Результат интеллектуальной деятельности: СПОСОБ МАГНИТНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ МЕТЧИКА
Вид РИД
Изобретение
Изобретение относится к магнитно-абразивной обработке сложнопрофильных инструментов.
Известен способ для магнитно-абразивной обработки резьбовых поверхностей, реализуемый устройством (Авторское свидетельство СССР №537796, опубл. 05.12.76 г.), в котором осуществляется регулировка давления порошка на обрабатываемую заготовку за счет поочередного воздействия на порошок электромагнитов С-образной формы. Регулировка давления порошка зависит от направления вращения детали (заготовки) и нарезки резьбы (левая или правая).
Недостаток данного способа, реализуемого устройством (Авторское свидетельство СССР №537796, опубл. 05.12.76 г.), заключается в том, что резьбовые поверхности обрабатываются целиком, и соответственно обработка резьбовых поверхностей по частям не предоставляется возможным.
Известен способ магнитно-абразивной обработки резьбонарезного инструмента (Барон Ю.М. «Магнитно-абразивная и магнитная обработка изделий и режущих инструментов». - Л.: Машиностроение 1986 г., стр. 161-163), который осуществляется при прямом и обратном вращении заготовки, благодаря чему у метчиков повышается износостойкость поверхностей зубьев. Данный способ также позволяет скруглять (до необходимых размеров) режущие кромки и осуществлять одновременно с полированием обратное затылование зубьев ведущей части метчика.
Недостаток данного способа заключается в сплошном нанесении магнитно-абразивной массы на резьбовую поверхность и также данный способ не предусматривает нанесения определенной технологии на каждую из рабочих частей метчика.
Известен способ магнитно-абразивной обработки (Патент US №5775976 A, опубл. 07.07.1998 г.), с целью увеличения интенсивности съема металла предлагается использовать специальные сопла для подачи магнитно-абразивного порошка, которые направлены противоположно движению заготовки.
Недостаток данного способа заключается в том, что сопла выполняют функцию не регулирования порошка в определенной области полирования, а функцию увеличения интенсивности снятия материала, что не позволяет держать в границах определенной области обработки порошок, тем самым нарушая технологию нанесения магнитно-абразивного полирования.
Известен способ для магнитно-абразивной обработки частей метчика, реализуемый устройством (Авторское свидетельство СССР №1815185, опубл. 15.05.1993 г.), в котором заборная и калибрующая части сложнопрофильного инструмента обрабатываются поочередно благодаря магнитной системе с двумя парами плоских полюсных наконечников, установленных с возможностью независимой регулировки межполюсного пространства.
Недостаток этого способа, реализуемого данным устройством, является неэффективное использование магнитно-абразивной массы в процессе полирования, что приводит к дополнительному воздействию на уже обработанные рабочие части сложнопрофильного инструмента.
Известен способ обработки рабочих частей метчика магнитно-абразивным полированием (Барон Ю.М., Максаров В.В., Васильев В.Г., Скрипченко В.И. «Совершенствование технологии нарезания резьбы в изделиях энергомашиностроения» // Энергомашиностроение, 1987 г., №1, стр. 24-27), принятый за прототип, при котором обрабатывают заборную, калибрующую и ведущую части резьбонарезного инструмента в обоих направления вращения.
Недостаток данного способа заключается в том, что при обработке рабочих частей метчика магнитно-абразивная масса накладывается на уже обработанную поверхность, что ведет к искажению геометрических параметров той рабочей части, на которую дополнительно было произведено воздействие технологии магнитно-абразивного полирования, предназначенной для другого рабочего участка. Таким образом, данный способ не предусматривает контролирования магнитно-абразивной массы в границах области обработки каждого рабочего участка метчика.
Техническим результатом является повышение качества нарезаемой резьбы в ответственных конструкциях машиностроения.
Технический результат достигается тем, что используют установленные перпендикулярно оси метчика круговые насадки с форсунками, через которые в зону обработки каждой рабочей части метчика направляют под регулируемым давлением воздушные потоки в противоположных друг другу направлениях для удержания магнитно-абразивной массы в границах обрабатываемой части метчика.
Способ поясняется следующими чертежами:
фиг. 1 - схема магнитно-абразивной обработки для реализации предлагаемого способа;
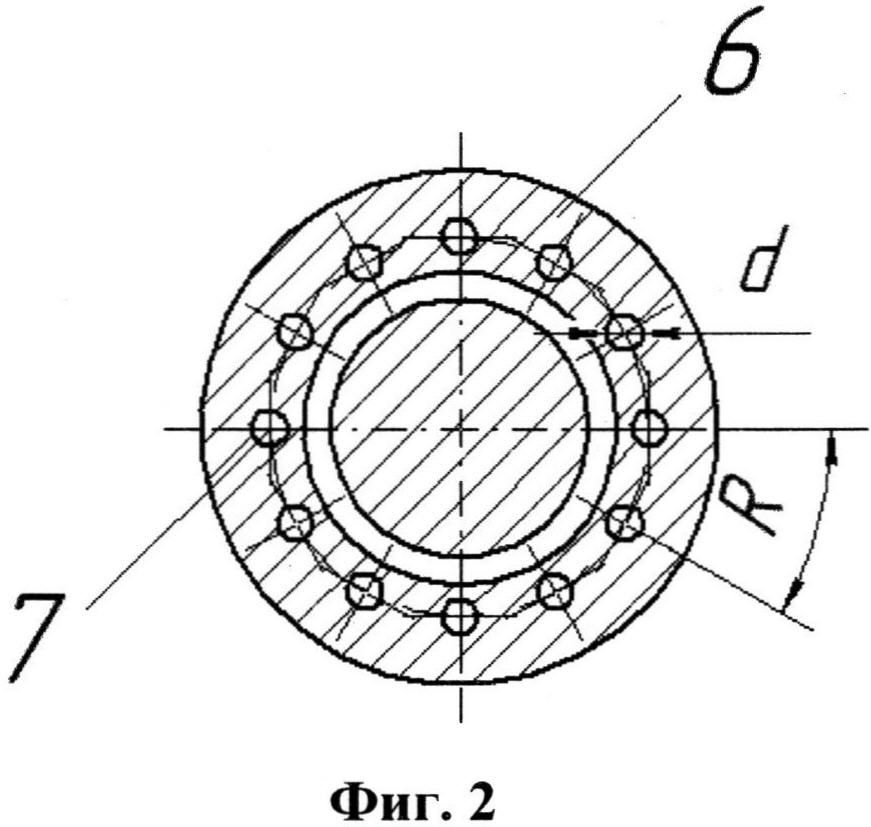
фиг. 2 - схема нижней круговой насадки с форсунками для воздушного потока.
Обрабатываемый сложнопрофильный инструмент - метчик (1), имеющий заборную (l1), калибрующую (l2) и ведущую (l3) рабочие участки, размещен между полюсными наконечниками с установленным рабочим зазором (δ), создаваемым магнитной системой с электромагнитными катушками (5). Рабочее пространство (lpn) заполнено магнитно-абразивным порошком (8). В процессе обработки заготовки регулирование магнитно-абразивной массы осуществляют при помощи круговых насадок (2 и 6) с форсунками (3 и 7) диаметром d, установленных на расстоянии радиусом R для воздушного потока (9) регулируемого дросселем 4. Воздушные потоки (9) направлены в противоположных направлениях друг к другу, а круговые насадки (2 и 6) установлены перпендикулярно оси обрабатываемого инструмента.
Способ осуществляется в 3 этапа, на первом обрабатывается заборная часть (l1), на втором калибрующая часть (l2) и на 3 этапе обрабатывается ведущая часть метчика (l3). Каждый рабочий участок обрабатывается при прямом и обратном вращениях. Пример обработки калибрующей части метчика: перед началом обработки производится настройка необходимых параметров, заранее оптимально подобранных, таких как рабочий зазор (δ), высота (Н) круговых насадок (2 и 6), диаметр форсунок d (3 и 7) и их расположение на расстоянии радиусом R, магнитная индукция (В) и давление воздушного потока (9). Далее включаются электромагнитные катушки, и подается определенное количество магнитно-абразивного порошка (8), необходимого для полирования калибрующей части. Благодаря магнитному полю порошок образует своеобразный эластичный инструмент, который копирует форму обрабатываемой поверхности (1). Под определенным давлением из круговых насадок (2 и 6) с форсунками (3 и 7) для направления воздуха поступает воздушный поток (9), который контролирует магнитно-абразивную массу в границах калибрующей части (12) метчика. Затем метчику сообщается вращательное движение вокруг своей оси, а полюсным наконечникам возвратно-поступательное перемещение вдоль магнитной системы. Тем самым производится обработка калибрующей части метчика с соблюдением ее границ.
Способ магнитно-абразивного полирования метчика, включающий размещение метчика с зазором между полюсными наконечниками магнитной системы, который заполняют магнитно-абразивной массой, и обработку заборной, калибрующей и ведущей рабочих частей метчика при его прямом и обратном вращении в магнитно-абразивной массе, отличающийся тем, что используют установленные перпендикулярно оси метчика круговые насадки с форсунками, через которые в зону обработки каждой рабочей части метчика направляют под регулируемым давлением воздушные потоки в противоположных друг другу направлениях для удержания магнитно-абразивной массы в границах обрабатываемой части метчика.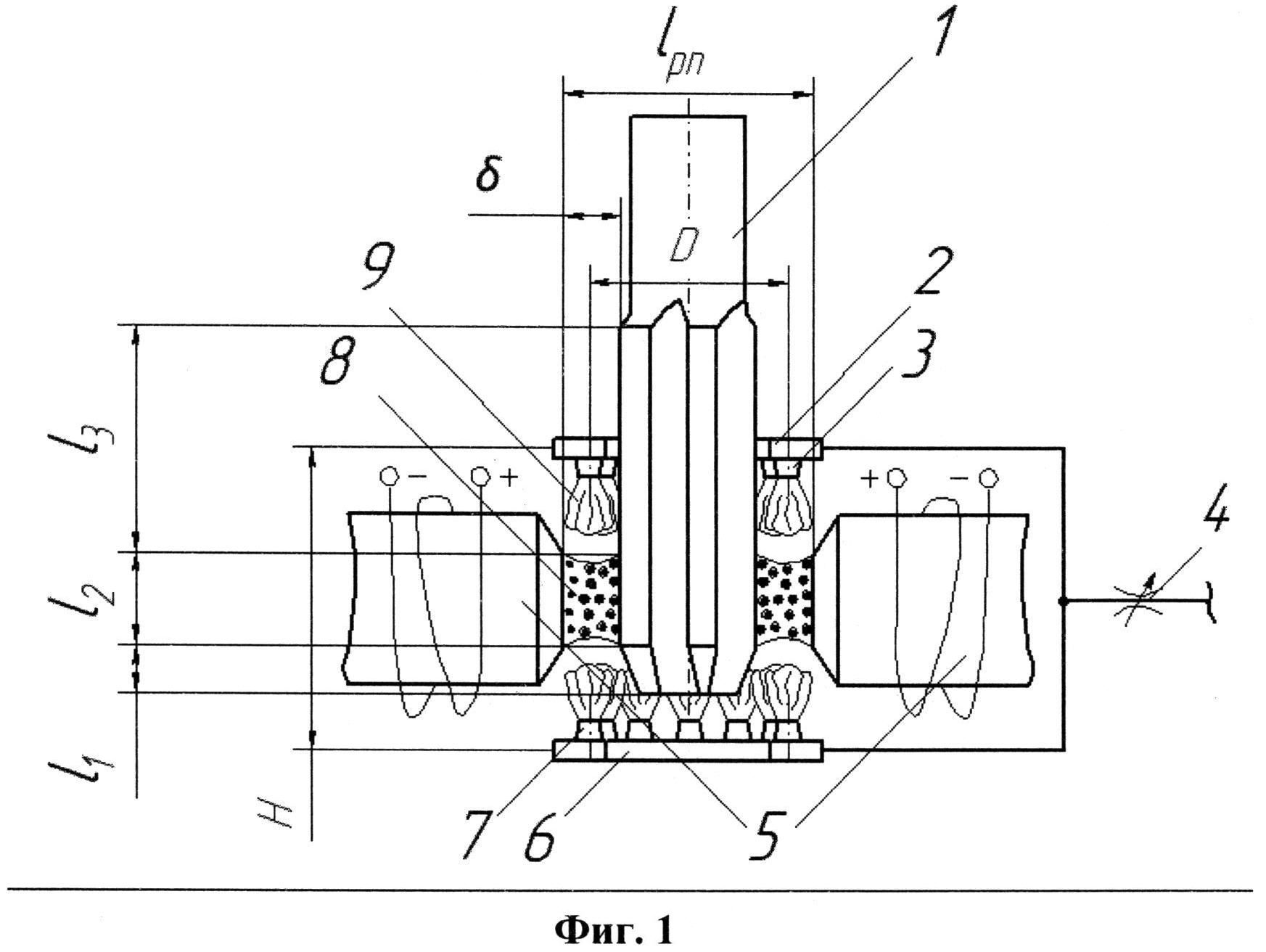
Способ изготовления износостойких поворотных резцов
Способ механической обработки стальной заготовки с дроблением стружки
Способ механической обработки заготовки из титанового сплава
Устройство бесперебойного электроснабжения
Забойный скребковый зарубной конвейер
Способ переработки железных руд
Стенд для ударных испытаний образцов материалов
Устройство защиты электрических сетей от однофазных замыканий на землю
Способ механической обработки с дроблением стружки
Способ и устройство для определения длины диффузии носителей заряда в полупроводниковых пластинках
Ингибитор коррозии и асфальтосмолопарафиновых отложений
Способ получения лигатуры алюминий-скандий-иттрий
Способ разделения эрбия, самария и празеодима олеиновой кислотой из нитратно-хлоридных сред

