Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область техники
Изобретение относится к способу и устройству для прокатки прокатываемого материала. Способ и устройство предпочтительно используются в холодной прокатке.
Предшествующий уровень техники
При холодной и горячей прокатке металлических полос, как правило, на валки и/или на прокатываемый материал подаются текучие среды (флюиды) для охлаждения валков и полосы, чтобы смазывать рабочий зазор, а также обеспечить возможность очистки валка и полосы. Эти текучие среды обычно обозначаются как смазочно-охлаждающие материалы.
В охлаждающей функции валков и полосы смазочно-охлаждающие материалы служат, особенно при холодной прокатке, для отвода теплоты превращения, а также теплоты трения. При осуществлении смазки рабочего зазора в очаге деформации при прокатке смазочно-охлаждающие материалы используются для регулирования соответствующим образом трибологических условий в очаге деформации между валками и, таким образом, для обеспечения надлежащего качества поверхности прокатываемого материала. По отношению к функции очистки смазочно-охлаждающие материалы используются для очистки валка и прокатываемого материала, а также для отвода частиц грязи для того, чтобы добиться хорошего качества поверхности прокатанной полосы.
Кроме того, смазочно-охлаждающие материалы могут иметь влияние на кондиционирование (доводку) полосы. Смазочно-охлаждающие материалы, кроме того, устанавливаются таким образом, что они совместимы с предвключенными и последующими устройствами в технологической цепочке при обработке прокатываемого материала, например, в плане защиты от коррозии, в отношении очистки в других стадиях процесса и/или в отношении предотвращения изменения цвета прокатываемой полосы, например, при отжиге проката. Кроме того, желательно, чтобы свойства смазочно-охлаждающего материала оставались по существу стабильными во время его использования и чтобы с течением времени не происходило никакой деградации.
Отсюда получается список требований для смазочно-охлаждающих материалов, а именно, они должны обеспечивать возможность высокой теплоемкости и хорошей теплопередачи, они должны обеспечивать достаточное образование смазочной пленки для достижения состояния смешанного трения с помощью адаптированной к процессу вязкости смазочно-охлаждающих материалов, они должны позволять устанавливать адаптированное к процессу граничное состояние трения и они должны иметь хороший чистящий эффект при одновременно хорошей фильтруемости.
Особенно важен последний аспект, потому что обычно применяются системы циркуляции для использования смазочно-охлаждающих материалов, и отведенные частицы грязи должны быть вновь удалены из контура циркуляции смазочно-охлаждающего материала охлаждения, чтобы обеспечить хорошее качество поверхности прокатанной полосы при повторной подаче уже применявшегося перед этим смазочно-охлаждающего материала.
Соответственно, в предшествующем уровне техники в промышленной практике холодной прокатки обычно используют смазочно-охлаждающие материалы, которые применяются либо в виде однофазных смазочно-охлаждающих материалов на масляной основе, либо в виде смазочно-охлаждающих материалов на водной основе жидкостей с диспергированными каплями на масляной основе, которые тогда имеются в виде эмульсий.
Смазочно-охлаждающие материалы чисто на масляной основе по сравнению с системами на водной основе имеют недостаток, состоящий в горючести, а также худшей теплоотдаче и низкой теплоемкости. За счет этого производительность эксплуатируемых таким образом прокатных установок является довольно ограниченной.
Эмульсии могут иметь недостатки, состоящие в том, что капли на масляной основе в эмульсии должны сначала оседать на соответствующих поверхностях валка или поверхностях прокатываемого материала, чтобы содержащиеся в них активные смазывающие вещества и повышенная вязкость масляной фазы могли проявлять свое действие. Перед входом в рабочий зазор очага деформации желательным является отделение непрерывной фазы от трибологически активного вещества. Это приводит к задержке эффекта, из-за чего либо достигается предел скорости прокатки, либо расстояние между прокатными клетями должно быть увеличено для достижения требуемого времени воздействия.
Недостатком эмульсий, кроме того, является неудовлетворительная степень сверхтонкого фильтрования (очистки).
В последующем описании используются термины «сверхтонкая фильтрация» или «сверхтонкое фильтрование», чтобы пояснить, что в отличие от «фильтрации» и «тонкой фильтрации» также захватывается та часть спектра частиц, у которых наибольшая протяженность в длину отдельной частицы составляет менее 5 мкм.
Частицы грязи, которые меньше или равны порядку величины капель масла в эмульсии, не могут быть удалены из смазочно-охлаждающего материала, не удаляя в то же время масляную фазу из смазочно-охлаждающего материала. Свойства смазочно-охлаждающих материалов на водной основе с диспергированными каплями на масляной основе, кроме того, могут деградировать из-за механического, биологического или химического воздействия.
В дальнейшем для простоты применяется термин «деградация», когда обозначается неблагоприятное изменение свойства продукта, без подробного описания изменения основополагающего механизма, а также без ограничительного указания на научную классификацию с точки зрения физического, химического, технологического, физиологического, обонятельного или любого другого свойства продукта.
В отношении предмета изобретения можно сослаться на следующие публикации из уровня техники: DE 10107567 A1, DE 102004061939 B3, DE 102005042020 A1, DE 19621837 С1 и ЕР 0839895 А2.
Кроме того, выложенная заявка Германии DE 10143407 A1 раскрывает способ и установку для холодной прокатки полос, в том числе из высококачественных сталей. Установка представляет собой многоклетьевой непрерывный прокатный стан, причем первые клети осуществляют прокатку со сравнительно высоким обжатием, а последняя клеть при относительно низком обжатии определяет качество поверхности полосы. В первых клетях с относительно высоким обжатием (утонением) в качестве смазочно-охлаждающего материала применяется эмульсия, для которой не предусмотрена сверхтонкая фильтрация. В противоположность этому, в последней клети непрерывного прокатного стана с относительно низким обжатием в качестве смазочного средства применяется прокатное масло, причем это прокатное масло для обеспечения высокого качества поверхности подвергается сверхтонкой фильтрации.
Наконец, в патенте Великобритании GB 729615 также раскрыты способ и установка для прокатки прокатываемого материала, причем смазочно-охлаждающий материал на водной основе наносится на прокатываемый материал и/или на по меньшей мере один из рабочих валков. Смазочно-охлаждающий материал на водной основе перед нанесением обогащается водорастворимой трибологически активной присадкой, и обогащенный таким образом смазочно-охлаждающий материал улавливается на выходе прокатной клети, чтобы затем повторно применяться, то есть повторно наноситься.
Сущность изобретения
Задачей настоящего изобретения является дополнительно усовершенствовать известный способ и известное устройство для прокатки прокатываемого материала таким образом, чтобы дополнительно повысить качество поверхности прокатываемого материала.
Эта задача решается с помощью способа согласно пункту 1 формулы изобретения. Этот способ отличается тем, что избыточное смазочно-охлаждающее средство после его улавливания, но перед его повторным нанесением подвергается сверхтонкой фильтрации.
Соответственно, предложен способ прокатки прокатываемого материала, причем смазочно-охлаждающий материал на водной основе наносится на прокатываемый материал и/или на по меньшей мере один валок, образующий очаг деформации при прокатке. В соответствии с изобретением к смазочно-охлаждающему материалу на водной основе перед нанесением на прокатываемый материал и/или по меньшей мере один валок добавляется по меньшей мере одна водорастворимая присадка, изменяющая вязкость, а также смазочные свойства в рабочем зазоре в процессах деформации, далее называемая «трибологически активной» присадкой.
За счет того что к смазочно-охлаждающему материалу на водной основе добавляется водорастворимая трибологически активная присадка, может быть реализована сверхтонкая фильтрация, так что избыточный смазочно-охлаждающий материал без потери трибологической эффективности может подвергаться сверхтонкой фильтрации. Таким образом, избыточный смазочно-охлаждающий материал может использоваться повторно и вновь подаваться в контур циркуляции смазочно-охлаждающего материала. За счет сверхтонкой фильтрации может одновременно достигаться высокое качество поверхности прокатываемого материала, так как продукт истирания при прокатке надлежащим образом удаляется и выводится из контура циркуляции смазочно-охлаждающего материала.
Ввиду высокого содержания воды в смазочно-охлаждающем материале опасность пожара значительно уменьшается по сравнению с использованием смазочно-охлаждающих материалов на основе масел или маслосодержащих эмульсий. Кроме того, за счет использования водорастворимой трибологически активной присадки может достигаться то, что активное смазывающее действие соответствующего смазочно-охлаждающего материала проявляется в относительно короткий срок после его нанесения на поверхность валка или на поверхность прокатываемого материала, так как не возникает временная задержка из-за разделения фаз, проявляющаяся в эмульсии или дисперсии, перед входом в рабочий зазор в процессе деформации.
Кроме того, за счет использования водорастворимой трибологически активной присадки по сравнению с использованием смазочно-охлаждающих материалов на масляной основе, достигается то, что для некоторых применений, таких как высокоскоростная прокатка алюминия, могут также использоваться диапазоны вязкости, которые не доступны при использовании смазочно-охлаждающих материалов на масляной основе или нецелесообразны в промышленных условиях производства. Это относится, в частности, к материалам, имеющим кинематическую вязкость менее 1,8 мм2/с при 40°C.
При подходящем выборе водорастворимой трибологически активной присадки смазочно-охлаждающий материал может быть адаптирован к соответствующему индивидуальному случаю прокатки, то есть, например, к обработанному прокату или прокатываемому материалу, а также к условиям прокатки в очаге деформации.
За счет целенаправленного выбора водорастворимой трибологически активной присадки также может быть достигнута целенаправленная, зависимая от случая прокатки установка трибологических условий в очаге деформации.
Предпочтительно, смазочно-охлаждающий материал на водной основе вместе с водорастворимой трибологически активной присадкой в зависимости от случая прокатки наносится на прокатываемый материал и/или на образующие очаг деформации валки, предпочтительно путем установки условий нанесения, в особенности, предпочтительно путем изменения температуры подаваемого материала, давления нанесения, типа нанесения, а также места нанесения. Соответственно, достигается определенная концентрация или толщина слоя водорастворимой трибологически активной присадки на прокатываемом материале и/или на соответствующем(их) валке(ах), чтобы иметь возможность установить соответствующие трибологические условия в очаге деформации.
Для того чтобы эффективно сформировать контур циркуляции смазочно-охлаждающего материала, избыточный смазочно-охлаждающий материал после нанесения на прокатываемый материал и/или валок улавливается, затем подвергается сверхтонкой фильтрации, и затем прошедший сверхтонкую фильтрацию смазочно-охлаждающий материал повторно используется в качестве смазочно-охлаждающего материала для нанесения на прокатываемый материал и/или валок. За счет сверхтонкой фильтрации продукты истирания при прокатке и другие посторонние частицы уносятся из смазочно-охлаждающего материала, и смазочно-охлаждающий материал может использоваться повторно без потери качества. Таким образом, может выполняться эффективное использование смазочно-охлаждающего материала.
В этой связи особенно предпочтительно в прошедший сверхтонкую фильтрацию смазочно-охлаждающий материал перед повторным нанесением на прокатываемый материал и/или валок добавлять по меньшей мере одну водорастворимую трибологически активную присадку для того, чтобы вновь достичь первоначальную желательную концентрацию присадки в смазочно-охлаждающем материале. Это предпочтительно выполняется на основе определения обеднения или обогащения этой присадкой, причем обеднение предпочтительно определяется путем непрерывного измерения относительной диэлектрической проницаемости и/или удельной электропроводности собранного смазочно-охлаждающего материала.
В предпочтительном варианте осуществления осаждение присадки на прокатываемый материал и/или по меньшей мере один валок определяется посредством оценки измеренных данных процесса прокатки с использованием подходящей трибологической модели процесса, и добавление водорастворимой трибологически активной присадки регулируется таким образом, что достигается желательное осаждение присадки. Таким образом можно определить необходимую концентрацию присадки в смазочно-охлаждающем материале и соответствующим образом добавлять водорастворимую трибологически активную присадку в поток смазочно-охлаждающего материала.
Осаждение присадки на выходящий из очага деформации прокатываемый материал определяется посредством остающегося на прокатываемом материале слоя присадки, и добавление водорастворимой трибологически активной присадки регулируется или управляется так, что достигается желательное остающееся осаждение присадки.
В дополнительном варианте осуществления способа добавление водорастворимой трибологически активной присадки осуществляется на основе непрерывного измерения частиц продукта истирания при прокатке в собираемом смазочно-охлаждающем материале. Это предпочтительно осуществляется в виде непрерывного и выполняемого онлайн измерения частиц, классификации в релевантные для прокатки классы размера с использованием для сопоставления базы данных, которая включает в себя материал валков, шероховатость валков, тип валков, прокатываемый материал, легирование, таблицу прокатки и соответствующую модель процесса, и в соответствии с этим осуществляется управление или регулирование состава смазочно-охлаждающего материала.
В еще одном предпочтительном варианте, по меньшей мере одна дополнительная водорастворимая присадка дозированно вводится в смазочно-охлаждающий материал, предпочтительно, чтобы сбалансировать воздействие смазочно-охлаждающего материала между очищающим эффектом и смазывающим эффектом, предпочтительно в зависимости от желательного и достигнутого внешнего вида поверхности, например, определяемого степенью глянца, шероховатостью, оттиском или текстурой. Концентрация определенной водорастворимой присадки, таким образом, целенаправленно определяется непрерывно, предпочтительно с помощью спектрометрии и/или непрерывного измерения относительной диэлектрической проницаемости и/или удельной электропроводности охлаждающей жидкости.
В дополнительном варианте способа к смазочно-охлаждающему материалу, нанесенному на верхнюю сторону прокатываемого материала и/или верхний валок, добавляется другое количество водорастворимой трибологически активной присадки по сравнению со смазочно-охлаждающим материалом, который наносится на нижнюю сторону прокатываемого материала и/или нижний валок. Таким образом, обеспечивается достижение различного внешнего вида поверхности прокатываемого материала, так что верхняя сторона и нижняя сторона имеют различные свойства, такие как, например, различный внешний вид поверхности.
В другом варианте осуществления количество добавляемой водорастворимой трибологически активной присадки изменяется с течением времени. Таким образом, могут изготавливаться так называемые «заготовки с заданными характеристиками», в случае которых в пределах единого, непрерывно прокатываемого материала достигаются различные свойства материала и, в частности, различные свойства поверхности.
Указанная выше задача также решается с помощью устройства с признаками пункта 11 формулы изобретения. Предпочтительные варианты осуществления представлены в зависимом пункте 12 формулы изобретения.
Соответственно, предложено устройство для прокатки прокатываемого материала в образованном валками очаге деформации, причем смазочно-охлаждающий материал на водной основе наносится на прокатываемый материал и/или на по меньшей мере один образующий очаг деформации валок. В соответствии с изобретением к смазочно-охлаждающему материалу на водной основе добавляется водорастворимая трибологически активная присадка.
Краткое описание чертежа
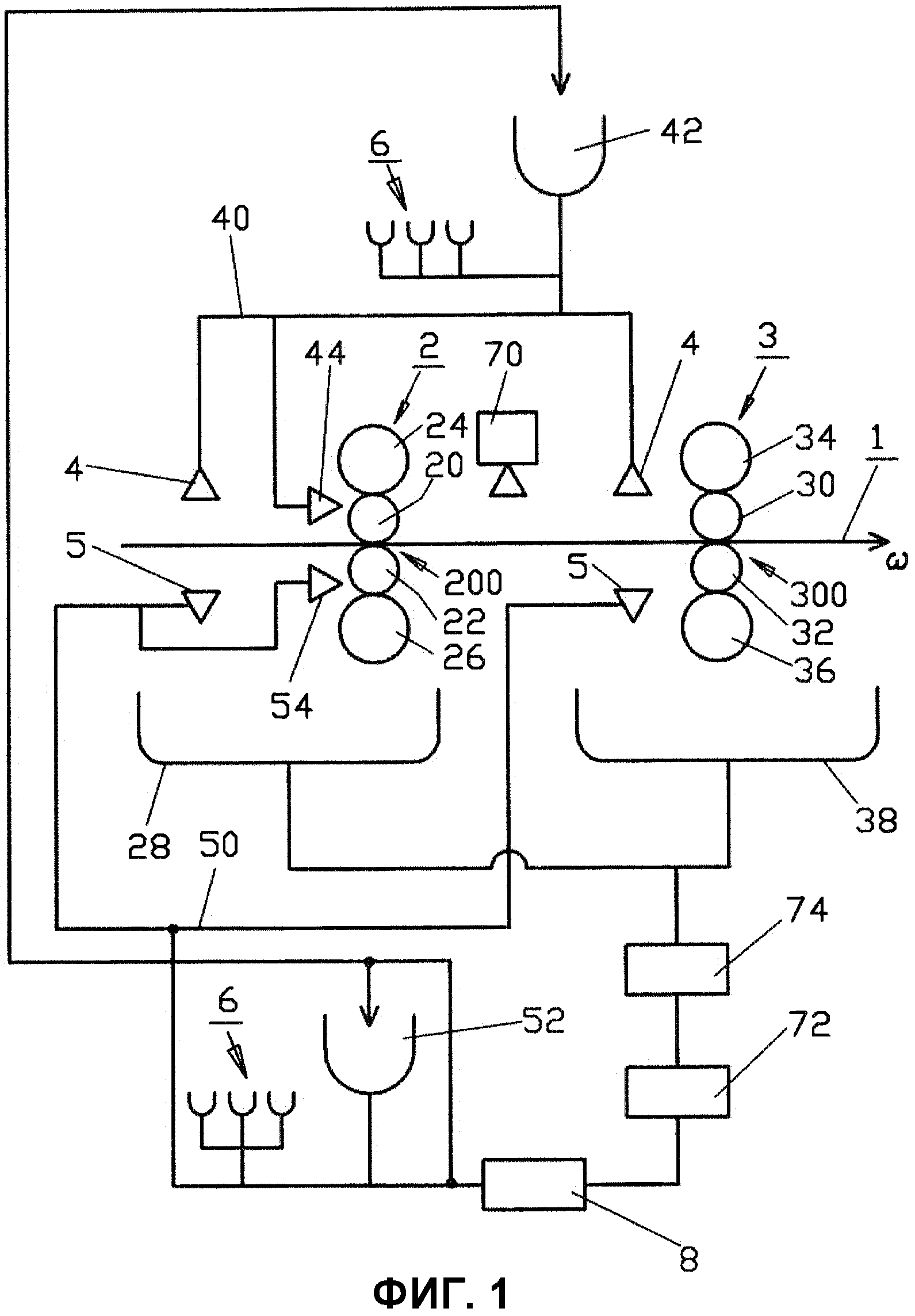
Другие предпочтительные формы выполнения и аспекты настоящего изобретения станут очевидными из нижеследующего описания фиг. 1, на которой схематично показан вид сбоку прокатного стана холодной прокатки.
Подробное описание предпочтительных примеров выполнения
Предпочтительные примеры описаны ниже со ссылкой на чертеж. При этом идентичные, аналогичные или одинаково действующие элементы обозначены идентичными ссылочными позициями, и повторное описание этих элементов частично опущено, чтобы избежать избыточности в описании.
Прокатываемый материал 1 проходит при этом через две схематично показанные прокатные клети 2, 3, каждая из которых имеет верхний валок 20, 30 и нижний валок 22, 32, каждый из которых поддерживается опорными валками 24, 34, 26, 36. Между соответствующими верхними и нижними валками 20, 22, 30, 32 образуется собственно очаг деформации 200, 300, в котором происходит деформация прокатываемого материала 1.
Следует понимать, что показанное выполнение прокатных клетей, а также расположение валков является всего лишь схематичным и возможно любое другое подходящее для соответствующего случая расположение валков отдельных прокатных клетей.
Прокатная клеть 2, расположенная первой в направлении прокатки W, выполняет соответственно первое обжатие, следующие за ней прокатные клети 3 и т.д. - последующие обжатия.
Смазочно-охлаждающий материал наносится на прокатываемый материал 1 перед входом в соответствующий очаг деформации 200, 300 прокатных клетей 2, 3. Смазочно-охлаждающий материал при этом наносится на верхнюю сторону прокатываемого материала 1, посредством продолжающейся поперек прокатываемого материала 1 распылительной балки 4. К соответствующей распылительной балке 4 смазочно-охлаждающий материал подается через подводящие трубопроводы 40 для смазочно-охлаждающего материала из 42 резервуара смазочно-охлаждающего материала.
В нижней области ниже прокатываемого материала 1 также предусмотрены распылительные балки 5, которые также запитываются по подводящим трубопроводам 50 для смазочно-охлаждающего материала из резервуара 52 смазочно-охлаждающего материала и предназначены для нанесения смазочно-охлаждающего материала на прокатываемый материал 1.
Смазочно-охлаждающий материал может непосредственно наноситься на валки 20, 22, входящие в контакт с прокатываемым материалом 1. С этой целью соответствующее устройство схематично показано на фиг.1 в форме распылительных балок 44, 54, которые соответственно расположены перед очагом деформации 200 над валками 20, 22.
Ниже прокатных клетей 2, 3 и/или ниже распылительных балок 4, 44, 5, 54 могут быть предусмотрены поддоны 28, 38, которые захватывают избыточный смазочно-охлаждающий материал, который вновь сливается с прокатываемого материала 1 и/или валков 20, 22. Посредством поддонов 28, 38 избыточный смазочно-охлаждающий материал может вновь улавливаться и затем снова подаваться в контур циркуляции смазочно-охлаждающего материала. Таким образом, смазочно-охлаждающий материал можно использовать повторно, и, таким образом, более эффективно выполнять процесс прокатки.
На фиг. 1, подача смазочно-охлаждающего материала к расположенной сверху распылительной балке 4 и к расположенной снизу распылительной балке 5 выполняется отдельно, так что здесь может иметь место асимметричное нанесение смазочно-охлаждающего материала таким образом, что соответствующие поверхности прокатываемой полосы 1 на ее верхней стороне и ее нижней стороне могут приобретать различный внешний вид поверхности.
Водорастворимые трибологически активные присадки, имеющие различные свойства, могут, как схематично показано дозирующим устройством 6, варьируемым образом добавляться к смазочно-охлаждающему материалу.
Дозирующее устройство 6 для дозированного добавления водорастворимых присадок в смазочно-охлаждающий материал, который наносится через охлаждающие поперечины 4, 5, обеспечивает возможность точной установки свойств смазочно-охлаждающего материала, который наносится на прокатываемый материал 1 и/или на валки, вступающие в контакт с прокатываемым материалом.
Например, посредством целенаправленного добавления водорастворимых трибологически активных присадок к смазочно-охлаждающему материалу на водной основе достигаются желательные трибологические свойства в очаге деформации. Посредством соответствующей регулировки добавления водорастворимых трибологически активных присадок может, например, дополнительно устанавливаться баланс между целевым смывающим действием и целевым смазочным действием смазочно-охлаждающего материала в зависимости от требуемого внешнего вида поверхности и в зависимости от желаемого обжатия при изготовлении полосового проката из прокатываемого материала 1.
Кроме того, данные процесса прокатки из контроля и анализа очага деформации с привлечением подходящей трибологической модели процесса могут применяться для контроля состава присадки в смазочно-охлаждающем материале.
Посредством схематично указанных датчиков 70 может измеряться осаждение присадки на полосе, прокатываемой из прокатываемого материала 1, после прохождения очага деформации 200. Также этот параметр может приниматься во внимание при регулировании добавки водорастворимых трибологически активных присадок. Соответственно, с помощью дозирующего устройства 6 устанавливается смесь из соответствующих водорастворимых трибологически активных присадок.
С помощью электрических датчиков проводимости или датчиков, которые измеряют относительную диэлектрическую проницаемость смазочно-охлаждающего материала, как, например, схематично показано с помощью датчика 72, можно определять обеднение отдельных присадок в контуре циркуляции смазочно-охлаждающего материала и соответственно можно управлять добавлением обедненных водорастворимых присадок.
В другом предпочтительном варианте осуществления частицы продукта истирания при прокатке также могут измеряться схематично показанным датчиком 74 и посредством измерения частиц с использованием для сравнения базы данных, которая включает материал валков, поверхность валка, прокатываемый материал, легирование, условия прокатки, а также соответствующую модель процесса, и таким образом может соответственно воспроизвести параметрическую поверхность для продуктов истирания при прокатке, соответственно контролируется процесс прокатки. Соответствующее управление дозированием водорастворимой присадки с помощью дозирующего устройства 6 также может выполняться таким же образом.
Возвращенная циркуляция смазочно-охлаждающего материала, собранного, например, посредством двух схематично показанных поддонов 28, 38, после прохождения через соответствующие датчики 72, 74 фильтруется посредством сверхтонкой фильтрации в фильтре 8. Применяемое устройство 8 фильтрации предпочтительно обеспечивает сверхтонкую фильтрацию, так что даже частицы с размером менее 5 мкм удаляются из собранного смазочно-охлаждающего материала, так что он может быть вновь добавлен без потери качества при деформации проката 1 в контур циркуляции смазочно-охлаждающего материала.
За счет выполнения распылительной балки 4 над полосой и распылительной балки 5 под полосой можно, с одной стороны, осуществлять асимметричное распыление присадки сверху и снизу полосы, за счет чего может формироваться различный внешний вид полосы.
Кроме того, предоставление дозирующего устройства 6 обеспечивает возможность того, что водорастворимые трибологически активные присадки могут быть нанесены на прокатываемый материал избирательно и с изменением во времени. Таким образом, может выдерживаться гибкий график прокатки и могут изготавливаться производимые на заказ продукты с переменными свойствами прокатываемого материала в зависимости от ширины, длины и времени. Например, таким образом могут изменяться толщина полосы, внешний вид поверхности, шероховатость поверхности, смачиваемость, покрываемость.
Применяемые смазочно-охлаждающие материалы, соответственно, выполнены как смазочно-охлаждающие материалы на водной основе, которые посредством присадок на водной основе, которые включают, в частности, усилители вязкости, которые обеспечивают достаточное гидродинамическое формирование смазочной пленки, хорошие охлаждающие свойства, а также требуемую сверхвысокую степень фильтрации в диапазоне менее 5 мкм, одновременно обеспечивают устойчивость к биодеструкции смазочно-охлаждающего материала. Посредством добавления водорастворимых трибологически активных присадок к смазочно-охлаждающему материалу на водной основе можно реализовать соразмерную с соответствующей задачей прокатки трибологическую ситуацию в очаге деформации.
При этом с помощью усилителя вязкости (загустителя) можно регулировать вязкость, которая устанавливается в диапазоне, который охватывает типичные задачи прокатки. Для этого по сравнению с использованием прокатных масел предпочтительно для некоторых применений, например, для высокоскоростной прокатки алюминия, могут быть установлены требуемые вязкости, что невозможно при использовании общепринятых в настоящее время смазочно-охлаждающих материалов.
Граничное трение в очаге деформации достигается путем осаждения специальных, подходящих для пластичной деформации посредством валков, водорастворимых трибологически активных присадок на поверхность валка и/или прокатываемого материала, в частности, полосу 1. Соответственно, для этого устанавливаются водорастворимые трибологически активные присадки, подходящие для задачи прокатки, т.е., в частности, подходящие для материала и условий прокатки в очаге деформации, и осаждение присадки на валки, поверхности валков и полосу может регулироваться путем установки и/или изменения соответствующих условий нанесения, например путем изменения или установки температуры подаваемого материала, давления нанесения, а также характера и места нанесения смазочно-охлаждающего материала.
Смазочно-охлаждающие материалы на водной основе с загустителями известны, например, из области обработки резанием.
Насколько это применимо, все индивидуальные признаки, которые представлены в различных примерах выполнения, могут объединяться друг с другом и/или заменяться без отклонения от объема настоящего изобретения.
Список ссылочных позиций
1 прокатываемый материал
2 прокатная клеть
20 верхний валок
22 нижний валок
24, 26 опорные валки
28 поддон для избыточного смазочно-охлаждающего материала
200 очаг деформации
3 прокатная клеть
30 верхний валок
32 нижний валок
34, 36 опорные валки
38 поддон для избыточного смазочно-охлаждающего материала
300 очаг деформации
4 верхняя распылительная балка для прокатываемого материала
40 подводящий трубопровод для смазочно-охлаждающего материала
42 верхний резервуар смазочно-охлаждающего материала
44 распылительная балка для верхнего валка
5 нижняя распылительная балка для прокатываемого материала
50 подводящий трубопровод для смазочно-охлаждающего материала
52 нижний резервуар смазочно-охлаждающего материала
54 распылительная балка для нижнего валка
6 дозирующее устройство для одной или нескольких водорастворимых трибологически активных присадок
70 датчик для осаждения присадки
72 датчик для измерения электропроводности
74 датчик для частиц продукта истирания при прокатке
8 устройство фильтрации
W направление прокатки
Скользящий сухарь для шарнирного шпинделя
Режущее устройство с регулируемой боковой направляющей
Способ и устройство для изготовления металлической полосы бесслитковой прокаткой
Способ ремонта изношенной системы подшипника
Роликовое устройство
Управление конвертерным процессом посредством сигналов отходящего газа
Способ и устройство для контроля поверхности отрезков полосы
Прокатный стан для изготовления металлической полосы и способ изготовления прокатного стана
Устройство и способ отбора образца с рулона
Способ пирометаллургической обработки металлов, металлических расплавов и/или шлаков
Регулирование боковой направляющей металлической полосы
Направляющее устройство для ножа
Способ и устройство для укладывания рулонов металла
Способ горячей прокатки сляба и стан горячей прокатки
Скользящий сухарь для шарнирного шпинделя
Режущее устройство с регулируемой боковой направляющей
Способ и устройство для изготовления металлической полосы бесслитковой прокаткой
Способ ремонта изношенной системы подшипника
Роликовое устройство
Управление конвертерным процессом посредством сигналов отходящего газа

