Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ШПУНТОВОГО ПРОФИЛЯ ПОВЫШЕННОЙ ЖЕСТКОСТИ
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к способам производства крупногабаритных шпунтовых профилей типа Ларсен при утилизации демонтированной магистральной трубы БД и ее повторного применения в стальном прокате без сталеплавильного передела в условиях компактного мобильного металлургического комплекса, расположенного на ремонтируемой нитке магистрального трубопровода.
Известен способ производства шпунтовой сваи (RU 2064350, В21В 1/08, опубл. 27.07.1996), в котором прокатку шпунтового профиля производят на универсально-балочном стане из непрерывно литой или катанной слябовой заготовки, при этом первый этап включает подготовительную и черновую прокатку, которую осуществляют на обжимной клети в реверсивном режиме за 7 или 9 проходов, а второй этап включает предчистовую и чистовую прокатку, которую осуществляют в непрерывном режиме, за 4 предчистовых прохода, используя калибры корытного типа при черновой, предчистовой и чистовой прокатке, с уклоном стенок, близким к уклону полок готового профиля. Начиная с первого предчистового калибра, прокатку ведут с распрямленной стенкой профиля.
Недостатком известного способа являются избыточные размеры исходной непрерывнолитой заготовки 255×520 мм, приводящие к необходимости применения мощной прокатной обжимной клети 1300 с приводом 2500÷3000 кВт. Общее количество прокатных проходов в известной технологии составляет 12÷14, что приводит к необходимости высокой скорости прокатки для предотвращения остывания подката, особенно его хвостовой части, причем неравномерность температуры по длине подката приводит к снижению точности профиля, его искривлению в процессе прокатки, необходимости правки профиля в холодном состоянии. Применение мощного прокатного стана, высокие капитальные затраты на строительство и запуск увеличивают сроки окупаемости, а избыточная суммарная прокатная деформация приводит к повышенным производственным затратам.
Известен также способ прокатки Z-образных шпунтовых свай из Н-образного полуфабриката (RU 2145263, В21В 1/08, опубл. 10.02.2000). Способ заключается в том, что полуфабрикат обрабатывают с использованием прокатных средств, определяющих плоскость прокатки с обеспечением положения перемычки Н-образного сечения полуфабриката в основном параллельной данной плоскости прокатки, причем получают сваю с Z-образным сечением, имеющую плоскую перемычку, образующую угол α0 с плоскостью прокатки, два боковых крыла, образующих угол β0 с плоскостью прокатки, и прихваты, выполненные на конце каждого крыла.
Недостатком известного способа является избыточное количество прокатных проходов 9÷10 и высокая мощность прокатного стана, наличие сложной калибровки прокатных валков, низкая точность конечного профиля.
Изобретение направлено на устранение указанных недостатков.
Технический результат изобретения - повышение точности размеров и жесткости шпунтового профиля, при снижении его удельного веса и общих затрат на его производство.
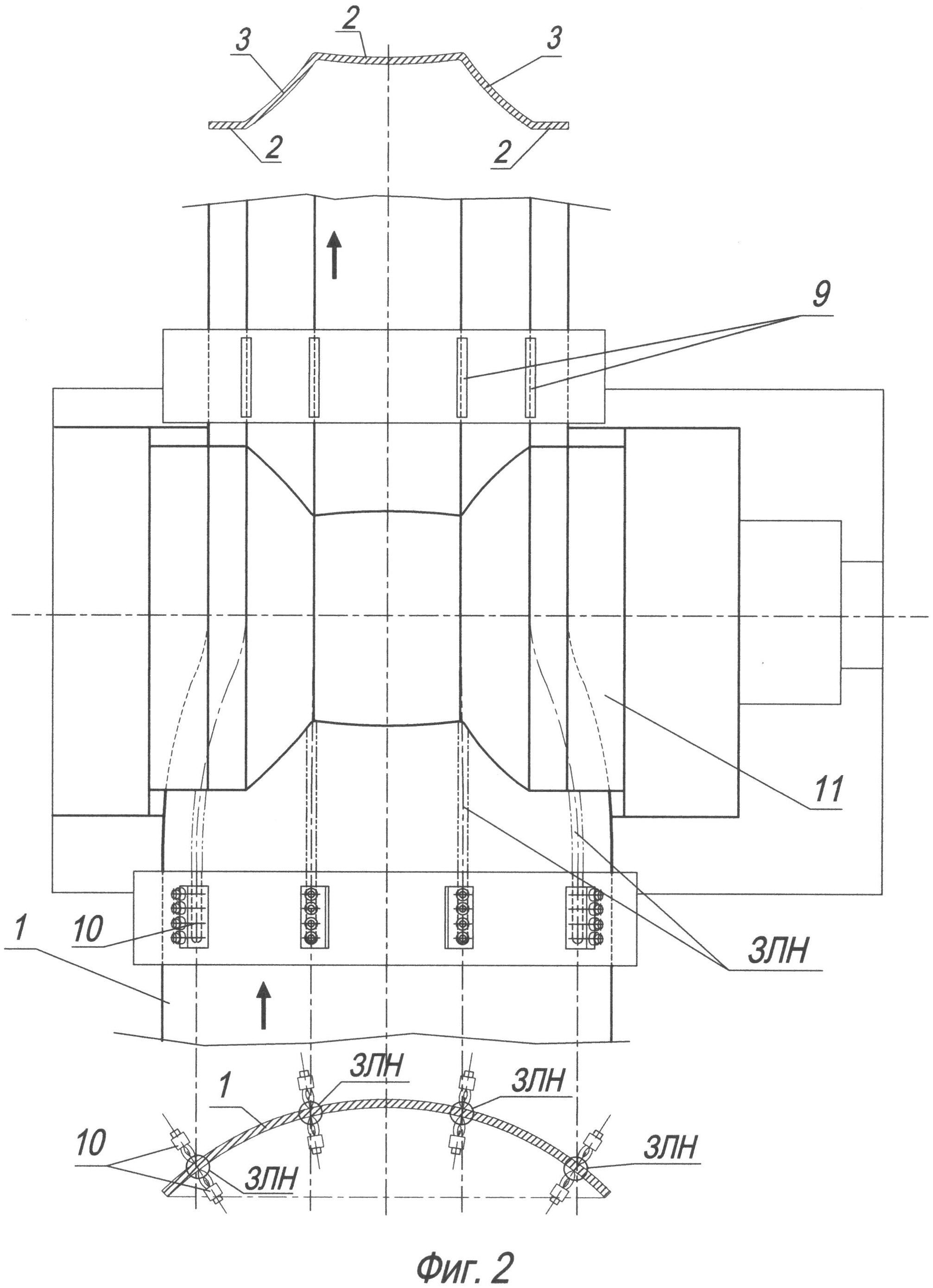
Указанный технический результат достигается тем, что в способе, включающем нагрев заготовки, прокатку шпунтового профиля, его ускоренное охлаждение, правку и порезку на требуемую длину, предлагается использовать заготовку, полученную посредством продольного роспуска демонтированной магистральной трубы большого диаметра на 2÷4 части с поперечной выпуклостью, производить нагрев заготовки в проходной нагревательной печи до температуры 570÷650°C и многопроходную прокатку в шпунтовой профиль, причем в первом проходе прокатывать предварительный профиль, симметричный относительно вертикальной оси, с тремя горизонтальными полками и двумя наклонными полками, во втором проходе свободные фая горизонтальных полок отгибать с получением двух вертикальных продольных бортов, в третьем проходе вертикальные борта осаживать с заострением, в четвертом проходе загибать борта в шпунтовой замок в направлении наклонных полок, при этом непосредственно перед каждым прокатным проходом производить локальный подогрев до температуры 950÷1050°C, со скоростью 450÷600°C/сек, продольных зон заготовки, с шириной зоны локального нагрева ЗЛН=(1,5÷3,5)∗h, где h - толщина заготовки, подвергающихся интенсивной деформации 15÷45% в последующем прокатном проходе, с формированием в углах прокатываемого шпунтового профиля радиусов R=(0,05÷0,15)∗h, где h - толщина заготовки, а после каждого прокатного прохода производить фиксацию геометрических размеров и взаимного расположения горизонтальных и вертикальных полок прокатываемого шпунтового профиля посредством ускоренного локального охлаждения до температуры 350÷460°C упомянутых зон со скоростью 180÷250°C/сек. Кроме того, во втором прокатном проходе, на средней горизонтальной полке, прокатными валками, на одном из которых нанесены периодические выпуклости, а на втором - периодические вогнутости, прокатывать периодическую выпукло-вогнутую поверхность с повышенной жесткостью на изгиб.
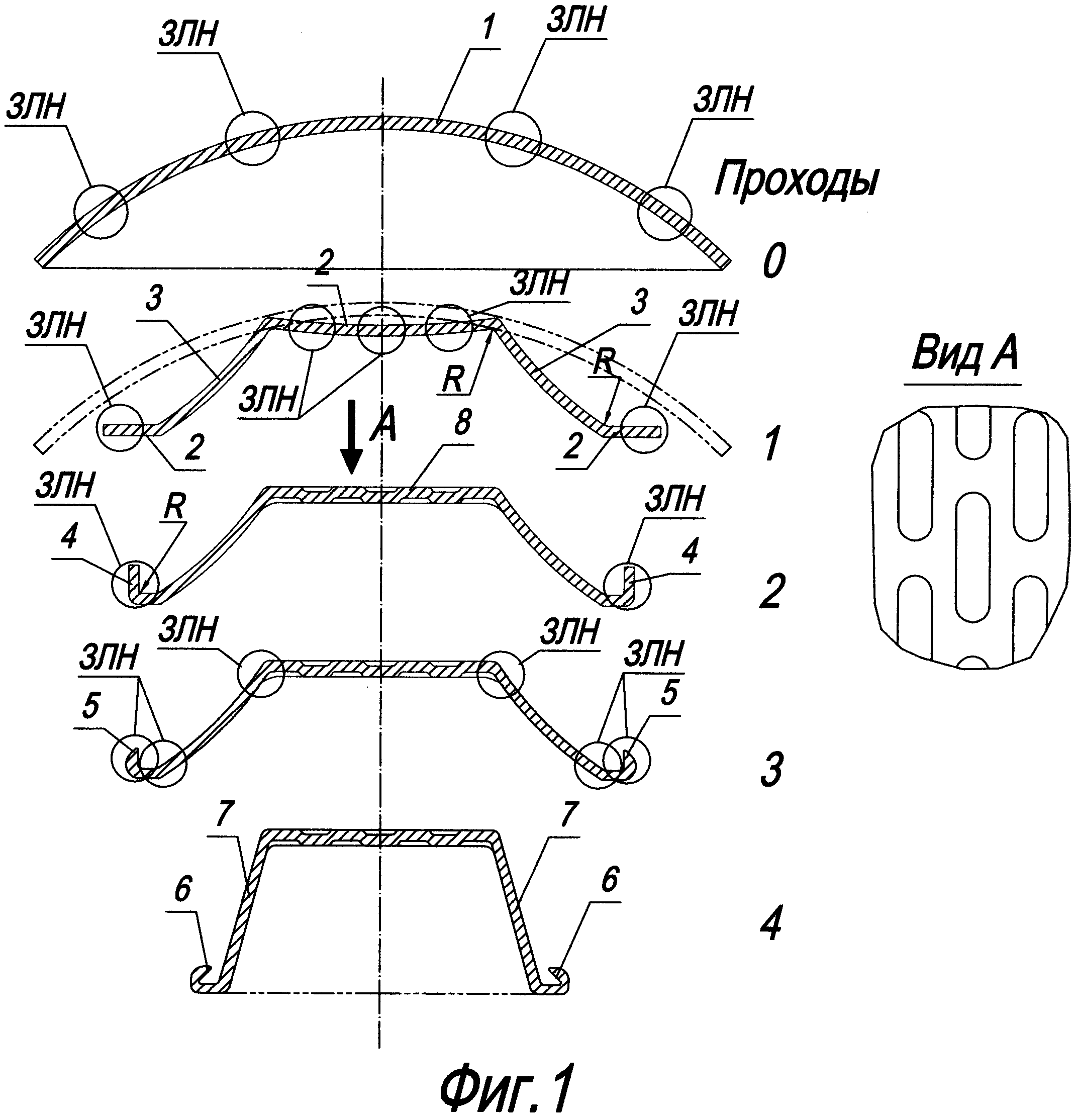
На Фиг. 1 представлена схема прокатки с ЗЛН шпунтового профиля по прокатным проходам, на Фиг. 2 показан вид сверху на прокатную клеть при первом прокатном проходе.
Способ осуществляют следующим образом.
Очищенная от старой изоляции, демонтированная магистральная труба с ремонтируемой нитки магистрального трубопровода транспортируется на производственную площадку компактного мобильного металлургического комплекса, разворачиваемого в непосредственной близости от ремонтируемого участка трубопровода. На участке приемки трубы она подвергается входному осмотру на наличие поверхностных дефектов. При наличии поверхностных дефектов производится ремонт и восстановление поврежденных участков трубы. Подготовленная к переработке труба длиной 10,5÷11,0 метров подается на установку термической резки и продольно распускается на 2÷4 заготовки 1 в виде полос с поперечной выпуклостью (Фиг. 1). Заготовки 1 последовательно укладываются на печной рольганг выпуклостью вверх и по рольгангу подаются в проходную нагревательную печь. В нагревательной печи заготовки 1 нагреваются до температуры 570÷650°C. Нагретая заготовка 1 без изменения пространственного положения по рольгангу задается в прокатный стан и прокатывается в шпунтовой профиль за 4 прокатных прохода со скоростью прокатки 0,15÷1,5 м/сек и общей вытяжкой 8÷12%. На Фиг. 1 показана схема прокатки заготовки 1 в шпунтовой профиль по прокатным проходам. В первом проходе прокатывают предварительный профиль, симметричный относительно вертикальной оси с тремя горизонтальными полками 2 и двумя наклонными полками 3, во втором проходе свободные фая горизонтальных полок 2 отгибают с получением двух вертикальных продольных бортов 4, в третьем проходе вертикальные борта 4 осаживают с заострением 5, в четвертом проходе загибают борта 4 в шпунтовой замок 6 в направлении наклонных полок 7. При этом непосредственно перед каждым прокатным проходом производят локальный подогрев до температуры 950÷1050°C, например, газовыми горелками 10, со скоростью 450÷600°C/сек, продольных зон заготовки 1, с шириной зоны локального нагрева ЗЛН=(1,5÷3,5)∗h, где h - толщина заготовки 1, подвергающихся интенсивной деформации 15÷45% в последующем прокатном проходе, с формированием в углах прокатываемого шпунтового профиля радиусов R=(0,05÷0,15)∗h, где h - толщина заготовки 1, а после каждого прокатного прохода производят фиксацию геометрических размеров и взаимного расположения горизонтальных и наклонных полок прокатываемого шпунтового профиля посредством ускоренного локального охлаждения до температуры 350÷460°C упомянутых зон водо-воздушными форсунками 9 со скоростью 180÷250°C/сек (Фиг. 2). Кроме того, во втором прокатном проходе, на средней горизонтальной полке 8 прокатными валками 11, на одном из которых нанесены периодические выпуклости, а на втором - периодические вогнутости, прокатывают периодическую выпукло-вогнутую поверхность, с повышенной жесткостью на изгиб.
Оптимальные режимы термомеханической обработки обеспечивают получение шпунтового профиля со следующими механическими характеристиками: σв=540÷600 Н/мм2, σт=325÷415 Н/мм2, δ5=16÷20%, что соответствует ГОСТ 19281-89 «Прокат из стали повышенной прочности». Невысокие скорость прокатки и общая вытяжка обеспечивают низкие металлоемкость и энергоемкость прокатного стана, мощность главного привода прокатного стана составляет 500÷750 кВт, что в 7÷8 раз ниже мощности привода прокатного стана по известному способу (RU 2064350, В21В 1/08, опубл. 27.07.1996). Предварительный нагрев до 570÷650°C и локальный подогрев до 950÷1050°C снижают общий расход газа на нагрев заготовки в 1,8÷2,0 раза. Кроме того, локальный нагрев концентрирует пластическую деформацию при прокатке и позволяет получать в углах шпунтового профиля радиусы R=(0,05÷0,15)∗h, где h - толщина заготовки, что повышает изгибную жесткость шпунтового профиля. Ускоренное охлаждение на выходе из прокатной клети по ЗЛН обеспечивает высокую точность шпунтового профиля по всей длине. Толщина стенок по отношению к высоте и ширине шпунтового профиля гарантируют снижение его удельного веса по отношению к шпунтовому профилю, полученному по известному способу (RU 2145263, В21В 1/08, опубл. 10.02.2000).
Таким образом, в результате использования изобретения обеспечивается энергоэффективность производства шпунтового профиля с повышенной точностью размеров и изгибной жесткостью, при снижении его удельного веса и общих затрат на его производство.
Пример
По предлагаемому способу производили шпунтовой профиль типа Ларсен с высотой 250 мм, шириной 550 мм из демонтированной магистральной трубы ГОСТ Р 52079-2003, класса прочности К60, диаметром 1420 мм, с толщиной стенки 16 мм, длиной 11,0 метров. Производительность комплекса составляет 50 тысяч тонн шпунтового профиля в год. Демонтированная магистральная труба проходила предварительную подготовку: производили удаление старой изоляции, диагностику состояния тела трубы с применением УЗК, при выявлении дефектов в виде поверхностного коррозионного растрескивания производили разделку трещин с последующей их заваркой и зачисткой наплавочного шва. Подготовленная к переработке труба поступала на установку термической резки. На установке термической резки трубу продольно распускали на четыре полосовых заготовки с поперечной выпуклостью. Полученные заготовки последовательно укладывали на печной рольганг выпуклостью вверх и по рольгангу подавали в проходную нагревательную печь. В нагревательной печи заготовки нагревали до температуры 610°C. Нагретая заготовка без изменения пространственного положения по рольгангу задавали в прокатный стан и прокатывали в шпунтовой профиль за 4 прокатных прохода со скоростью прокатки 0,28 м/сек и общей вытяжкой 10%. В первом проходе прокатывали предварительный профиль, симметричный относительно вертикальной оси с тремя горизонтальными полками и двумя наклонными полками, во втором проходе свободные края горизонтальных полок отгибали с получением двух вертикальных продольных бортов, в третьем проходе вертикальные борта осаживали с заострением, а в четвертом проходе загибали борта в шпунтовой замок в направлении наклонных полок. При этом непосредственно перед каждым прокатным проходом производили локальный подогрев до температуры 980°C газовыми горелками, со скоростью 500°C/сек, продольных зон заготовки, с шириной зоны локального нагрева ЗЛН=(1,5÷3,5)∗h, где h - толщина заготовки, подвергающихся интенсивной деформации 15÷45% в последующем прокатном проходе, с формированием в углах прокатываемого шпунтового профиля радиусов R=1,5 мм, а после каждого прокатного прохода производили фиксацию геометрических размеров и взаимного расположения горизонтальных и наклонных полок прокатываемого шпунтового профиля посредством ускоренного локального охлаждения до температуры 400°C упомянутых зон водо-воздушными форсунками со скоростью 210°C/сек. Кроме того, во втором прокатном проходе, на средней горизонтальной полке прокатными валками, на одном из которых нанесены периодические выпуклости, на втором - периодические вогнутости, прокатывали периодическую выпукло-вогнутую поверхность, с повышенной жесткостью на изгиб. Охлажденный до температуры 380°C шпунтовой профиль складывали в пакет по 4 штуки и обрезали по концам в пакете на ленточной пиле на требуемую длину. В пакете прокат в течение 2,5 часов остывал на воздухе до температуры 20°C. Режимы термомеханической обработки обеспечивали получение шпунтового профиля со следующими механическими характеристиками: σв=580 Н/мм2, σт=410 Н/мм2, δ5=20%.
Способ получения металлической полосы в литейно-прокатном агрегате бесслитковой прокатки (варианты) и устройство для его осуществления
Способ производства двутавровой балки и литейно-прокатный комплекс для его осуществления
Способ нагрева полосовой заготовки и устройство для его осуществления
Способ производства сортовой заготовки электрошлаковым переплавом демонтированного железнодорожного рельса и устройство для его осуществления
Способ производства фасонного строительного профиля и установка для его осуществления
Способ непрерывной разливки сортовой заготовки и установка для его осуществления
Установка для центробежного литья двухгребневого полосового профиля
Криволинейная установка для непрерывной разливки сортовых заготовок
Способ резки трубы на полосовую заготовку
Дробильный комплекс для измельчения кусковых материалов и способ дробления кускового материала с использованием дробильного комплекса
Способ получения металлической полосы в литейно-прокатном агрегате бесслитковой прокатки (варианты) и устройство для его осуществления
Способ производства двутавровой балки и литейно-прокатный комплекс для его осуществления
Способ нагрева полосовой заготовки и устройство для его осуществления
Способ производства сортовой заготовки электрошлаковым переплавом демонтированного железнодорожного рельса и устройство для его осуществления
Способ производства фасонного строительного профиля и установка для его осуществления
Способ непрерывной разливки сортовой заготовки и установка для его осуществления
Установка для центробежного литья двухгребневого полосового профиля
Криволинейная установка для непрерывной разливки сортовых заготовок
Способ резки трубы на полосовую заготовку
Дробильный комплекс для измельчения кусковых материалов и способ дробления кускового материала с использованием дробильного комплекса

