Результат интеллектуальной деятельности: СПОСОБ ПЛАВКИ СТАЛИ ИЗ ЖЕЛЕЗОРУДНЫХ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ
Вид РИД
Изобретение
Изобретение относится к области металлургии, а конкретнее к электрометаллургии стали, в которой основой является непрерывная подача железорудных металлизованных окатышей (ЖМО) в зону высоких температур в ванне дуговой сталеплавильной печи (RU 2483119, опубл. 27.05.2013).
Известны также способы электроплавки стали с применением окисленных и металлизованных окатышей с подачей их в дуговую печь (Известия ВУЗов. Черная металлургия. №3. 2003. С. 55-59; Известия ВУЗов. Черная металлургия. №9. 2008. С. 67-68) для охлаждения ванны с целью снижения угара металла, образующегося при воздействии электрических дуг на поверхность жидкого металла и шлака с помощью кислородных фурм (RU 2132394, опубл. 27.06.1999).
Задачей изобретения является повышение эффективности электроплавки стали на основе применения методов (RU 2483119, опубл. 27.05.2013; Известия ВУЗов. Черная металлургия. №9. 2008. с. 67-68) подачи железорудных металлизованных окатышей (ЖМО) в зону высоких температур с возможностью снижения пылеуноса и угара металла в зоне контакта электрических дуг с жидким металлом. Это создается благодаря тому, что в качестве охладителя поверхности металла в зоне контакта с ним высокотемпературных (до 6000 K) электрических дуг, что позволяет снизить в этой зоне температуру испарения металла до приемлемой (Известия ВУЗов. Черная металлургия. №3. 2003. С. 55-59; Известия ВУЗов. Черная металлургия. №9. 2008. С. 67-68) и это обстоятельство приводит к снижению угара металла (RU 2132394, опубл. 27.06.1999) и повышению выхода годной жидкой стали в печи.
Однако несмотря на достигнутые результаты по снижению пылеуноса (Известия ВУЗов. Черная металлургия. №3. 2003. С. 55-59; RU 2132394, опубл. 27.06.1999) из зоны испарения металла в ванне дуговой сталеплавильной печи (ДСП), применяемые способы (RU 2483119, опубл. 27.05.2013; Известия ВУЗов. Черная металлургия. №9. 2008. С. 67-68) не позволяют существенно снизить угар металла, т.к. охлаждаемые материалы, например окисленные и металлизованные окатыши, не попадают непосредственно на поверхности испарения жидкого металла в зонах контакта электрических дуг с ним и, кроме того, в этих условиях (RU 2483119 опубл. 27.05.2013; Известия ВУЗов. Черная металлургия. №3. 2003. С. 55-59) значительная часть ЖМО остается в шлаке и не достигает зоны испарения (Известия ВУЗов. Черная металлургия. №9. 2008. С. 67-68; RU 2132394, опубл. 27.06.1999), а следовательно, не представляется возможным существенно снизить угар металла в ванне ДСП.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ (RU 2134304, опубл. 10.08.1999) электроплавки стали с подачей окисленных и металлизованных окатышей в ванну дуговой печи. Данный способ (RU 2134304, опубл. 10.08.1999) позволяет подавать ЖМО в зону высоких температур расплавленных шлака и металла, но вне зоны контакта электрических дуг с поверхностью жидкого металла, что способствует, однако, снижению пылеуноса и угара металла в ванне ДСП. К тому же определенная часть железорудных окатышей расплавляется в шлаке, а не в металле, т.е. не способствует охлаждению металла и снижению его угара.
Недостатком прототипа, т.е. указанного способа (RU 2134304, опубл. 10.08.1999) является то, что при электроплавке стали не предусматривается подача ЖМО непосредственно в зону испарения металла, т.е. на поверхность контакта электрических дуг с металлом, что можно практически осуществить, если использовать (RU 2483119 опубл. 27.05.2013; Известия ВУЗов. Черная металлургия. №9. 2008. С. 67-68), например, метод подачи окатышей через полые электроды в ванну печи, т.е. в зону контакта дуг с поверхностью испарения металла в агрегате. Поэтому для устранения недостатка в прототипе (RU 2134304, опубл. 10.08.1999), как и в других способах (Известия ВУЗов. Черная металлургия. №3. 2003. С. 55-59; RU 2132394, опубл. 27.06.1999, необходимо решить сложную техническую задачу по подаче охлаждающих материалов, например ЖМО и другие в зону высоких температур.
Целью предлагаемого изобретения является устранение указанных недостатков, повышение эффективности электроплавки стали с применением ЖМО, снижение пылеуноса из-под электрических дуг в ванне и уменьшение угара металла с поверхности жидкого металла за счет плавления окатышей на нем, а также снижение расхода электроэнергии на процесс электроплавки в дуговой печи с применением полых электродов.
Технический результат по данному изобретению достигается тем, что способ электроплавки стали в дуговой печи, включающий подачу железорудных металлизованных окатышей через полые электроды в ванну печи и в зону испарения металла, образующийся при контакте электрических дуг с расплавом, отличающийся тем, что железорудные окатыши подают непрерывно через полые электроды в зону испарения металла и определяют угар металла на поверхности в этой зоне в соответствии с выражением в виде: Gугар=(3Pд×ηд-Σqизл×F-K×qок)/Lj, где qизл=с×εэ((Tд/100)4-(Ток/100)4), а qок=[cок(Tпл-Tок)Lпл+cp(Tм-Tпл)]×Vок, причем Pд - тепло, генерируемое в электрической дуге, Вт; ηд - кпд дуги; Σqизл - доля тепла от излучения трех дуг на поверхность (F, м2) испарения менисков в зоне контакта дуг с расплавом, Вт/м2; K - доля окатышей, которая плавится на поверхностном слое металла в зоне испарения; qок - удельный тепловой поток на нагрев и плавление окатышей в слое расплава под дугой, Вт/м3; с - излучательная способность абсолютно черного тела, 5,67 Вт/(м2*); εэ - приведенная степень черноты системы дуга - расплав - окатыш, 0,9; Tд и Ток - температура дуги и поверхности окатыша соответственно для Тд=6000 K; Lj и Lпл - удельная теплота испарения железа и плавления окатышей, Дж/кг; cок и ср - удельная теплоемкость окатыша и получившегося расплава после расплавления окатыша, Дж/(кг*K); Ток, Тпл, Тм - начальная температура окатыша, температура его плавления и температура металла в расплаве в ванне печи, K; Vок - расход железорудных окатышей в зону испарения металла в печи, кг/с, а также тем, что определяют скорость подачи окатышей в зону испарения печи по выражению:  , кг/с, где Gτ - текущая масса металла в печи, кг;
, кг/с, где Gτ - текущая масса металла в печи, кг;  - средняя теплоемкость металла в печи, Дж/(кг*K); τ - время загрузки окатышей в печь, с; Т - температура жидкого металла в ванне печи, K; Vt - скорость нагрева металла в ванне печи, °C/с; G0 - начальная масса металла в печи перед подачей окатышей в ванну печи, кг и, кроме того, способ, отличающийся тем, что тепло, генерируемое в электрической дуге, определяют по зависимости Pд=Uд*Iд, где Uд и Iд - напряжение (B) и ток дуги (A), а поверхность мениска в зоне испарения (F) рассчитывают по формуле: F=2π(Lд+rэ)*hмен, где Lд - длина дуги, м2; rэ - радиус электрода печи, м; hмен=rок/2 - глубина погружения окатыша на поверхности испарения (мениска) в расплаве под дугой в печи, м, а также тем, что скорость плавления окатышей на поверхности F=Sмен рассчитывают по выражению: Vпл=mок*N/τпл, при этом mок - вес окатыша, кг; τпл - время плавления окатыша, с; N - число окатышей на поверхности испарения, равное для трех электрических дуг N=(3*Sмен/Sок)*0,9069, где Sмен - поверхность мениска на поверхности испарения металла м2;
- средняя теплоемкость металла в печи, Дж/(кг*K); τ - время загрузки окатышей в печь, с; Т - температура жидкого металла в ванне печи, K; Vt - скорость нагрева металла в ванне печи, °C/с; G0 - начальная масса металла в печи перед подачей окатышей в ванну печи, кг и, кроме того, способ, отличающийся тем, что тепло, генерируемое в электрической дуге, определяют по зависимости Pд=Uд*Iд, где Uд и Iд - напряжение (B) и ток дуги (A), а поверхность мениска в зоне испарения (F) рассчитывают по формуле: F=2π(Lд+rэ)*hмен, где Lд - длина дуги, м2; rэ - радиус электрода печи, м; hмен=rок/2 - глубина погружения окатыша на поверхности испарения (мениска) в расплаве под дугой в печи, м, а также тем, что скорость плавления окатышей на поверхности F=Sмен рассчитывают по выражению: Vпл=mок*N/τпл, при этом mок - вес окатыша, кг; τпл - время плавления окатыша, с; N - число окатышей на поверхности испарения, равное для трех электрических дуг N=(3*Sмен/Sок)*0,9069, где Sмен - поверхность мениска на поверхности испарения металла м2;  - площадь поверхности окатыша, м2; rок - радиус окатыша, м; 0,9069 - коэффициент оптимальной плотности размещения окатышей на поверхности F=Sмен и в то же время, способ, отличающийся тем, что устанавливают расход окатышей (Vок, кг/с) в зависимости от текущей скорости их плавления (Vпл, кг/с) по неравенству: Vок≤Vпл=mок*N/τпл, причем
- площадь поверхности окатыша, м2; rок - радиус окатыша, м; 0,9069 - коэффициент оптимальной плотности размещения окатышей на поверхности F=Sмен и в то же время, способ, отличающийся тем, что устанавливают расход окатышей (Vок, кг/с) в зависимости от текущей скорости их плавления (Vпл, кг/с) по неравенству: Vок≤Vпл=mок*N/τпл, причем  , где α - коэффициент конвективной теплоотдачи в системе окатыш - расплав, Вт/м2*K; x1 и x2 - стехиометрические коэффициенты, при этом для зависимости времени плавления от коэффициента конвективной теплоотдачи (α) окатышей при их нагреве в ванне дуговой печи установлены следующие показатели для 150-т ДСП x1=10,64 и x2=-0,798.
, где α - коэффициент конвективной теплоотдачи в системе окатыш - расплав, Вт/м2*K; x1 и x2 - стехиометрические коэффициенты, при этом для зависимости времени плавления от коэффициента конвективной теплоотдачи (α) окатышей при их нагреве в ванне дуговой печи установлены следующие показатели для 150-т ДСП x1=10,64 и x2=-0,798.
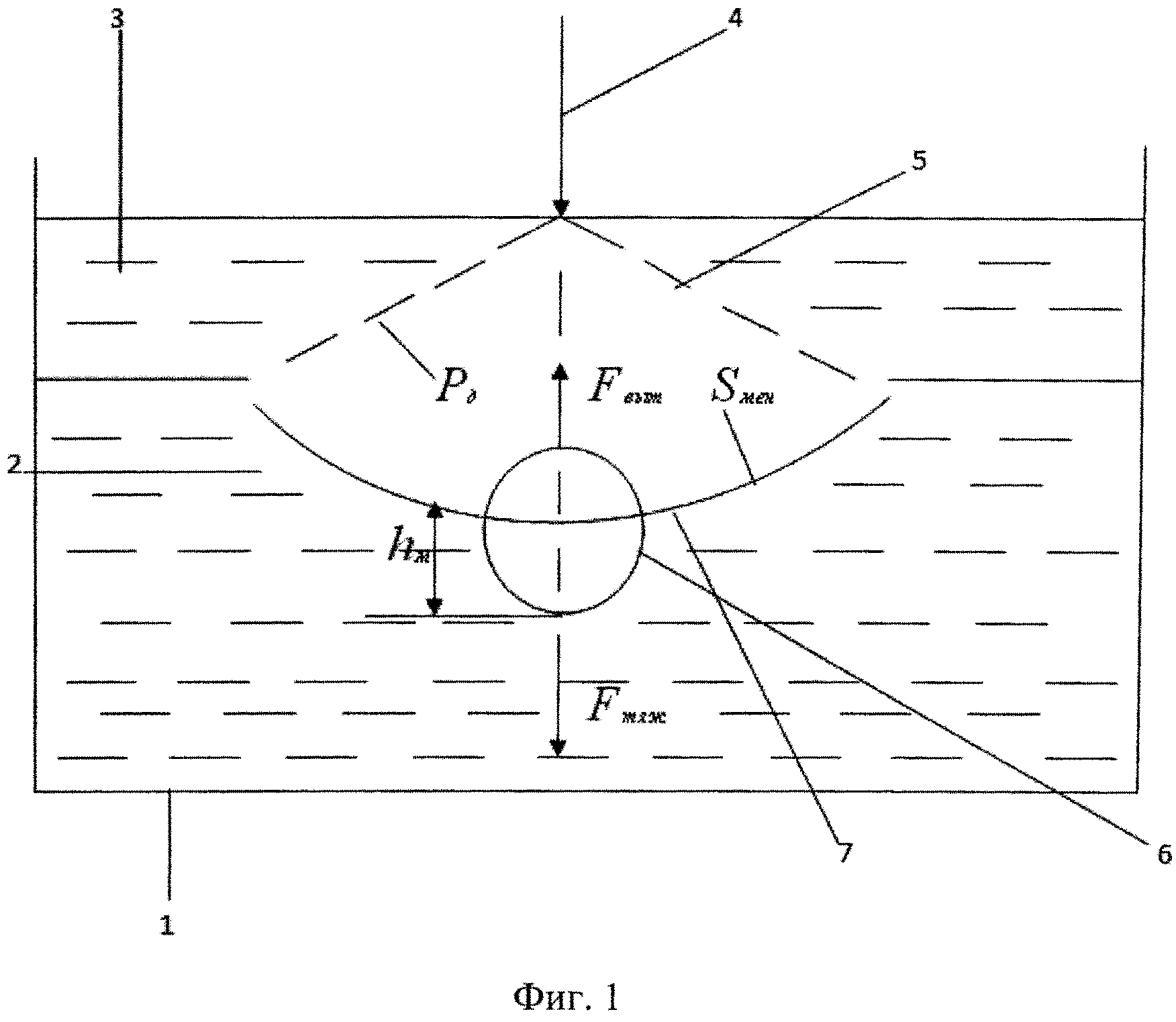
На фиг. 1 приведена схема подачи окатышей, их нагрев и плавление на поверхности испарения жидкого металла, где обозначены подача печи (1), поверхность испарения металла (2), шлак (3), позиция полого электрода в печи (5), окатыш в жидком металле (6).
Работа по предлагаемому способу электроплавки стали в дуговой печи может быть технически осуществлена в соответствии со схемой (фиг. 1) размещения полых электродов в агрегате, где осуществляется непрерывная подача ЖМО в ванну на подине ДСП (1) располагается жидкий металла (2) и шлак (3), на который через полые электроды (4) подают в зону электрической дуги (5) окатыши (6) на поверхность испарения (мениска) металла (7), где происходит образование плавильной пыли, нагрев и плавление железорудных металлизованных окатышей. Охлаждающее влияние ЖМО на поверхности испарения металла (7) приводит к снижению выноса пыли, т.е. к снижению угара металла и повышению выхода годной стали в дуговой печи и в то же время эффективность электроплавки стали по данному изобретению можно оценить по данным проведенных исследований (RU 2483119, опубл. 27.05.2013; Известия ВУЗов. Черная металлургия. №3. 2003. С. 55-59), из которых следует, что охлаждающее влияние (Известия ВУЗов. Черная металлургия. №9. 2008. с. 67-68; RU 2132394, опубл. 27.06.1999) подачи окатышей в зону высоких температур, а конкретнее в зону испарения металла позволяет уменьшить угар металла практически полностью (RU 2483119, опубл. 27.05.2013; Известия ВУЗов. Черная металлургия. №9. 2008. С. 67-68), если поверхность испарения) (Sмен) полностью покрывается N количеством окатышей, что регулируется оптимальным расходом окатышей (Vокопт) в ванну ДСП.
Эффективность процессов электроплавки стали с применением способа подачи ЖМО на поверхность испарения металла в зоне контакта дуг с ним достигается оптимальным соотношением скорости и количества подачи окатышей с параметрами теплового состояния ванны дуговой печи.
Таким образом, настоящим изобретением решается комплексная техническая задача по снижению угара металла при плавлении окатышей на поверхности испарения в зоне контакта электрических дуг с металлом. Кроме того, техническим результатом является то, что предлагаемый способ позволяет снизить пылеунос из ДСП, повысить выход годной стали, уменьшить загрязнение окружающей среды и расход электроэнергии на электроплавку.
Способ прокатки металлических полос
Способ изготовления сварных труб большого диаметра
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Способ загрузки металлизованных окатышей в дуговую печь (варианты)
Способ электрошлакового переплава металлосодержащих отходов
Способ получения гальванического композиционного покрытия, содержащего наноалмазные порошки
Устройство для загрузки металлизованных окатышей в дуговую печь
Пневматическая флотационная машина
Пневматическая флотационная машина
Электролизер для производства алюминия
Способ прокатки металлических полос
Способ изготовления сварных труб большого диаметра
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Способ загрузки металлизованных окатышей в дуговую печь (варианты)
Способ электрошлакового переплава металлосодержащих отходов
Способ получения гальванического композиционного покрытия, содержащего наноалмазные порошки
Устройство для загрузки металлизованных окатышей в дуговую печь
Пневматическая флотационная машина

