Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОВЕРХНОСТИ ОТРЕЗКОВ ПОЛОСЫ
Вид РИД
Изобретение
Изобретение относится к способу для контроля поверхности отрезков полосы.
В уровне техники вслед за процессом прокатки для контроля качества прокат контролируется на его верхних сторонах на наличие дефектов прокатки. Этот контроль качества осуществляется в подключенных линиях или устройствах. Обычно отрезки полосы отделяются от полосы металла и переводятся к блоку контроля полосы. Контроль полосы в блоке контроля полосы осуществляется визуально контролирующим персоналом. При контроле, в том числе распознаются вмятины и сдавливания, которые часто возникают периодически. Периодически возникающие дефекты позволяют сделать вывод о наличии дефекта поверхности валков и указывают на то, что должна последовать смена рабочих валков. Эта смена валков должна быть осуществлена по возможности быстро, чтобы рабочий валок, который имеет дефект поверхности, не мог произвести дальнейший производственный брак. Для того чтобы можно было распознать периодичность, должны вырезаться куски полосы с длиной, соответствующей по меньшей мере двум полным окружностям валков.
Для распознавания других дефектов поверхностных структур отрезков полосы, осуществляется шлифование вручную поверхности полосы в блоке контроля полосы. При этом поворотное устройство позволяет выполнять контроль полосы контролирующим персоналом с верхней и нижней стороны. Для этого нарезанные отрезки полосы удерживаются зажимным устройством и наклоняются таким образом, что обслуживающим персоналом может осуществляться контроль поверхности также на другой стороне проката. После контроля качества кусок полосы укладывается в штабель полос, вывозится и, при необходимости, утилизируется.
В статьях “Surface inspection system with defect classification, Iron and Steel Engineer, May 1990” и “Effizienzoptimierung in der Flachstahlherstellung durch Oberflaecheninspektion, Stahl und Eisen, Dezember 2001” представлены системы контроля поверхности, которые детектируют и электронным образом оценивают дефекты, например надиры или дефекты прокатки, на поверхности полосы с помощью датчиков или систем камер.
Также в публикациях ЕР 0 80 023, ЕР 1 972 930 и DE 32 22 753 обсуждаются соответствующие способы для автоматического детектирования дефектов поверхности в изделиях непрерывного литья и в прокатных изделиях.
Способ контроля поверхности полос с помощью камеры описан в публикации JP 2006 105 791.
Так как многие типы дефектов могут стать наблюдаемыми только после шлифования поверхности полосы, польза от автоматического контроля поверхности полосы в настоящее время обеспечивается лишь в ограниченной степени. Поэтому в фокусе оптимизации находится система контроля полосы, при которой экспертная оценка также осуществляется визуально посредством обслуживающего персонала. Так в ЕР 1 590 106 представлена система контроля, которая при шлифовании отрезка полосы обеспечивает обслуживающему персоналу возможность оптимальной эргономии и, тем самым, улучшает производительность и оптимизирует рабочие условия.
Однако недостатком известных систем контроля поверхности является то, что отрезки полосы должны иметь постоянную длину, порядка по меньшей мере двух полных окружностей валков, например, в прокатных станах с последовательным расположением клетей (непрерывных прокатных станах) 6000 мм, чтобы распознавать периодические дефекты проката. Геометрические размеры отрезков полос обуславливают необходимую занимаемую площадь для блока контроля полосы. Также манипулирование отрезками полосы, ввиду их длины, является затруднительным и требует больших затрат времени. Также вывоз связан с существенными затратами времени. Дополнительный недостаток состоит в том, что результат контроля поверхности не предоставляется для текущей полосы, а может быть определен только с временным сдвигом. Тем самым рабочие валки могут заменяться только с соответствующим временным сдвигом, и последующая полоса металла, например, несколько рулонов будут обработаны дефектными рабочими валками. Таким образом, возникающий производственный брак на прокатываемых полосах металла с дефектной поверхностью является чрезмерным и чрезвычайно затратным.
Задачей изобретения является усовершенствование известного способа и известного устройства для контроля поверхности полос в том отношении, что может осуществляться простое, гибкое и быстрое манипулирование контролируемыми участками полосы.
Поставленная задача решается способом по пункту 1 формулы изобретения. Этот способ отличается тем, что выполняются следующие этапы:
отделение отрезков полосы от полосы металла, причем отрезки полосы имеют длину меньше двукратной окружности рабочего валка, с помощью которого полоса металла прокатывалась до сих пор,
автоматический контроль верхней и/или нижней полосы отделенных отрезков полосы с помощью системы камер и устройства оценки в отношении возможно имеющихся, обусловленных рабочим валком периодических типов дефектов и
окончание способа контроля поверхности, если обнаруживаются периодически возникающие типы дефектов, или
подача отделенных отрезков полосы на блок контроля полосы для контроля посредством контролирующего персонала на наличие непериодических типов дефектов, если перед этим не было обнаружено никаких периодических типов дефектов.
ПРИКАТКА
Под понятием «прикатка» в настоящей заявке понимается первый проход полосы металла через прокатную установку, пока рабочие валки не будут корректно установлены для прокатки полосы металла.
НАЧАЛО ПОЛОСЫ
Начало подлежащей прокатке полосы металла рабочими валками не прокатывается до желательной толщины, так как это начало полосы уже прошло через установку, прежде чем рабочие валки были правильно установлены. Это первое начало полосы отрезается и утилизируется. Полученное за счет отделения первого начала полосы новое начало полосы, которое теперь имеет полоса металла, предпочтительно уже прокатано до желательной толщины посредством рабочих валков и теперь отделяется от прокатанной полосы металла для проверки на наличие типов дефектов. Так как соответствующий изобретению способ работает с отделенными отрезками полосы, которые короче, чем двукратная длина окружности рабочего валка, возникает необходимость для многократного отделения начал полосы той же самой полосы металла так часто, пока отделенные отрезки полосы в целом - если уложить друг за другом - не дадут кусок полосы с величиной длины, равной двукратной окружности рабочих валков. В смысле изобретения признак «начало полосы» следует понимать так, что несколько отрезков полосы желательной толщины так часто, как необходимо, отделяются от соответствующего начала полосы металла.
То, что согласно п.1 формулы, отделяют отрезки полосы с длиной меньше двукратной окружности рабочего валка, которым полоса металла прокатывалась перед этим, предоставляет преимущество, состоящее в том, что отрезки полосы короче, чем согласно уровню техники. Обращение с отрезками полосы во время визуального контроля проверяющим персоналом осуществляется тем самым более просто и без проблем. Также укладка в штабель и вывоз реализуются более эффективно, так как большее число отделенных отрезков полосы может укладываться в штабель и вывозиться, по сравнению с отрезками полосы, которые имеет более длинные размеры.
Предпочтительным образом осуществляется автоматическая проверка верхней и/или нижней стороны отделенных отрезков полосы с помощью системы камер и устройства оценки в отношении возможно имеющихся, обусловленных рабочим валком периодических типов дефектов. С этим связано преимущество, заключающееся в том, чтобы по возможности быстрее детектировать периодические дефекты поверхности и иметь возможность своевременно заменять рабочий валок с дефектными отпечатками валков. Еще во время прокатки полосы металла, от начала которой был отделен проверяемый кусок полосы, результат проверки на периодические типы дефектов является известным. В блоке контроля полосы проверяющий персонал может сконцентрироваться на не периодически возникающих типах дефектов, и время проверки сокращается. Предпочтительным образом система камер проверяет отделенные отрезки полосы не непосредственно на выходе прокатной установки, так как там преобладают неблагоприятные визуальные условия, такие как пыль, пары эмульсий или иные загрязнения. Вместо этого осуществляется как автоматическая проверка на периодические типы дефектов, так и визуальная проверка на непериодические типы дефектов проверяющим персоналом вне линии. Там визуальные условия для системы камер и обслуживающего персонала заметно лучше, и процесс прокатки полосы металла может в течение этого времени продолжаться.
Предпочтительным образом способ контроля поверхности немедленно прекращается, если детектируются периодически возникающие типы дефектов. Весь процесс контроля в блоке проверки полосы тогда отпадает, и могут быть сэкономлены затраты и время на перевод дефектных кусов полосы в блок контроля полосы, так как кусок полосы непосредственно утилизируется.
Предпочтительным образом подача отделенных отрезков полосы в блок контроля полосы для контроля проверяющим персоналом может осуществляться только в отношении непериодических типов дефектов, если никакие периодические типы дефектов не были детектированы. Нагрузка на проверяющий персонал тем самым снижается, он может работать быстрее и меньше уставать и тем самым становится более эффективным в своей деятельности.
Согласно первому примеру выполнения, отрезки полосы с длиной от 10% до 85% двойной окружности рабочего валка, предпочтительно от 10% до 40% двойной окружности рабочего валка, отделяются от полосы металла. Предпочтительным образом, за счет этого получается более быстрое и более простое манипулирование при дальнейшей обработке отрезков полосы. Предпочтительным образом вывоз с помощью вилочного погрузчика является более гибким, так как в зависимости от толщины полосы могут погружаться примерно 150 отрезков полосы. Обеспечивается возможность экономичной дальнейшей переработки при использовании имеющихся механических компонентов, таких как штабелеукладчик или ковшовая платформа для скрапа.
Предпочтительным образом периодические типы дефектов автоматически регистрируются с помощью системы камер, и в случае дефекта за счет этого возможна своевременная смена валков, чтобы минимизировать брак полосы металла и повысить эффективность производства.
Предпочтительным образом, отделенные отрезки полосы отдельно регистрируются системой камеры и получаемые отсюда отдельные изображения затем с помощью устройства оценки электронным образом объединяются в полное изображение, которое представляет примыкающий кусок полосы с длиной, по меньшей мере равной двукратной длине окружности рабочего валка. Затем выполняется автоматический контроль полного изображения в отношении возможно имеющихся периодических типов дефектов посредством устройства оценки. Тем самым обеспечивается преимущество, заключающееся в том, что несмотря на короткие отрезки полосы (длиной короче двукратной окружности рабочих валков) генерируется электронное полное изображение длинного отрезка полосы, которая соответствует по меньшей мере двукратной длине полной окружности рабочего валка. Периодические типы дефектов могут электронным образом/автоматически распознаваться, хотя реальные геометрические размеры отделенных отрезков полосы не позволяли бы это для непосредственного наблюдателя. Предпочтительным образом длина отрезков полосы не связана с необходимой длиной проверки.
Предпочтительным образом, зарегистрированные периодические типы дефектов индицируются устройством оценки на мониторе и/или протоколируются, классифицируются, сохраняются и/или распечатываются. Тем самым возникновение периодических типов дефектов не только может наблюдаться, но и для целей гарантии качества также сопоставляться и воспроизводиться, и типовые типы дефектов автоматически классифицируются. Предпочтительным образом периодические типы дефектов индицируются уже для движущейся полосы, например, на мониторе на центральном пульте управления, и оператор может немедленно остановить процесс прокатки.
Предпочтительным образом при управлении прокатным станом после прикатки полосы металла соответствующий изобретению способ контроля поверхности выполняется таким образом, что в качестве отрезков полосы отделяются начала полосы и/или концы полосы по меньшей мере однократно прокатанной полосы металла, и прокатный стан немедленно отключается, как только обнаружен периодически проявляющийся тип дефектов при автоматическом контроле. Предпочтительным образом, прокатывается только часть полосы металла, во время чего детектируется периодически проявляющийся тип дефекта. Это предоставляет преимущество, состоящее в том, что дефектный рабочий валок может немедленно заменяться, не вызывая дефектов при прокатке остальной полосы металла. Предпочтительным образом, например, сообщение для замены рабочего валка с дефектной поверхностью немедленно индицируется на соответствующем месте, и брак поставок тем самым поддерживается минимальными. Своевременная замена также предоставляет преимущество, заключающееся в том, что рабочий валок сам предохраняется от разрушения. Предпочтительным образом, за счет быстроты отключения установки, возникающие потери могут поддерживаться незначительными как для прокатываемой полосы металла, так и для рабочего валка.
Вышеуказанная задача, кроме того, решается устройством для контроля поверхности отрезков полосы согласно пункту 6 формулы изобретения.
Преимущества устройства соответствуют преимуществам, указанным выше для соответствующего изобретению способа.
Другие предпочтительные варианты выполнения устройства и способа согласно изобретению представлены в зависимых пунктах формулы изобретения.
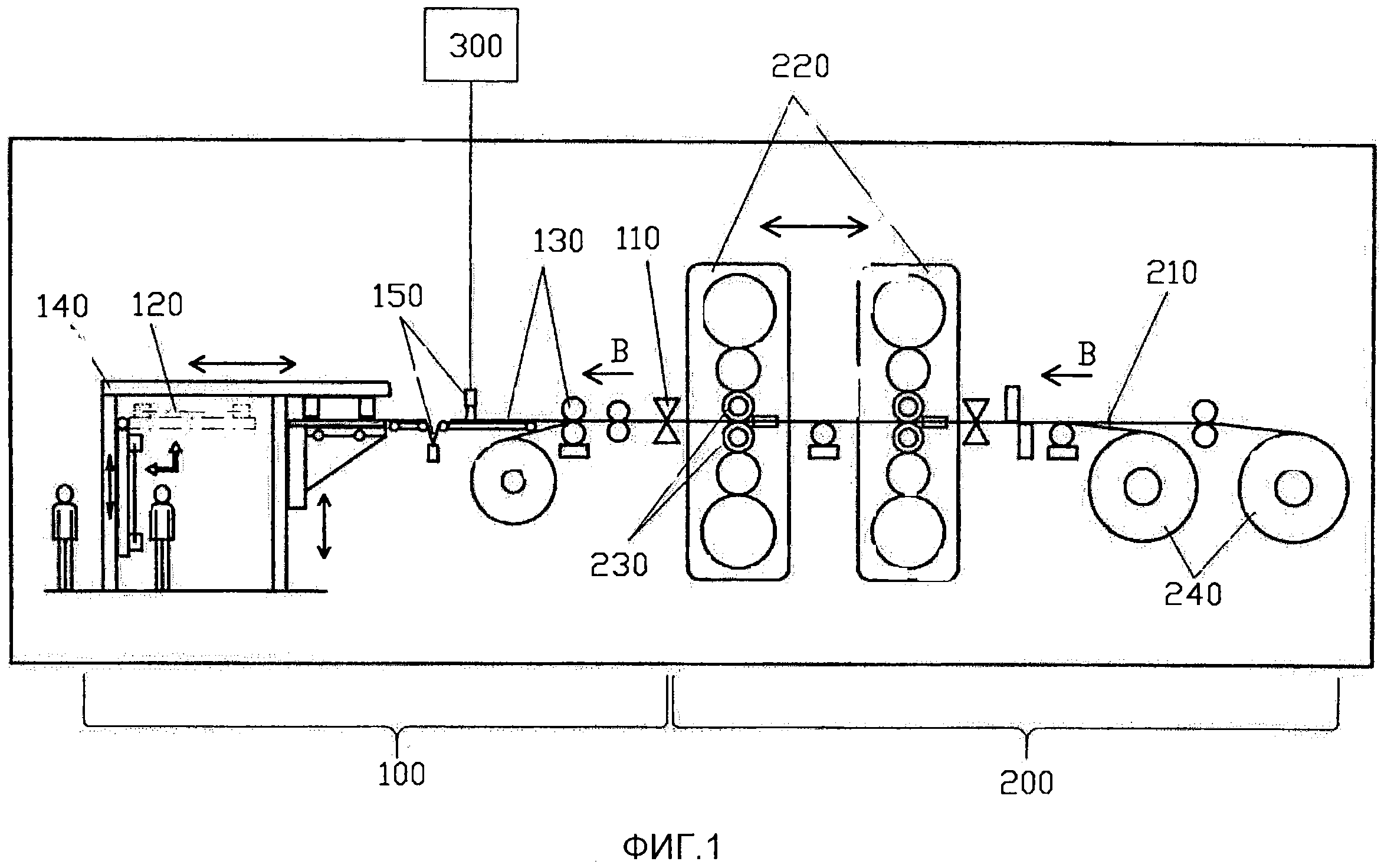
К описанию прилагается чертеж, причем фиг.1 показывает устройство для контроля поверхности.
Соответствующее изобретению устройство и соответствующий изобретению способ описываются далее более детально со ссылками на чертеж.
На фиг.1 показано соответствующее изобретению устройство 100 в непосредственном подключении к прокатному стану 200. Полоса 210 металла из рулона 240 подается в направлении В обработки в прокатную клеть 220. Начало полосы 210 металла направляется через прокатную клеть 220, и затем устанавливаются рабочие валки 230, чтобы можно было прокатывать полосу металла. Начало полосы, которое еще не должно подвергаться прокатке, отделяется и утилизируется. За счет отделения первого начала полосы для полосы 210 металла создается новое начало полосы, которое уже прокатывается рабочими валками. Вслед за этой прикаткой полосы 210 металла устройство 110 отделения отделяет от полосы 210 металла отрезки 120 полосы/начала полосы с длиной меньшей, чем двукратная окружность рабочего валка 230. Длина ниже этой границы произвольна. Если требуемые для контроля поверхности отрезки 120 полосы отделены, полоса металла подается на сматывающее устройство и прокатывается до желательной толщины рабочими валками. Уже во время прокатки и намотки полосы металла, отделенные перед этим отрезки 120 полосы регистрируются системой 150 камер, чтобы своевременно имелся результат контроля. Прежде чем будет достигнут конец действительно прокатываемой полосы 210 металла, от конца полосы отделяются отрезки 120 полосы, которые применяются также с целью контроля поверхности, и процесс прокатки начинается сначала с новым рулоном 240.
С целью контроля отрезков 120 полосы, это могут быть начала полосы или концы полосы, на различные типы дефектов, осуществляется последующая транспортировка отделенных 120 отрезков полосы с помощью транспортирующего приспособления 130. Прежде чем отделенные отрезки 120 полосы будут поданы на блок 140 контроля полосы, система 150 камеры выполняет съемку поверхности отрезков 120 полосы. Для этого по меньшей мере одна камера контроля поверхности размещается над и/или под отрезками 120 полосы. Для съемки изображения посредством системы 150 камер длина отделенных отрезков 120 полосы не существенна, так как из множества снятых изображений можно сформировать электронным образом полную длину отрезков 120 полосы, равную по меньшей мере двукратной длине окружности рабочего валка 230, которая необходима для оценки возможно возникающих периодических дефектов поверхности.
Снимки поверхности полосы, то есть изображения верхней и нижней стороны отрезков 120 полосы направляются на устройство 300 оценки, которое включено после системы 150 камер. Устройство 300 оценки выполнено таким образом, что оттиски валков в форме периодических дефектов поверхности отрезков 120 полосы детектируются и анализируются. После распознавания дефектов/сегментирования и извлечения признаков, оттиски на полосе, которые появляются с периодом длины окружности валка, сохраняются, классифицируются и распечатываются и немедленно индицируются как сообщение на мониторе, например, с указанием на необходимую смену валков. Индикация может, например, осуществляться на главном пульте управления. С помощью системы 150 камер и устройства 300 оценки периодические дефекты поверхности отрезков 120 полосы, то есть дефекты, которые проявляются на окружности рабочего валка 230, автоматически регистрируются и своевременно оцениваются. В этой связи своевременно означает, что процесс прокатки может тогда быть завершен немедленно, без временного сдвига.
Если никакие периодические типы дефектов не обнаружены, то кусок полосы попадает в блок 140 контроля полосы. Там проверяющий персонал концентрируется только на непериодических дефектах поверхности отрезков 120 полосы. В блоке 140 контроля полосы отрезки 120 полосы полируются контролирующим персоналом для распознавания поверхностных структур. Для этого отрезки 120 полосы удерживаются в зажимном приспособлении и поворачиваются. В этой позиции производится визуальный контроль. После этого визуального контроля кусок 120 полосы возвращается в исходное положение и укладывается в штабель полос. После того как штабель полос заполнен, штабель опускается и, при обстоятельствах, перевязывается. Вывозка, которая здесь не представлена, осуществляется предпочтительно с помощью вилочного погрузчика. Предусмотрена перевязка штабеля шнуром. Для рациональной вывозки количество отрезков 120 полосы составляет предпочтительно около 150 отрезков полосы, что определяется весом загрузки вилочного погрузчика. В качестве альтернативы, может осуществляться утилизация, например, с помощью ковшовой платформы для скрапа.
Если распознаны непериодические типы дефектов, то предпочтительно также осуществляется отключение прокатной клети, чтобы предотвратить дальнейший производственный брак.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
100 Устройство
110 Устройство отделения
120 Отрезки полосы
130 Транспортирующее приспособление
140 Блок контроля полосы
150 Система камер
200 Прокатный стан
210 Полоса металла
220 Прокатная клеть
230 Прокатные валки
240 Рулон
300 Устройство оценки
В Направление обработки полосы.
Установка непрерывной разливки с устройством для определения состояния затвердевания заготовки и соответствующий способ
Способ калибровки двух взаимодействующих друг с другом рабочих валков в прокатной клети
Вращающийся ввод
Валок и прокатная клеть для изготовления прокатываемого материала
Гибочное и уравновешивающее устройство для сдвигаемых в осевом направлении рабочих валков прокатной клети
Способ и устройство для обработки сляба
Роботизированная система взаимодействия
Мотальное устройство и способ эксплуатации мотального устройства
Моталка для примотки и намотки готовых металлических лент
Тележка и способ транспортирования приводного шпинделя для валка прокатной клети
Литейная установка с устройством подачи на литейную ленту
Установка непрерывной разливки с устройством для определения состояния затвердевания заготовки и соответствующий способ
Способ калибровки двух взаимодействующих друг с другом рабочих валков в прокатной клети
Вращающийся ввод
Валок и прокатная клеть для изготовления прокатываемого материала
Гибочное и уравновешивающее устройство для сдвигаемых в осевом направлении рабочих валков прокатной клети
Способ и устройство для обработки сляба
Роботизированная система взаимодействия
Мотальное устройство и способ эксплуатации мотального устройства
Моталка для примотки и намотки готовых металлических лент

