Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к способам производства двутавровой балки, данный способ может быть применен и при производстве других крупносортных строительных и специальных профилей, например уголка, швеллера, шпунтового профиля, боковин рештаков шахтного конвейера, полособульбового профиля и т.д., в условиях жестких ограничений по производительности и объемам отгрузочных партий металлургических минизаводов.
Известен способ производства двутавровой балки (RU 2126302, опубл. 20.02.1999), в котором исходную фасонную заготовку получают на установке непрерывной разливки стали (УНРС), затем полученную фасонную непрерывно литую заготовку нагревают в проходной газовой печи и прокатывают на универсально-балочном стане (УБС). При этом общая масса технологического оборудования для непрерывной разливки и последующей прокатки на УБС превышает 1,5 тыс. тонн при оптимальной годовой производительности производственного комплекса 750-:-800 тыс. тонн. Недостатком известного способа являются избыточные размеры сечения исходной непрерывно литой фасонной заготовки в интервале толщин 100-:-350 мм, которые приводят к повышенной энергоемкости и материалоемкости технологического процесса, невозможности его применения при ограниченной производительности производства 50-:-100 тыс. тонн в год. Кроме того, двухстадийность кристаллизации сечения слитка при непрерывной разливке, когда сначала в кристаллизаторе формируется первичная корка твердой фазы слитка, а затем во вторичной зоне охлаждения УНРС происходит его послойное затвердевание, при этом фронт кристаллизации движется от поверхности слитка к его центральной осевой зоне и неизбежно вызывает наличие литейного дефекта - осевой усадочной пористости слитка. Разнотолщинность профиля фасонной непрерывно литой заготовки, затрудненность усадки по сечению слитка повышают уровень остаточных растягивающих напряжений в углах профиля, что приводит к образованию трещин на поверхности проката и снижению качества широкополочных балок. Необходимость подавления осевой пористости приводит к избыточному количеству прокатных проходов 11-:-12, что также повышает металлоемкость прокатного оборудования и увеличивает себестоимость металлопродукции.
Изобретение устраняет указанные недостатки известного способа производства. Технический результат изобретения - повышение качества двутавровой балки при общем снижении суммарной прокатной вытяжки и затрат на производство при его ограниченных объемах.
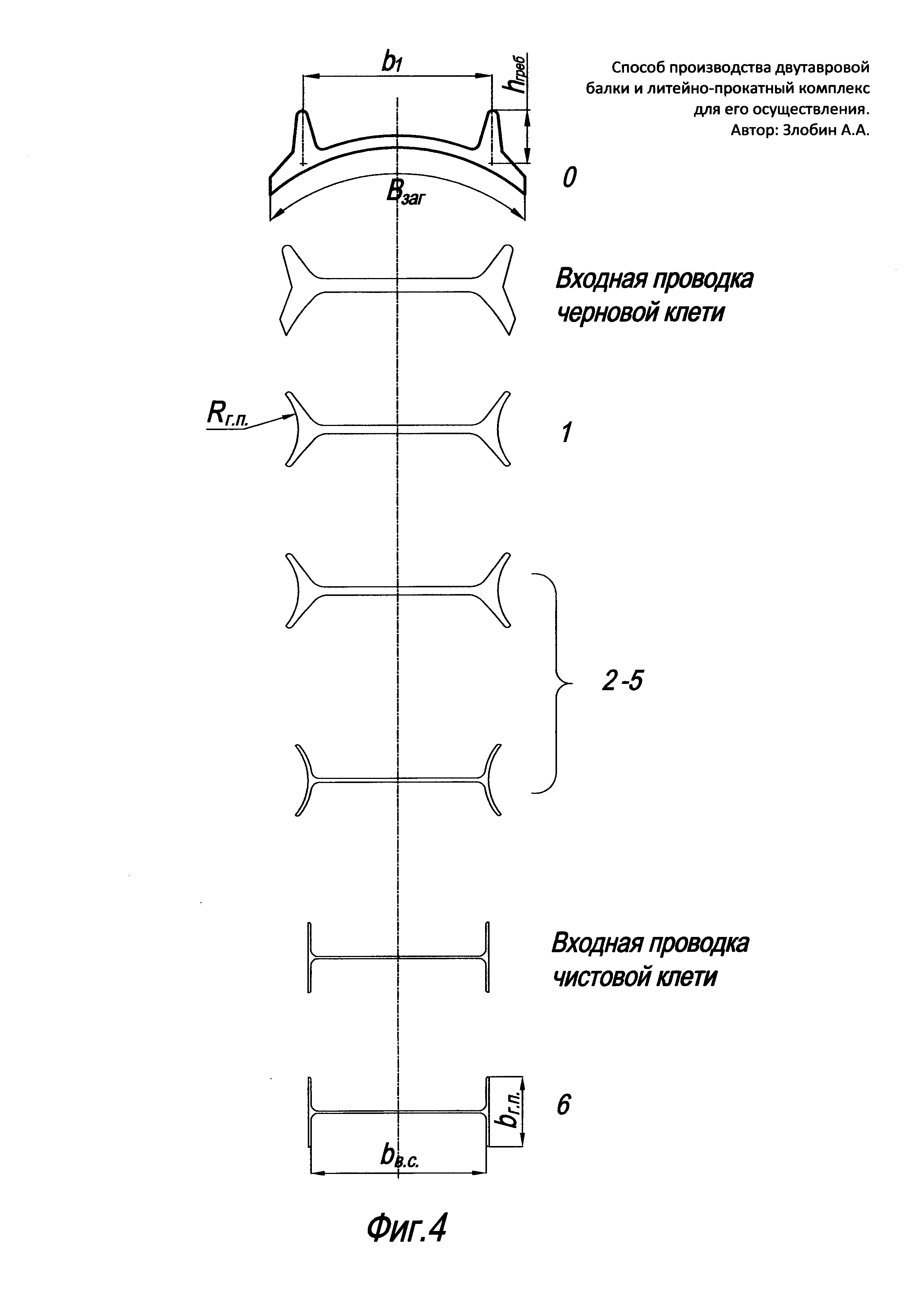
Для достижения технического результата изобретения в известном способе производства двутавровой балки, включающем изготовление исходной фасонной заготовки, нагрева исходной заготовки перед прокаткой, многопроходную прокатку нагретой исходной фасонной заготовки в двутавровую балку, ее ускоренное охлаждение, обрезку концов, правку и пакетирование, согласно изобретению сначала исходную фасонную заготовку предлагается отливать в центробежной литьевой машине с угловой скоростью вращения охлаждаемого трубчатого кристаллизатора ω=5-:-47 сек-1, в виде двухгребневого полосового профиля с поперечной выпуклостью, гребни располагать параллельно и симметрично относительно продольной оси симметрии полосового профиля, расстояние b1 между гребнями выдерживать равным (1,05-:-1,15) от размера вертикальной стойки двутавровой балки bв.с., высоту гребней hгреб устанавливать (0,5-:-0,75) от размера горизонтальной полки двутавровой балки bг.п., а ширину двухгребневого полосового профиля Взаг определять из выражения Взаг=(bв.с.+bг.п.)*К, где К-эмпирический коэффициент из интервала 1,05-:-1,25, затем в изобретении предлагается центробежно отлитые двухгребневые полосовые заготовки охлаждать до температуры 460-:-920°С, последовательно извлекать из центробежной литьевой машины, подогревать до температуры 960-:-1050°С в проходном нагревателе выпуклостью вверх, прокатывать в двутавровую балку за 4-:-6 прохода в реверсивной черновой и чистовой универсальных прокатных клетях прокатного стана, с суммарной вытяжкой 1,7-:-3,5, при этом в первом прокатном проходе обжимать участок между гребнями двухгребневой полосовой заготовки, формирующий вертикальную стойку двутавровой балки в горизонтальных прокатных валках с величиной вытяжки 1,15-:-1,25, кроме того, разворачивать на 15°-:-75° гребни и боковые ответвления полосового двухгребневого профиля, изгибать их вертикальными прокатными валками черновой универсальной прокатной клети с формированием симметрично вогнутых горизонтальных полок двутавровой балки с радиусом поперечной кривизны поверхности Rг.п.=(0,75-:-1,15)*bг.п., далее, в 2-:-5 проходах равномерно обжимать вертикальную стойку и горизонтальные полки с величиной вытяжки 1,2-:-1,25, и перед чистовым прокатным проходом раскат охлаждать до температуры 860°С-:-920°С со скоростью 60-:-120°С/сек, разгибать горизонтальные полки двутавровой балки во входной роликовой проводке и в чистовом прокатном проходе калибровать профиль двутавровой балки в чистовой универсальной прокатной клети с величиной вытяжки 1,1-:-1,15, далее охлаждать прокатанную двутавровую балку до температуры 460-:-580°С со скоростью 40-:-120°С/сек на выходе из чистовой прокатной универсальной клети форсунками с соотношением подаваемой воды на вертикальную стойку и горизонтальные полки профиля двутавровой балки в пропорции (0,5-:-0,2), при этом фиксировать взаимное пространственное положение вертикальной стойки и горизонтальных полок двутавровой балки вертикальными и горизонтальными роликами выходной роликовой проводки, затем двутавровую балку обрезать по концам на заданный размер и охлаждать на холодильнике на воздухе до температуры 150-120°С.
Кроме того, в изобретении предлагается, при величине поперечной выпуклости двухгребневой полосовой заготовки, превышающей 20-:-25 мм, перед первой задачей двухгребневой полосовой заготовки в черновую универсальную прокатную клеть прокатного стана, для облегчения захвата ее переднего конца прокатными валками, поперечную выпуклость, расположенную на расстоянии b1 между гребнями полосовой заготовки, предварительно выпрямлять в горизонтальных задающих роликах входной роликовой проводки и разворачивать на 15°-:-75° гребни и боковые ответвления полосового двухгребневого профиля вертикальными роликами входной роликовой проводки, кроме того, предварительно, при центробежном литье, на переднем и заднем торцах двухгребневой полосовой заготовки на гребнях и боковых ответвлениях отливать заходные фаски.
Технический результат в изобретении достигается тем, что в известном литейно-прокатном комплексе для осуществления способа производства двутавровой балки, содержащем литьевую машину для производства исходной фасонной заготовки, нагреватель исходной заготовки перед прокаткой, прокатный стан многопроходной прокатки, нагретой исходной фасонной заготовки, в двутавровую балку, линию ускоренного охлаждения двутавровой балки, роликовую правильную машину, устройства резки и пакетирования проката, согласно изобретению машина для литья исходной фасонной заготовки выполнена центробежно-литьевой, с горизонтальной осью вращения охлаждаемого трубчатого кристаллизатора, во внутренней цилиндрической полости кристаллизатора диаметром 0,75-:-2,1 метра и длиной 2,1-:-6,5 метра выполнены литьевые формы в виде продольных каналов с переменной поперечной глубиной, литьевые формы разделены между собой продольными огнеупорными вставками, максимальная глубина канала соответствует высоте гребней hгреб, ширина канала соответствует Взаг, по длине литьевой формы в корпусе трубчатого кристаллизатора с интервалом 0,5-:-1,5 метра в местах углублений под литье гребней установлены толкатели с возможностью удаления отлитой двухгребневой полосовой заготовки из литьевой формы, центробежно-литьевая машина также снабжена консольным двухвалковым извлекателем, смонтированным на подвижном рольганге с возможностью продольного перемещения и заведения во внутреннюю полость трубчатого кристаллизатора для последовательного извлечения отлитых двухгребневых полосовых заготовок при температуре 460-:-920°С, с их последующей передачей на приемный рольганг проходного нагревателя, прокатный стан состоит из двух четырехвалковых универсальных черновой и чистовой прокатных клетей, перед прокатными клетями установлены входные роликовые проводки, перед черновой прокатной клетью установлена роликовая проводка, содержащая два горизонтальных ролика для выпрямления междугребневой выпуклости полосовой заготовки и восемь вертикальных роликов для разворота на 15°-:-75° гребней и боковых ответвлений полосового двухгребневого профиля, перед чистовой прокатной клетью установлена роликовая проводка для разгиба горизонтальных полок двутавровой балки, состоящая из четырех вертикальных роликов на каждую горизонтальную полку и двух горизонтальных роликов на вертикальную стойку двутавровой балки, при этом два внешних ролика по отношению к горизонтальной полке двутавровой балки выполнены приводными, а четыре внутренних ролика выполнены консольными и не имеют привода, линия ускоренного охлаждения проката совмещена с роликовой правильной машиной и состоит из, по крайней мере, одной секции выходной роликовой проводки с возможностью фиксации взаимного пространственного положения вертикальной стойки и горизонтальных полок двутавровой балки при их ускоренном охлаждении форсунками на выходе из чистовой прокатной клети, оснащена четырьмя вертикальными роликами на каждую горизонтальную полку и пятью горизонтальными роликами на вертикальную стойку двутавровой балки, вдоль секции выходной роликовой проводки проложены два независимых напорных коллектора для подачи воды и сжатого воздуха на форсунки, расположенные по контуру профиля двутавровой балки, с возможностью изменения соотношения подаваемой воды на ее вертикальную стойку и горизонтальные полки.
Кроме того, в изобретении корпус трубчатого кристаллизатора выполнен сборным из центральной и концевых частей, с возможностью изменения заданной длины, отливаемой двухгребневой полосовой заготовки подбором соответствующей суммарной длины составных частей трубчатого кристаллизатора, при этом расчетную длину двухгребневой полосовой заготовки предлагается определять из выражения
Lзаг=Lпрок*Кконц/λ∑, где
Lпрок - заданная дина двутавровой балки, 6-:-12 м;
λ∑ - суммарная вытяжка при прокатке двухгребневой полосовой заготовки в двутавровую балку, из интервала 1,7-:-3,5;
Кконц – коэффициент, учитывающий концевую обрезь, из интервала 1,05-:-1,08;
кроме того, в изобретении центральная часть корпуса трубчатого кристаллизатора оснащена двумя опорными кольцами, смонтированными с возможностью вращения трубчатого кристаллизатора с частотой 60-:-450 об/мин в приводных роликовых опорах, установленных на раме центробежно-литьевой машины.
Кроме того, в изобретении для одновременного равномерного заполнения жидкой сталью по всей длине литьевых форм во внутреннюю полость трубчатого кристаллизатора помещен промковш, выступающие из кристаллизатора передняя и задняя части промковша оснащены цапфами, которые установлены в поворотные опоры, смонтированные на раме центробежно-литьевой машины с возможностью наклона промковша на 90° при центробежной разливке относительно его продольной оси, причем ось поворота промковша при наклоне и ось вращения трубчатого кристаллизатора совпадают, в крышке промковша смонтированы по всей его длине нагревательные газовые горелки, с возможностью предварительного подогрева огнеупорной футеровки промковша до температуры 950-:-1100°С, на выступающей из трубчатого кристаллизатора передней части промковша установлена воронка под заливку в промковш жидкой стали, на внешних стенках промковша смонтированы теплозащитные водоохлаждаемые экраны.
Кроме того, в изобретении, для предотвращения образования при центробежной разливке между отлитыми двухгребневыми полосовыми заготовками на огнеупорных разделительных вставках перемычек и настылей, внутри разделительных огнеупорных вставок проложены трубчатые электронагреватели, с возможностью предварительного нагрева рабочей поверхности огнеупорных вставок до температуры 760-:-850°С.
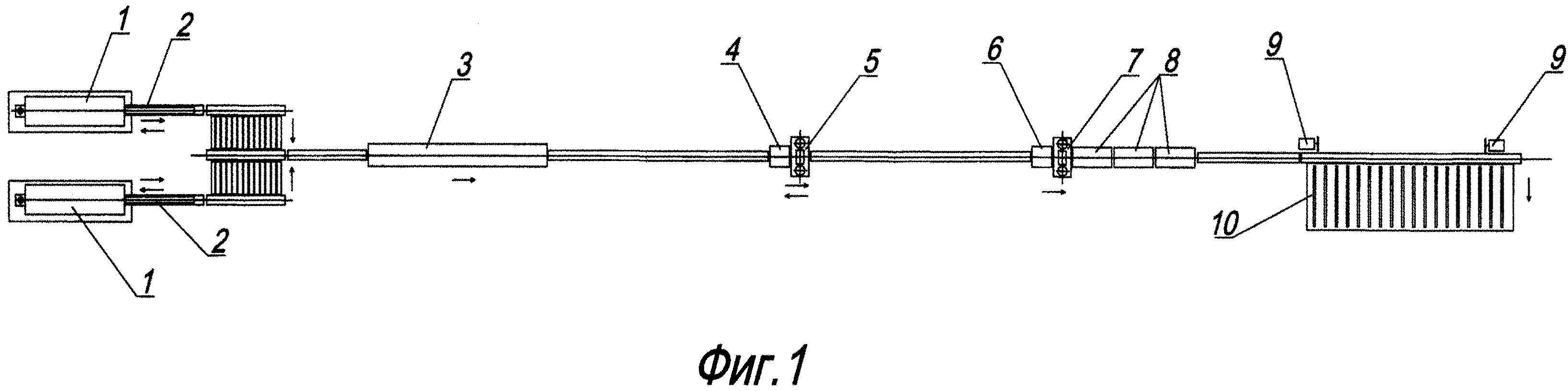
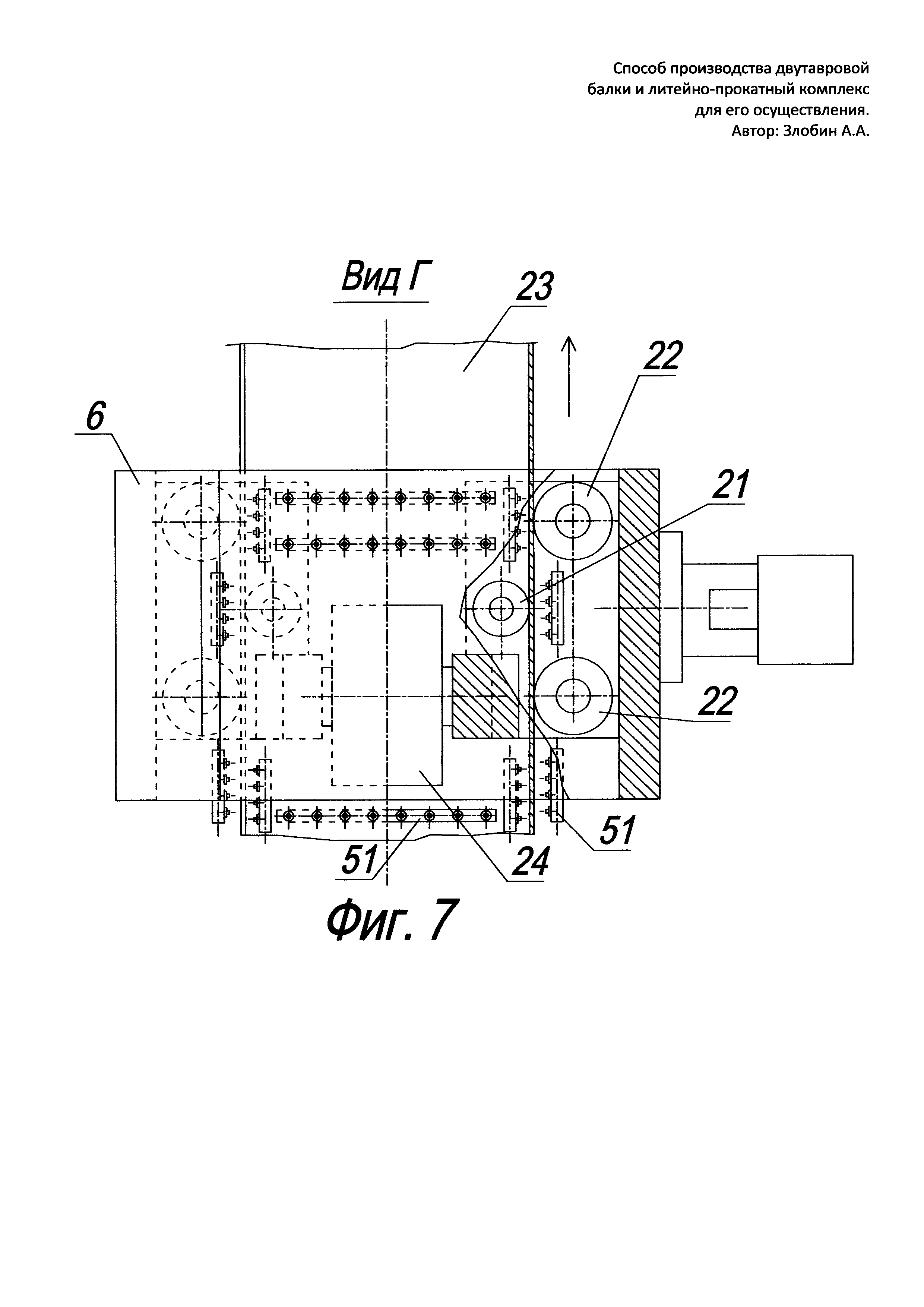
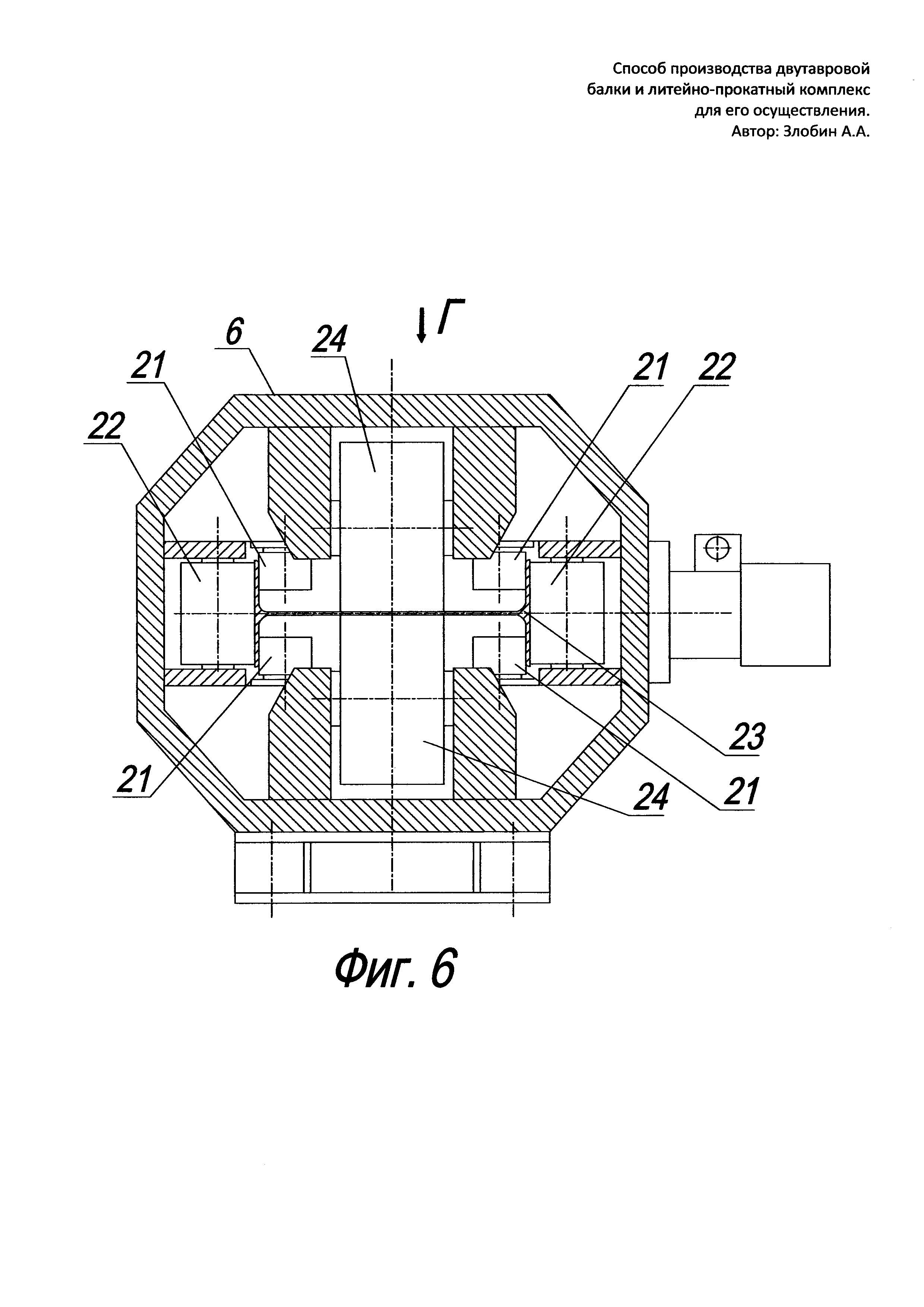
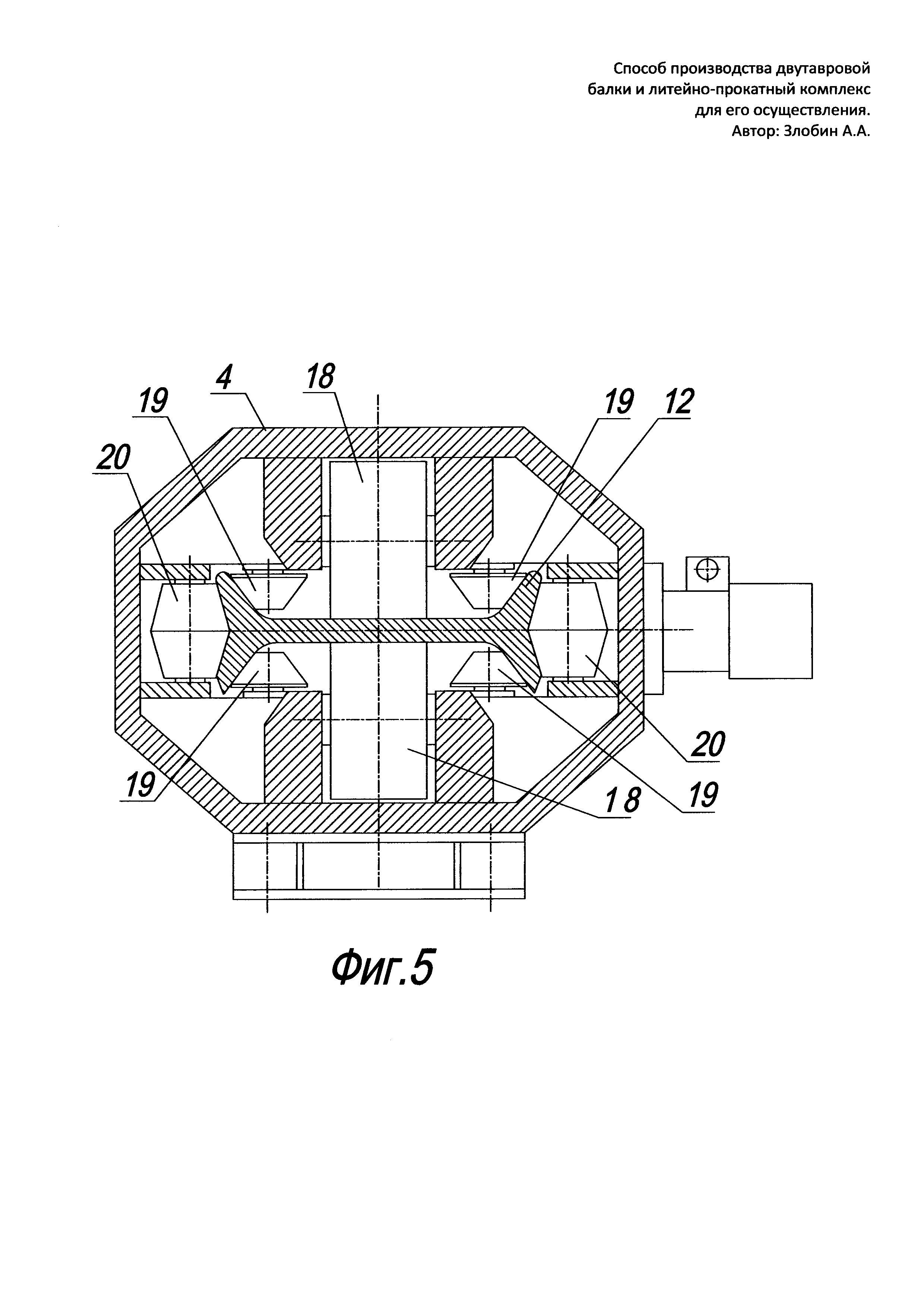
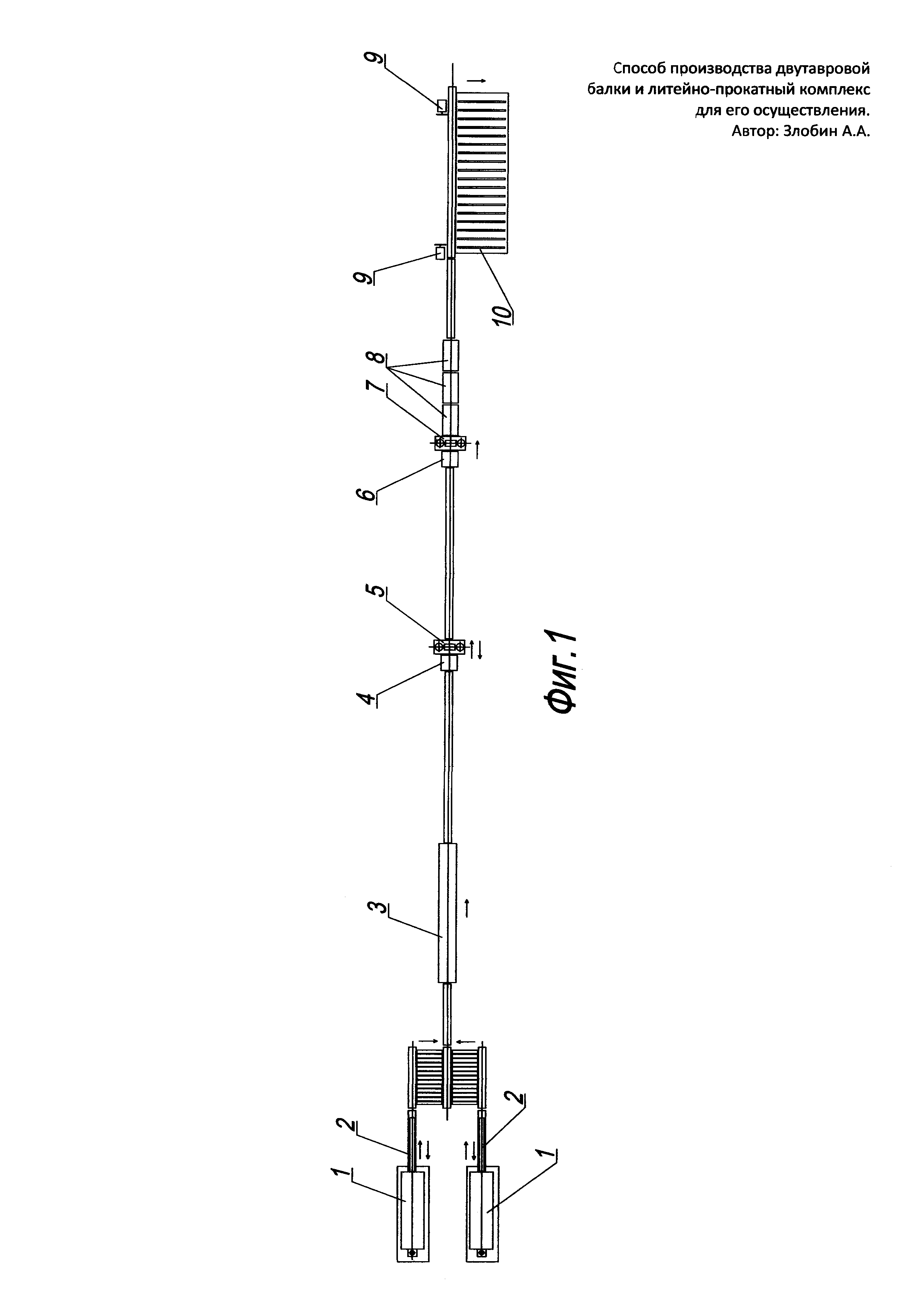
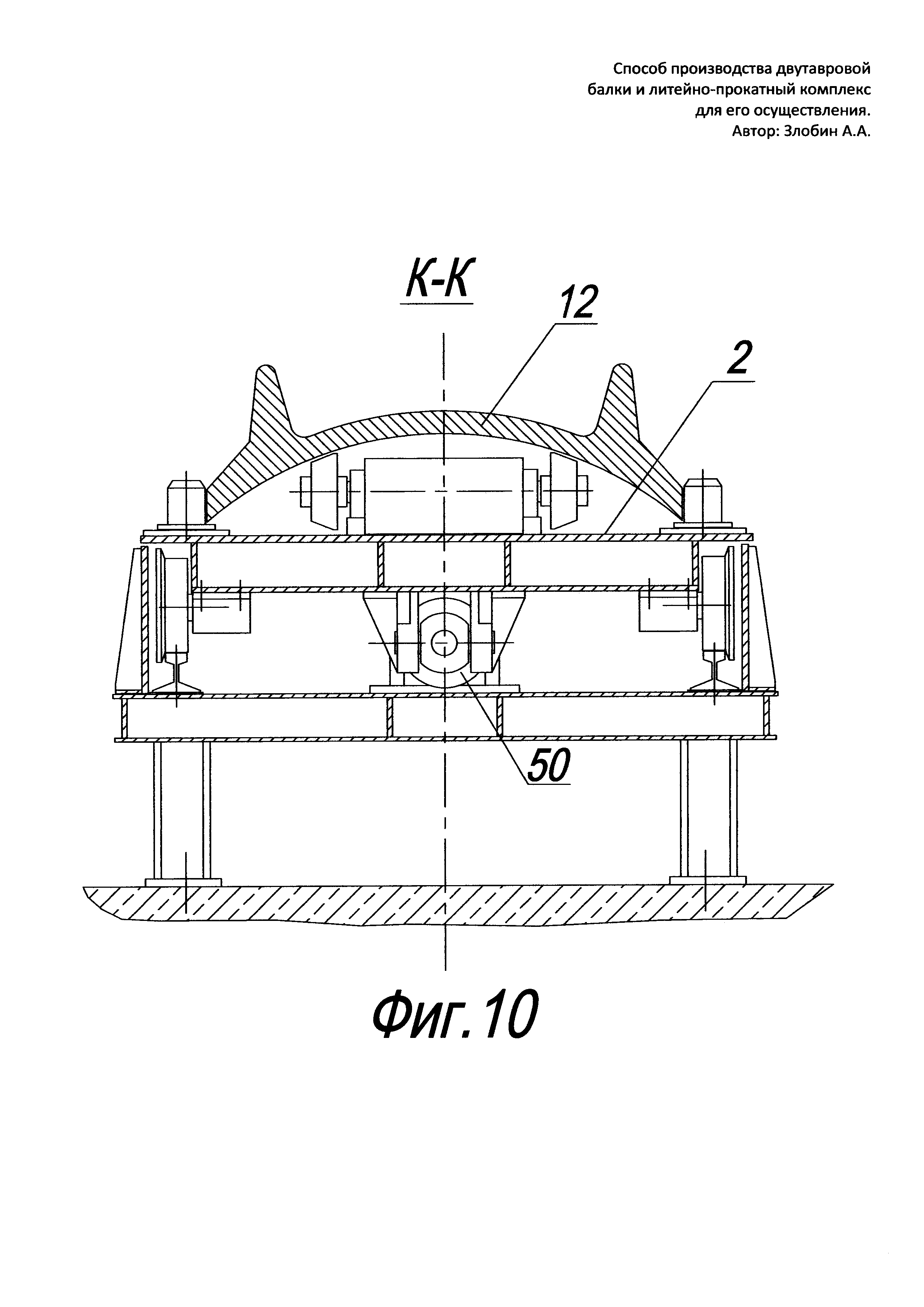
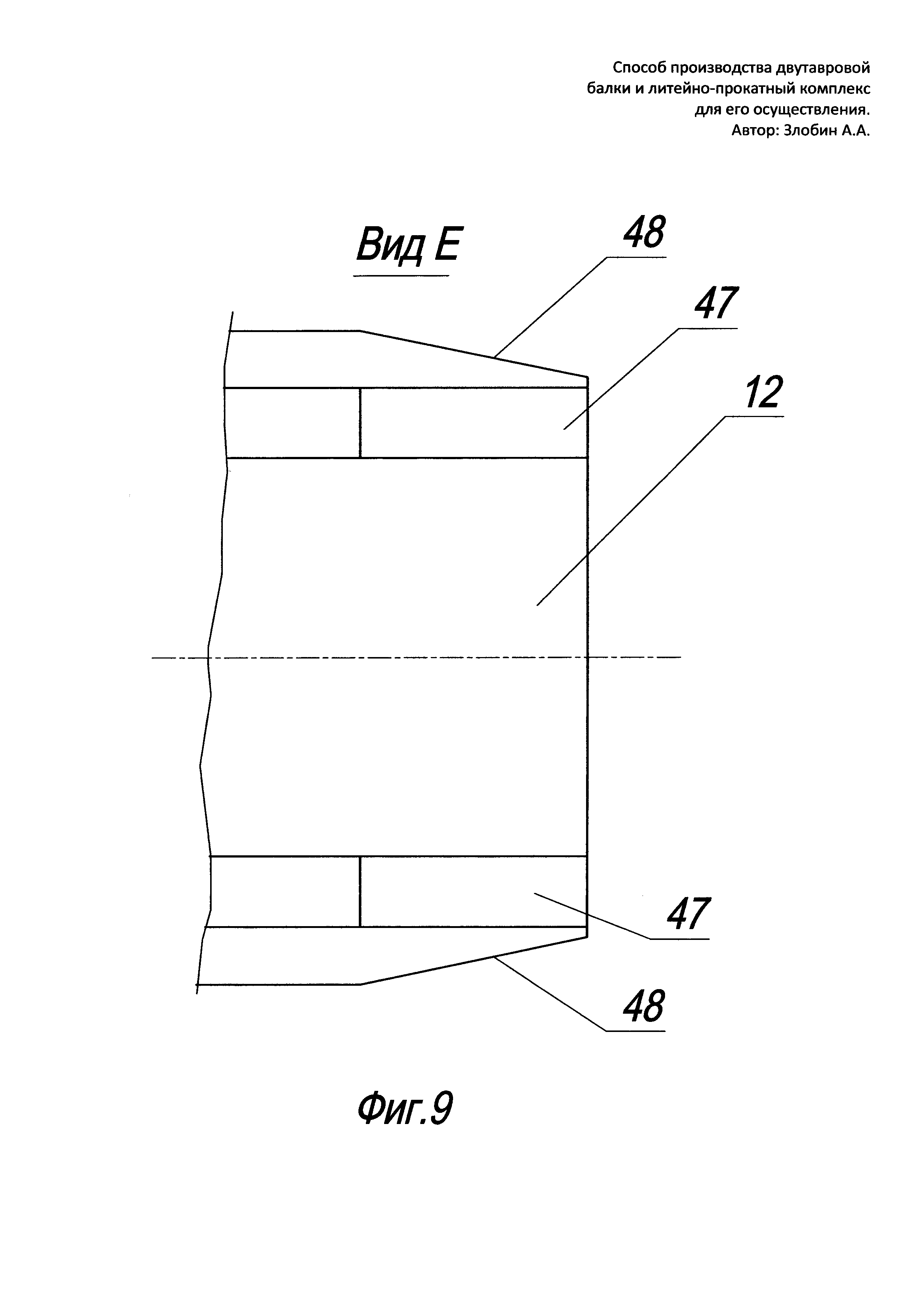
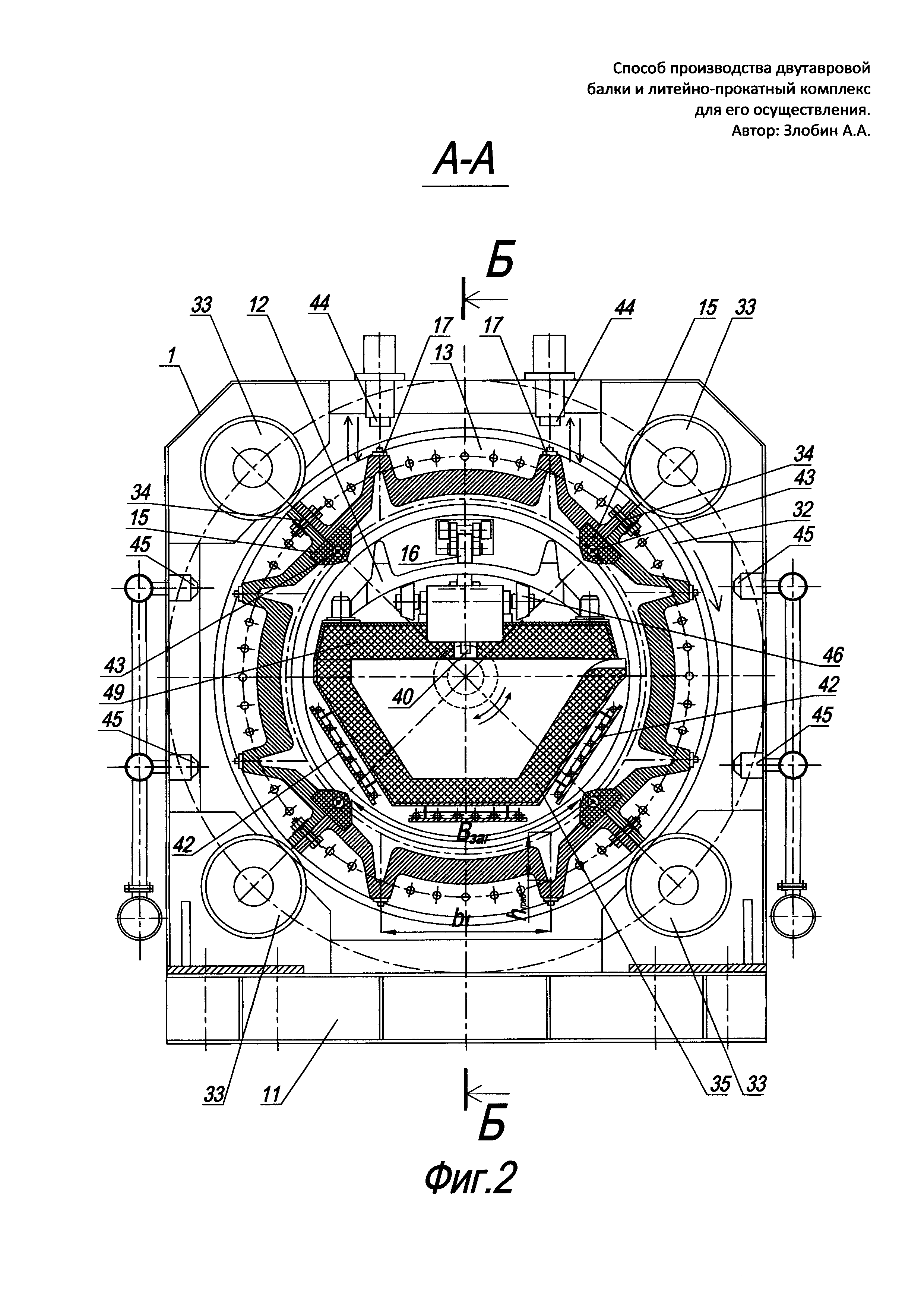
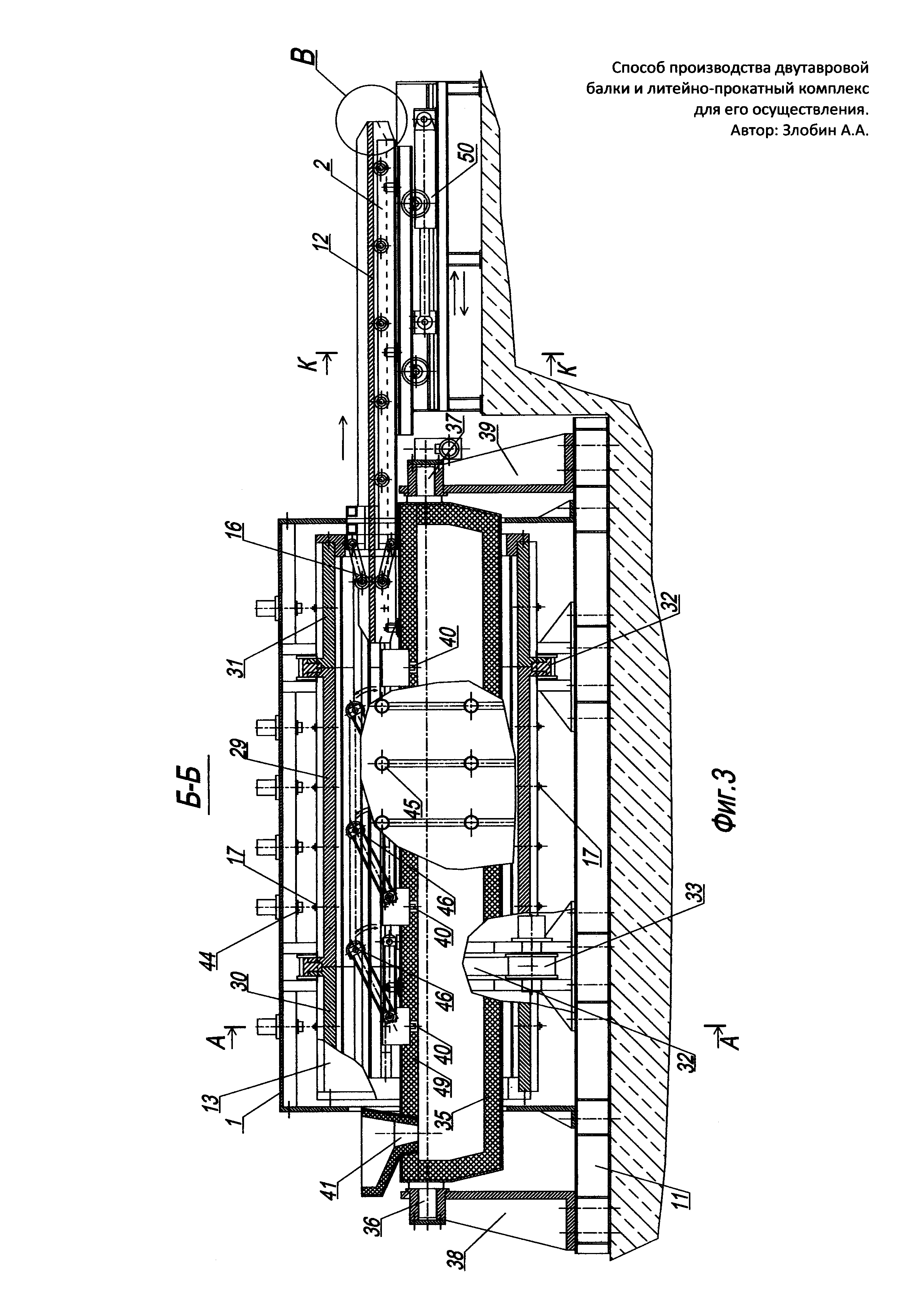
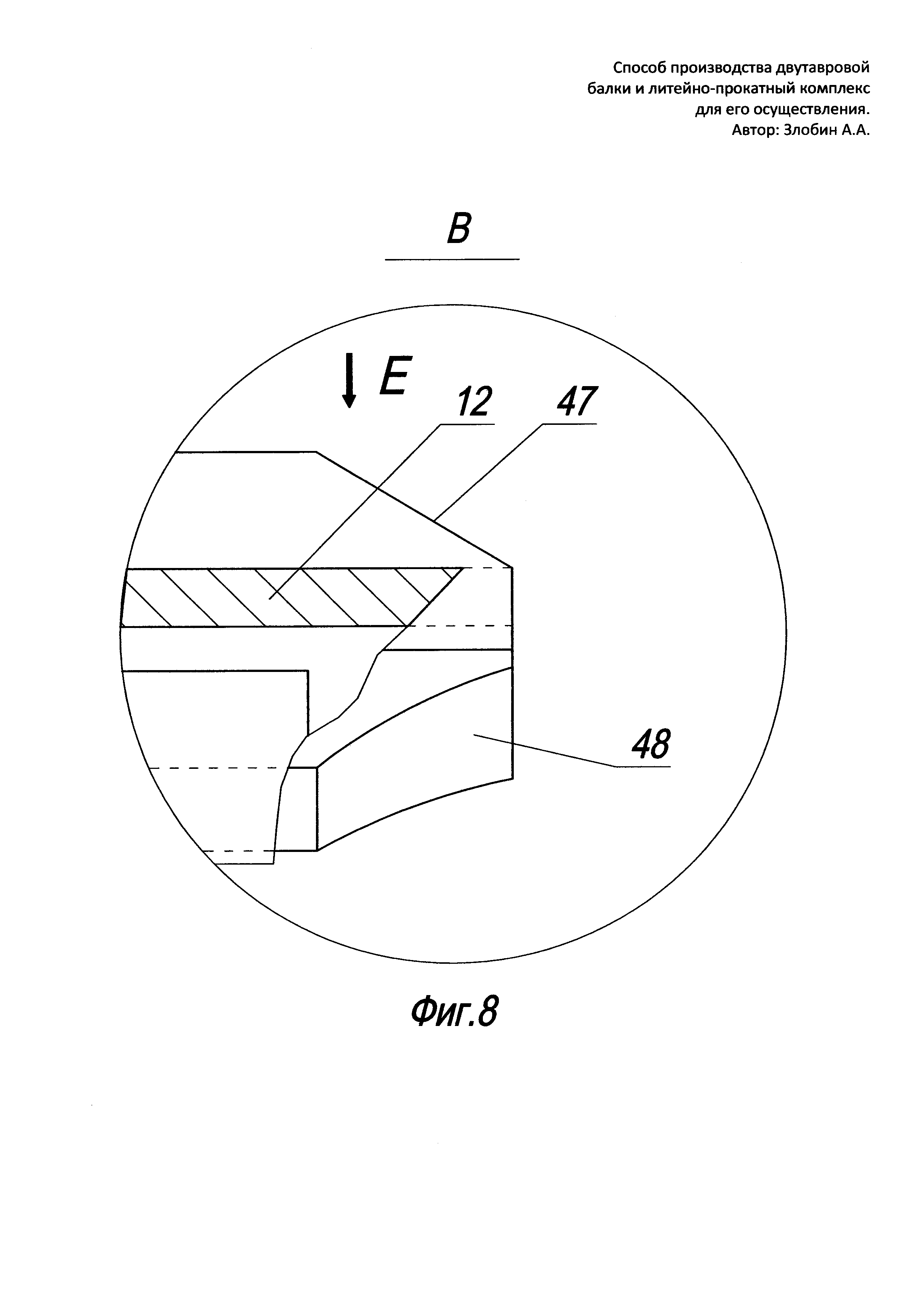
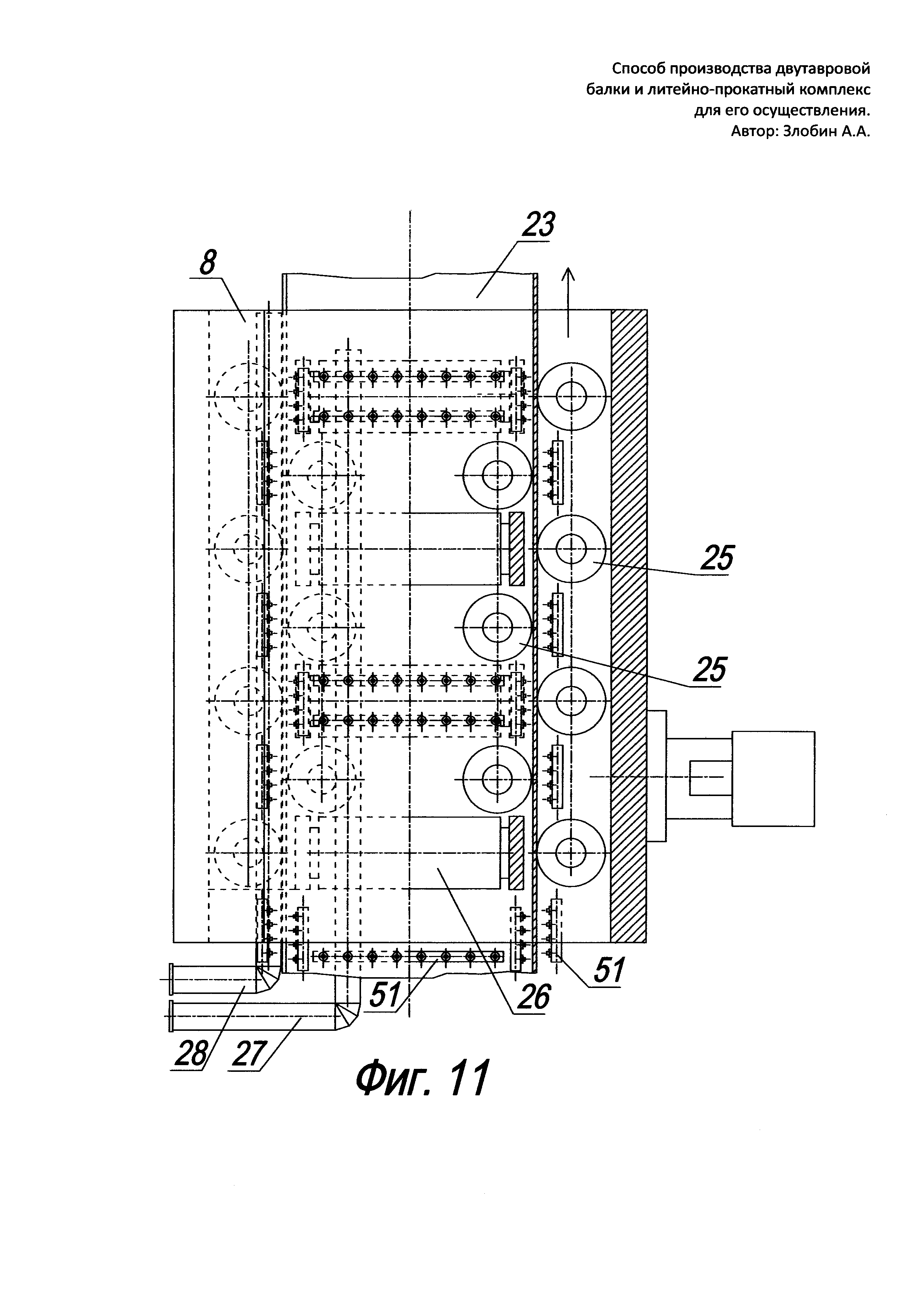
На Фиг. 1 показан общий вид литейно-прокатного комплекса для осуществления способа производства двутавровой балки; на Фиг. 2 - сечение А-А центробежно-литьевой машины; на Фиг. 3 - сечение Б-Б центробежно-литьевой машины; На Фиг. 4 показана технологическая схема изменения поперечного сечения раската при производстве двутавровой балки по прокатным проходам; на Фиг. 5 - поперечный разрез входной роликовой проводки черновой прокатной клети; на Фиг. 6 - поперечный разрез входной роликовой проводки чистовой прокатной клети; на Фиг. 7 - Вид Г; на Фиг. 8 - место В; на Фиг. 9 - Вид Е; на Фиг. 10 - сечение К-К; на Фиг. 11 - вид сверху на выходную роликовую проводку.
Литейно-прокатный комплекс для осуществления способа производства двутавровой балки содержит центробежно-литьевые машины 1, установленные вдоль технологической линии литейно-прокатного комплекса (Фиг. 1), подвижный рольганг 2 с гидроцилиндром перемещения 50 и консольным двухвалковым извлекателем 16 (Фиг. 2) для извлечения двухгребневой полосой заготовки 12, проходной нагреватель 3 для нагрева двухгребневой полосовой заготовки 12 перед прокаткой, входную роликовую проводку 4, черновую реверсивную универсальную прокатную клеть 5 с приводом, входную роликовую проводку 6, чистовую универсальную прокатную клеть 7 с приводом, секции 8 линии ускоренного охлаждения проката, совмещенной с выходной роликовой проводкой, пилы горячей резки проката 9, холодильник прокатного стана 10. Центробежно-литьевая машина 1 выполнена с горизонтальной осью вращения трубчатого кристаллизатора 13, во внутренней цилиндрической полости кристаллизатора 13 диаметром 0,75-:-2,1 метра и длиной 2,1-:-6,5 метра выполнены литьевые формы 14 в виде продольных каналов с переменной поперечной глубиной, литьевые формы 14 разделены между собой продольными огнеупорными вставками 15 (Фиг. 2), максимальная глубина канала соответствует высоте гребней hгреб, ширина канала соответствует Взаг (Фиг. 4), по длине литьевой формы 14 в корпусе трубчатого кристаллизатора 13 с интервалом 0,5-:-1,5 метра в местах углублений под литье гребней установлены толкатели 17 с возможностью удаления отлитой двухгребневой полосовой заготовки 12 из литьевой формы 14. Центробежно-литьевая машина1 так же снабжена консольным двухвалковым извлекателем 16, смонтированным на подвижном рольганге 2 с возможностью продольного перемещения и заведения во внутреннюю полость трубчатого кристаллизатора 13 для последовательного извлечения отлитых двухгребневых полосовых заготовок 12 при температуре 460-:-920°С, с их последующей передачей на приемный рольганг проходного нагревателя 3. Корпус трубчатого кристаллизатора 13 выполнен сборным из центральной 29 и концевых частей 30, 31 (Фиг. 3), с возможностью изменения заданной длины, отливаемой двухгребневой полосовой заготовки 12, подбором соответствующей суммарной длины составных частей 29, 30, 31 трубчатого кристаллизатора 13, при этом расчетная длина двухгребневой полосовой заготовки 12 определена из выражения
Lзаг=Lпрок*Кконц/λ∑, где
Lпрок - заданная длина двутавровой балки 23, 6-:-12 м;
λ∑ - суммарная вытяжка при прокатке двухгребневой полосовой заготовки 12 в двутавровую балку 23, из интервала 1,7-:-3,5;
Кконц – коэффициент, учитывающий концевую обрезь, из интервала 1,05-:-1,08.
Центральная часть 29 корпуса трубчатого кристаллизатора 13 оснащена двумя опорными кольцами 32, смонтированными с возможностью вращения трубчатого кристаллизатора 13 с частотой 60-:-450 об/мин в приводных роликовых опорах 33, установленных на раме 11 центробежно-литьевой машины 1. В местах установки разделительных огнеупорных вставок 15 литьевые формы 14 продольно соединены между собой болтовыми соединениями 34. Для одновременного равномерного заполнения жидкой сталью по всей длине литьевых форм 14 во внутреннюю полость трубчатого кристаллизатора 13 помещен промковш 35, выступающие из кристаллизатора передняя и задняя части промковша 35 оснащены цапфами 36, 37, которые установлены в поворотные опоры 38, 39, смонтированные на раме 11 центробежно-литьевой машины 1 с возможностью наклона промковша 35 на 90° при центробежной разливке относительно его продольной оси, причем ось поворота промковша 35 при наклоне и ось вращения трубчатого кристаллизатора 13 совпадают. На крышке 49 промковша 35 смонтированы по всей его длине нагревательные газовые горелки 40, с возможностью предварительного подогрева огнеупорной футеровки промковша 35 до температуры 950-:-1100°С, на выступающей из трубчатого кристаллизатора передней части промковша 35 установлена воронка 41 под заливку в промковш 35 жидкой стали, на внешних стенках промковша 35 смонтированы теплозащитные водоохлаждаемые экраны 42. Для предотвращения образования при центробежной разливке между отлитыми двухгребневыми полосовыми заготовками 12 на огнеупорных разделительных вставках 15 перемычек и настылей внутри разделительных огнеупорных вставок 15 проложены трубчатые электронагреватели 43, с возможностью предварительного нагрева рабочей поверхности огнеупорных вставок 15 до температуры 760-:-850°С. Прокатный стан состоит только из двух четырехвалковых универсальных черновой 5 и чистовой 7 прокатных клетей, перед прокатными клетями установлены входные роликовые проводки 4,6, перед черновой прокатной клетью 5 установлена роликовая проводка 4 (Фиг. 5), содержащая два горизонтальных ролика 18 для выпрямления междугребневой выпуклости полосовой заготовки 12 и восьми вертикальных роликов 19,20 для разворота на 15°-:-75° гребней и боковых ответвлений полосового двухгребневого профиля, перед чистовой прокатной клетью 7 установлена входная роликовая проводка 6 (Фиг. 6) для разгиба горизонтальных полок двутавровой балки 23, состоящая из четырех вертикальных роликов 21, 22 на каждую горизонтальную полку и двух горизонтальных роликов 23 на вертикальную стойку двутавровой балки 23, при этом два внешних ролика 22 по отношению к горизонтальной полке двутавровой балки 23 выполнены приводными, а четыре внутренних ролика 21 выполнены консольными и не имеют привода. Линия ускоренного охлаждения проката совмещена с роликовой правильной машиной и состоит из, по крайней мере, одной секции выходной роликовой проводки 8 с возможностью фиксации взаимного пространственного положения вертикальной стойки и горизонтальных полок двутавровой балки 23 при их ускоренном охлаждении форсунками 51 на выходе из чистовой прокатной клети 7, оснащена десятью вертикальными роликами 25 на каждую горизонтальную полку и пятью горизонтальными роликами 26 (Фиг. 11) на вертикальную стойку двутавровой балки 23, вдоль секции выходной роликовой проводки проложены два независимых напорных коллектора 27, 28 для подачи воды и сжатого воздуха на форсунки 51, расположенные по контуру профиля двутавровой балки 23, с возможностью изменения соотношения подаваемой воды на ее вертикальную стойку и горизонтальные полки.
Способ осуществляют следующим образом.
Исходную фасонную заготовку отливают в центробежной литьевой машине 1 с угловой скоростью вращения охлаждаемого трубчатого кристаллизатора 13 ω=5-:-47 сек-1, в виде двухгребневого полосового профиля 12 с поперечной выпуклостью, гребни располагают параллельно и симметрично относительно продольной оси симметрии полосового профиля 12, расстояние b1 между гребнями выдерживают равным (1,05-:-1,15) от размера вертикальной стойки двутавровой балки 23 bв.с., высоту гребней hгреб устанавливают (0,5-:-0,75) от размера горизонтальной полки двутавровой балки 23 bг.п.(Фиг. 4), а ширину двухгребневого полосового профиля Взаг определяют из выражения Взаг=(bв.с+bг.п.)*К, где К - эмпирический коэффициент из интервала 1,05-:-1,25. При этом готовую к разливке сталь подают через воронку 41 в предварительно разогретый горелками 40 промковш 35. Одновременно производится отключение трубчатых нагревателей 43 в разогретых до расчетной температуры разделительных огнеупорных вставок 15. По мере заполнения сталью промковша 35 включается привод роликовых опор 33 и трубчатый кристаллизатор 13 начинает вращаться с угловой скоростью ω=5-:-47 сек-1. При поступлении команды оператора на начало разливки, после того как замер температуры жидкой стали в промковше 35 подтвердил требуемую расчетную температуру 1540-:-1620°С, промковш 35 приводом вращения в опоре 39 наклоняется, и жидкая сталь начинает заполнять одновременно по всей длине литьевые формы 14 вращающегося трубчатого кристаллизатора 13. При этом соблюдается следующее соотношение - количество подаваемого объема жидкой стали из промковша 35 в единицу времени на 10-:-15% больше кристаллизующейся в этот промежуток времени на рабочих поверхностях литьевых форм 14 твердой фазы слитка. Это условие обеспечивает благоприятные условия центробежной разливки, при которых кристаллизация слитка протекает под действием центробежных сил с преобладанием напряжений сжатия, способствует формированию в двухгребневой полосовой заготовке 12 плотной, мелкокристаллической структуры. При этом полностью отсутствует осевая пористость слитка, неметаллические включения и металлургические газы, которые растворены в жидкой стали, выдавливаются на поверхность слитка. Высокий уровень качества центробежно-литой двухгребневой полосовой заготовки 12 обеспечивает формирование высоких механических характеристик проката двутавровой балки 23 уже при суммарной прокатной деформации, не превышающей 1,7-:-3,5, при этом исходная толщина двухгребневой полосовой заготовки 12 не превышает 60 мм. Центробежно отлитые двухгребневые полосовые заготовки 12 охлаждают до температуры 460-:-920°С, продолжая вращение трубчатого кристаллизатора 13 с частотой 60-:-100 об/мин, и охлаждают поверхность его корпуса форсунками 45, смонтированными в корпусе центробежно-литьевой машины 1. Останавливают вращение трубчатого кристаллизатора 13, охлажденные двухгребневые полосовые заготовки 12 последовательно извлекают из литьевой формы 14 толкателями 17, воздействуя на них гидравлическими нажимами 44, смонтированными вдоль корпуса центробежной литьевой машины 1. Извлеченная из литьевой формы 14 двухгребневая полосовая заготовка 12 принимается подъемным рольгангом 46, который затем опускает ее на уровень духвалкового извлекателя16. Двухвалковый извлекатель 16 заводится во внутреннюю полость трубчатого кристаллизатора 13 перемещением подвижного рольганга 2 гидроцилиндром 50. Извлекатель 16 захватывает передний конец заготовки 12 и извлекает ее из трубчатого кристаллизатора 13 на подвижный рольганг 2 (Фиг. 10). По подвижному рольгангу 2 двухгребневая полосовая заготовка 12 передается на приемный рольганг и затем в нагреватель 3, где ее подогревают до температуры 960-:-1050°С выпуклостью вверх. Нагретую двухгребневую заготовку 12 прокатывают в двутавровую балку 23 за 4-:-6 прохода в реверсивной черновой 5 и чистовой 7 универсальных прокатных клетях прокатного стана (Фиг. 4), с суммарной вытяжкой 1,7-:-3,5, при этом в первом прокатном проходе обжимают участок между гребнями двухгребневой полосовой заготовки 12, формирующий вертикальную стойку двутавровой балки 23 в горизонтальных прокатных валках с величиной вытяжки 1,15-:-1,25, кроме того, разворачивают на 15°-:-75° гребни и боковые ответвления полосового двухгребневого профиля, изгибают их вертикальными прокатными валками черновой универсальной прокатной клети 5 с формированием симметрично вогнутых горизонтальных полок двутавровой балки 23 с радиусом поперечной кривизны поверхности Rг.п.=(0,75-:-1,15)*bг.п., далее, в 2-:-5 проходах равномерно обжимают вертикальную стойку и горизонтальные полки с величиной вытяжки 1,2-:-1,25 и перед чистовым прокатным проходом, для реализации режима ВТМО и формирования в готовом прокате высокого уровня механических характеристик, раскат охлаждают форсунками 51 до температуры 860°С-:-920°С со скоростью 60-:-120°С/сек, разгибают горизонтальные полки двутавровой балки 23 во входной роликовой проводке 6 (Фиг. 7) и в чистовом прокатном проходе калибруют профиль двутавровой балки 23 в чистовой универсальной прокатной клети 7 с величиной вытяжки 1,1-:-1,15, далее охлаждают прокатанную двутавровую балку 23 до температуры 460-:-580°С со скоростью 40-:-120°С/сек на выходе из чистовой прокатной универсальной клети 7 форсунками 24 с соотношением подаваемой воды на вертикальную стойку и горизонтальные полки профиля двутавровой балки 23 в пропорции (0,5-:-0,2), при этом фиксируют взаимное пространственное положение вертикальной стойки и горизонтальных полок двутавровой балки 23 вертикальными 25 и горизонтальными 26 роликами выходной роликовой проводки 8 (Фиг. 11). Разное количество воды, подаваемой на горизонтальные полки и вертикальную стойку двутавровой балки 23, обеспечивает разные скорости охлаждения этих элементов профиля и, как следствие, более высокий уровень прочностных свойств в горизонтальных полках и более высокую пластичность в вертикальной стойке, при благоприятном уровне остаточных внутренних напряжений с преобладанием сжимающих напряжений в горизонтальных полках и растягивающих напряжений в вертикальной стойке двутавровой балки 23. Охлажденную до температуры 460-:-580°С двутавровую балку 23 обрезают по концам пилами 9 горячей резки проката на заданный размер и охлаждают на холодильнике 10 на воздухе до температуры 150-120°С. При величине поперечной выпуклости двухгребневой полосовой заготовки 12, превышающей 20-:-25 мм, перед первой задачей двухгребневой полосовой заготовки 12 в черновую универсальную прокатную клеть 5 прокатного стана, для облегчения захвата ее переднего конца прокатными валками, поперечную выпуклость, расположенную на расстоянии b1 между гребнями полосовой заготовки 12, предварительно выпрямляют в горизонтальных задающих роликах 18 входной роликовой проводки 4 (Фиг. 5) и разворачивают на 15°-:-75° гребни и боковые ответвления полосового двухгребневого профиля вертикальными 19, 20 роликами входной роликовой проводки, кроме того, предварительно, при центробежном литье, на переднем и заднем торцах двухгребневой полосовой заготовки 12 на гребнях и боковых ответвлениях отливают заходные фаски 47, 48 (Фиг. 8, 9).
Таким образом, высокое качество центробежно-литой двухгребневой полосовой заготовки обеспечивает максимальное приближение размеров исходной фасонной заготовки к размерам готового проката двутавровой балки, что позволяет существенно снизить суммарную прокатную деформацию для получения высококачественного проката, сократить необходимое количество прокатных проходов и, следовательно, металлоемкость и энергоемкость технологического оборудования и в результате снизить общие производственные затраты и себестоимость металлопродукции. Кроме того, применение центробежно-литьевой машины для получения исходной фасонной заготовки существенно повышает гибкость всего технологического комплекса, упрощает технологию получения исходного расплава, сокращает количество операций по подготовке стали к разливке, позволяет без дополнительных затрат останавливать и запускать производственный процесс, легко переходить с одного типоразмера проката на другой, что повышает конкурентную способность металлургического производства в условиях ограниченной производительности и малых объемов производственных партий.
Пример.
Производили двутавровую балку 60Ш1 по ГОСТ 26020-83 из стали 17ГС, длиной 12 метров. Размеры 60Ш1: bв.с.=546 мм, bг.п.=320 мм, вес-142,1 кг/м
Расчетные параметры двухгребневой полосовой заготовки
Lзаг=12×1,065/3,2=4,0 метра
b1=600 мм; hгреб=200 мм; Взаг=1000 мм
Номинальный диаметр внутренней полости кристаллизатора 1420 мм. Количество литьевых форм в трубчатом кристаллизаторе - 4 шт.
Вес заливаемой жидкой стали в промковш 7265 кг.
Время центробежной разливки с кристаллизацией двухгребневой полосовой заготовки составляло 2,5-:-3,0 мин, общий цикл работы центробежно-литьевой машины с выдачей двухгребневых полосовых заготовок на приемный рольганг нагревателя составлял 15 минут.
Общая длина проходной роликовой нагревательной печи составляла 20 метров. Нагрев двухгребневой заготовки до температуры 1050°С перед прокаткой 12-:-15 минут, темп прокатки 12 заготовок в час. Общее количество прокатных проходов - 6. Скорость прокатки в черновой клети 2 м/сек, в чистовой клети 3,5 м/сек. Перед чистовой клетью раскат охлаждали до температуры 900°С со скоростью 100°С/сек, вытяжка в чистовой клети составляла 1,12, после чистовой клети прокат охлаждали до температуры 520°С со скоростью 120°С/сек, общая длина 3-секционной линии ускоренного охлаждения проката составляла 12 метров. Соотношение подаваемой воды на горизонтальные полки и вертикальную стойку двутавровой балки 0,35. Готовый прокат обрезали по концам пилами горячей резки на размер 12 метров. Величина концевой обрези составляла 110 кг и соответствовала расчетной величине 6,5%. Далее, двутавровые балки охлаждали до 120°С на холодильнике.
Контролируемая прокатка в режимах ВТМО в совокупности с высоким качеством исходной центробежно-литой двухгребневой полосовой заготовки обеспечивали гарантированное высокое качество двутавровой балки 60Ш1 по геометрии в соответствии с ГОСТ 26020-83 и комплексу механических характеристик в соответствии с классом прочности 390 по ГОСТ 19281-89 на прокат из стали повышенной прочности.
Способ получения прямоугольной заготовки и устройство для его осуществления
Способ производства сортового проката из металлолома и устройство для его осуществления
Мобильный металлургический комплекс
Способ утилизации демонтированных магистральных труб и установка для его осуществления
Способ утилизации демонтированных магистральных труб и установка для его осуществления
Способ непрерывной горизонтальной разливки стали и устройство для его осуществления
Способ производства крупногабаритного шпунтового профиля
Способ изготовления шпунтового профиля повышенной жесткости
Способ производства сортового проката из демонтированного железнодорожного рельса
Способ производства железнодорожного рельса
Способ получения прямоугольной заготовки и устройство для его осуществления
Способ производства сортового проката из металлолома и устройство для его осуществления
Мобильный металлургический комплекс
Способ утилизации демонтированных магистральных труб и установка для его осуществления
Способ утилизации демонтированных магистральных труб и установка для его осуществления
Способ непрерывной горизонтальной разливки стали и устройство для его осуществления
Способ производства крупногабаритного шпунтового профиля
Способ изготовления шпунтового профиля повышенной жесткости
Способ производства сортового проката из демонтированного железнодорожного рельса
Способ производства железнодорожного рельса

