Результат интеллектуальной деятельности: ГИБКИЙ ИНСТРУМЕНТ (ВАРИАНТЫ), СПОСОБ (ВАРИАНТЫ) И СИСТЕМА (ВАРИАНТЫ) ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
Вид РИД
Изобретение
[0001] Один или несколько аспектов данного изобретения касаются способа, устройства и системы гибкой электрохимической обработки.
РОДСТВЕННАЯ ЗАЯВКА
[0002] Предмет данного описания может быть связан с заявками на патент США №12/567829 и №12/567835, озаглавленными как «Системы и устройство, имеющие отношение к электрохимической размерной обработке», поданными 28 сентября 2009 года, которые полностью включены в данный документ путем ссылки.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0003] Как правило, такие способы механической обработки, как токарная обработка, шлифовка, сверление и фрезерование предполагают применение механического воздействия. Для механической обработки заготовки указанными способами применяют инструмент высокой твердости и, соответственно, инструмент должен быть тверже заготовки. Тем не менее, в некоторых областях применения желательно, чтобы сама заготовка была выполнена из материалов, отличающихся высокой твердостью. Например, к лопаткам турбинных двигателей предъявляются жесткие требования, в том числе по твердости, поскольку они подвергаются жестким условиям эксплуатации. Если сама заготовка выполнена из твердого материала, как правило, традиционная механическая обработка невозможна.
[0004] Электрохимическую обработку (ЭХО) обычно применяют в качестве альтернативного способа механической обработки заготовок из твердых материалов. В процессе ЭХО механическую обработку электропроводной заготовки из твердого материала выполняют с использованием инструмента, который тоже является электропроводным. Во время ЭХО инструмент, служащий в качестве катода, располагают относительно заготовки, служащей анодом, таким образом, чтобы между ними образовался промежуток, который заполняют протекающим электролитом, например, водным раствором нитрата натрия. Между катодом-инструментом и анодом-заготовкой пропускают постоянный ток высокой плотности и низкого напряжения, обеспечивая электролитическое растворение заготовки. Реакция растворения происходит в гальваническом элементе, образованном катодом-инструментом и анодом-заготовкой, между которыми протекает электролит. Удаление эродированного материала или осадка в виде гидроокиси металла из промежутка между электродами происходит с помощью протекающего электролита. Анод-заготовка в целом принимает очертание, соответствующее рельефу катода-инструмента. Осадок может быть отфильтрован из электролита, а очищенный электролит можно использовать повторно.
[0005] При ЭХО инструмент не подвержен износу. Кроме того, скорость механической обработки не зависит от твердости материала заготовки. Таким образом, для изготовления инструмента, с помощью которого придают форму заготовкам из твердых или прочных металлов, например, углеродистой стали, инконеля, титана, сплава «Хастеллой» и ковара или их сплавов, можно применять мягкие металлы, такие как медь и латунь, а инструмент-катод можно использовать повторно. Это является преимуществом, поскольку профили, даже сложные, можно легко выполнить из мягких металлов, и далее использовать для придания формы заготовкам из твердых металлов и сплавов.
[0006] ЕХО присущи некоторые недостатки. При традиционной ЭХО под каждый новый профиль должен быть сконструирован специальный инструмент. В такой отрасли промышленности, как производство электроэнергии, даже такой небольшой прирост эффективности, как 1%, обеспечивает существенное снижение эксплуатационных расходов. Таким образом, предприятия-изготовители турбин осуществляют постоянную модернизацию турбинных лопаток и других частей турбины, добиваясь дифференциального повышения эффективности. Использование обычной ЭХО в данных случаях требует постоянного производства новых инструментов, что может быть связано с очень высокими затратами. Следовательно, было бы желательным разработать такие способы, устройства и системы электрохимической обработки, которые могут подходить для заготовок разной формы, снижая экономические и временные затраты, присущие обычной ЭХО.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0007] Неограничивающий аспект данного изобретения относится к гибкому инструменту для электромеханической обработки, предназначенному для выполнения гибкой электрохимической обработки заготовки. Гибкий инструмент для электрохимической обработки может содержать металлический полосообразный листовой катод, выполненный с возможностью упругой деформации в двух измерениях (2D), автоматический толкатель и опорные соединители, у своих верхних концов соединенные с автоматическим толкателем, а у своих нижних концов соединенные с полосообразным катодом вдоль его длины. Опорные соединители могут содержать по меньшей мере один неподвижный опорный соединитель, боковое положение которого зафиксировано относительно автоматического толкателя. Длина хода каждого опорного соединителя может меняться при упругой деформации полосообразного катода. Кроме того, каждый опорный соединитель может содержать поворотный соединительный элемент для соединения с нижним концом опорного соединителя и выполненный с возможностью поворота при упругой деформации полосообразного катода.
[0008] Другой неограничивающий аспект данного изобретения относится к способу выполнения гибкой электрохимической обработки заготовки. Согласно способу, гибкий инструмент для электрохимической обработки может быть позиционирован таким образом, чтобы гибкий катод указанного инструмента взаимодействовал с частью поверхности заготовки, погруженной в рабочую емкость с электролитом. После того как заготовка вошла во взаимодействие, может быть включена подача электроэнергии и электролита для запуска процесса электрохимической обработки. Затем гибкий катод может быть трассирован в направлении первого или второго конца заготовки. Трассировка может происходить с поддержанием подачи энергии и электролита в процессе перемещения гибкого катода относительно заготовки.
[0009] Другой неограничивающий аспект данного изобретения относится к системе, предназначенной для выполнения гибкой электрохимической обработки заготовки. Система может содержать рабочую емкость, гибкий инструмент для электрохимической обработки, в состав которого входит гибкий катод, автоматический толкатель, зажимы и контроллер. Рабочая емкость может быть заполнена электролитом. Гибкий катод может быть выполнен с возможностью непрерывной адаптации к профилю поверхности заготовки. Автоматический толкатель может быть выполнен с возможностью перемещения катода-инструмента. Для закрепления заготовки внутри рабочей емкости могут быть предусмотрены зажимы. Контроллер может быть выполнен с возможностью позиционирования катода-инструмента таким образом, что указанный катод взаимодействует с частью поверхности заготовки, погруженной в рабочую емкость с электролитом. В альтернативном варианте обходятся без погружения заготовки, а катод-инструмент выполнен с каналами для подачи электролита в гальванический элемент. Кроме того, контроллер может инициировать подачу электроэнергии и электролита после того, как заготовка начала взаимодействовать, для запуска гибкой электрохимической обработки. Помимо этого, контроллер может быть выполнен с возможностью трассировки катода-инструмента в направлении первого или второго конца заготовки. Трассировка может включать поддержание подачи электроэнергии и электролита в процессе перемещения катода-инструмента относительно заготовки.
[0010] Другой неограничивающий аспект данного изобретения относится к гибкому инструменту для электрохимической обработки углов, предназначенному для выполнения гибкой электрохимической обработки заготовки. Гибкий инструмент для электрохимической обработки углов может содержать катод, автоматический толкатель и эластомер, расположенный между катодом и автоматическим толкателем и обеспечивающий подкладку для адаптации катода к форме уголка заготовки. Угол заготовки может быть образован двумя боковыми поверхностями, которые проходят по существу прямолинейно от вершины угла, образуя вогнутую поверхность с углом θ раствора. Катод может быть предварительно изогнут под углом α, для углов раствора, превышающих угол θ. Разность углов обеспечивает необходимое прижатие катода-инструмента для обработки углов к углу заготовки.
[0011] Другой неограничивающий аспект данного изобретения относится к гибкому инструменту для электрохимической обработки ребер, предназначенному для выполнения гибкой электрохимической обработки заготовки. Гибкий инструмент для электрохимической обработки ребер может содержать полосообразный катод, автоматический толкатель и эластомер, расположенный между катодом и автоматическим толкателем, обеспечивающий подкладку для адаптации катода к форме ребра заготовки. Ребро заготовки может быть образовано двумя боковыми поверхностями, которые проходят по существу прямолинейно от острия ребра, образуя выпуклую поверхность с углом φ заострения. Полосообразный катод может быть предварительно изогнут под углом β, для углов заострения, значение которых меньше угла φ. Разность углов обеспечивает необходимое прижатие катода к ребру заготовки.
[0012] Другой неограничивающий аспект данного изобретения относится к гибкому инструменту для электрохимической обработки, предназначенному для выполнения гибкой электрохимической обработки заготовки. Гибкий инструмент для электрохимической обработки может содержать листовой катод, автоматический толкатель и опорные соединители. Листовой катод может быть выполнен с возможностью упругой деформации в трех измерениях (3D). У своих верхних концов опорные соединители могут быть соединены с автоматическим толкателем, а у своих нижних концов указанные соединители могут быть соединены с листовым катодом вдоль его верхней поверхности. Длина хода каждого опорного соединителя может меняться в процессе упругой деформации листового катода. Кроме того, каждый опорный соединитель может содержать нижний соединительный элемент, предназначенный для соединения нижнего конца опорного соединителя с гибким листовым катодом в процессе упругой деформации указанного катода.
[0013] Другой неограничивающий аспект данного изобретения относится к гибкому инструменту для электрохимической обработки, предназначенному для выполнения гибкой электрохимической обработки заготовки. Гибкий инструмент для электрохимической обработки может содержать листовой катод, автоматический толкатель, эластомерную подкладку и по меньшей мере один датчик. Листовой катод может испытывать упругую деформацию в трех измерениях (3D). Автоматический толкатель может быть выполнен с возможностью перемещения гибкого инструмента для электрохимической обработки и приложения силы сжатия. Эластомерная подкладка может быть выполнена с обеспечением упругой опоры для листового катода. Датчик может быть выполнен с возможностью измерения высоты поверхности заготовки при взаимодействии гибкого инструмента и заготовки. Листовой катод может непрерывно адаптироваться к профилю заготовки в ходе перемещения катода-инструмента при его взаимодействии с заготовкой.
[0014] Другой неограничивающий аспект данного изобретения относится к способу выполнения гибкой электрохимической чистовой обработки. Согласно способу гибкий инструмент для электрохимической обработки может быть позиционирован таким образом, чтобы гибкий катод указанного инструмента взаимодействовал с частью поверхности заготовки, погруженной в рабочую емкость с электролитом, или опрыскиваемой электролитом из катода-инструмента. После того как началось взаимодействие с заготовкой, можно включить подачу электроэнергии и электролита для запуска гибкой электрохимической чистовой обработки. Заготовка может подвергаться гибкой электрохимической чистовой обработке при перемещении гибкого инструмента для электрохимической обработки в направлении первого или второго конца заготовки. Гибкая электрохимическая чистовая обработка может представлять собой чистовую обработку заготовки, выполняемую с целью устранения погрешностей поверхности заготовки, которые определяются как отклонения по высоте части поверхности, выходящие за рамки заданного предела допуска для данной части поверхности. Гибкая электрохимическая чистовая обработка может быть выполнена при взаимодействии катода-инструмента и заготовки в процессе перемещения указанного катода относительно заготовки.
[0015] Другой неограничивающий аспект данного изобретения относится к системе выполнения гибкой электрохимической чистовой обработки заготовки. Система может содержать рабочую емкость, гибкий инструмент для электрохимической обработки, содержащий гибкий катод, автоматический толкатель, зажимы и контроллер. Рабочая емкость может быть заполнена электролитом, либо выполняется опрыскивание заготовки электролитом из катода-инструмента. Гибкий инструмент для электрохимической обработки может содержать полосообразный катод и может быть выполнен с возможностью непрерывной адаптации к профилю поверхности заготовки. Автоматический толкатель быть выполнен с возможностью перемещения гибкого инструмента для электрохимической обработки. Зажимы могут быть выполнены с возможностью закрепления заготовки внутри рабочей емкости. Контроллер может быть выполнен с возможностью позиционирования гибкого инструмента для электрохимической обработки таким образом, чтобы гибкий катод взаимодействовал с частью поверхности заготовки, погруженной в рабочую емкость с электролитом, или опрыскиваемой электролитом из указанного инструмента. Кроме того, контроллер может включать подачу электроэнергии и электролита после того, как заготовка вошла во взаимодействие, и запускать гибкую электрохимическую чистовую обработку. Помимо этого, контроллер может быть выполнен с возможностью выполнения чистовой обработки первого или второго конца заготовки. Гибкая электрохимическая чистовая обработка может представлять собой чистовую обработку заготовки, выполняемую с целью устранения погрешностей поверхности заготовки, которые определяются как отклонения по высоте части поверхности, выходящие за рамки заданного допуска для данной части поверхности. Заготовка может подвергаться гибкой электрохимической чистовой обработке при взаимодействии гибкого инструмента для электрохимической обработки и заготовки в ходе перемещения указанного инструмента относительно заготовки.
[0016] Далее изобретение будет описано более подробно со ссылкой на указанные ниже чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017] Указанные и другие признаки настоящего изобретения станут более понятными из приведенного ниже подробного описания примеров вариантов выполнения со ссылкой на прилагаемые чертежи, на которых:
[0018] Фиг.1 изображает традиционную систему электрохимической обработки;
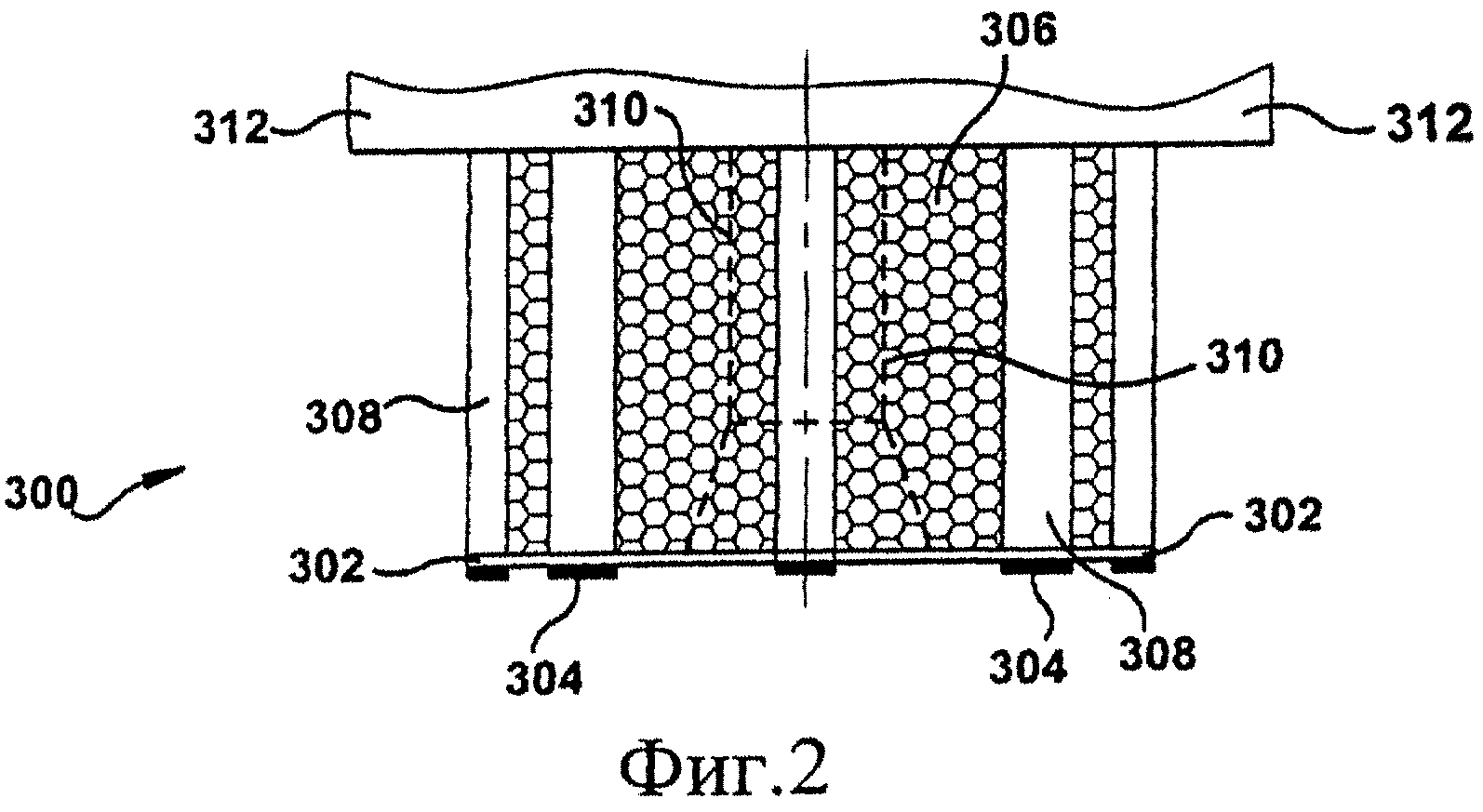
[0019] Фиг.2 изображает пример катода-инструмента, выполненного согласно родственной заявке;
[0020] Фиг.3 изображает катод-инструмент, выполненный согласно родственной заявке, прижатый к заготовке;
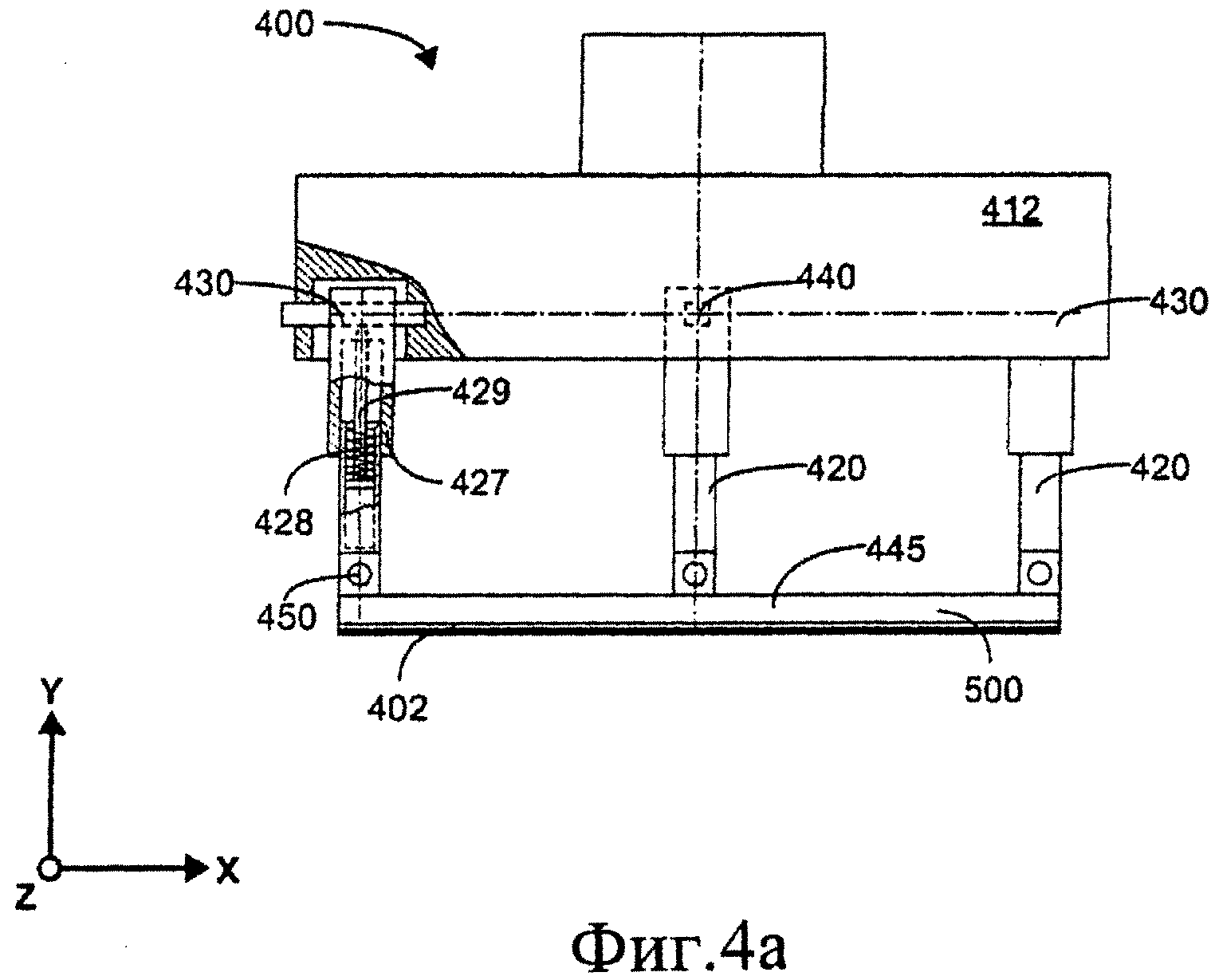
[0021] Фиг.4а и Фиг.4b изображают гибкий двумерный инструмент для электрохимической обработки, выполненный согласно варианту выполнения настоящего изобретения, в свободном состоянии и прижатом состоянии;
[0022] Фиг.5 изображает конструкцию гибкого полосообразного катода, выполненного согласно варианту выполнения настоящего изобретения;
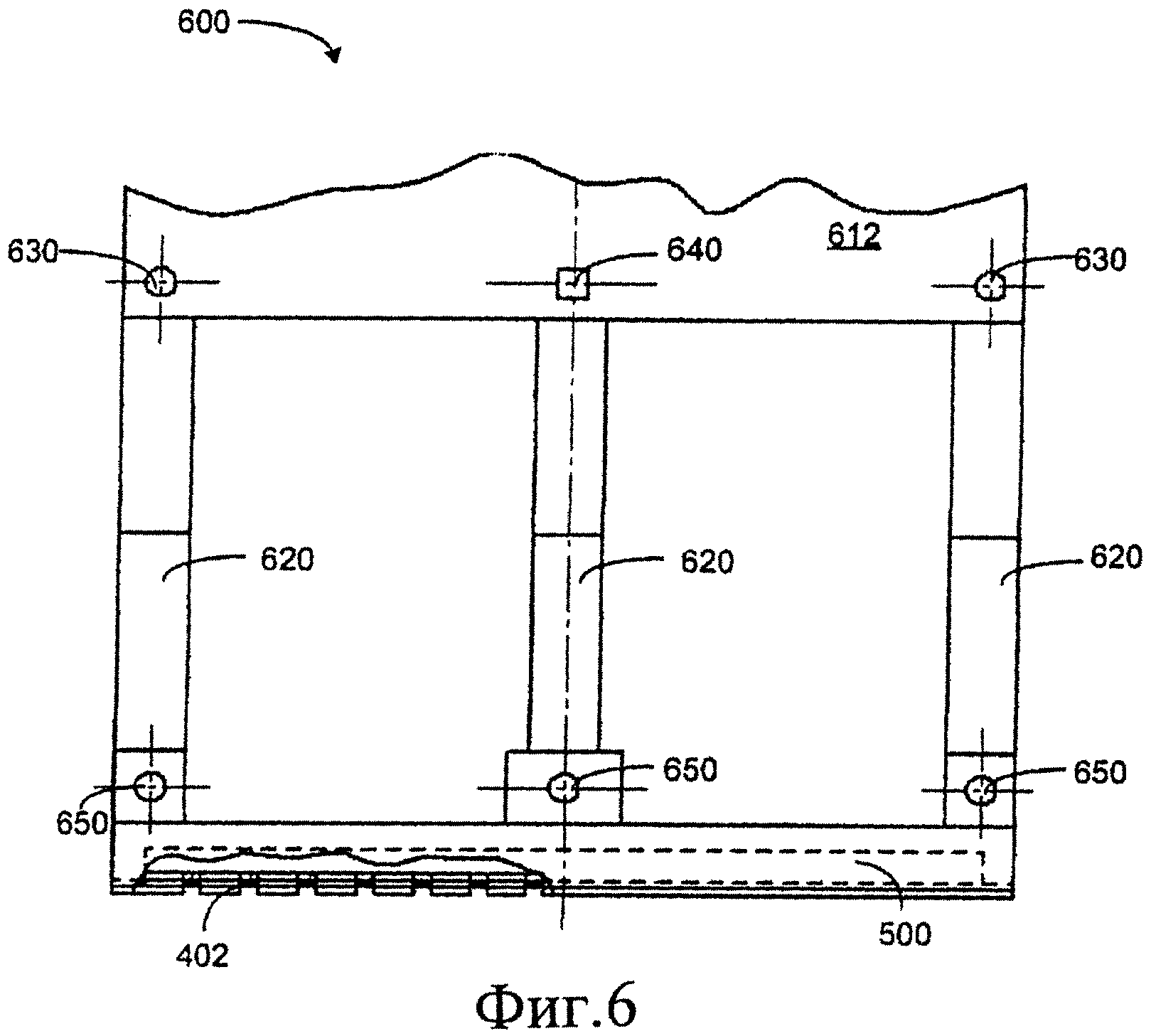
[0023] Фиг.6 изображает гибкий двумерный инструмент для электрохимической обработки, выполненный согласно другому варианту выполнения настоящего изобретения;
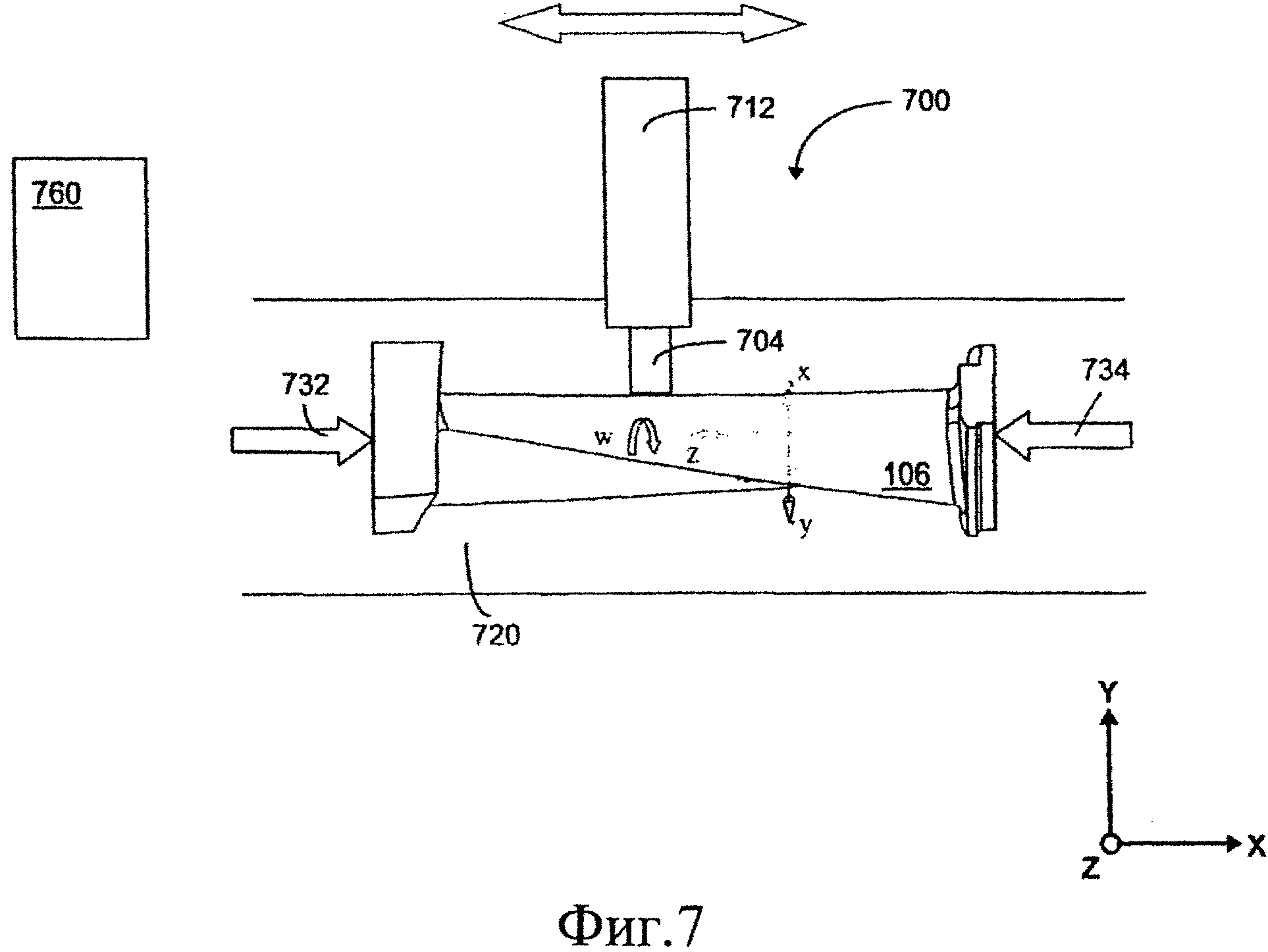
[0024] Фиг.7 изображает систему для выполнения гибкой электрохимической обработки, согласно варианту выполнения настоящего изобретения;
[0025] Фиг.8 изображает блок-схему способа выполнения гибкого электрохимического полирования, согласно аспекту настоящего изобретения;
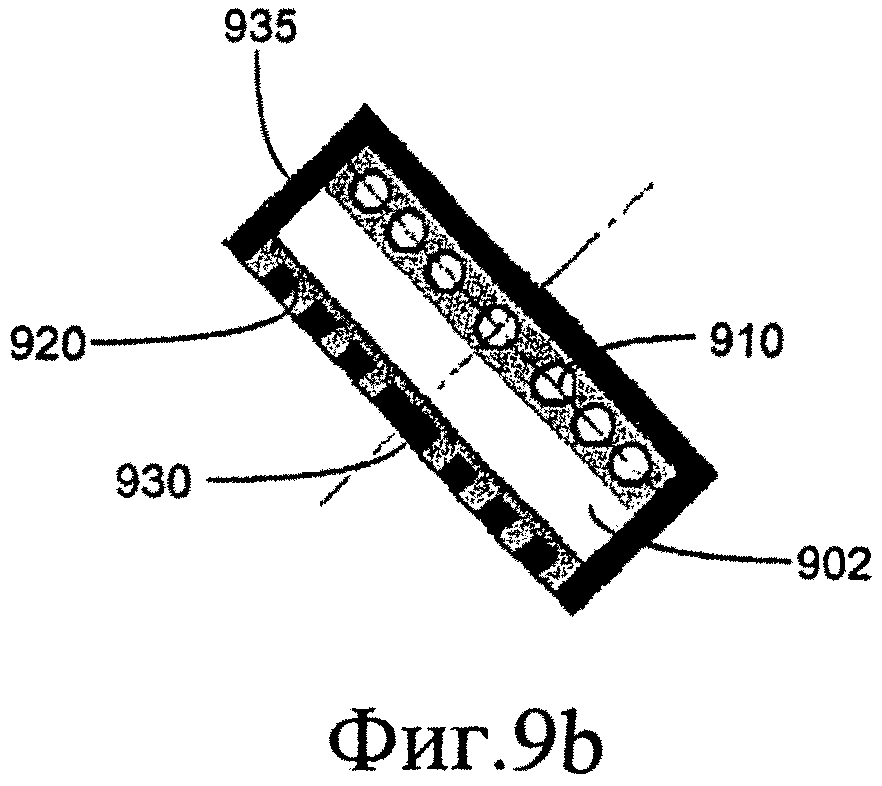
[0026] Фиг.9а и Фиг.9b изображают гибкий инструмент для электрохимической обработки углов, согласно другому варианту выполнения настоящего изобретения;
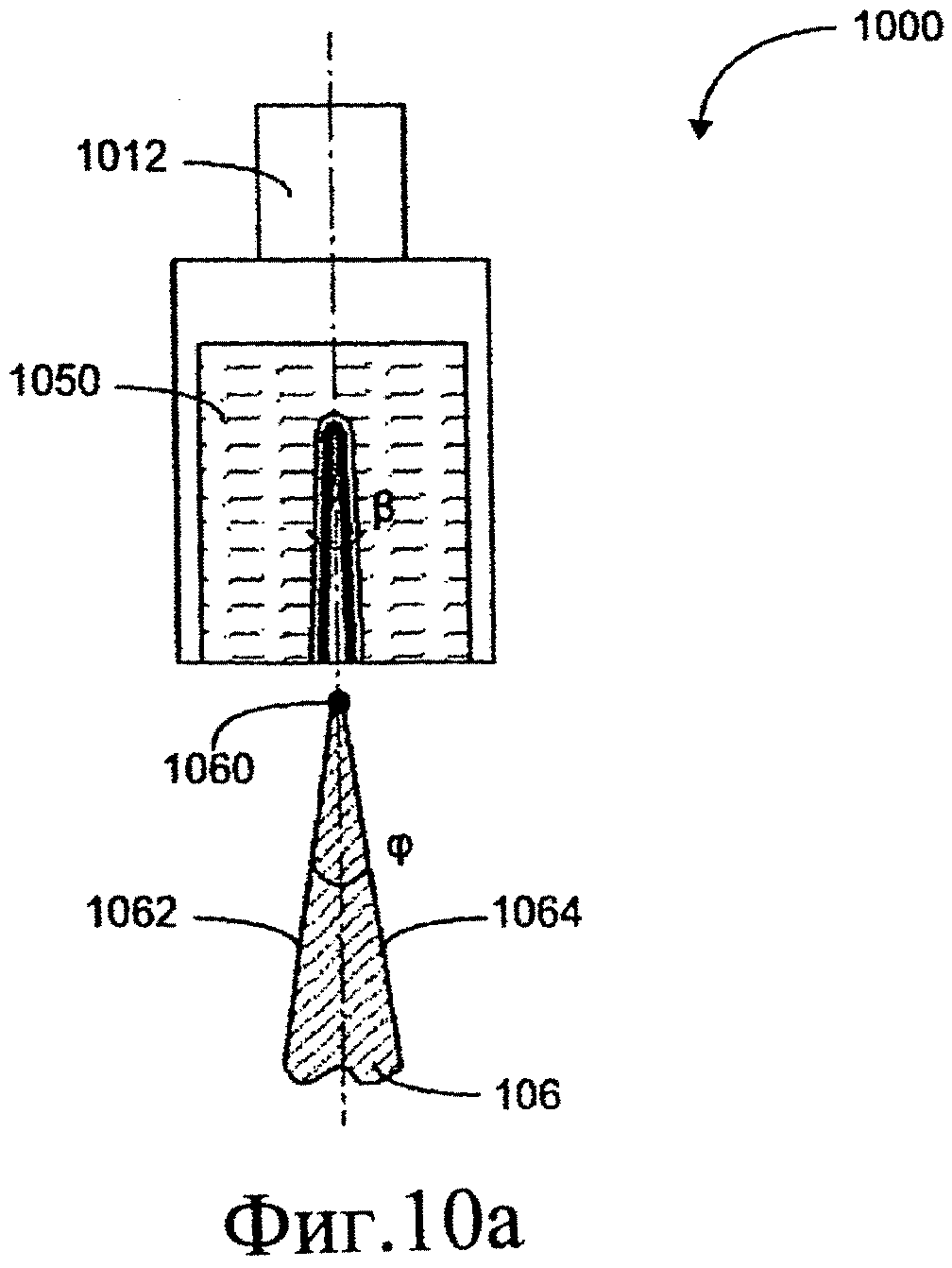
[0027] Фиг.10а и Фиг.10b изображают гибкий инструмент для электрохимической обработки ребер, согласно другому варианту выполнения настоящего изобретения;
[0028] Фиг.11а и Фиг.11b изображают гибкий трехмерный инструмент для электрохимической обработки, выполненный согласно варианту выполнения настоящего изобретения;
[0029] Фиг.12а и Фиг.12b изображают гибкий трехмерный инструмент для электрохимической обработки, выполненный согласно другому варианту выполнения настоящего изобретения;
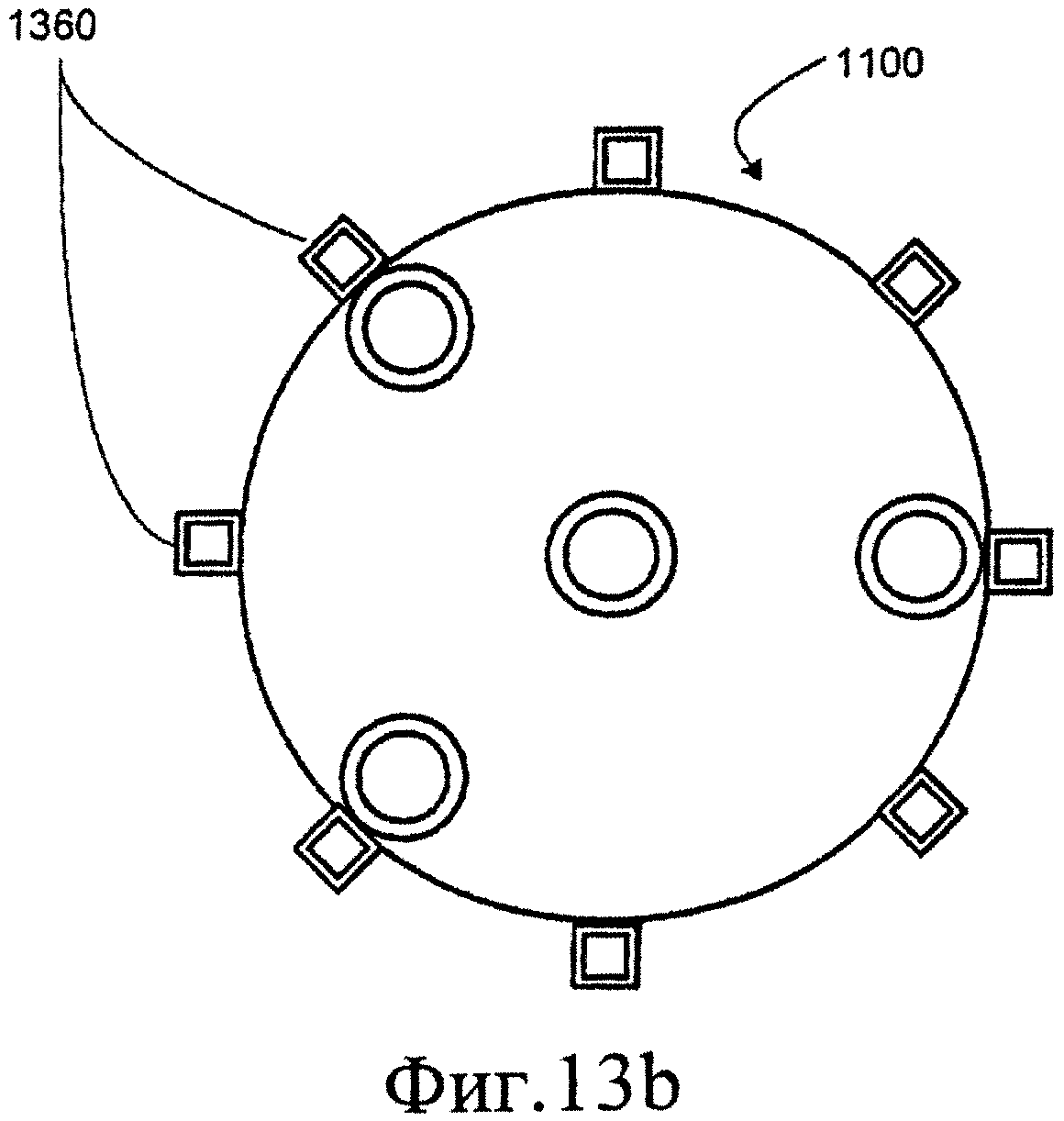
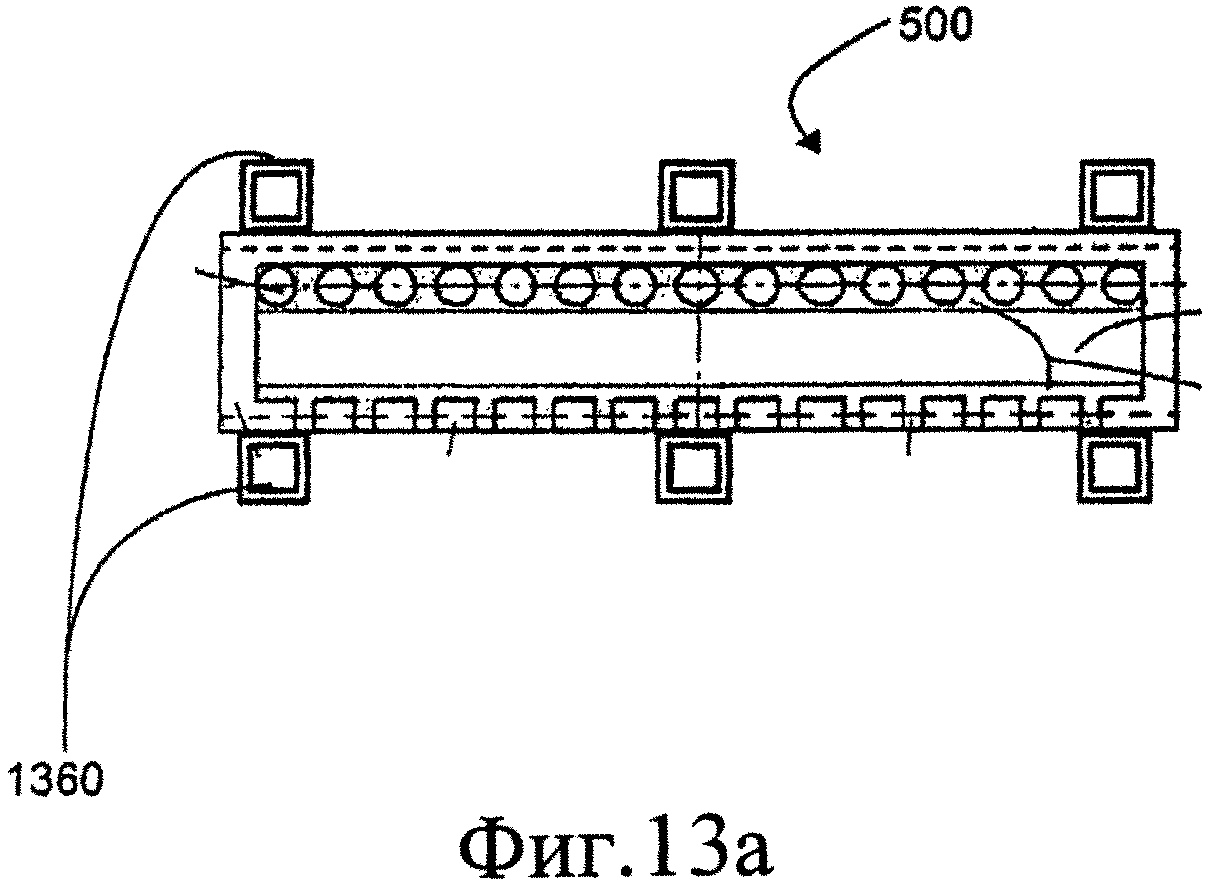
[0030] Фиг.13а и Фиг.13b изображают гибкий инструмент для электрохимической обработки, выполненный с датчиками в соответствии с другим вариантом выполнения настоящего изобретения;
[0031] Фиг.14 изображает блок-схему способа выполнения гибкой электрохимической чистовой обработки, согласно аспекту настоящего изобретения; и
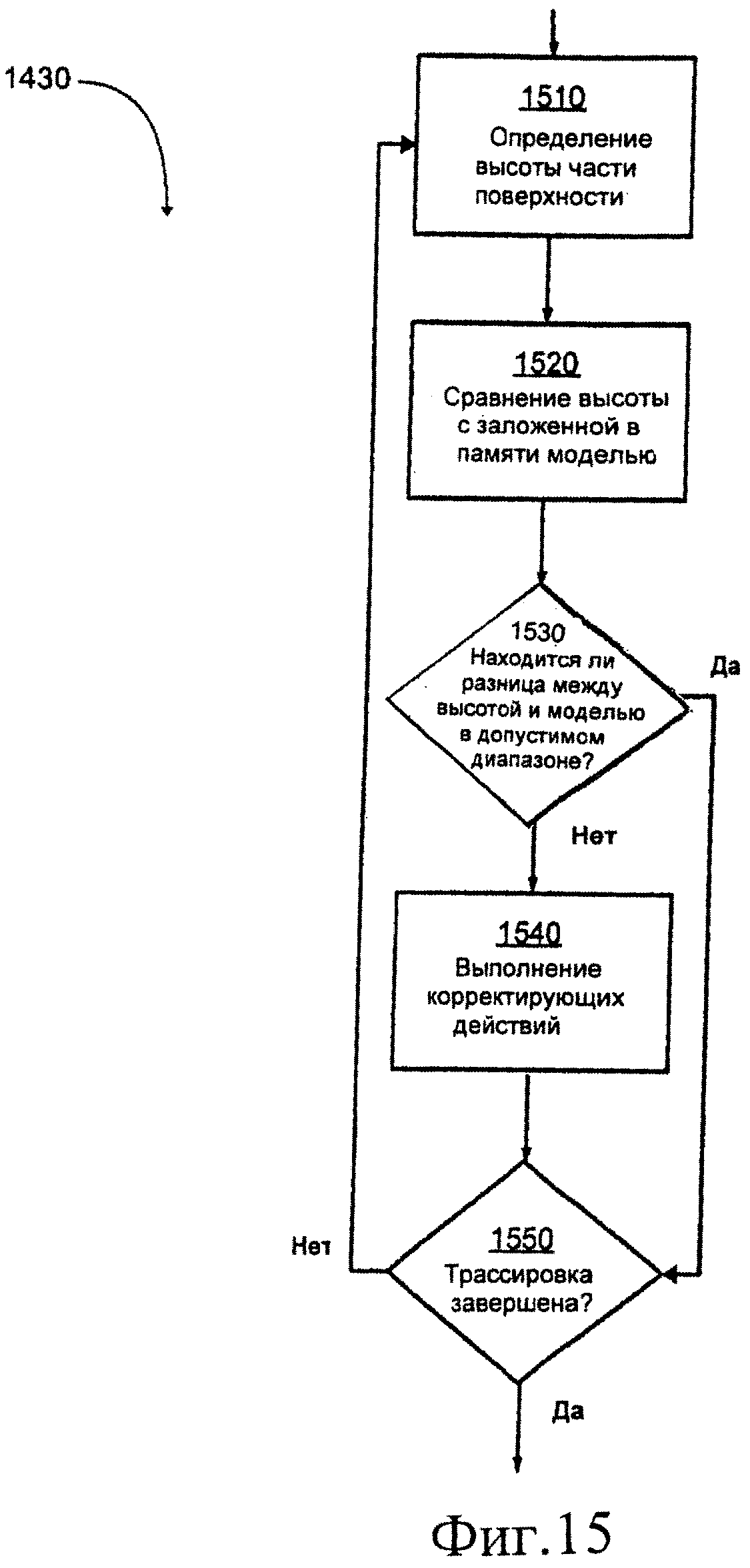
[0032] Фиг.15 изображает блок-схему примера гибкой электрохимической чистовой обработки, выполняемой в процессе трассировки заготовки, согласно аспекту настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0033] Как описано в данном документе, гибкая электрохимическая обработка, соответствующая вариантам выполнения данного изобретения, может обеспечить сравнительно быстродействующий способ чистовой обработки, полирования заготовок и/или придания им формы. В одном или нескольких неограничивающих аспектах предложены гибкие инструменты для электрохимической обработки, которые выполнены с возможностью приспособления к контурам различных заготовок.
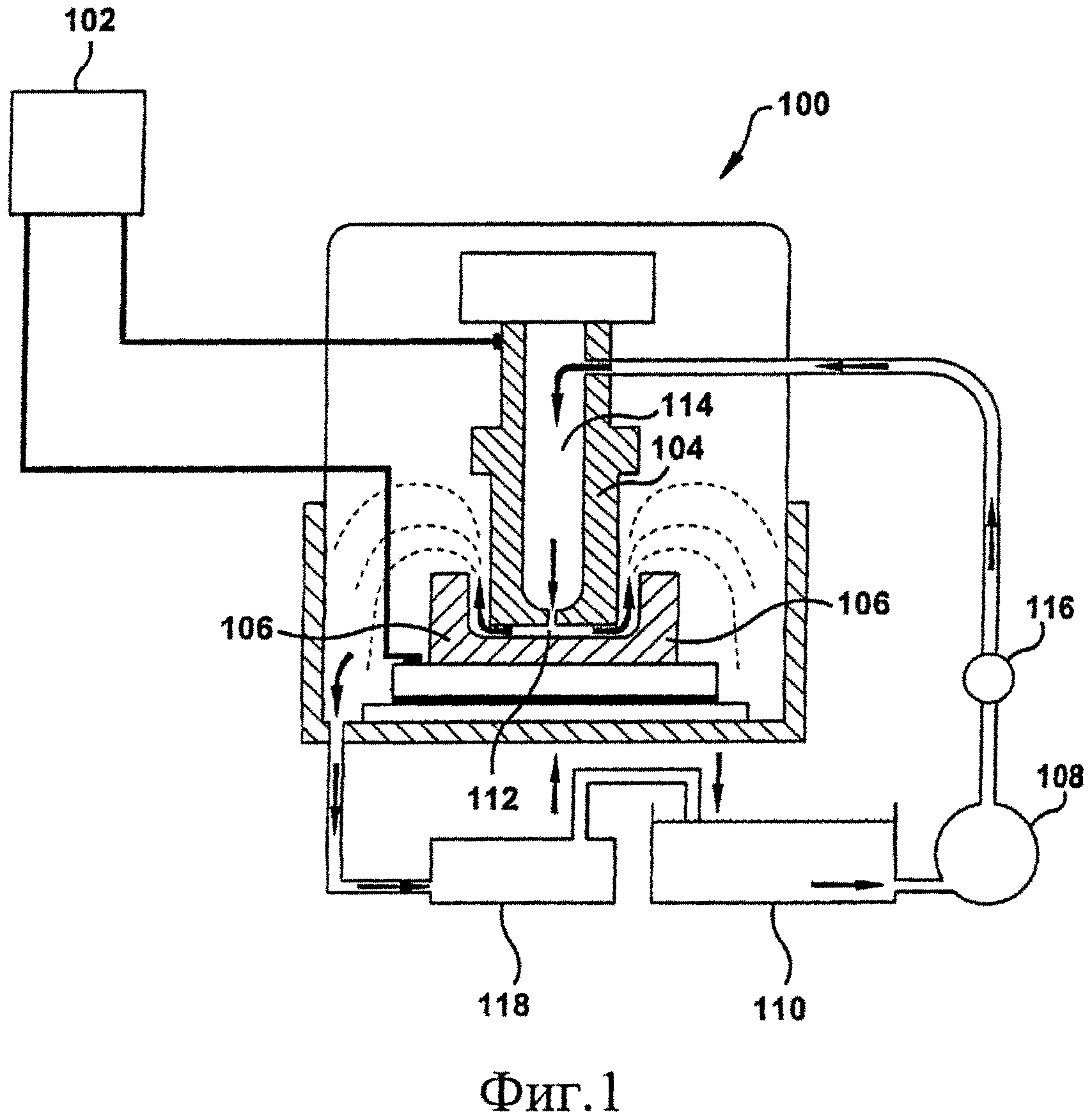
[0034] На фиг.1 изображена традиционная система ЭХО. Система 100 ЕХО содержит источник 102 питания, инструмент 104 и заготовку 106, выполняющие, соответственно, функции катода и анода гальванического элемента, насос 108 для перекачки электролита и ванну 110 с электролитом. Форма инструмента 104 остается неизменной. В процессе эксплуатации инструмент 104 и заготовку 106 располагают таким образом, чтобы в пространстве между ними образовался сравнительно узкий межэлектродный промежуток 112. Источник 102 питания применяют для создания разности потенциалов между заготовкой 106 и инструментом 104.
[0035] Система 100 содержит электролитную систему для подачи постоянного потока находящегося под давлением электролита в промежуток 112, в которой электролит выкачивают из ванны 110 насосом 108 и подают по полым каналам 114, выполненным внутри инструмента 104. Каналы 114 направляют электролит к заготовке 106. По каналу 114 электролит выходит из катода-инструмента 104 и протекает через промежуток 112 со сравнительно высокой скоростью и давлением.
[0036] Придание формы заготовке 106 выполняют путем удаления металла заготовки с помощью электрохимического растворения заготовки 106, имеющей полярность анода. В процессе ЭХО электролит, протекающий через промежуток 112, обеспечивает удаление материала, образованного в результате электрохимического растворения заготовки 106, что уменьшает погрешность профиля заготовки 106. Скорость удаления металла по существу обратно пропорциональна расстоянию между катодом и анодом. По мере того как инструмент 104 продвигается к заготовке 106, расстояние, то есть промежуток 112 между катодом-инструментом 104 и анодом-заготовкой 106 вдоль длины указанного инструмента и указанной заготовки, стремится к установившемуся значению, и заготовка 106 по существу приобретает контур катода-инструмента 104.
[0037] Как уже было отмечено, при традиционной ЭХО, инструмент 104 имеет уникальную форму, необходимую для обработки соответствующей заготовки 106. Изготовление многочисленных инструментов 104, каждый из которых имеет уникальную форму, и выполнен с каналами 114 для подачи электролита, может быть дорогостоящим. Если инструмент 104 применяют для обработки сравнительно небольшого количества соответствующих заготовок 106, конечные затраты становятся чрезмерно высокими.
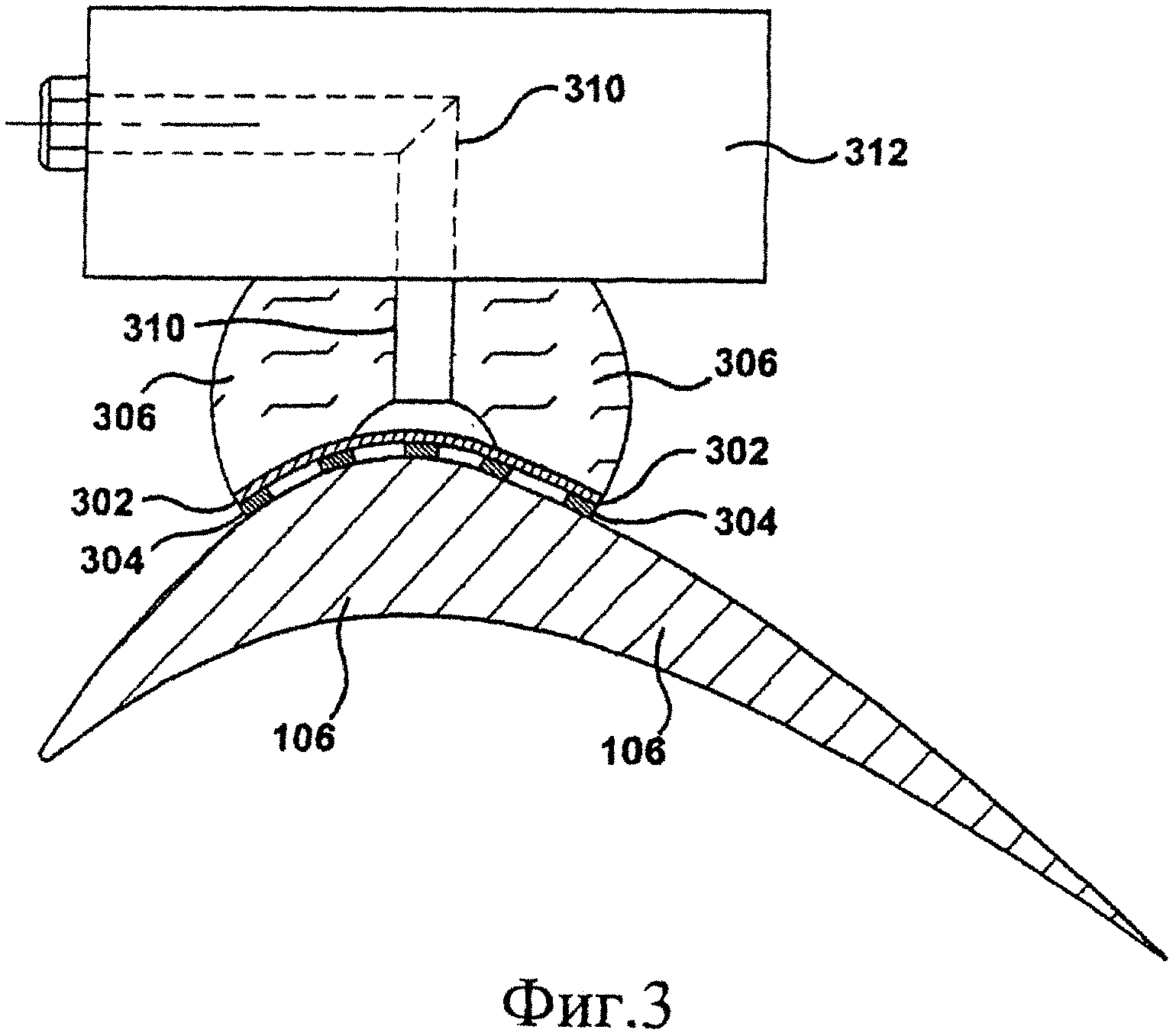
[0038] В вышеупомянутой родственной заявке описан катод-инструмент, который обеспечивает значительный уровень совместимости. На фиг.2 изображен пример описанного в этой заявке инструмента 300, который, в отличие от традиционного инструмента, можно использовать для большого разнообразия форм заготовок благодаря своей приспособляемости. Инструмент 300, изображенный на фиг.2, содержит катод 302, разделительные прокладки 304, эластомерную подкладку 306, проводящие полосы 308 и канал 310 для протекания электролита. Автоматический толкатель 312 может перемещать или позиционировать катод-инструмент 300 с обеспечением необходимого взаимодействия с заготовкой.
[0039] Катод 302 представляет собой сравнительно тонкий и гибкий электропроводный материал. Как изображено на фиг.3, эластомерная подкладка 306 обеспечивает деформируемость, что позволяет катоду 302 изменять форму и, следовательно, соответствовать профилю поверхности заготовки 106. Упругая деформация обеспечивает расположение наружной поверхности катода 302 на нужном расстоянии от поверхности заготовки 106, что позволяет эффективно выполнять процессы ЭХО. Таким образом, инструмент 300 обеспечивает полирование произвольной трехмерной поверхности, не требуя многочисленных катодных матриц.
[0040] Если площадь поверхности заготовки 106 превышает площадь поверхности инструмента 300, указанный инструмент прикладывают к разным частям заготовки 106, обрабатывая за один раз одну часть. Например, инструмент 300, а более конкретно, катод 302, прижимается вниз, охватывая часть поверхности заготовки 106. После схватывания части поверхности включают подачу электролита и электропитания для полирования части поверхности, находящейся во взаимодействии под катодом 302. После завершения полирования данной части поверхности инструмент 300 поднимают и перемещают для охвата новой части поверхности, и выполняют полирование указанной новой части. Такой цикл прерывистого полирования продолжают до тех пор, пока не будет отполирована вся поверхность заготовки.
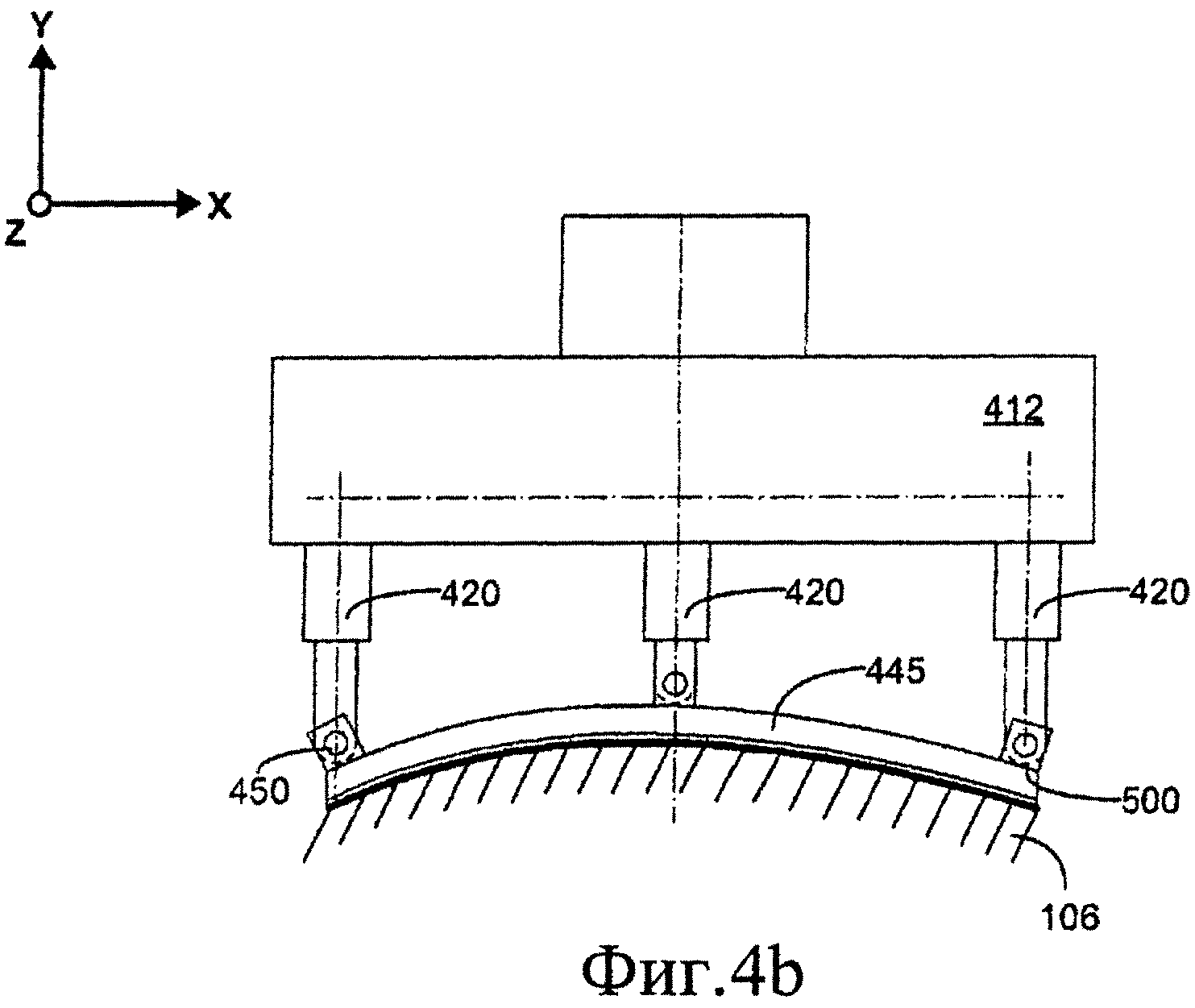
[0041] На фиг.4а и фиг.4b изображен двухкоординатный (2D) гибкий инструмент 400 для электрохимической обработки (ГЭХ инструмент), который можно применять для выполнения гибкой электрохимической обработки (ГЭХ обработки) согласно варианту выполнения настоящего изобретения. Для удобства использования, на указанных фигурах обозначены направления X, Y и Z. «X» обозначает поперечное или горизонтальное направление; «Y» обозначает направление вверх-вниз или вертикальное направление; и «Z» относится к направлению внутрь-наружу. Следует отметить, что если компоненты или варианты выполнения описаны применительно к конкретному местоположению или перемещаются в конкретном направлении, это сделано в описательных целях и не считается ограничивающим. Например, если при описании такого компонента, как ГЭХ инструмент, указано, что он перемещается в вертикальном направлении, это не означает, что в фактическом исполнении указанный компонент должен обязательно перемещаться в направлении силы тяжести.
[0042] Одна из нескольких причин в пользу данного изобретения заключается в возможности трассировки заготовки. Применяемый в данном документе термин «трассировка» относится к возможности выполнения гибкой электрохимической обработки при перемещении заготовки и ГЭХ инструмента друг относительно друга. В качестве примера, можно выполнять полирование заготовки путем трассировки. Следует отметить, что по сравнению с процессом прерывистого полирования, описанным выше применительно к родственной заявке, процесс непрерывного полирования должен проходить быстрее. Кроме того, трассировка обладает и другими полезными свойствами, которые будут представлены в данном документе.
[0043] Выражение «гибкая электрохимическая обработка» (также называемая ГЭХ обработкой) введено в предыдущем абзаце. К ГЭХ обработкам в целом относятся такие обработки, как полирование, чистовая обработка, придание формы и другие. ГЭХ обработку следует отличать от обычной ЭХО, в которой для удаления больших кусков металла с заготовок применяют катодную матрицу постоянной формы. Если не указано иное, описанная в данном документе ГЭХ обработка по существу относится к удалению слоя или слоев металла с металлической поверхности заготовки с помощью гибких инструментов для электрохимической обработки.
[0044] Кроме того, следует отметить, что заготовка и ГЭХ инструмент могут перемещаться друг относительно друга путем перемещения одного из них, либо обоих. Таким образом, если явно не указано другое, такие формулировки, как «объект А перемещается относительно объекта В» должны считаться эквивалентными таким формулировкам, как «объект В перемещается относительно объекта А» и «объекты А и В перемещаются друг относительно друга», и соответственно должны охватывать все возможности относительного перемещения. Помимо этого, такие формулировки, как «объект А перемещается навстречу объекту В/от объекта В» и «объекты А и В перемещаются друг к другу/ друг от друга» тоже будут указывать на относительные перемещения.
[0045] Для плавного трассирующего движения желательно обеспечить некоторую степень боковой жесткости. Боковая жесткость обеспечивает более устойчивое боковое движение по изогнутым частям поверхности. В варианте выполнения ГЭХ инструмента, изображенном на фиг.4а и фиг.4b, обеспечена указанная жесткость в боковом направлении и гибкость в вертикальном направлении. На фиг.4а ГЭХ инструмент 400 изображен в неприжатом состоянии, а на фиг.4b в прижатом состоянии. ГЭХ инструмент 400 может содержать полосообразный катод 402, автоматический толкатель 412 и опорные соединители 420. Как будет объяснено далее, опорные соединители 420 могут содержать по меньшей мере один неподвижный опорный соединитель и по меньшей мере один подвижный опорный соединитель. Автоматический толкатель 412 может быть соединен с опорными соединителями 420 у верхних концов указанных соединителей. Нижние концы опорных соединителей 420 могут быть соединены с полосообразным катодом 402 вдоль его длины.
[0046] Полосообразный катод 402 предпочтительно выполнен с возможностью упругой деформации, то есть изгиба в двух измерениях. Это объясняется следующим. Изображенный на фиг.4а полосообразный катод 402 находится в не прижатом состоянии, и расположен по длине в боковом направлении. То есть в указанном состоянии полосообразный катод 402 вытянут линейно в направлении X. В прижатом состоянии, которое изображено на фиг.4b, полосообразный катод 402 упруго деформируется или изгибается в вертикальном направлении в разных точках вдоль его длины в боковом направлении, а величина деформации в направлении Y может различаться для различных координат X, так как полосообразный катод 402 соответствует профилю поверхности заготовки 106.
[0047] Существует аналогия со стеклоочистителем, повторяющим кривую форму ветрового стекла автомобиля, когда стеклоочиститель и ветровое стекло перемещаются друг относительно друга. Одно из преимуществ ГЭХ инструмента 400 заключается в том, что полосообразный катод 402 может с большей легкостью изгибаться по искривленной в двух измерениях линии. Кроме того, полосообразный катод 402 может легко распрямляться в обратном направлении при изменении формы поверхности заготовки 106.
[0048] Если ГЭХ инструмент 400 прижат, как изображено на фиг.4b, видно, что вертикальная длина разных опорных соединителей 420 различна, то есть длина их хода разнится, подстраиваясь под кривизну формы заготовки 106. Таким образом, опорные соединители 420 могут изменять длину своего хода в процессе упругой деформации в двух измерениях полосообразного катода 402. Но независимо от длины хода опорных соединителей 420, они предпочтительно оказывают равномерное давление. Это обеспечивает гибкость в вертикальном направлении, за счет которой полосообразный катод 402 может подстраиваться под изогнутую поверхность заготовки 106.
[0049] В одном варианте выполнения опорные соединители 420 представляют собой пневматические цилиндры, и каждый цилиндр 420 может содержать вертикальный подшипник 427 скольжения и пружину 428. Подшипник 427 и пружина 428 позволяют цилиндру 420 обеспечить упругую опору, в результате чего гибкий полосообразный катод 402 может соответствовать профилю поверхности заготовки 106.
[0050] Пневматический цилиндр 427 может дополнительно содержать поршень 429, который может перемещаться в вертикальном направлении с помощью любого общеизвестного приводного механизма, а давлением воздуха внутри цилиндра 420 можно точно управлять с помощью, например, контроллеров (не показаны на фиг.4а и фиг.4b). Поддерживая постоянное давление воздуха и применяя приводные механизмы, длину хода каждого цилиндра 420 можно устанавливать в соответствии с профилем заготовки 106, что в свою очередь позволяет управлять деформацией полосообразного катода 402. Как будет показано далее, возможность изменять форму полосообразного катода 402 обеспечивает эффективные возможности для чистовой обработки заготовок 106. Приводной механизм может быть встроен в конструкцию автоматического толкателя 412. Цилиндр 420 при помощи приводного механизма может изменять длину своего хода в зависимости от профиля заготовки, обеспечивая упругую деформацию полосообразного катода 402 и схватывание поверхности заготовки.
[0051] Как уже упоминалось, давление, оказываемое цилиндрами 420, а именно, опорными соединителями 420, предпочтительно по существу одинаковое. Таким образом, опорные соединители 420 могут иметь регулируемую длину хода и по существу постоянное давление, которое обеспечено постоянным давлением воздуха в цилиндре. В альтернативном варианте, в качестве опорных соединителей 420 могут быть применены гидравлические, электромагнитные или другие механизмы.
[0052] Каждый опорный соединитель 420 может содержать поворотный соединительный элемент 450, который соединяет нижний конец соответствующего опорного соединителя 420 с катодом 402. Примером поворотного соединительного элемента 450 является опорный подшипник. Как показано на фиг.4b, опорные подшипники 450 поворачиваются, соединяя вертикальные соединители 420 с изогнутым катодом 402 и его эластомерной полосообразной подкладкой 445.
[0053] Когда катод 402 испытывает упругую деформацию в двух измерениях, он укорачивается в боковом направлении. Скользящие соединительные элементы 430, расположенные над крайними соединителями 420, дают возможность с помощью цилиндровой передачи 460 соединять проходящие в вертикальном направлении соединители 420 с изогнутым и, следовательно, укороченным в боковом направлении катодом 402. Опорные соединители 420, соединенные со скользящими соединительными элементами 430, называют подвижными опорными соединителями, поскольку они могут скользить в боковом направлении, предпочтительно в определенных границах, относительно автоматического толкателя 412.
[0054] С другой стороны, может быть предпочтительным предусмотреть по меньшей мере один неподвижный опорный соединитель 420, боковое положение которого зафиксировано относительно автоматического толкателя 412. Боковое положение центрального опорного соединителя 420, изображенного на фиг.4а и фиг.4b, зафиксировано с помощью жесткого соединения 440 с автоматическим толкателем 412. Это приведено исключительно в качестве примера и не является ограничением. Любой из опорных соединителей 420, включая не центральные опорные соединители, может быть неподвижным.
[0055] Поворотные соединительные элементы 450 и скользящие соединительные элементы 430 обеспечивают выдвижение или втягивание подвижных опорных соединителей по существу прямолинейно и вертикально относительно автоматического толкателя 412, а также соединяют их с изогнутым и укороченным в боковом направлении катодом 402. Неподвижный опорный соединитель выдвигается или втягивается по существу прямолинейно и вертикально относительно автоматического толкателя 412 за счет его жесткого соединения. Поворотные элементы 450 обеспечивают расположение подвижных и неподвижных опорных соединителей 420 по существу перпендикулярно профилю поверхности заготовки, как видно на фиг.4b.
[0056] Предполагается, что в ходе гибкой электрохимической обработки ГЭХ инструмент 400 перемещается в Z направлении - внутрь/наружу листа на фиг.4а и фиг.4b - относительно заготовки 106. ГЭХ инструмент 400 может трассировать поверхность заготовки 106 в направлении Z. При перемещении ГЭХ инструмента 400 в Z направлении длина хода всех опорных соединителей 420 как неподвижных, так и подвижных, может меняться, обеспечивая боковую жесткость для движущей силы и степень свободы по вертикали для гибкости катода. Для ясности изображения электролит и соединения в цепи питания не показаны.
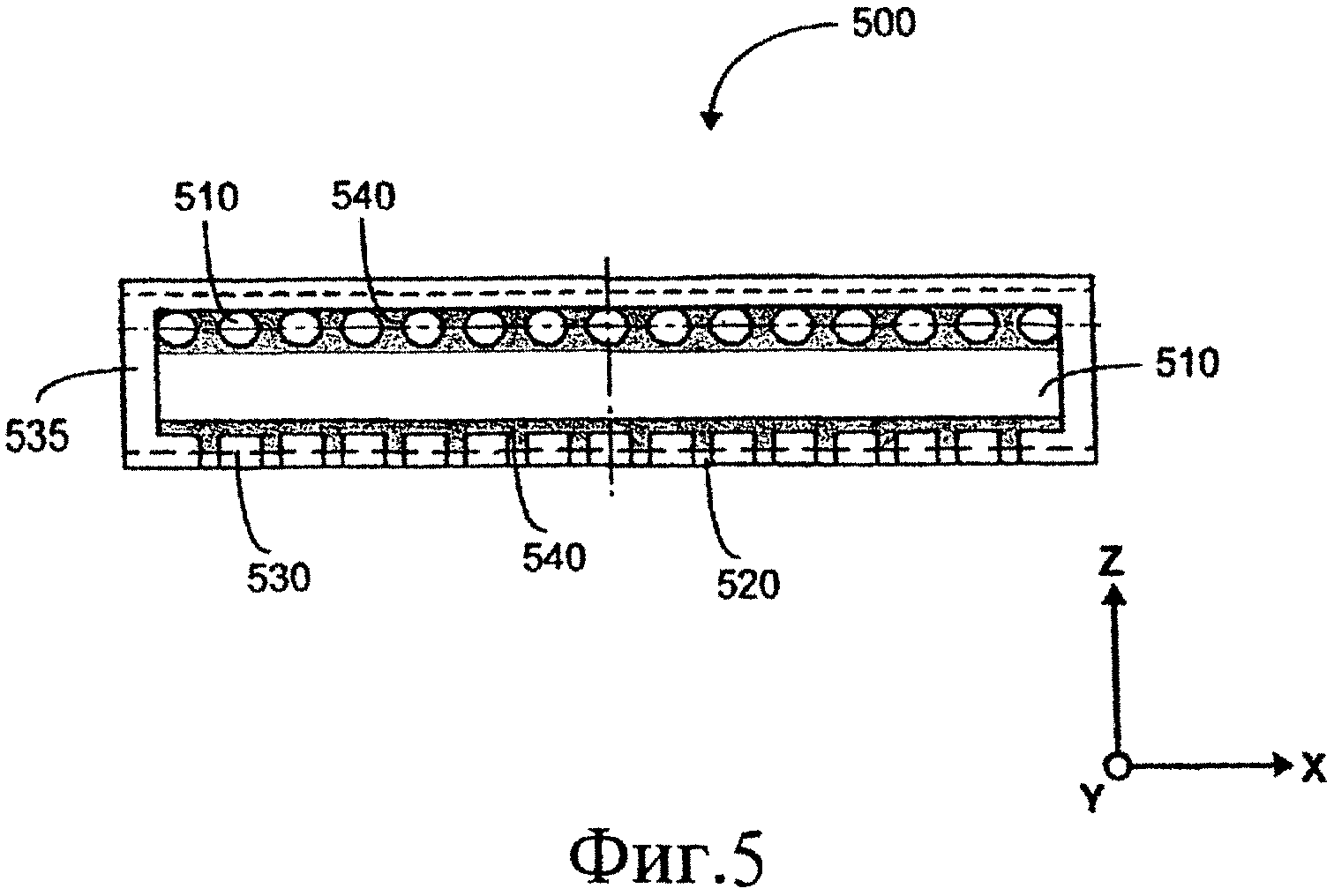
[0057] На фиг.5 изображен пример конструкции гибкого катода, содержащей полосообразный катод 402, представленный на виде снизу. Отметим, что поскольку это вид снизу, то отмеченное на фиг.5 направление Y теперь ориентировано внутрь и наружу листа. Предпочтительно, полосообразный катод 402 выполнен плоским, сравнительно длинным и тонким. Относительные размеры не обязательно приведены в масштабе. Предпочтительно, длина конструкции 500 гораздо больше ее ширины, так что практически катод 402 можно считать полосой, то есть полосообразным катодом. Катод 402 может быть изготовлен из гибкого листового металла с резиновой полосообразной подкладкой.
[0058] Кроме того, конструкция 500 может иметь впускные отверстия 510 для подачи электролита и выпускные отверстия 520, обеспечивающие выпуск электролита. В данном варианте выполнения выпускные отверстия 520 образованы промежутками между изоляционными разделителями 530. Помимо этого, конструкция 500 может содержать один или более опорных изоляторов 535. Изоляторы 535 и разделители 530 направляют электролит от впускных отверстий 510 к выпускным отверстиям 520 и предотвращают утечки и просачивание электролита по бокам и сзади. Все опорные изоляторы 535 и изоляционные разделители 530 предпочтительно имеют заданную толщину (измеряемую в направлении внутрь и наружу листа), обеспечивающую точно определенный межэлектродный промежуток между катодом 402 и заготовкой 106 (не показана на фиг.5).
[0059] Предпочтительно, на участки с нестабильным потоком электролита наносят изолирующее покрытие 540. Нестабильный поток электролита может вызвать нежелательное огрубление поверхности. К указанным участкам обычно относятся отверстия 510 для впуска электролита и отверстия 520 для выпуска электролита. Таким образом, как показано на фиг.5, изолирующее покрытие 540 нанесено на области, соответствующие впускным отверстиям 510 и выпускным отверстиям 520, а центр конструкции 500, в котором поток электролита сравнительно постоянен, остается необработанным.
[0060] На фиг.6 изображен гибкий двухкоординатный ГЭХ инструмент 600, выполненный согласно другому варианту выполнения данного изобретения. Многие компоненты, входящие в состав ГЭХ инструмента 600, могут быть похожими на компоненты ГЭХ инструмента 400, например, конструкция 500 полосообразного катода и автоматический толкатель 612. Кроме того, ГЭХ инструмент 600 может содержать опорные соединители 620, среди которых имеется по меньшей мере один неподвижный опорный соединитель (соединенный с поворотными соединительными элементами 630) и по меньшей мере один подвижный соединитель (присоединенный к неподвижному соединительному элементу 640). На своих нижних концах опорные соединители 620 могут быть соединены с катодной конструкцией 500 при помощи поворотных соединительных элементов 650, например, опорных подшипников. Более того, длина хода опорных соединителей 620 может меняться, и при этом опорные соединители оказывают равномерное давление.
[0061] Однако на своих верхних концах подвижные опорные соединители 620 могут быть соединены не со скользящими, а с поворотными соединительными элементами 630. Для облегчения понимания поворотные соединительные элементы 650 и 630 называют, соответственно, нижними и верхними поворотными соединительными элементами. Верхние поворотные соединительные элементы 630 позволяют поворачиваться крайним подвижным опорным соединителям, обеспечивая размещение укороченного в боковом направлении полосообразного катода 402 в процессе упругой деформации указанного катода. Подвижные опорные соединители могут выдвигаться или втягиваться не обязательно вертикально и прямолинейно относительно автоматического толкателя 612. Нижние поворотные соединительные элементы 650 позволяют неподвижным и подвижным опорным соединителям располагаться по существу перпендикулярно к профилю поверхности заготовки.
[0062] Что касается эксплуатации, оба варианта ГЭХ инструмента, 400 и 600 отлично подходят для выполнения непрерывной ЭХО, такой как непрерывное электрохимическое полирование. Когда ГЭХ инструмент 400, 600 перемещается, трассируя поверхность заготовки 106, указанный инструмент непрерывно адаптируется к профилю поверхности заготовки 106 для выполнения электрохимического полирования.
[0063] На фиг.7 изображена система для выполнения гибкой ЭХО, например, полирования, чистовой обработки и/или придания формы, согласно варианту выполнения данного изобретения. Система 700 может быть описана в виде примера системы подачи электролита, в которой электролит может заполнять рабочую емкость 720 таким образом, чтобы в процессе ЭХО заготовка 106, например, лопатка паровой турбины и ГЭХ инструмент 704 были погружены в электролит. В альтернативном варианте, в котором не предусмотрено погружение ГЭХ инструмента 704 и заготовки 106, электролит может по гидравлическим каналам подаваться к впускным отверстиям катода и вытекать из выпускных отверстий катода ГЭХ инструмента 704. ГЭХ инструмент 704 может быть соединен с автоматическим толкателем 712. Заготовка 106 может удерживаться в рабочем баке 720 с помощью левых и правых зажимов 732, 734. Работой системы может управлять контроллер 760, в автоматическом режиме или под руководством оператора. Контроллер 760 может быть выполнен с использованием различных комбинаций аппаратного обеспечения, программного обеспечения и программно-аппаратных компонентов, таких как компьютер, запоминающие устройства, устройства обмена информацией и многочисленные управляющие программы.
[0064] Для упрощения чертежей, на них не показаны такие компоненты как резервуар для хранения электролита, насос и фильтр для электролита, источник питания, контроллеры, приводной механизм, трубы, шланги и фитинги. Также отсутствуют изображения соединений между контроллером 760 и другими компонентами, чтобы не усложнять изложение информации.
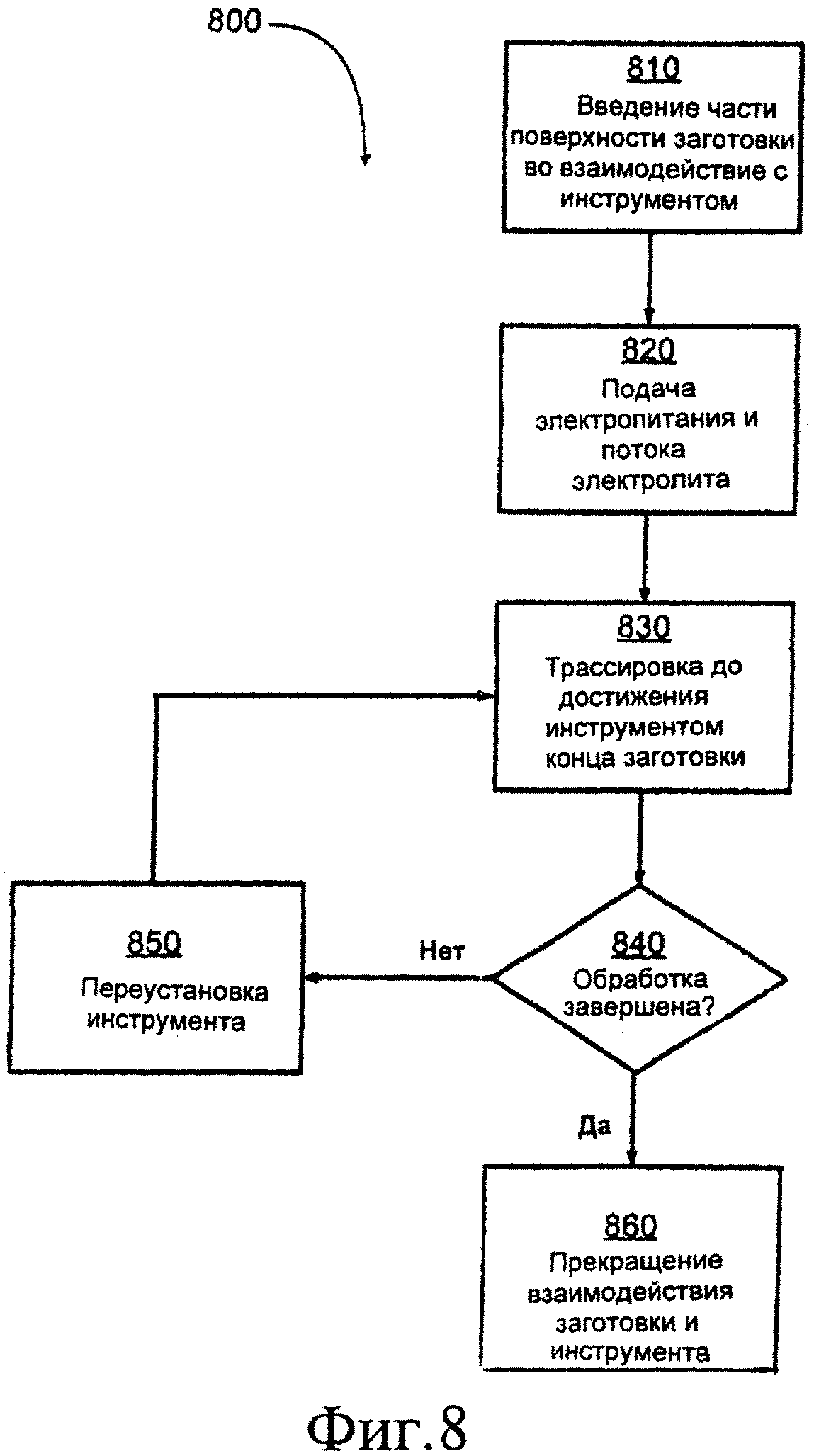
[0065] На фиг.8 изображена блок-схема примера способа выполнения гибкого электрохимического полирования, согласно аспекту настоящего изобретения. Согласно способу 800, на этапе 810 контроллер 760 может позиционировать ГЭХ инструмент 704 для взаимодействия с частью поверхности заготовки 106. Например, ГЭХ инструмент 704 может быть расположен в заданном начальном местоположении, например, в правом или левом конце заготовки 106, рядом с правым зажимом 734 или левым зажимом 732. На этапе 820, контроллер 760 может инициировать подачу электропитания и электролита, запуская процесс электрохимического полирования.
[0066] На этапе 830, ГЭХ инструмент 704 трассирует заготовку 106 под управлением контроллера 760 до тех пор, пока не достигнет края заготовки 106. Например, если ГЭХ инструмент 704 сначала взаимодействует с заготовкой 106 у правого зажима 734, то первое трассирующее движение будет перемещать ГЭХ инструмент 704 в направлении левого зажима 732, пока ГЭХ инструмент 704 не достигнет указанного левого зажима. При перемещении ГЭХ инструмента 704 контроллер 760 поддерживает подачу питания и электролита, то есть обеспечивает непрерывность процесса электрохимического полирования. Кроме того, в ходе перемещения ГЭХ инструмента 704 указанный инструмент постоянно адаптируется к профилю поверхности заготовки 106.
[0067] По достижении края, на этапе 840 контроллер 760 может определить, закончен процесс электрохимического полирования или нет. Критерий определения законченности данного процесса может зависеть от конкретных условий. Например, иногда считают, что процесс завершен после трассировки всей поверхности заготовки 106. В других случаях может быть достаточным выполнить трассировку лишь части поверхности. Если требуется получить очень гладкую поверхность, то трассировку заготовки 106 можно выполнить несколько раз.
[0068] Если на этапе 840 установлено, что процесс электрохимического полирования не завершен, то на этапе 850 контроллер 760 может обеспечить переустановку ГЭХ инструмента 704. Например, контроллер 760 может отдать команду правому и левому зажимам 734, 732 выполнить поворот заготовки 106 в направлении «w». После изменения положения ГЭХ инструмента 704 этап 830 может быть повторен, и выполнена трассировка заготовки 106 до тех пор, пока инструмент не достигнет другого конца заготовки. Во время этапа трассировки может непрерывно выполняться процесс электрохимического полирования. Контроллер 760 может продолжать цикл из этапов 830, 840 и 850 до тех пор, пока на этапе 840 не определит, что процесс электрохимического полирования завершен. Тогда на этапе 860 контроллер 760 может прекратить взаимодействие ГЭХ инструмента 704 и заготовки 106.
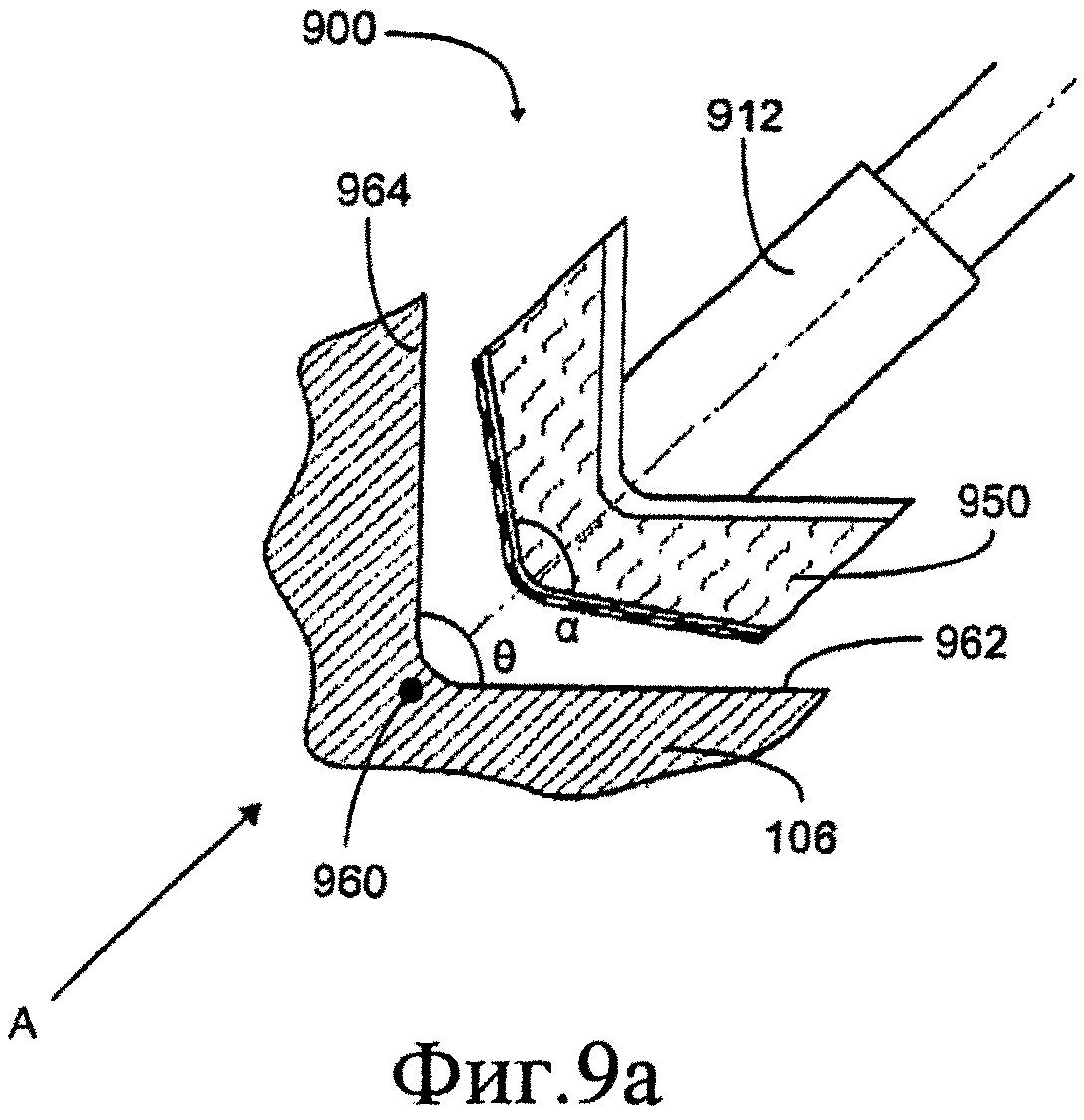
[0069] Несмотря на то, что ГЭХ инструменты 400 и 600 очень удобны в эксплуатации, бывают случаи, когда заготовка имеет очень крутой рельеф, например, уголки и ребра. В данных случаях было бы желательно применять гибкий ГЭХ инструмент альтернативных конструкций. На фиг.9а и фиг.9b изображен гибкий ГЭХ инструмент, выполненный согласно другому варианту выполнения данного изобретения. ГЭХ инструмент 900 можно назвать ГЭХ инструментом для обработки углов. На фиг.9а показан вид сбоку ГЭХ инструмента 900, а на фиг.9b ГЭХ инструмент 900 изображен в виде из положения А, отмеченного на фиг.9а.
[0070] Конструкция ГЭХ инструмента 900 может быть похожа на конструкцию 500, изображенную на фиг.5. ГЭХ инструмент 900 может иметь впускные отверстия 910, выпускные отверстия 920, изоляционные разделители 930 и опорные изоляторы 935, изолирующее покрытие 940 и катод 902 полосообразного или листового типа, как изображено на фиг.9b. Указанные компоненты могут выполнять функции, подобные функциям компонентов конструкции 500, изображенной на фиг.5, и поэтому их подробное описание опущено.
[0071] Как можно видеть на фиг.9а, ГЭХ инструмент 900 может содержать эластомер 950, выполненный с обеспечением приспосабливающейся подкладки для адаптации ГЭХ инструмента 900 к уголку заготовки 106. Отметим, что на фиг.9b, у края катода 902 эластомер 950 уплотнен в большей степени по сравнению с центральной частью катода. Это способствует надежной герметизации и предотвращению утечки электролита и давления при адаптации инструмента к углу.
[0072] Как правило, угол заготовки 106 можно представить в виде двух боковых поверхностей 962 и 964, которые проходят по существу прямолинейно от вершины 960 угла, образуя вогнутую поверхность, а угол θ раствора можно рассматривать как угол, образованный указанными поверхностями. Угол θ раствора может представлять собой прямой угол, как показано на фиг.9b, либо угол иной величины. Величина угла θ не ограничена конкретным значением. В большинстве случаев типичными являются углы, величина которых находится в диапазоне от 80° до 100°.
[0073] Нижний слой ГЭХ инструмента 900 может быть предварительно изогнут до тупого угла α, величина которого не обязательно равна величине угла θ. Предпочтительно, угол α предварительного изгиба должен быть по меньшей мере по существу равен углу θ заготовки, то есть α-θ≈0. Тем не менее, даже более предпочтительно, имеет место соотношение α-θ>0, то есть тупой угол α ГЭХ инструмента 900 предпочтительно больше угла θ заготовки 106.
[0074] В процессе эксплуатации ГЭХ инструмент 900 для обработки углов сначала может быть обжат на угловой части заготовки для обеспечения плотной посадки под действием автоматического толкателя 912. Если α-θ≈0 (то есть, когда углы по существу одинаковы), при обжатии ГЭХ инструмента 900 на угловой части, сжатие по краю катода 902 скорее всего будет меньше сжатия в его центральной части. Если же α-θ>0, то сжатие по краю будет увеличено, что тем самым минимизирует разность между величиной сжатия по краям и в центре катода 902. То есть при увеличении разности α-θ разность в величине сжатия стремится к нулю. В конечном итоге, сжатие по краям может превысить прижатие в центре, если разность α-θ продолжает расти.
[0075] Таким образом, в одном аспекте инструмент 900 для обработки углов выполнен таким образом, что разность α-θ превышает или по существу равна минимальной разности углов и меньше или по существу равна максимальной разности углов. Минимальную и максимальную разность углов можно представить в виде диапазона разности углов, при котором разность давления по краю и в центре ГЭХ инструмента остается в пределах заданного допустимого диапазона. Минимальная и максимальная разность углов, равная 10° и 45° соответственно, в некоторых процессах ЭХО является удовлетворительной.
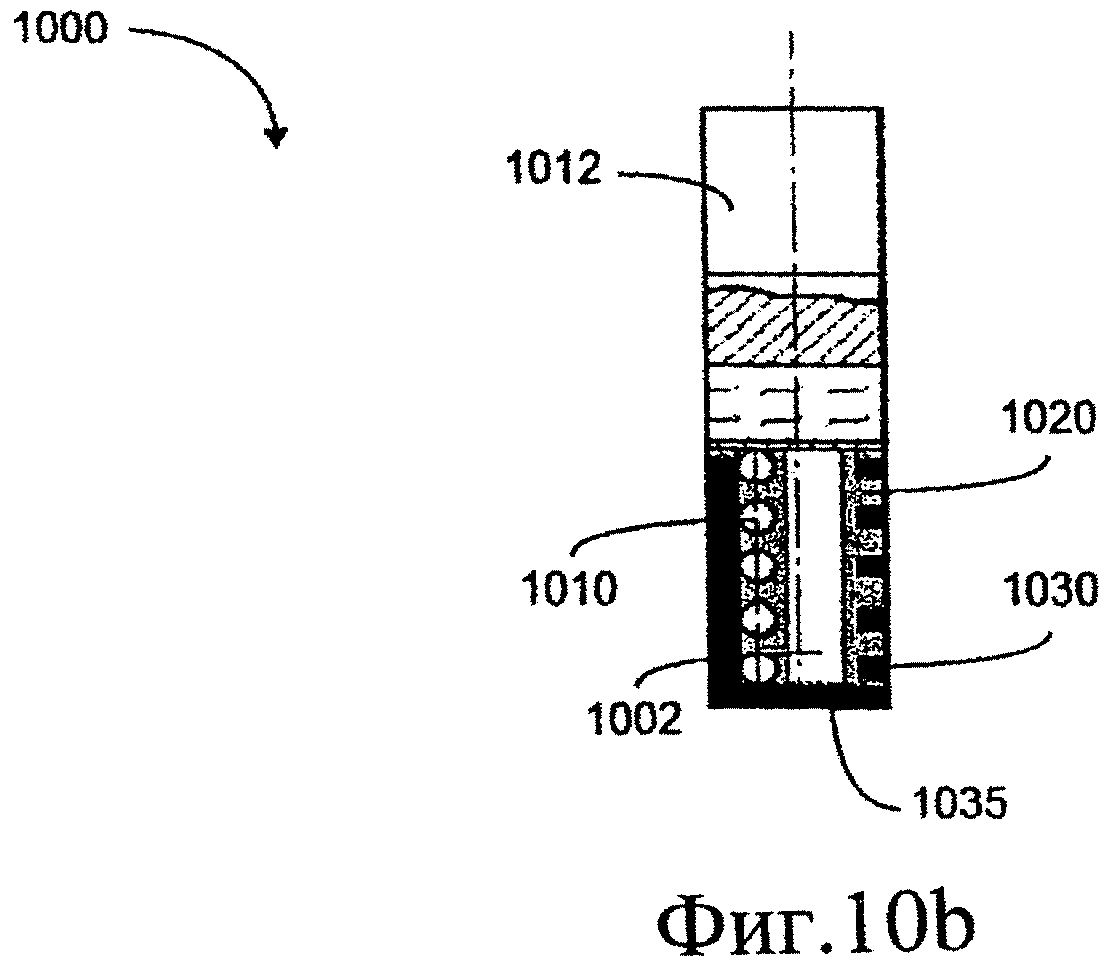
[0076] На фиг.10а и фиг.10b изображен ГЭХ инструмент 1000, выполненный согласно другому варианту выполнения данного изобретения. ГЭХ инструмент 1000 можно назвать ГЭХ инструментом для обработки ребер. На фиг.10а изображен вид сбоку ГЭХ инструмента 1000. На фиг.10b изображен разрез по линии А-А конструкции ГЭХ инструмента 1000, если смотреть из положения А. По существу ребро заготовки 106 можно рассматривать в виде двух боковых поверхностей 1062 и 1064, которые проходят по существу прямолинейно от острия 1060, образуя выпуклую поверхность, и угол заострения можно представить в виде угла φ, образованного указанными поверхностями.
[0077] Как изображено на фиг.10b, ГЭХ инструмент 1000 для обработки ребер может иметь впускные отверстия 1010, выпускные отверстия 1020, изоляционные разделители 1030 и опорные изоляторы 1035, изолирующее покрытие 1040 и катод 1002, полосообразного или листового типа. Указанные компоненты могут выполнять функции, аналогичные функциям подобных компонентов, изображенных на фиг.5 и фиг.9b, и поэтому их подробное описание опущено.
[0078] Подобно ГЭХ инструменту 900 для обработки углов, ГЭХ инструмент 1000 для обработки ребер может содержать эластомер 1050, выполненный с обеспечением приспосабливающейся подкладки для адаптации к ребру заготовки 106. Степень уплотнения эластомера по краям больше, чем в центре, где имеет место изгиб. Катод 1002 изгибают заранее. Однако угол β предварительного изгиба предпочтительно более острый по сравнению с углом φ заострения ребра заготовки 106, так что выдерживается соотношение β-φ в 0. Даже более предпочтительно, имеет место соотношение β-φ<0.
[0079] В процессе эксплуатации ГЭХ инструмент 1000 для обработки ребер сначала может быть обжат на реберной части заготовки, обеспечивая плотную посадку между гибким катодом 1002 и ребром. Когда ГЭХ инструмент 1000 охватывает ребро, его раскрытие и кривизна поверхности изменяются, сохраняя плотный контакт с частью поверхности вокруг краевой зоны.
[0080] Для угла β предварительного изгиба катода 1002, ГЭХ инструмент 1000 можно применять на ребрах, которым соответствуют углы φ из диапазона значений от φ0 до φ1, то есть φ0≤φ≤φ1, так что в пределах диапазона углов φ1-φ0, разность между прижатием любых частей катода 1002 находится в заданных допустимых пределах. Например, диапазон φ1-φ0 предпочтительно составляет 10° или менее. То есть инструмент 1000 для обработки ребер, который обычно предназначен для номинального угла φ, можно применять для поверхностей ребер, значения углов заострения которых отличаются на несколько градусов от номинального угла. Даже более предпочтительно, диапазон φ1-φ0 составляет 2° или менее.
[0081] Отметим, что нулевой угол инструмента может иметь место при очень острых углах. В инструменте 1000 для обработки ребер с нулевым углом, угол β предварительного изгиба инструмента 1000 при вершине 1060 ребра, образованного боковыми поверхностями 1062 и 1064, может быть равен нулю для по меньшей мере части инструмента, если инструмент 1000 не взаимодействует с заготовкой 106. Уплотнение, создаваемое эластомером 1050, деформируется соответствующим образом, обеспечивая нужный угол предварительного изгиба и прилегание. Инструмент 1000 для обработки ребер можно применять для непрерывного или периодического полирования, выполняемого при перемещении заготовки 106 относительно ГЭХ инструмента 1000.
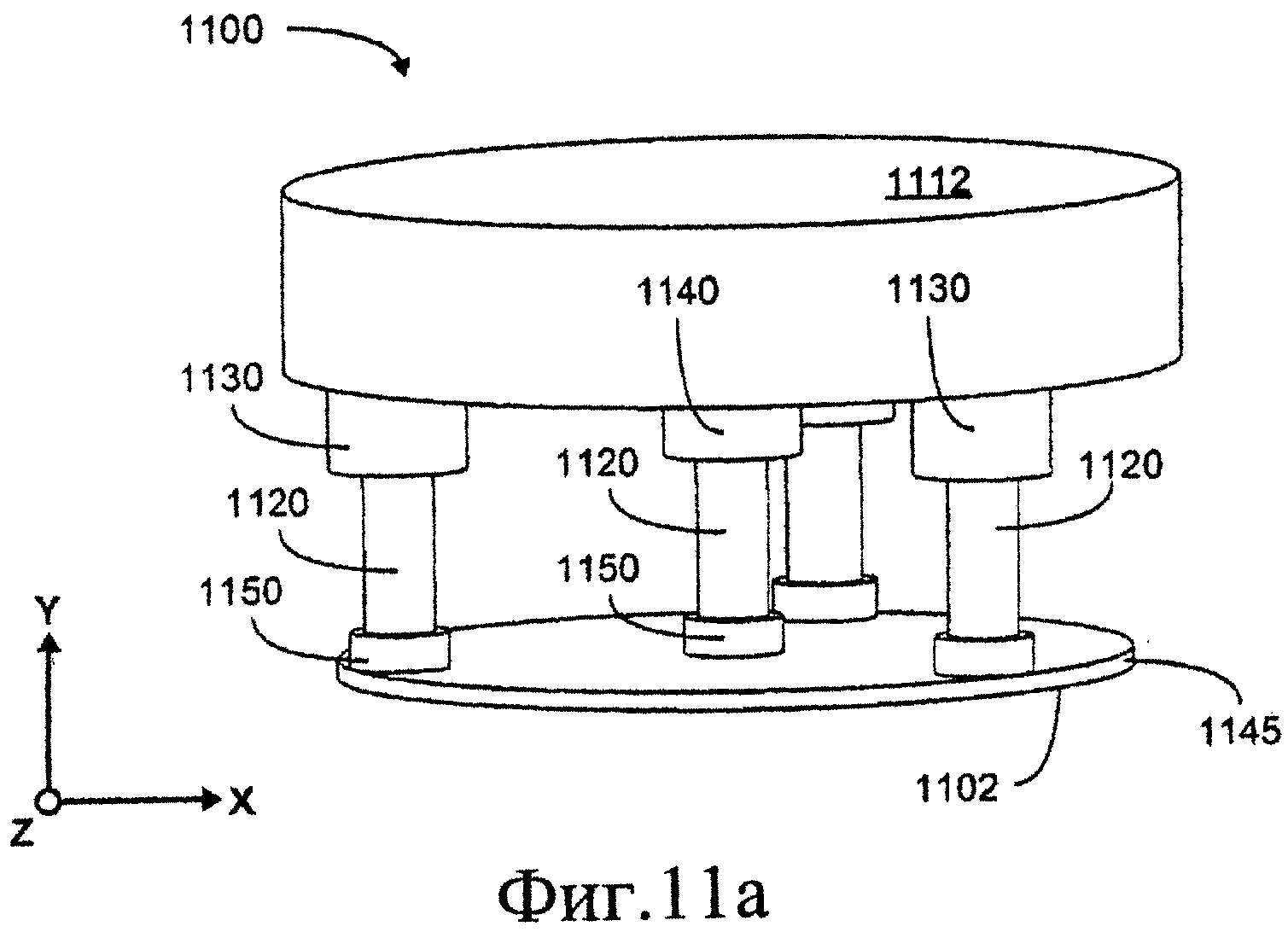
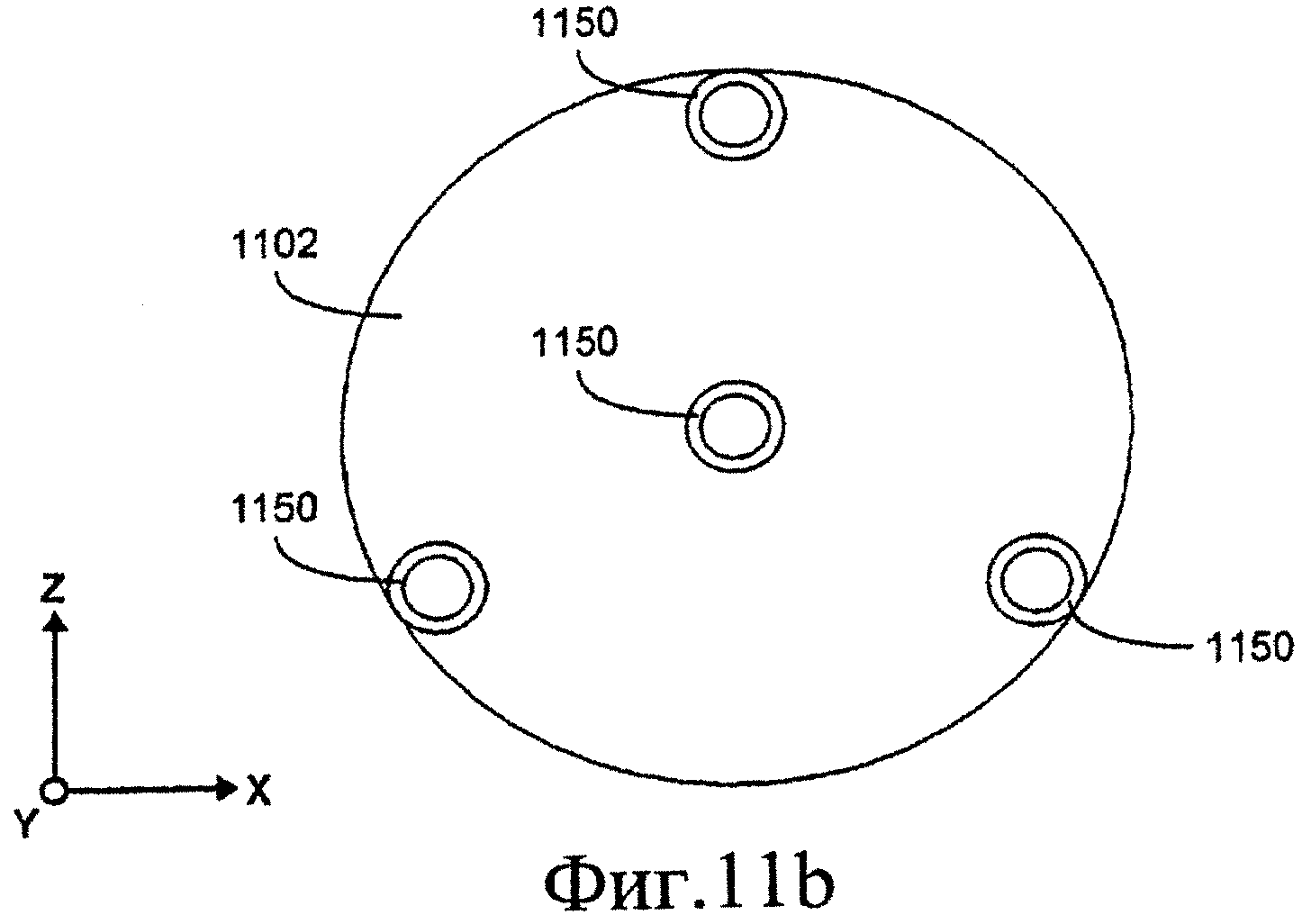
[0082] До настоящего момента были проиллюстрированы и описаны примеры двумерного ГЭХ инструмента. На фиг.11а и фиг.11b изображен гибкий трехмерный (3D) ГЭХ инструмент, выполненный согласно варианту выполнения данного изобретения. ГЭХ инструмент 1100 может содержать металлический лист 1102, автоматический толкатель 1112 и опорные соединители 1120. Автоматический толкатель 1112 может быть соединен с опорными соединителями 1120 на их верхних концах. Нижние концы опорных соединителей 1120 могут соединяться с листовым катодом 1102 в разных местах на верхней поверхности указанного катода.
[0083] Листовой катод 1102 предпочтительно обладает свойством упругой деформации в трех измерениях. Листовой катод 1102, который изображен на фиг.11а и фиг.11b, может являться частью многослойной конструкции, содержащей эластичную подкладку 1145, расположенную в плоскости XZ. Когда часть поверхности заготовки 106 (не показана) прижимает многослойный катод 1102 в разных местах плоскости XZ, то указанный катод может упруго деформироваться в направлении Y, подстраиваясь к профилю поверхности заготовки 106, которая имеет либо вогнутую, либо выпуклую форму. Листовой катод 1102 может деформироваться, непрерывно подстраиваясь к трехмерному профилю поверхности заготовки 106, так что поверхность заготовки 106 трассируется в ходе ее перемещения относительно листового катода 1102. При таком способе полирование заготовки 106 может быть непрерывным.
[0084] Длина хода опорных соединителей 1120 может меняться по мере упругой трехмерной деформации листового катода 1102. Но независимо от значений длины хода опорных соединителей 1120 они предпочтительно оказывают равномерное давление, тем самым обеспечивая вертикальную гибкость, позволяющую листовому катоду 1102 адаптироваться к изогнутой поверхности заготовки. В одном варианте выполнения опорные соединители 1120 представляют собой пневматические цилиндры, подобные цилиндрам 420, изображенным на фиг.4а. То есть каждый цилиндр 1120 может содержать подшипник 1127 вертикального скольжения и пружину 1128, обеспечивающую упругую опору, а также поршень 1129, который может перемещаться для изменения длины хода цилиндра 1120, хотя изображение указанных элементов отсутствует на фиг.11а и фиг.11b. Величина перемещения поршня и, следовательно, величина хода зависят от высоты поверхности профиля заготовки в прижатом состоянии. В конструкцию автоматического толкателя 1112 может входить приводной механизм. Более того давление, оказываемое опорными соединителями 1120, предпочтительно по существу одинаковое независимо от длины хода.
[0085] По меньшей мере один опорный соединитель 1120 на своем верхнем конце может быть связан с автоматическим толкателем 1112, с помощью верхнего соединительного элемента 1130, который выполнен с возможностью поворота в двух ортогональных направлениях, например, соединения с шаровым шарниром. На нижнем конце каждого опорного соединителя 1120 может быть предусмотрен нижний соединительный элемент 1150, который соединяет листовой катод 1102 с указанным соединителем.
[0086] В одном варианте выполнения нижний соединительный элемент 1150 может содержать механизм, выполненный с возможностью поворота в двух ортогональных направлениях (например, соединение с шаровым шарниром), соединенный с прокладкой, а прокладка может быть прикреплена к листовому катоду 1102. Указанные поворотные нижние соединительные элементы 1150 позволяют опорным соединителям 1120 адаптироваться по существу ортогонально профилю поверхности заготовки.
[0087] В другом варианте выполнения нижний соединительный элемент 1150 может иметь прокладку, но не иметь вращающегося механизма. Выше было описано, что листовой катод 1102 может иметь многослойную конструкцию. Конструкция предпочтительно содержит эластичную подкладку 1145 (например, эластомерный уплотнитель или резиновую подкладку), расположенную на металлическом листе 1102, а к эластичной подкладке 1145 прикреплена прокладка. Таким образом, даже если нижний соединительный элемент 1150 не имеет вращающегося механизма, соединение опорного соединителя 1120 с листовым катодом 1102 не обязательно является жестким, и небольшая величина вертикальной регулировки относительно профиля заготовки все-таки может иметь место.
[0088] Следует отметить, что даже в варианте выполнения, в котором отсутствует вращающийся механизм, листовой катод 1102 предпочтительно выполнен с упругой подкладкой 1145.
[0089] При гибкой электрохимической обработке ГЭХ инструмент 1100 может быть зажат между заготовкой 106, расположенной под ним, и автоматическим толкателем 1112, расположенным над ним. Опорные соединители 1120 при одинаковом давлении могут иметь разную длину хода в соответствии с частью поверхности заготовки 106. Нижние соединительные элементы 1150 могут соединять ГЭХ инструмент 1102 с опорными соединителями 1120, а верхние соединительные элементы 1130 могут обеспечивать поддержание соответствующего угла контакта между опорными соединителями 1120 и автоматическим толкателем 1112. Когда ГЭХ инструмент 1102 выполняет трассирование части поверхности, опорные соединители 1120 могут изменять длину хода и обеспечивать боковую жесткость для движущей силы. Схемы подачи электролита и питания не показаны для ясности. Отметим, что для центрального опорного соединителя с пневматическим цилиндром не нужно соединение с шаровым шарниром в верхней части. Данный центральный опорный соединитель обеспечивает основную боковую жесткость. Тем не менее это не является жестким требованием, как будет объяснено далее.
[0090] Верхние соединительные элементы 1130 предпочтительно имеют заданный ограниченный угловой диапазон поворота в двух ортогональных направлениях. В данном случае, каждый опорный соединитель 1120 может содержать соответствующий верхний соединительный элемент 1130, так чтобы все они были подвижными опорными соединителями 1124. Тем не менее, также возможен вариант, при котором на верхнем конце по меньшей мере одного опорного соединителя 1120 выполнено жесткое соединение 1140, так что опорный соединитель 1120 закреплен в плоскости XZ относительно автоматического толкателя 1112. На фиг.11a неподвижный опорный соединитель 1120 может представлять собой центральный опорный соединитель. Но это является только примером, а не ограничением. Может быть неподвижным любой из опорных соединителей 1120.
[0091] Варианты выполнения гибких ГЭХ инструментов, изображенных на фиг.4а - фиг.11b, являются отличным выбором для трассировки заготовки 106 при выполнении гибкого электрохимического полирования. Другими словами, ГЭХ инструмент 704, применяемый в способе гибкого электрохимического полирования, изображенном на фиг.8, может представлять собой любой из ГЭХ инструментов 400, 600 и 1100. Если необходимо выполнить полирование агрессивных поверхностей, таких как уголки и ребра, можно применять ГЭХ инструменты 900 и 1000.
[0092] Однако большинство, если не все ГЭХ инструменты также можно применять для выполнения гибкой чистовой электрохимической обработки. В данном документе под чистовой обработкой подразумевают процесс, в ходе которого устраняют погрешности поверхности заготовки. В данном контексте, погрешность поверхности определяют как отклонение рельефа в части поверхности заготовки, например, отклонение поверхности по высоте, которое выходит за пределы заданного допустимого диапазона, предусмотренного для данной части поверхности.
[0093] Чистовая обработка позволяет выполнить точное придание формы профилю, близкую к заданному. При использовании таких процессов придания формы, как литье или ковка, окончательную форму заготовки получают без применения чистовой обработки поверхности. В течение многих десятилетий велись работы по получению профиля, близкого к заданному, путем прецизионного формования, целью которых является уменьшение или даже исключение необходимости выполнения чистовой обработки, поскольку это привело бы к упрощению процесса и снижению затрат.
[0094] Такие процессы как литье по выплавляемым моделям и точная поковка могут обеспечивать прецизионное придание формы с соблюдением жестких допусков до 0,001 дюйма или 1 мил. Тем не менее указанные процессы отличаются большими затратами и имеют ограничение по размерам. По существу, в процессе придания формы трудно иметь дело с сыпучим материалом и при этом соблюдать точность поверхности. Как правило, смещение сыпучего материала затрудняет сохранение точности поверхности. Кроме того, затраты, связанные с процессом придания формы, увеличиваются экспоненциально с повышением требований к допускам на деталь и с увеличением ее размеров. Если для обеспечения более жестких допусков все же необходима чистовая обработка, изначально поставленная задача получения профиля, близкого к заданному, остается нерешенной или решена не полностью. Несмотря на уменьшение величины снимаемого припуска, для получения рельефа трехмерных поверхностей все еще может потребоваться прецизионная и дорогостоящая пятикоординатная обработка на станке с ЧПУ.
[0095] Кроме того, качество поверхности, полученной в результате процессов придания формы, обычно не удовлетворяет большинству технических требований детали. Как правило, степень шероховатости поверхности детали, полученной в результате литья или поковки, является высокой. В большинстве случаев при любой отливке или поковке существует слой грубых поверхностных зерен, обусловленных низкой скоростью охлаждения поверхности. Оксидирование поверхности, не прошедшей чистовую обработку, является часто встречающейся проблемой.
[0096] Для снижения затрат при выполнении придания формы с повышенной точностью и экономичной обработки сыпучего материала и поверхности возникает необходимость внедрения эффективной чистовой обработки поверхности, выполняемой после получения профиля, близкого к заданному. В таком случае традиционная механическая обработка с большой величиной снимаемого припуска может быть упрощена или даже полностью изменена, при этом остается необходимость обработки только поверхностной части, поскольку придание формы профилю, близкой к заданной, исключает необходимость черновой обработки поверхности. Как правило, черновую и быструю обработку лучше выполнять путем формования, экономя материалы и электроэнергию.
[0097] В аспекте данного изобретения предложены гибкие ГЭХ инструменты, которые можно применять для гибкой чистовой электрохимической обработки заготовки, выполняемой после формования профиля, близкого к заданному. Например, заготовке 106, такой как сопла или лопатки турбины, изначально можно придать форму, близкую к заданной, с использованием литья по выплавляемым моделям. Гибкие ГЭХ инструменты, такие как вышеописанные ГЭХ инструменты 400, 600, 900, 1000 и 1100, могут адаптироваться к близкому к заданному профилю аэродинамической поверхности, без перемещения с применением ЧПУ. В ходе трассировки гибкого катода по поверхности заготовки, с помощью ГЭХ обработки можно отполировать поверхность, а также устранить остаточные погрешности, то есть выполнять чистовую обработку поверхности.
[0098] Для выполнения гибкой чистовой электрохимической обработки, ГЭХ инструмент предпочтительно выполнен с датчиком, который может регистрировать высоту поверхности заготовки. Контроллер может сравнивать регистрируемую высоту с заложенными в его памяти геометрическими параметрами заготовки. В зависимости от требуемой корректировки, контроллер может управлять любым сочетанием параметров, от которых зависит съем материала, например, электрическое напряжение, скорость трассировки, поток электролита и импульсные параметры в случае работы в импульсном режиме.
[0099] Гибкая чистовая электрохимическая обработка имеет многочисленные преимущества. Например, при указанной обработке нет необходимости в использовании мощного шпинделя станка. Кроме того, износ инструмента мал или вообще отсутствует, даже для жесткого и прочного инконеля. Можно снизить механическую нагрузку, при этом обеспечивая высокую конструктивную точность. Кроме того, быстрое полирование и чистовую обработку можно выполнять с использованием сравнительно небольшого количества гибких ГЭХ инструментов.
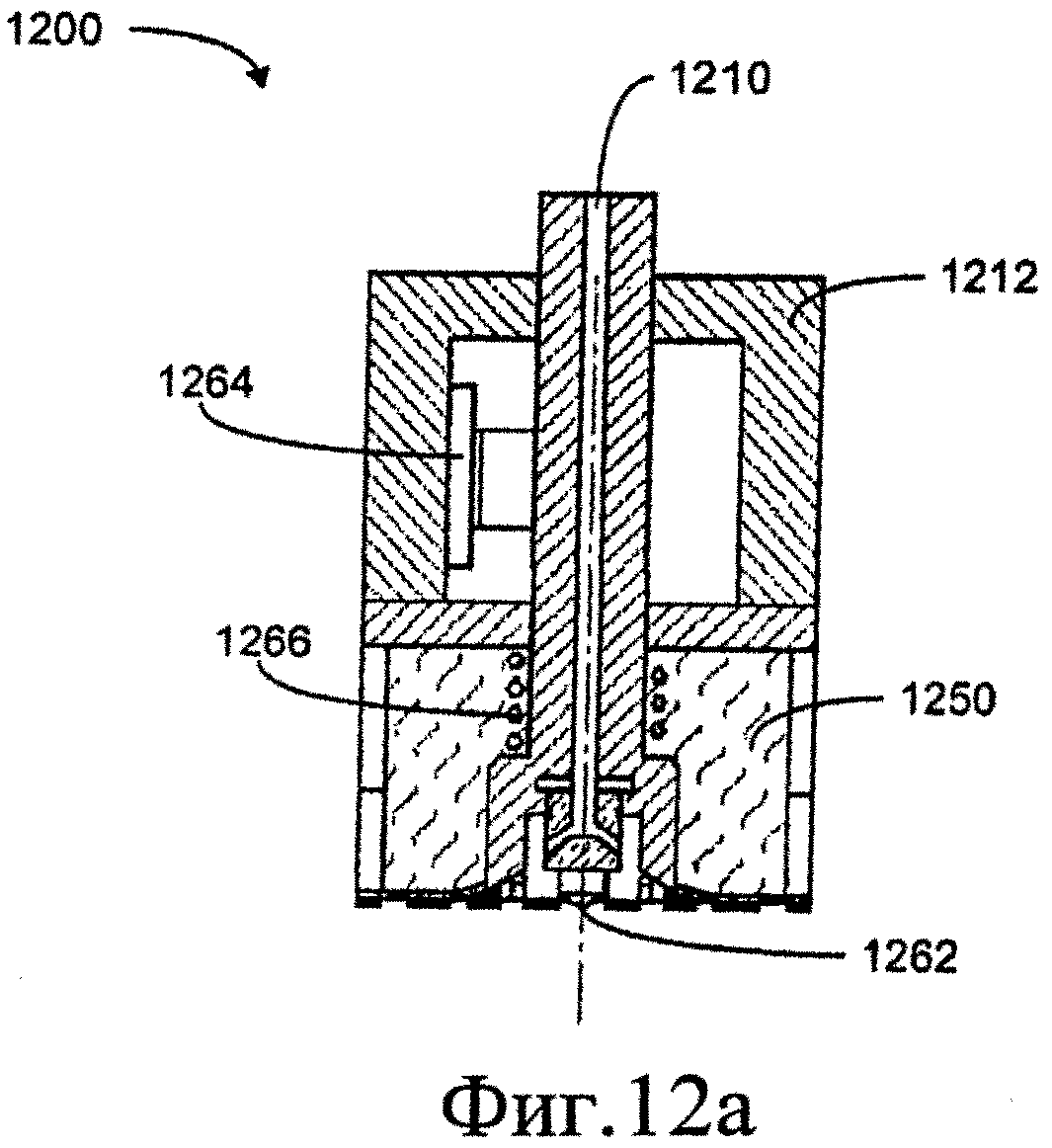
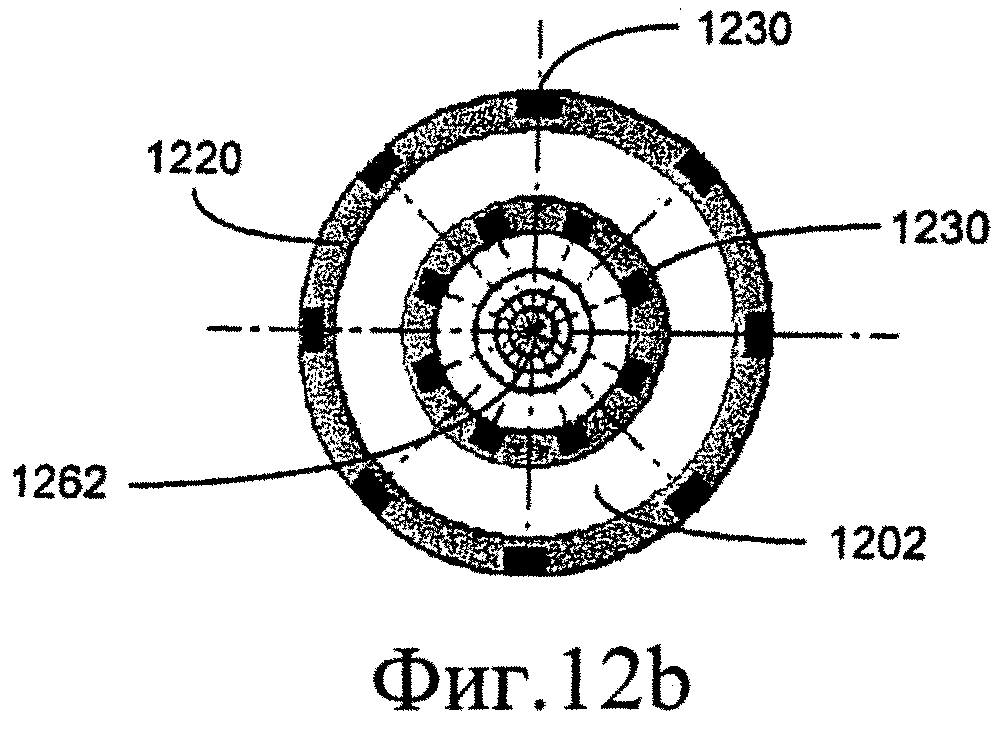
[0100] На фиг.12а и фиг.12b изображен гибкий трехмерный ГЭХ инструмент 1200, выполненный согласно другому варианту выполнения данного изобретения. ГЭХ инструмент 1200 может быть применен для гибкого электрохимического полирования, подобно ГЭХ инструменту 1100. Но помимо прочего, ГЭХ инструмент 1200 также можно применять для гибкой чистовой электрохимической обработки. Фиг.12а представляет собой вид сбоку, а фиг.12b изображает вид снизу ГЭХ инструмента 1200.
[0101] ГЭХ инструмент 1200 может содержать листовой катод 1202, разделители 1230, эластомерную подкладку 1250 и канал 1210 подачи электролита. Автоматический толкатель 1212 может позиционировать ГЭХ инструмент 1200, обеспечивая необходимое взаимодействие с заготовкой. Предпочтительно, катод 1202 выполнен из сравнительно тонкого и гибкого электропроводного материала, например, меди и нержавеющей стали. Эластомерная подкладка 1250 может обеспечить упругую опору, позволяя катоду 1202 деформироваться и, следовательно, подстраиваться под профиль поверхности заготовки. Степень упругой деформации может быть таковой, что наружная поверхность катода 1202 будет находиться на заданном расстоянии от поверхности заготовки 106, обеспечивая эффективное выполнение ЭХО. В данном случае ГЭХ инструмент 1200 может непрерывно полировать произвольную трехмерную поверхность, без необходимости использования большого количества катодных матриц.
[0102] На фиг.12b изображена конструкция катода ГЭХ инструмента 1200. Пространства между изоляционными разделителями 1230 образуют выпускные отверстия 1220, обеспечивающие вытекание электролита, поступающего из впускного канала 1210. Разделители 1230 обеспечивают направленное протекание электролита от впускного отверстия 1210 к выпускным отверстиям 1220. Разделители 1230 образуют межэлектродный промежуток между катодом 1202 и заготовкой. В данном конкретном варианте выполнения толщина разделителей 1230, расположенных ближе к центру, может превышать толщину указанных разделителей, расположенных ближе к краю или периферии, что обеспечивает лучшее вытекание электролита из центральной части. В зонах, соответствующих разделителям 1230, где вероятнее всего поток электролита будет нестабильным, может быть сформировано изолирующее покрытие 1240.
[0103] ГЭХ инструмент 1200 можно применять в процессе ЭХО полирования, проиллюстрированном на фиг.7 и фиг.8. То есть ГЭХ инструмент 1200 можно прикладывать к разным частям заготовки 106, при этом конструкция инструмента может быть зажата между частью поверхности заготовки, расположенной снизу, и автоматическим толкателем, расположенным сверху инструмента. Эластомерная подкладка 1250 может обеспечивать необходимое упругое сжатие для уплотнения гальванического элемента, который повторяет форму поверхности заготовки. При взаимном перемещении заготовки 106 и катода-инструмента 1200 относительно друг друга, листовой катод 1202 может подстраиваться под профиль взаимодействующей с ним части поверхности, и ЭХО полирование можно выполнить, включив электрическое питание и подачу электролита в промежуток между поверхностью заготовки и листовым катодом 1202.
[0104] Но помимо прочего, ГЭХ инструмент 1200 также может содержать датчик, который регистрирует высоту поверхности заготовки 106 в процессе трассировки, то есть в процессе непрерывного перемещения. Датчик 1260, изображенный на фиг.12а и фиг.12b, выполнен в виде комбинации щупа 1262, линейной шкалы 1264 и пружины 1266. Данная комбинация элементов приведена лишь в качестве одного из многочисленных примеров выполнения датчика 1260. Другие варианты выполнения датчика включают линейные дифференциальные трансформаторы (LVDT) и емкостные датчики.
[0105] Как показано, щуп 1262 может быть расположен по существу в центре ГЭХ инструмента 1200, тем не менее, данное местоположение не является ограничением. Щуп 1262 может быть расположен в любом месте. Например, щуп 1262 может быть расположен «перед» катодом 1202 в направлении трассировки. Также, количество датчиков не ограничено, то есть может быть предусмотрено использование не одного, а нескольких датчиков. Например, можно применять два щупа 1262, по одному с каждой стороны катода 1202 в направлении трассировки.
[0106] Следует отметить, что датчики могут быть использованы с ГЭХ инструментами 400, 600 и/или 1100, для использования при гибкой электрохимической чистовой обработке, как показано на фиг.13а и фиг.13b. На фиг.13а показана катодная конструкция 500, а на фиг.13b показан вид снизу ГЭХ инструмента 1100. Датчики 1360, изображенные на указанных фигурах в виде двойных квадратов, распределены вокруг каждой катодной конструкции. Номера позиций других компонентов, таких как впускные отверстия, разделители, соединительные элементы и выпускные отверстия, не показаны для упрощения чертежа. Хотя желательно применять большее количество датчиков, существует несколько практических соображений, например, цена, которые могут являться решающими при выборе фактического количества используемых датчиков. Достаточно сказать, что в модификациях, изображенных на фиг.13а и фиг.13b, ГЭХ инструменты 400, 600 и 1100 также можно применять для выполнения гибкой чистовой электрохимической обработки заготовок.
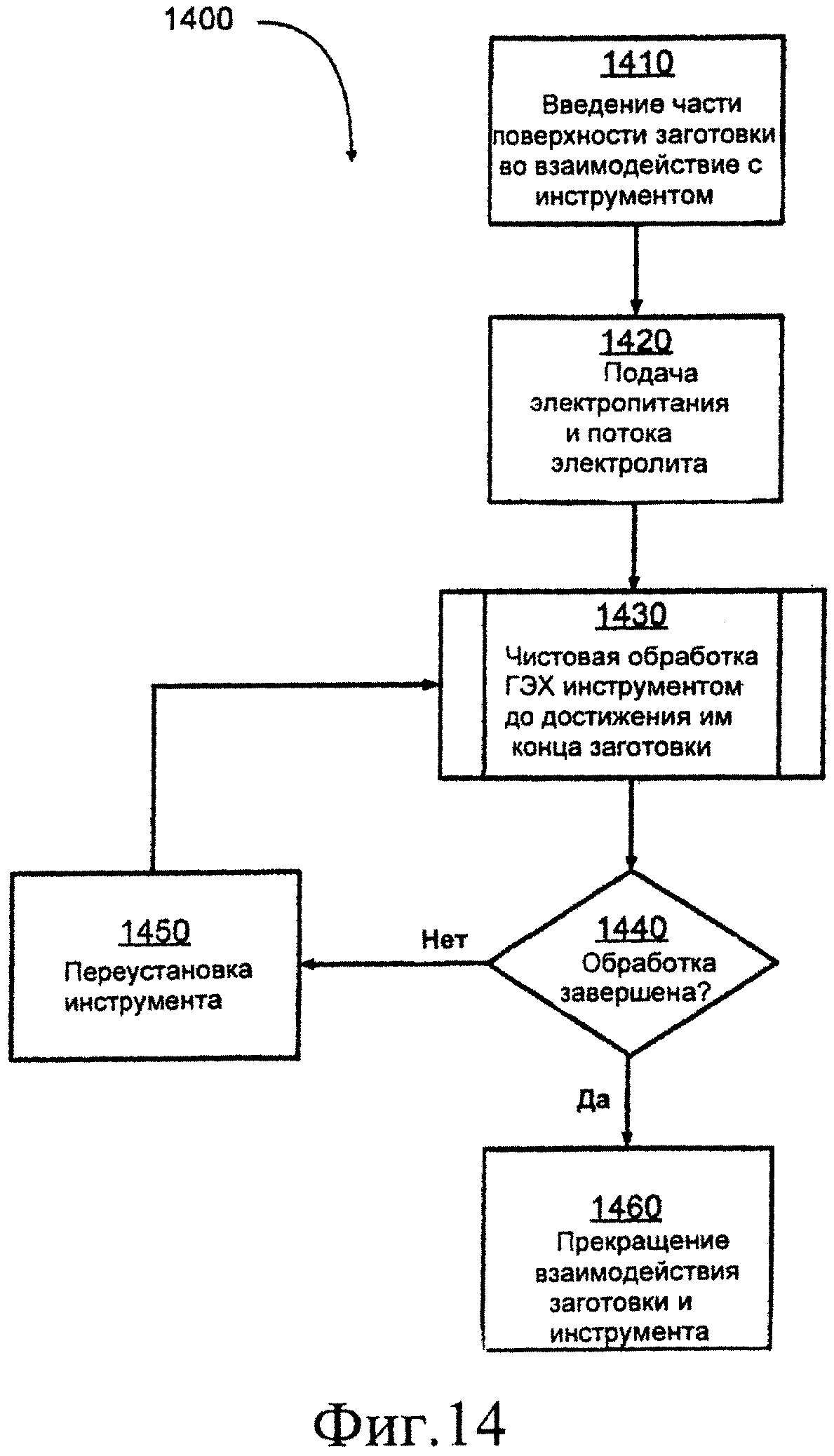
[0107] На фиг.14 изображена блок-схема способа выполнения гибкой чистовой электрохимической обработки согласно аспекту данного изобретения. Отметим, что способ 1400 выполнения указанной обработки включает многие этапы, аналогичные способу 800 выполнения гибкого электрохимического полирования, изображенному на фиг.8. Подобно гибкому электрохимическому полированию, гибкая чистовая электрохимическая обработка может предусматривать адаптацию к профилю поверхности заготовки. Но вместо простой подгонки к существующему профилю поверхности, упругой деформацией катода-инструмента можно активно управлять, придавая профилю заготовки желаемую окончательную форму. Применительно к фиг.14 полагают, что заготовке 106, например, лопатке паровой турбины, сначала придали близкий к заданному профиль в ходе другого процесса, такого как литье по выплавляемым моделям, поковка или даже с помощью обычной ЭХО с использованием ГЭХ инструмента, не меняющего свою форму. Система 700, изображенная на фиг.7, будет использована при описании примера способа 1400 выполнения гибкой чистовой электрохимической обработки, при которой ГЭХ инструмент 704 может представлять собой любой из ГЭХ инструментов 400, 600, 1100 и 1200 с датчиками.
[0108] Согласно способу 1400, контроллер 760 на этапе 1410 может позиционировать ГЭХ инструмент 704 для обеспечения взаимодействия указанного инструмента с частью поверхности заготовки 106. Предпочтительно, ГЭХ инструмент 704 расположен в заданном исходном положении относительно заготовки 106. На этапе 1420 контроллер 760 может включать подачу электропитания и электролита, запуская ЭХО обработку.
[0109] На этапе 1430 контроллер 760 может обеспечивать трассировку заготовки 106 ГЭХ инструментом 704 до тех пор, пока указанный инструмент не достигнет края указанной заготовки. В ходе трассировки заготовка 106 подвергается чистовой обработке путем гибкого электрохимического процесса. На фиг.15 изображена блок-схема примера процесса выполнения этапа 1430, обеспечивающего выполнение гибкой чистовой электрохимической обработки во время трассировки заготовки, согласно аспекту данного изобретения. Полагают, что процесс, проиллюстрированный на фиг.15, будет выполняться непрерывно в ходе перемещения ГЭХ инструмента 704 от одного конца заготовки 106 к другому ее концу.
[0110] На этапе 1510, с помощью датчика, например, датчика 1260, 1360 можно определять высоту части поверхности. Датчик 1260, 1360 может передавать зарегистрированный результат контроллеру 760. На этапе 1520 контроллер 760 может сравнивать зарегистрированное значение высоты поверхности с заложенным в памяти контроллера образцом конкретной части поверхности заготовки 106. На этапе 1530 контроллер 760 может определить, находится ли разность между зарегистрированной высотой и высотой хранимой в памяти модели, в заданном допустимом диапазоне.
[0111] Следует отметить, что допуски для заготовок могут меняться от очень широких до очень узких. В одном случае, одни и те же значения допусков могут устанавливаться для всей поверхности заготовки или даже для нескольких заготовок. В другом случае, для разных частей поверхности одной заготовки могут устанавливаться собственные пределы допуска. Более того, в разных случаях для одной и той же заготовки можно устанавливать разные пределы допуска. Например, изготовитель заготовки может предлагать разные уровни гарантии для одной и той же заготовки. При максимальном уровне гарантии, предполагающем самую высокую цену, для чистовой обработки заготовки могут устанавливаться очень жесткие допуски. Для других уровней гарантии можно допустить соответственно более существенные отклонения от заложенного в памяти устройства образца.
[0112] Если разность соответствует пределам допуска, то процесс может быть продолжен до этапа 1550, на котором определяют, закончена ли данная трассировка, например, контроллер 760 может определить, достиг ли инструмент края заготовки 106. Если трассировка не закончена, процесс можно повторить, начиная с этапа 1510.
[0113] Однако если на этапе 1530 будет определено, что регистрируемая высота выходит за пределы допуска, то на этапе 1540 контроллер 760 может предпринять корректирующее действие или комбинацию действий. Неполный перечень корректирующих мероприятий включает следующие действия. Во-первых, можно изменить форму катода 1202. Как описано выше, ГЭХ инструменты 400, 600 и 1100 могут содержать приводные механизмы, которыми можно управлять с целью изменения длины хода опорных соединителей 420, 620 и 1120. В зависимости от требуемых корректирующих действий контроллер 760 может изменять длину хода опорных соединителей с целью изменения степени электрохимической обработки, выполняемой под разными участками катода. Например, для той части поверхности, которая требует сравнительно большего или меньшего съема материала, длина хода опорных соединителей 420, 620 и 1120 может быть отрегулирована с целью уменьшения или увеличения межэлектродного промежутка. Поскольку заготовки уже имеют форму профиля, близкую к заданной, вряд ли будет необходимо выполнять радикальное изменение формы действующего гибкого катода.
[0114] Во-вторых, можно изменить трассирующее движение. Например, контроллер 760 может заставить ГЭХ инструмент 704 перемещаться с меньшей или даже большей скоростью по необходимости. Скорость движения может соответствовать количеству снимаемого материала, необходимому для приведения высоты части поверхности в соответствие пределам допуска. Как правило, меньшая скорость обеспечит более тщательную электрохимическую обработку части поверхности. Фактически, можно даже изменить направление трассирования на небольшом отрезке, а затем вернуться к исходному направлению трассировки.
[0115] В-третьих, при необходимости можно увеличить или уменьшить величину электрического тока. Если для какой-либо части поверхности требуется сравнительно большая или меньшая степень электрохимической обработки, то при проходе ГЭХ инструмента 704 над этой частью поверхности, контроллер 760 может обеспечить электроснабжение с повышенной или пониженной величиной электрического тока. Кроме того, контроллер 760 может управлять работой насоса, при необходимости увеличивая или уменьшая поток электролита.
[0116] Разумеется, контроллер 760 может сочетать любые из описанных корректирующих действий, повышая эффективность чистовой ЭХО. После выполнения корректирующих мероприятий на этапе 1540, контроллер 760 может приступить к выполнению этапа 1550.
[0117] Если на этапе 1550 установлено, что конкретный маршрут трассировки завершен, процесс 1430 заканчивается и способ продолжается с этапа 1440, изображенного на фиг.14. На данном этапе контроллер 760 может определить, завершена ли вся гибкая электрохимическая чистовая обработка. Как отмечено применительно к гибкому способу электрохимического полирования, представленному на фиг.8, критерий определения законченности гибкой электрохимической чистовой обработки может зависеть от конкретных обстоятельств.
[0118] Если на этапе 1440 контроллер 760 определяет, что гибкая электрохимическая чистовая обработка не завершена, то на этапе 1450 контроллер 760 может переустановить ГЭХ инструмент 704, например, посылая команду зажимам 732, 734 повернуть заготовку 106. После переустановки ГЭХ инструмента 704 контроллер 760 может перейти к этапу 1430 для повторения гибкой электрохимической чистовой обработки при движении ГЭХ инструмента 704 в другом направлении. Контроллер 760 может повторять цикл этапов 1430, 1440 и 1450 до тех пор, пока на этапе 1440 он не будет установлено, что гибкая электрохимическая чистовая обработка завершена. Тогда на этапе 1460 может быть прекращено взаимодействие ГЭХ инструмента 704 и заготовки 106.
[0119] Помимо гибкого электрохимического полирования и чистовой обработки, гибкую трассировку также можно применять для придания окончательной формы заготовкам. Было отмечено, что в таких отраслях промышленности, как производство электроэнергии, даже дифференциальное повышение эффективности может привести к существенному снижению себестоимости. Кроме того, было отмечено, что при обычной ЭХО модификация инструмента может быть дорогостоящим процессом. Помимо этого, модификация инструмента, которая предполагает изготовление нового ГЭХ инструмента, может отнимать большое количество времени.
[0120] Гибкая электрохимическая обработка, которая описана выше, может применяться для уменьшения указанных ценовых и временных затрат. Например, могут иметь место случаи, при которых сравнительно небольшое изменение конструкции существующей заготовки приводит к существенному повышению эффективности. В указанных обстоятельствах заготовка может быть сначала изготовлена с использованием существующих литейных форм, матриц или ГЭХ инструментов. Изначально сформованную заготовку можно подвергнуть гибкому электрохимическому формованию согласно новой конструкции. Фактически, отличия между старой и новой конструкциями можно рассматривать как отклонения, подлежащие корректировке в ходе гибкой электрохимической чистовой обработки. Данный процесс можно применять на начальном этапе производства вновь сконструированных заготовок, пока литейные формы, матрицы и ГЭХ инструменты, разработанные специально для новой конструкции, еще не запущены в эксплуатацию. Это может повысить шансы производителя на лидерство на рынке продаж.
[0121] Данный процесс также можно применять для сравнительно быстрого опробования новой конструкции. Например, компьютерное моделирование может показать, что небольшое изменение конструкции может быть весьма перспективным, но для подтверждения этого потребуется провести практическое тестирование. Вместо долгой и дорогостоящей модификации инструмента, необходимого для выполнения тестирования, для изготовления пробной заготовки можно применить гибкую электрохимическую чистовую обработку.
[0122] Данное изобретение раскрыто на примерах, включая наиболее предпочтительный вариант, которые позволяют любым специалистам в данной области техники реализовать изобретение на практике, включая создание и применение любых устройств или систем и использование любых предусмотренных способов. Патентоспособный объем изобретения определен формулой изобретения и может включать другие примеры, которые очевидны специалистам. Данные другие примеры не выходят за рамки объема формулы изобретения, если они содержат конструктивные элементы, которые не отличаются от точной формулировки формулы изобретения, или если в их состав входят эквивалентные конструктивные элементы, имеющие несущественные отличия от точных формулировок формулы изобретения.
ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ
|
Интеграция по теплу в процессе, включающем газификацию угля и реакцию метанирования
Способ и устройство для обеспечения правильной установки статоров в корпусе компрессора
Поглотители сероводорода и способы удаления сероводорода из асфальта
Селективное введение радиоактивной метки в биомолекулы
Магнитно-резонансные способы определения категории опухоли с использованием среды для визуализации, содержащей гиперполяризованный c-пируват
Обладающая синергическим действием добавка для процесса экстракции, состоящая из смеси кислот, и способ ее применения
Рабочая лопатка паровой турбины для части низкого давления паротурбинного двигателя
Устройство для запуска паровой турбины под номинальным давлением
Топливные форсунки газовой турбины с противоположными направлениями завихрения
Способ и установка для ввода текучей среды в камеру сгорания газотурбинного двигателя
Интеграция по теплу в процессе, включающем газификацию угля и реакцию метанирования
Способ и устройство для обеспечения правильной установки статоров в корпусе компрессора
Способ и устройство для совместного закрепления и выравнивания роторных установок в осевом и поперечном направлениях
Устройство для перемещения потока в газотурбинном двигателе
Поглотители сероводорода и способы удаления сероводорода из асфальта
Селективное введение радиоактивной метки в биомолекулы
Магнитно-резонансные способы определения категории опухоли с использованием среды для визуализации, содержащей гиперполяризованный c-пируват
Обладающая синергическим действием добавка для процесса экстракции, состоящая из смеси кислот, и способ ее применения
Способ удаления сероводорода из сырой нефти
Рабочая лопатка паровой турбины для части низкого давления паротурбинного двигателя

