте соединения фланцев и шейки.
Задачей предлагаемого изобретения является улучшение качества продукции, снижение расхода валков и уменьшение парка валков, используемых при производстве двутавровых профилей.
Указанная задача достигается тем, что в известном способе прокатки, включающем получение разрезной двутавровой заготовки, прокатку этой заготовки в непрерывно-реверсивной группе-тандем, состоящей из последовательно расположенных первой универсальной клети УК1, вспомогательной клети дуо ВК и второй универсальной клети УК2, с формированием в горизонтальной плоскости стенки и в вертикальной плоскости фланцев двутаврового профиля, и последующую прокатку в отдельной чистовой универсальной клети УК3, прокатку в группе-тандем ведут в три стадии, при этом на первой стадии прокатку ведут в непрерывно-реверсивном режиме во вспомогательной и второй универсальной клетях, на второй стадии в непрерывном режиме за один проход во второй универсальной, вспомогательной и первой универсальной клетях, и на третьей стадии в непрерывно-реверсивном режиме в первой универсальной и вспомогательной клетях, причем фланцы профиля прокатывают под углом к вертикальной плоскости не более 9° во второй универсальной клети и не более 4,5° в первой универсальной клети.
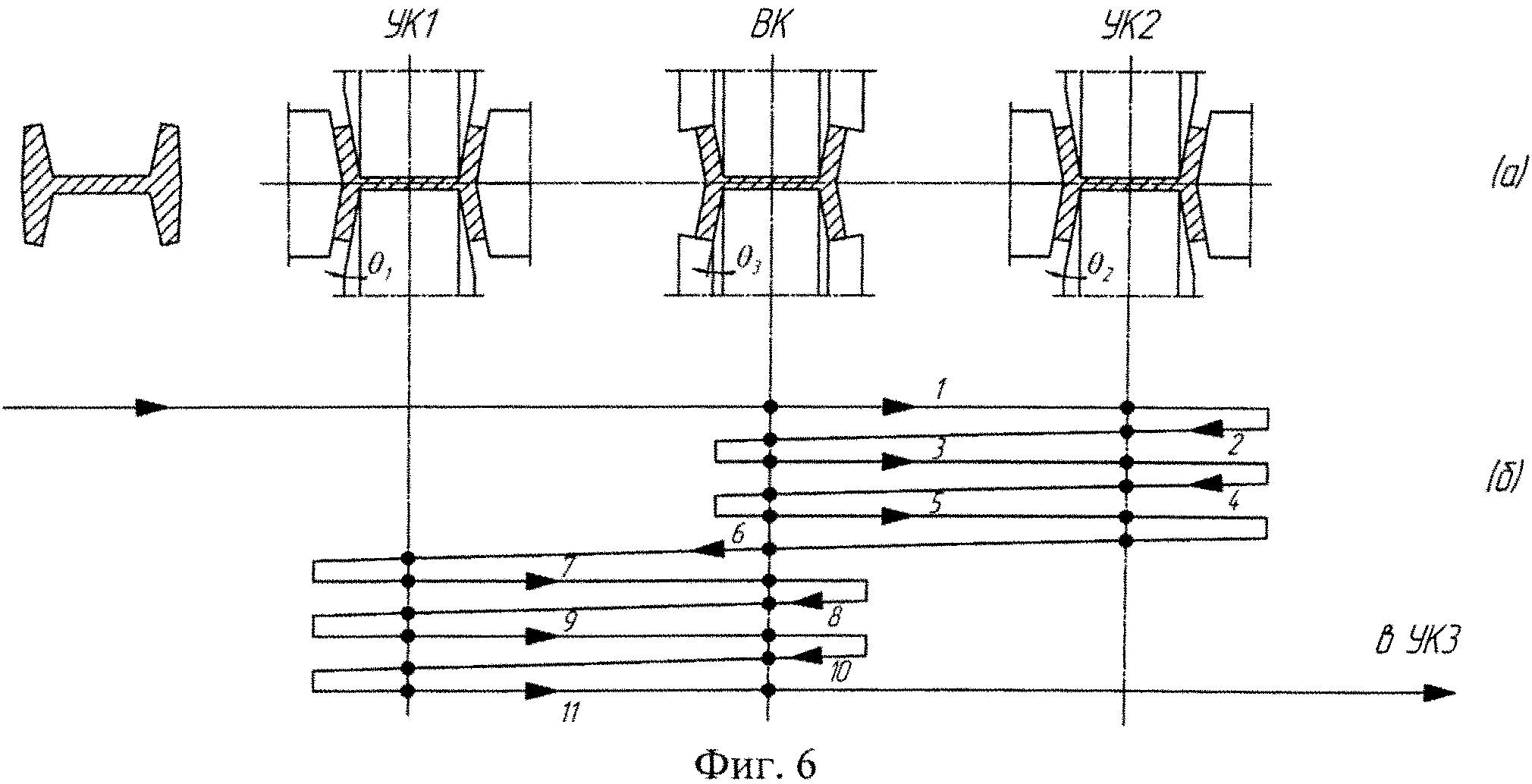
Существо изобретения поясняется схемами на фиг. 6. На фиг. 6, а показана схема применяемых калибров и обозначены углы наклона фланцев. Осадочный калибр, размещенный на бочке сдвигаемой клети ВК, выполняют в двух вариантах: при θ3=θ2 и θ3=θ1, которые используются соответственно на первой и третьей стадии процесса. На фиг. 6, б приведена схема прокатки в указанных калибрах, причем цифрами обозначены номера проходов, а стрелками показано направление прокатки.
Процесс прокатки по заявляемому способу реализуется следующим образом. Предварительно полученную разрезную заготовку прокатывают на первой стадии с использованием в клети ВК варианта осадочного калибра при θ3=θ2, а в клети УК2 с углом наклона боковых граней горизонтальных валков θ2, благодаря чему фланцы профиля прокатываются под углом θ2. При этом первая универсальная клеть УК1 не используется, валки ее разведены. Такая последовательность калибров в первом проходе обусловлена тем, что необходимо провести обжатие (контроль) высоты фланцев заготовки, которая может иметь значительные колебания размеров вследствие предварительной прокатки в реверсивной черновой клети. После реверса валков направление прокатки изменяется на обратное: УК2-ВК, затем снова ВК-УК2 и т.д. В таком реверсивном режиме обычно проводят 3-5 проходов (примерно 50% от общего числа проходов, необходимого для получения требуемого профиля). Затем осуществляется непрерывная прокатка за один проход во всех клетях группы-тандем УК2-ВК-УК1, после чего производится третья стадия непрерывно-реверсивной прокатки в клетях УК1-ВК с использованием варианта осадочного калибра вспомогательной клети при θ3=θ1, благодаря чему фланцы прокатываются под углом θ1 к вертикальной плоскости. При этом вторая универсальная клеть УК2 не используется (валки ее разведены). В результате прокатки на этой стадии получают предчистовой двутавровый профиль с отогнутыми фланцами, высота которых контролируется в последнем проходе. Полученный профиль передают в чистовую нереверсивную универсальную клеть УКЗ, где за один проход окончательно формируется двутавр с параллельными гранями полок.
Углы наклона плоскости прокатки фланцев и θ2 определили на основе накопленного производственного опыта прокатки двутавровых балок. Известно ([2], с.272, и Луцкий М.Б. Производство двутавровых балок. - Алчевск. ДГМИ, 2004), что при прокатке двутавров в универсальных балочных клетях выпуск боковых граней горизонтальных валков (соответственно уклон бочки вертикальных валков) рекомендуется принимать в пределах: для черновых калибров 12-16% (0,12-0,16), а для промежуточных и предчистовых калибров 6-8% (0,06-0,08). Учитывая, что с увеличением выпуска калибров расход валков уменьшается, рациональными с точки зрения экономии расхода валков являются максимальные из указанных значений, т.е. для черновых калибров tgθ2=0,16 и для предчистовых tgθ1=0,08, что соответствует углам θ2=9° и θ1=4,5°. Таким образом, в процессе прокатки угол отгиба фланцев постепенно уменьшается от 9° на первой стадии, до 4,5° на третьей стадии и далее до 0° в чистовом проходе. Отсутствие резких перегибов фланцев снижает вероятность образования трещин в местах соединения стенки с фланцами.
С увеличением выпуска калибров снижается съем металла ΔD при переточках валков, как показано выше в формуле (1). Это также снижает расход валков и увеличивает срок их службы, а следовательно, уменьшает парк валков. Сокращение парка валков предполагается получить также за счет того, что на первой стадии непрерывно-реверсивной прокатки не используется первая универсальная клеть УК1, а на третьей стадии - клеть УК2.
Предлагаемое изобретение позволит получить следующий технический эффект:
- улучшение качества двутавровых профилей за счет контроля высоты фланцев перед первым и чистовым проходом;
- исключение возможности образования дефектов в местах соединения шейки и полок за счет уменьшения углов отгибания (перегибов) фланцев профиля;
- снижение расхода валков и увеличение срока их службы за счет применения рациональных выпусков калибров;
- сокращение парка валков за счет уменьшения числа универсальных клетей при двухклетьевой непрерывно-реверсивной прокатке.
Способ прокатки двутавровых профилей, включающий прокатку разрезной двутавровой заготовки в непрерывно-реверсивной группе-тандем, содержащей последовательно расположенные первую универсальную клеть, вспомогательную клеть дуо и вторую универсальную клети, с формированием в горизонтальной плоскости стенки и в вертикальной плоскости фланцев двутаврового профиля, и последующую чистовую прокатку в отдельной универсальной клети, отличающийся тем, что прокатку в группе-тандем производят в три стадии, причем на первой стадии - в непрерывно-реверсивном режиме во вспомогательной и второй универсальной клетях, на второй стадии - в непрерывном режиме за один проход во второй универсальной, вспомогательной и первой универсальной клетях, а на третьей стадии - в непрерывно-реверсивном режиме в первой универсальной и вспомогательной клетях, при этом фланцы профиля прокатывают под углом к вертикальной плоскости не более 9° во второй универсальной клети и не более 4,5° в первой универсальной клети.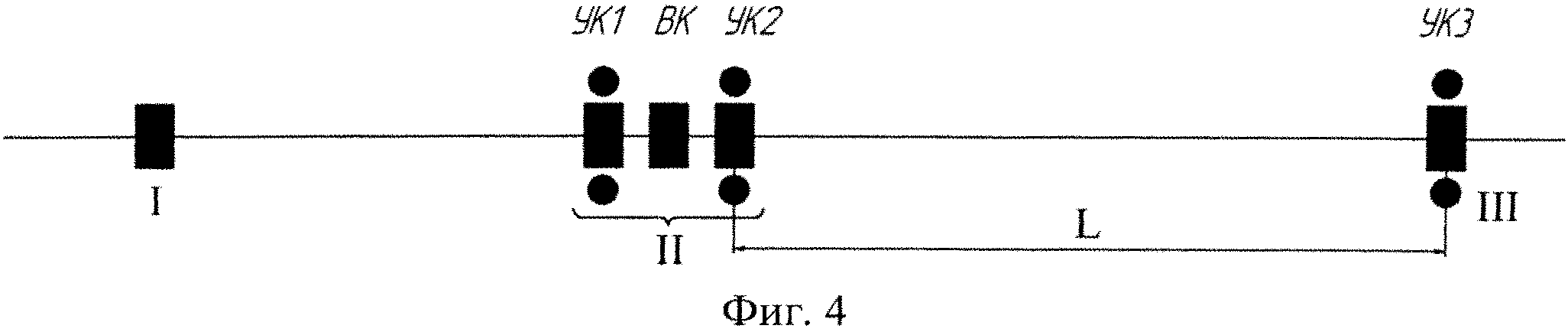
Система аккумулирования возобновляемой энергии
Способ совместного определения ионов cu(ii), pb(ii), fe(iii) и bi(iii) методом капиллярного зонного электрофореза
Имплантированная ионами олова пленка оксида кремния на кремниевой подложке
Способ определения удельного электросопротивления расплавов и устройство для его осуществления
Устройство для монтажа плит и балок
Устройство для получения гофрированных труб
Аккумулятор тепловой энергии периодического действия
Способ передачи данных в полосе частот аналогового тв
Электрохимический способ иммуноанализа для определения микроорганизмов
Биогазовая установка
Способ регулирования газоплотности рабочего пространства энерготехнологических агрегатов
Способ изучения первичной рекристаллизации
Способ флотации серебра из кислых кеков цинкового производства
Опорный узел рабочих валков прокатной клети кварто
Способ экспресс-диагностики однородности высокотемпературных металлических расплавов
Способ определения температуры полного полиморфного превращения жаропрочных двухфазных титановых сплавов (альфа+бета)-мартенситного класса
Способ очистки облученного ядерного топлива
Способ разделения изотопов
Способ синтеза 1,2,6,7-бис-(9н,10н-антрацен-9,10-диил)пирена-мономолекулярного оптического сенсора для обнаружения нитроароматических соединений
Способ получения трубы из технически чистого титана с радиальной текстурой

