Результат интеллектуальной деятельности: ДВУХСЛОЙНЫЙ ВАЛОК ПРОКАТНОГО СТАНА С ОСЕВОЙ ПОЛОСТЬЮ
Вид РИД
Изобретение
Изобретение относится к трубному производству и может быть использовано при производстве бесшовных горячекатаных труб на редукционных или калибровочных станах.
Известны двухслойные прокатные валки с осевой полостью редукционных и калибровочных станов, которые изготавливают из нелегированного чугуна СП-62, содержащего, мас. %: 2,7-3,9 С; 0,2-0,8 Si; 0,2-0,6 Μn; до 0,5 Ρ; до 0,12 S. Валки отбеливают. Изготавливают валки отливкой заготовок в стационарный водоохлаждаемый кокиль. Глубина получаемого отбеленного слоя колеблется в пределах от 10 до 30 мм, твердость составляет 62-72 единиц по Шору (46-54 HRC). Кроме отбеленного слоя в валках различают переходную и серую зоны, образующие внутренний неотбеленный нерабочий слой. Твердость валков уменьшается от отбеленного слоя к не отбеленному. В отбеленном слое, являющимся рабочим, выполняют ручей калибра, радиус которого определяют наружным диаметром прокатываемой трубы (Г.И. Гуляев и др. «Технология непрерывной безоправочной прокатки труб», М., Металлургия, 1975 г., с. 194). Известные валки не обладают стабильной твердостью и износостойкостью из-за недостаточной глубины и неупорядоченной и неравновесной микроструктуры чугуна отбеленного слоя, что не обеспечивает сохранения твердости на всю глубину ручья калибра при переточках по мере износа и при переходе на больший наружный диаметр трубы.
Наиболее близкими к предлагаемому изобретению являются двухслойные валки с осевой полостью, которые имеют рабочий отбеленный слой из чугуна, легированного 0,5-1,0% Cr и 2,0-3,0% Ni, и внутренний нерабочий слой из серого чугуна, которые получают отливкой в стационарный водоохлаждаемый кокиль. Глубина рабочего отбеленного слоя не превышает 30 мм. В отбеленном слое выполняют ручей калибра, радиус которого определяют размером прокатываемой трубы (Г.И. Гуляев и др. «Технология непрерывной безоправочной прокатки труб», М., Металлургия, 1975 г., с. 194-195). Валки по прототипу также не обладают стабильной твердостью и износостойкостью из-за недостаточной глубины и неупорядоченной и неравновесной микроструктуры чугуна рабочего отбеленного слоя, что не обеспечивает сохранения твердости на всю глубину ручья калибра при переточках по мере износа и при переходе на больший наружный диаметр трубы.
Задачей изобретения является устранение указанных недостатков.
Технический результат от использования изобретения состоит в получении двухслойного валка прокатного стана с осевой полостью, рабочий отбеленный слой чугуна которого, глубиной не менее максимального радиуса ручья калибра, имеет упорядоченную и равновесную микроструктуру, что обеспечивает сохранение твердости на всю глубину ручья калибра при переточках по мере износа и при переходе на больший наружный диаметр трубы.
Технический результат от использования изобретения достигается тем, что в двухслойном валке прокатного стана с осевой полостью, состоящем из наружного отбеленного рабочего и внутреннего неотбеленного нерабочего слоев, изготовленных из чугунных сплавов разных химических составов, в наружном отбеленном рабочем слое которого выполнен ручей калибра, наружный отбеленный рабочий слой выполнен из износостойкого чугуна, содержащего, мас. %: 2,9-3,8 С; 0,3-0,8 Μn; 0,4-1,0 Si; до 0,16 S; до 0,5 P; 0,6-1,2 Cr; 1,2-2,5 Ni, в котором содержание Cr и Ni определяют из соотношения компонентов 1:(1,7-2,8), а внутренний неотбеленный нерабочий слой выполнен из серого чугуна, химический состав которого не регламентирован, при этом глубина наружного отбеленного рабочего слоя составляет 40-55 мм при максимальном радиусе калибра не более 35 мм.
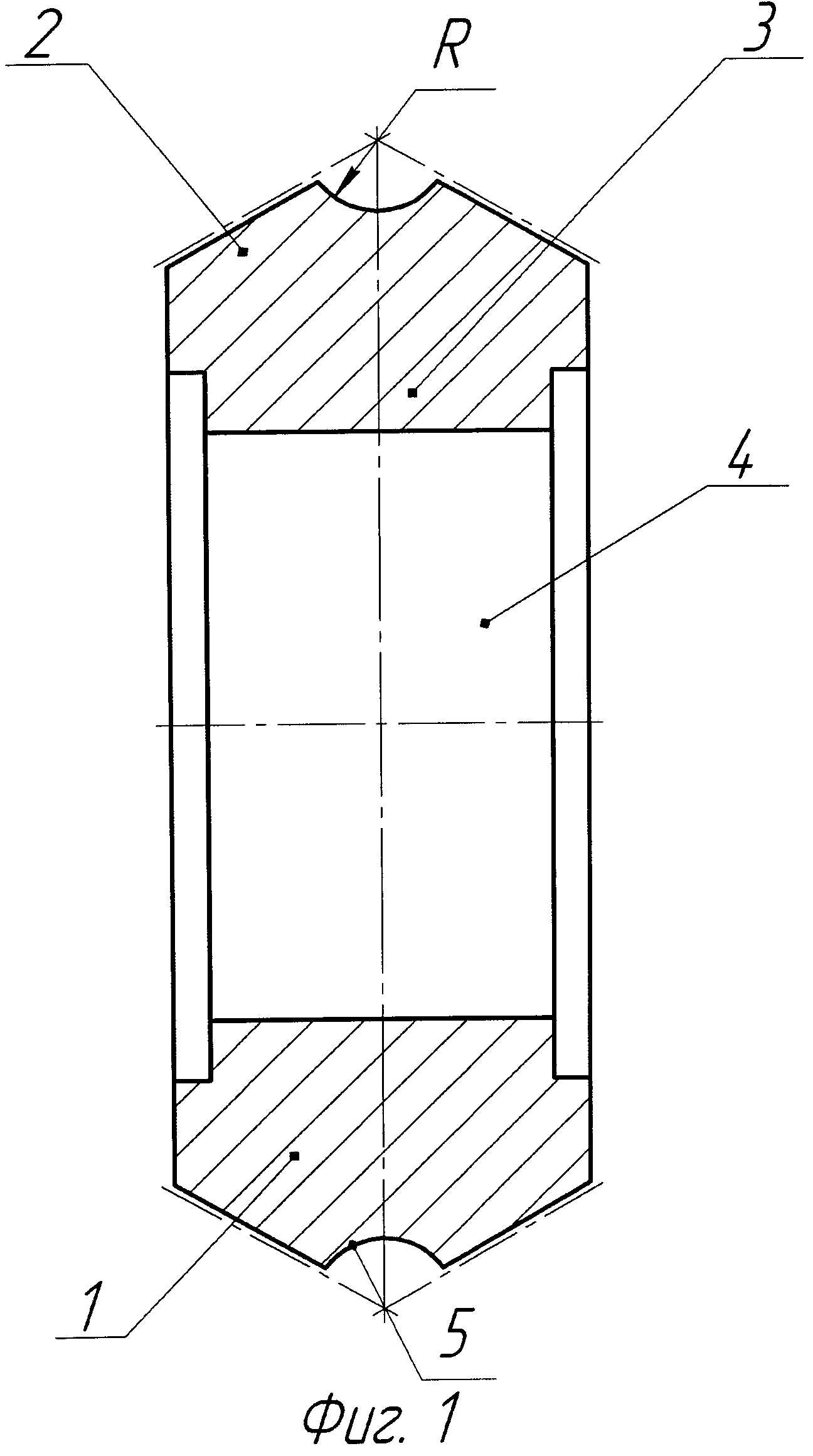
На фиг. 1 приведен поперечный разрез двухслойного прокатного валка с осевой полостью.
Двухслойный прокатный валок 1 с осевой полостью 2 состоит из наружного отбеленного рабочего слоя 3 и внутреннего неотбеленного нерабочего слоя 4. Наружный отбеленный рабочий слой 3 выполнен из износостойкого чугуна, содержащего, мас. %: 2,9-3,8 С; 0,3-0,8 Μn; 0,4-1,0 Si; до 0,16 S; до 0,5 Р; 0,6-1,2 Cr; 1,2-2,5 Ni с глубиной слоя не меньше максимального радиуса R ручья калибра 5, в котором содержание Cr и Ni определяют из соотношения компонентов 1:(1,7-2,8). Глубина наружного отбеленного рабочего слоя составляет 40-55 мм при максимальном радиусе калибра не более 35 мм. Внутренний неотбеленный нерабочий слой 4 выполнен из серого чугуна СЧ, химический состав которого не регламентирован. Двухслойный прокатный валок с осевой полостью получают после механической обработки отлитой полой заготовки, включающей обработку наружной и внутренней поверхностей, разрезку на части и нарезку ручья калибра в наружном рабочем слое каждой из частей.
В качестве метода отливки заготовки используют, например, метод центробежного литья. При отливке заготовки первым заливают износостойкий чугун, содержащий, мас. %: 2,9-3,8 С; 0,3-0,8 Μn; 0,4-1,0 Si; до 0,16 S; до 0,5 Р; 0,6-1,2 Cr; 1,2-2,5 Ni с глубиной слоя не меньше максимального радиуса R ручья калибра 5, в котором содержание Cr и Ni определяют из соотношения компонентов 1:(1,7-2,8). Внутренний неотбеленный нерабочий слой 4 выполнен из серого чугуна СЧ, химический состав которого не регламентирован.
Выбор интервала содержания компонентов износостойкого чугуна связан с благоприятным с точки зрения получения требуемого уровня твердости, высокой глубины отбеленного рабочего слоя, уменьшения переходной зоны. Было экспериментально получено, что при этом содержание Cr и Ni, определенное из соотношения компонентов 1:(1,7-2,8), приводит к линейному возрастанию глубины отбеленного рабочего слоя. Глубина наружного отбеленного рабочего слоя 40-55 мм при максимальном радиусе калибра не более 35 мм обеспечивает сохранение твердости на всю глубину ручья калибра при переточках по мере износа и при переходе на больший наружный диаметр трубы.
Выполнение внутреннего нерабочего слоя из серого чугуна СЧ, химический состав которого не регламентирован, позволяет сократить общий расход металла, в том числе легирующих элементов (никель, хром).
Техническое решение было опробовано в промышленных условиях. Были изготовлены валки из чугуна предлагаемого состава. Полученные валки имеют:
- максимальный радиус R ручья калибра - 35 мм;
- твердость наружного рабочего слоя на глубине 15 мм составляет 43,5-51,5 HRC, на глубине 45 мм - 41,0-51,5 HRC;
- средняя стойкость валков редукционного стана на одну переточку по предлагаемому техническому решению превышает аналогичный показатель валков сторонних производителей.
Эффективность предлагаемого технического решения подтверждена испытаниями валков редукционного стана ТПА-80, изготовленных по предлагаемому решению в сравнении с валками сторонних производителей.
Результаты испытания представлены в табл. 1:

Способ индукционной термической обработки сварного соединения
Труба бесшовная нефтяного сортамента высокопрочная в сероводородостойком исполнении
Способ термической обработки труб нефтяного сортамента из коррозионно-стойкой стали
Способ обработки ниппельной части резьбового соединения насосно-компрессорной трубы
Пуансон для раздачи конца трубы нефтяного сортамента
Устройство для зацентровки заготовок перед прошивкой
Оправочный узел стана продольной прокатки труб
Способ изготовления труб нефтяного сортамента (варианты)
Способ удаления внутреннего кольцевого грата, образовавшегося при сварке трением бурильной трубы с замком
Смазка для герметизации резьбовых соединений
Инструмент для удаления внутреннего грата и способ его термической обработки
Способ настройки косовалковой правильной машины при правке труб с температурой 500-700°c
Устройство для охлаждения труб
Способ охлаждения труб
Способ прокатки труб с термомеханической обработкой
Соединение труб с технологическим замком

