Результат интеллектуальной деятельности: МАШИНА БЕССЛИТКОВОЙ ПРОКАТКИ АЛЮМИНИЕВОГО ЛИСТА
Вид РИД
Изобретение
Изобретение относится к области металлургии и может быть использовано для производства непрерывно-литого листа из различных металлов и их сплавов, в частности из алюминия.
Известна машина непрерывного литья слитка в неподвижную изложницу (гильзу), используемая при литье стали (А.И. Майоров, А.С. Смоляков. «Машины радиального типа для стальных заготовок», научное издание «60 лет научно-конструкторской и производственной деятельности ВНИИМЕТМАШ». М.:«Наука», 2005, с.374-380). Машина включает неподвижный водоохлаждаемый кристаллизатор с рабочей поверхностью для получения непрерывно-литой заготовки различной формы - круглой, квадратной или прямоугольной, и тянущие ролики, обеспечивающие постоянное вытягивание закристаллизовавшегося слитка из кристаллизатора. Для направления слитка на участок резки и транспортировки кристаллизатор выполняют изогнутым по окружности, радиус которой достигает нескольких метров, что существенно увеличивает габариты машины. В результате слиток при кристаллизации принимает изогнутую форму и в дальнейшем его необходимо разгибать для придания ему прямолинейной формы. Недостатками машин такого типа являются: малая скорость литья, увеличенные габариты, невозможность получения слитка малого сечения.
Наиболее близким аналогом, принятым за прототип, является машина непрерывного литья листа, где подача жидкого металла осуществляется между двумя водоохлаждаемыми валками (В.А. Чеботарев, А.В. Самсонов. «Агрегат бесслитковой прокатки алюминиевой полосы АБП-1600», журнал «Тяжелое машиностроение», 1997, №5, с.14).
Машина включает два вращающихся с небольшой постоянной скоростью сборных водоохлаждаемых валка, смонтированных в подушках станины. Жидкий металл подается между двумя валками снизу на расстоянии до оси валков, равном 30÷50 мм, и равномерно распределяется по ширине. В результате контакта с охлаждаемыми валками жидкий металл кристаллизуется, и клин затвердевающего металла подвергается прокатке, а высвобождающееся место заполняется поступающим жидким металлом, что обеспечивает постоянство процесса. В результате на выходе из валков формируется готовый горячекатаный алюминиевый лист толщиной 6÷10 мм и шириной до 1600 мм. Таким образом, валки используются не только для прокатки, но и для кристаллизации.
Недостатком таких машин является то, что кристаллизация жидкого металла происходит на очень коротком участке его контакта с водоохлаждаемыми валками, равном 30÷50 мм, и для того чтобы металл успел затвердеть, процесс ведут с низкой скоростью, около 1 метра в минуту. Отсутствие возможности увеличения скорости делает производительность процесса низкой, без каких-либо существенных перспектив ее повышения.
Кроме того, сборный водоохлаждаемый валок выполнен в виде толстостенного бандажа из жаропрочной стали, соединенного по горячей посадке с соблюдением очень жесткой технологии со стержнем валка. При этом в стержне валка выполнены многочисленные канавки и отверстия для подвода и отвода охлаждающей воды, что делает сборный водоохлаждаемый валок сложным и дорогостоящим изделием. При этом продолжительность работы бандажа валка составляет всего несколько недель, после чего необходима его переточка и перешлифовка, и в конечном итоге замена изношенного бандажа на новый.
Техническим результатом изобретения является увеличение скорости литья и увеличение производительности машин бесслитковой прокатки алюминиевого листа и, следовательно, повышение годовой производительности, а также сокращение капитальных затрат и затрат на обслуживание (эксплуатационных затрат).
Технический результат достигается тем, что машина бесслитковой прокатки алюминиевого листа, включающая устройство подачи жидкого металла и смонтированные в подушках станины верхний и нижний приводные водоохлаждаемые валки, при этом нижний валок выполнен с бандажом, также снабжена устройством охлаждения поверхности выполненного монолитным верхнего валка и элементом кристаллизатора, спрофилированным в соответствии с радиусом бандажа нижнего валка и выполненным с замкнутой полостью для циркуляции охлаждающей воды и с буртиками для взаимодействия с поверхностью упомянутого бандажа и предотвращения выхода металла за пределы кристаллизатора, при этом ширина элемента кристаллизатора меньше длины бочки нижнего валка.
Изобретение иллюстрируется следующими графическими материалами:
Фиг.1 - осевой вертикальный разрез машины;
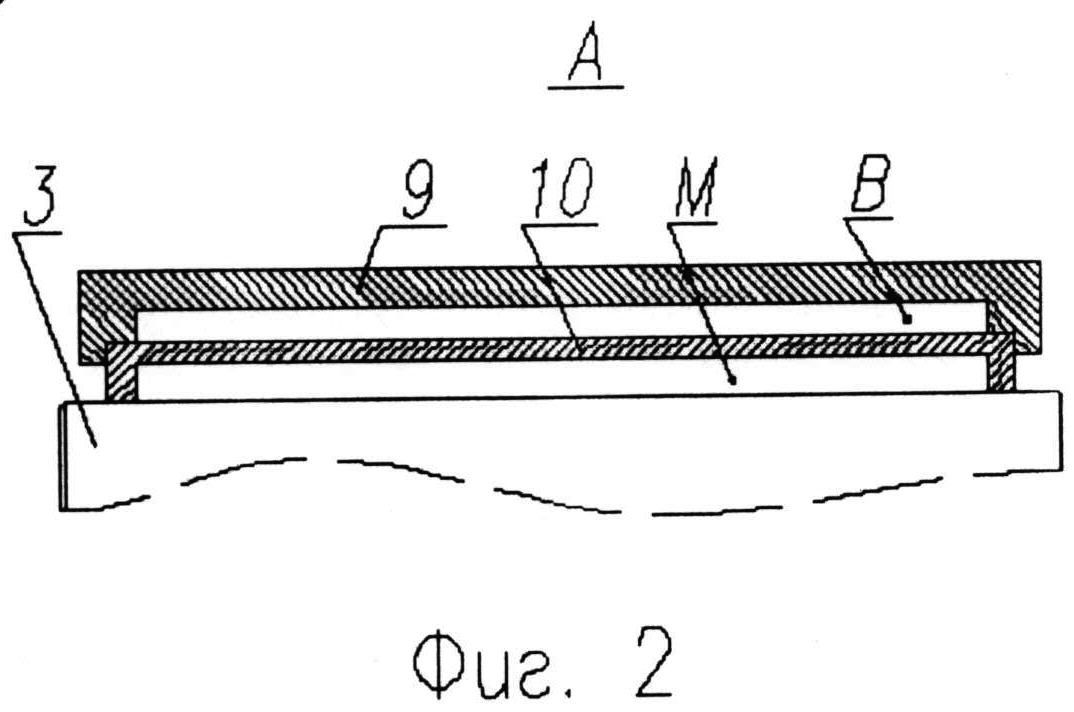
Фиг.2 - поперечный разрез неподвижного сегмента по А-А;
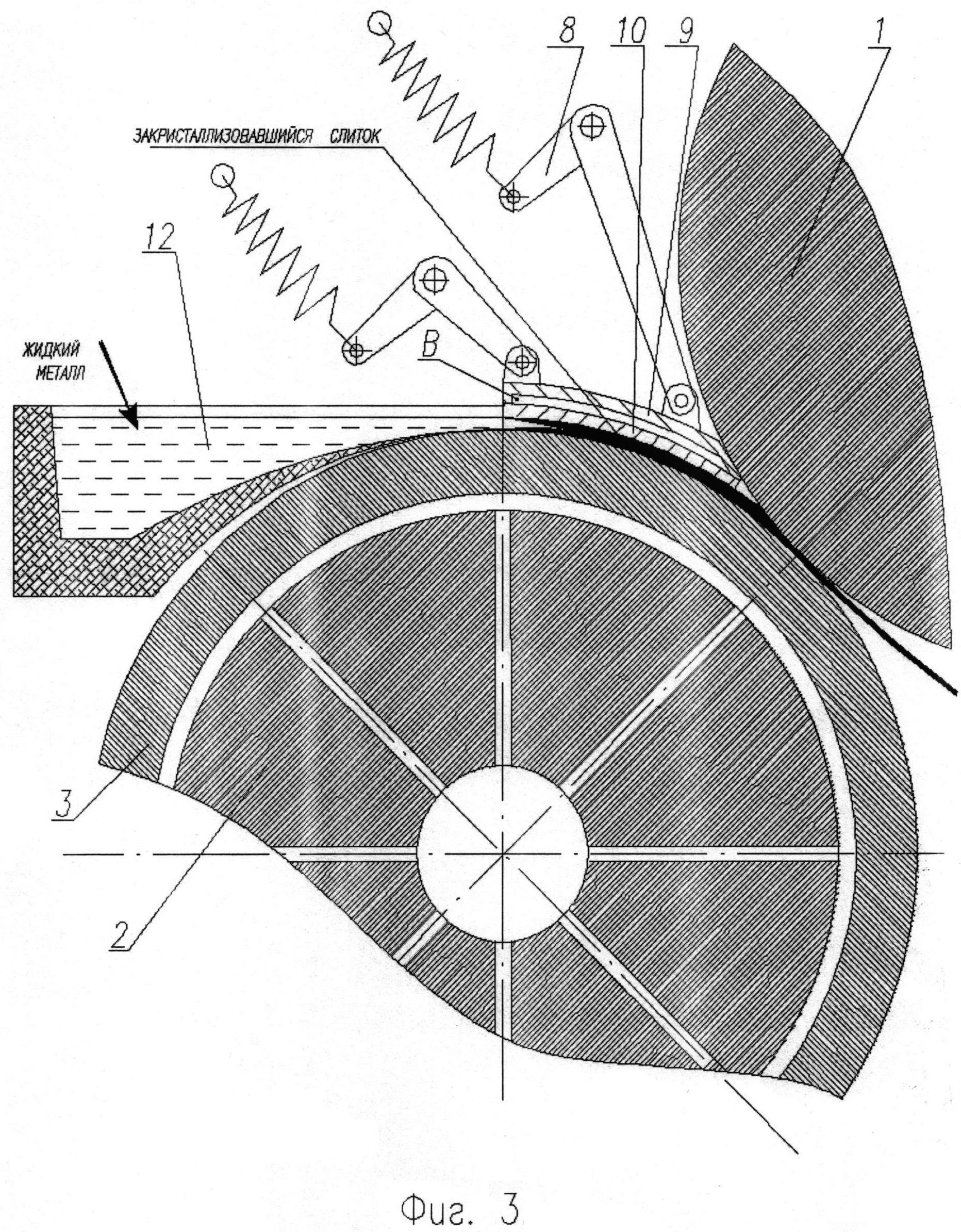
Фиг.3 - поперечный разрез машины по неподвижному сегменту.
Машина бесслитковой прокатки алюминиевого листа включает приводные водоохлаждаемые верхний валок 1 и нижний валок. Нижний валок выполнен в виде стержня 2 с канавками и отверстиями для подвода и отвода охлаждающей воды и жаропрочного бандажа 3. Валки смонтированы в подушках 4 станины 5. В рабочем состоянии валки удерживаются нажимным гидравлическим цилиндром 6. Верхний валок 1 выполнен монолитным с наружным охлаждением, так как он не используется в процессе кристаллизации и необходим лишь для последующей прокатки.
Кристаллизатор (изложница) образован двумя частями, одна из которых - поверхность вращающегося нижнего валка, а другая - изогнутый по радиусу бандажа 3 водоохлаждаемый элемент кристаллизатора 7, прижимающийся к поверхности бандажа 3 посредством подпружиненных рычагов 8. Элемент кристаллизатора 7 спрофилирован в соответствии с радиусом бандажа 3 и выполнен с буртиками для взаимодействия с поверхностью бандажа 3 и предотвращения вытекания жидкого металла за пределы кристаллизатора, при этом его ширина меньше длины бочки нижнего валка. Элемент кристаллизатора 7 размещен в зоне подачи жидкого металла так, что расстояние от края бандажа до каждого из буртиков составляет 20÷30 мм, и состоит из стального корпуса 9 и медной П-образной вставки 10, образующих замкнутую полость В, в которой циркулирует охлаждающая вода.
В полость М, образованную поверхностями бандажа 3 и медной вставки 10 и являющуюся полостью изложницы, дозированно подается жидкий металл из литейной ванны 12.
Монолитный валок 1 охлаждается потоком проточной воды, омывающим его поверхность и подаваемым в полость, образованную поверхностью валка 1 и устройством охлаждения 11, прижатым к поверхности валка 1. На Фиг.1 стрелками указан подвод и отвод воды. Поскольку верхний прокатный валок выполнен монолитным и с поверхностным охлаждением, существенно сокращается стоимость его изготовления, являющаяся главной составляющей стоимости всей машины, а кроме того, упрощается эксплуатация машины.
Во время работы машины бесслитковой прокатки алюминиевого листа жидкий металл подается в полость М и, пройдя вместе с бандажом 3 нижнего валка путь от начала вставки 10 до раствора валков, металл закристаллизовывается и, войдя в раствор валков, подвергается прокатке. При этом сторона слитка, обращенная к элементу кристаллизатора 7, скользит по поверхности вставки 10.
Закристаллизовавшийся и прокатанный алюминиевый лист 13, выйдя из прокатных валков, подается на смотку или порезку.
За счет увеличения протяженности зоны кристаллизации в несколько раз (зона кристаллизации может быть увеличена в 5 раз) скорость кристаллизации слитка увеличивается, в результате чего повышается производительность в 2÷4 раза.
Машина для бесслитковой прокатки алюминиевого листа, включающая устройство подачи жидкого металла и смонтированные в подушках станины верхний и нижний приводные водоохлаждаемые валки, при этом нижний валок выполнен с бандажом, отличающаяся тем, что она снабжена устройством охлаждения поверхности выполненного монолитным верхнего валка и элементом кристаллизатора, спрофилированным в соответствии с радиусом бандажа нижнего валка и выполненным с замкнутой полостью для циркуляции охлаждающей воды и с буртиками, предназначенными для взаимодействия с поверхностью упомянутого бандажа и предотвращения выхода металла за пределы кристаллизатора, при этом ширина элемента кристаллизатора меньше длины бочки нижнего валка.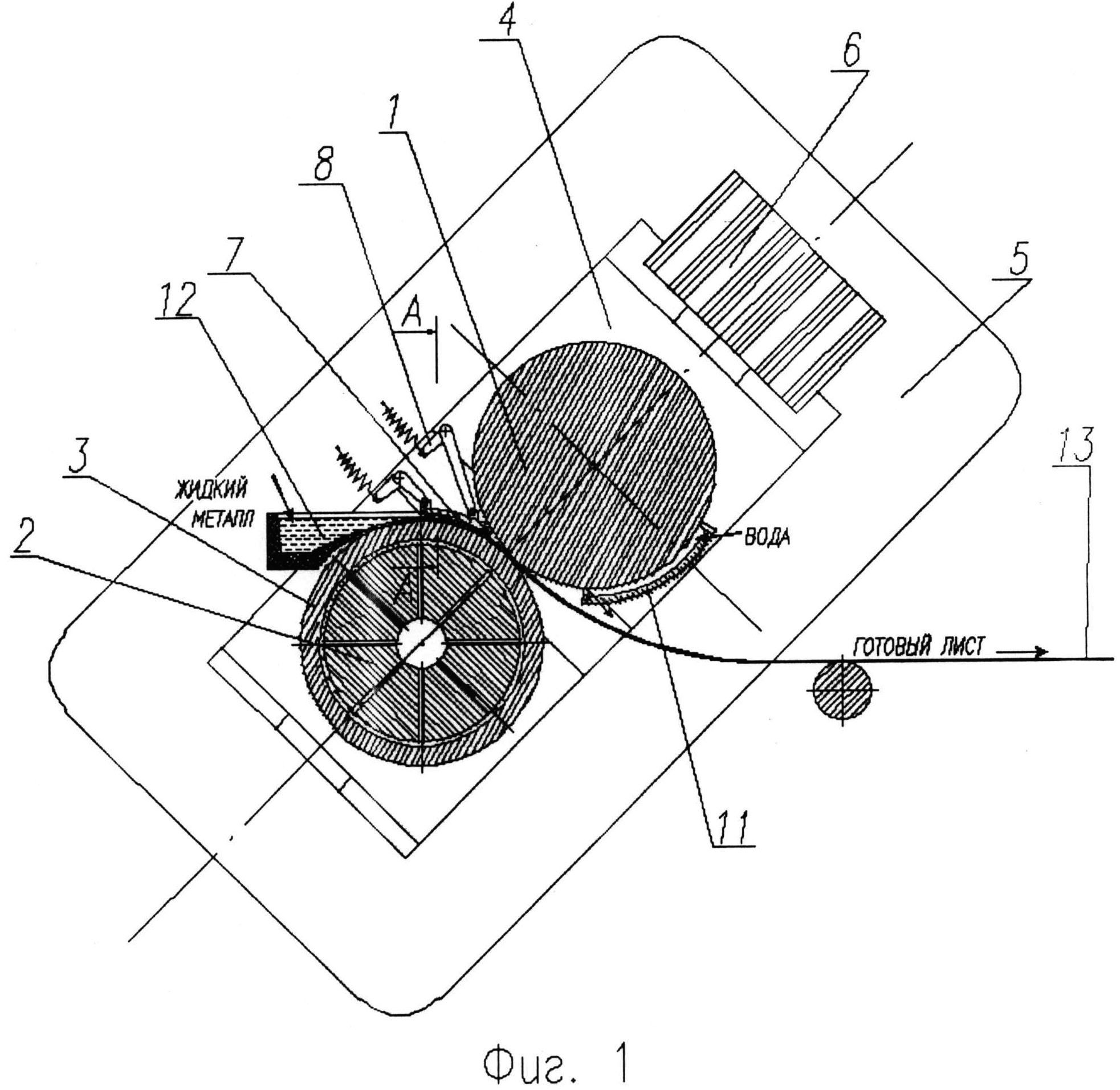
Штамповочно-экструзионный гидравлический пресс
Способ ввода модифицирующих добавок в расплавленный металл и устройство для его осуществления
Устройство для получения тиксозаготовок с глобулярной структурой
Гидравлический пресс
Способ вторичного охлаждения непрерывнолитой круглой заготовки
Устройство для формирования замкнутого контура ленточного магнитопровода распределительного трансформатора из блоков пакетов многослойных аморфных металлических лент
Дорн с изменяющейся конусностью рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Дорн кристаллизатора машины непрерывного литья полых заготовок
Машина непрерывного литья с роторным кристаллизатором
Дорн с управляемым профилем рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Способ электрошлакового переплава металлосодержащих отходов

