Результат интеллектуальной деятельности: НОЖИ ДЛЯ РЕЗКИ КРУГЛЫХ СПЛОШНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к металлургической промышленности, а именно к механической обработке проката и может быть использовано при резке круглых сплошных металлических профилей.
Известны ножи для резки круглых сплошных металлических материалов с режущими кромками, образующими калибр, состоящий из двух полукалибров, имеющих возможность перемещения в плоскости реза. Вершины калибра находятся на одной прямой к плоскости реза (Ю.В. Шевакин, А.З. Глейберг. Производство труб. М.: Металлургия, 1968, с.16-17).
Недостатком данных ножей является то, что на разрезаемом материале, особенно из низкопластичных марок стали, появляются сколы и трещины.
Известны ножи, где вершины калибра смещены относительно друг друга в плоскости реза. Смещение вершин приводит к тому, что при сближении ножей происходит надрез (концентратор напряжений) с одновременным созданием скручивающего момента. Окончательная резка осуществляется при дальнейшем сближении ножей (авт. свид. СССР №561635. Бюл. №22. 1977).
Недостатком указанных ножей является смятие концов заготовки с периодическим появлением трещин в момент первоначального надреза.
Наиболее близким техническим решением - прототипом являются ножи для резки круглых сплошных металлических материалов, право- и левосторонние кромки которых выполнены под разными углами, а именно режущая кромка, расположенная ближе к боковой поверхности ножа, имеет угол наклона 5-10°, а другая - угол наклона 30-45° (№2007127581/02).
Недостатками указанных ножей являются смятие реза со стороны режущей кромки с углом наклона 5-10° и постоянная величина смещения вершин ножей Δ относительно друг друга в плоскости реза, значения которой должно зависеть от диаметра заготовки, т.е. значения величины Δ должны возрастать с ростом диаметра заготовки.
Задачей предложенных ножей является обеспечение перпендикулярности реза без смятия концов, образования трещин и увеличение их стойкости.
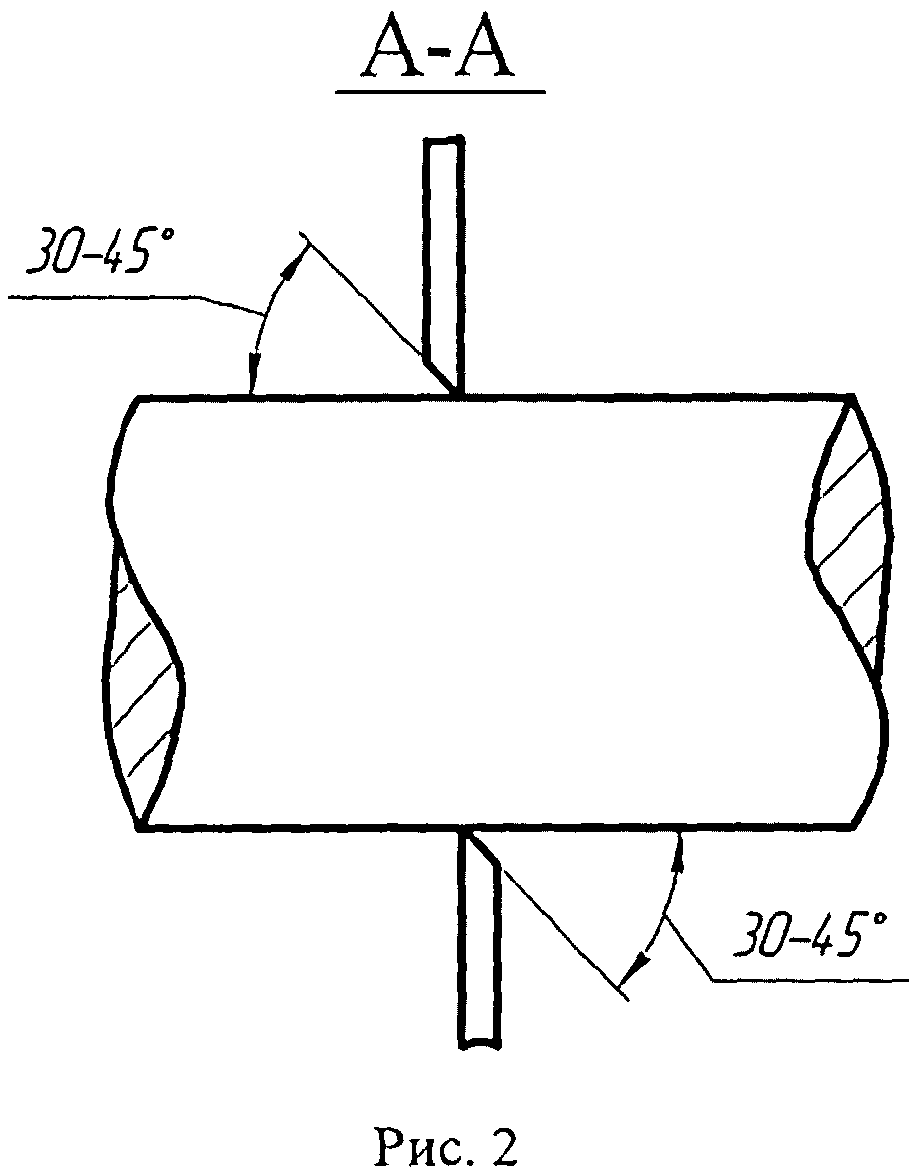
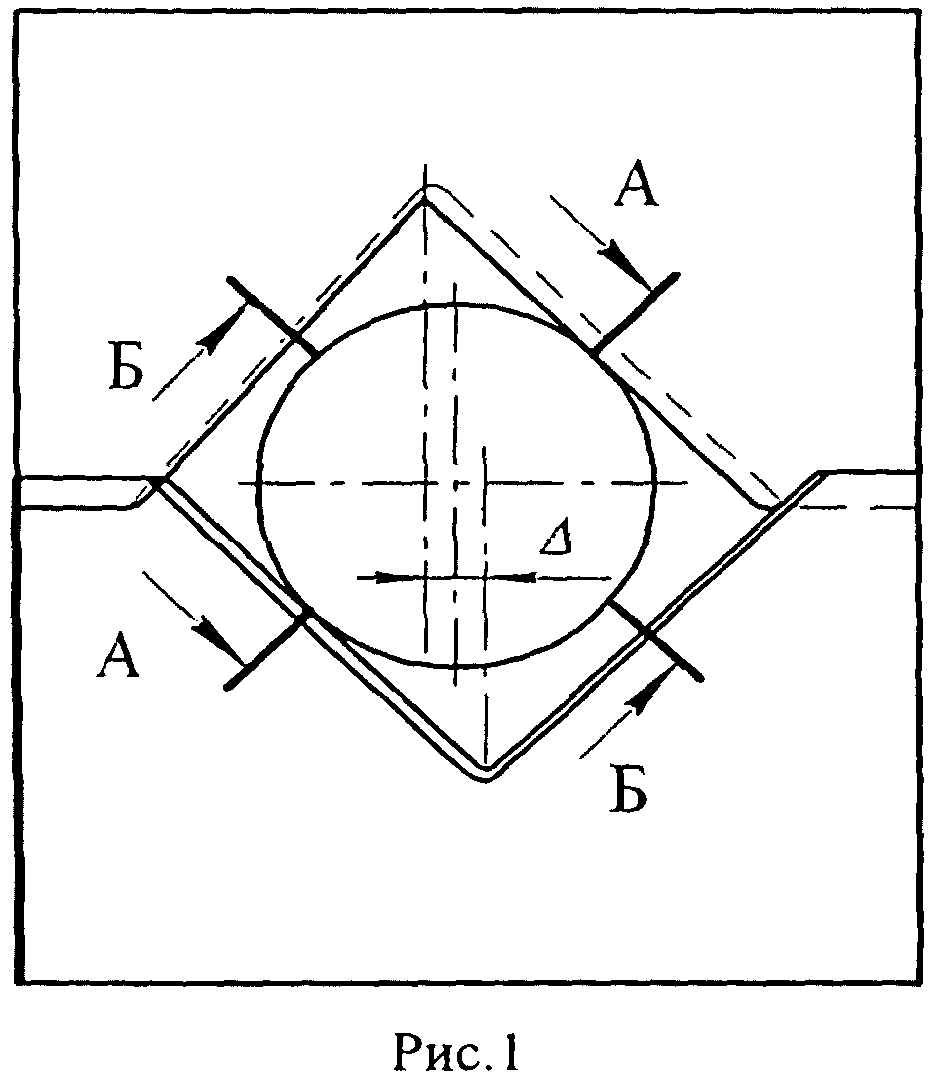
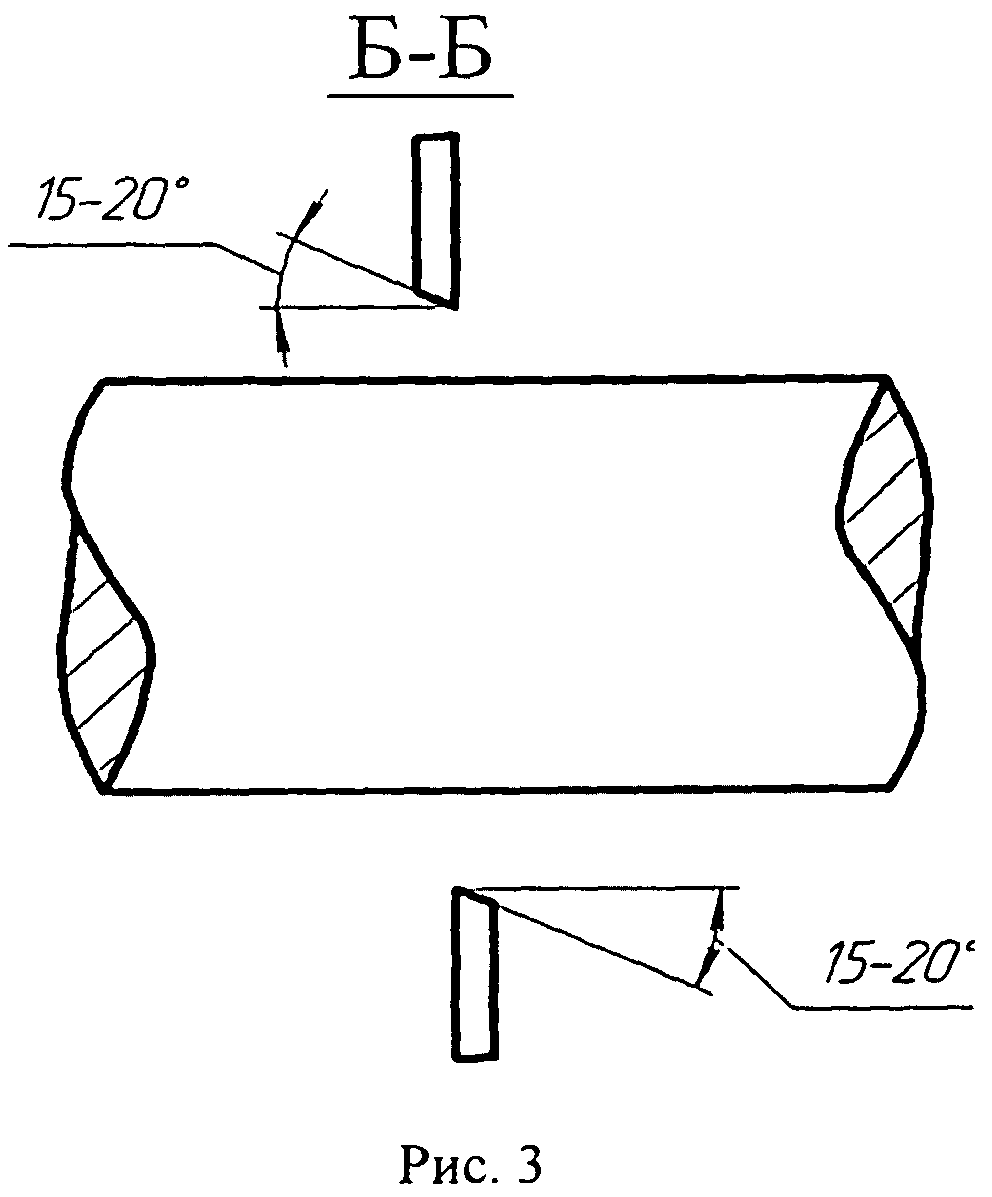
Технический результат достигается тем, что ножи для резки круглых сплошных металлических материалов с режущими кромками, образующими калибр в виде прямоугольника, состоящий из двух полукалибров, нижний из которых установлен стационарно, а верхний имеет возвратно-поступательное движение в вертикальной плоскости, имеющие смещение вершин ножей относительно друг друга в плоскости реза перпендикулярно оси симметрии ножей, режущие кромки которых, расположенные на меньшей стороне прямоугольного калибра, имеют угол наклона 5-10°, а на большей стороне угол наклона 30-45°, режущие кромки, расположенные на меньшей стороне калибра имеют угол наклона 15-20°, величина смещения вершин ножей Δ относительно друг друга в плоскости реза составляет от 4 до 6 и от 7 до 8 мм, меньшие значения которой относятся к ножам для ломки заготовок диаметром 100-150 мм, а большие - к ножам для ломки заготовок диаметром 151-200 мм.
Заявляемое техническое решение отличается от известного тем, что режущие кромки, расположенные на меньшей стороне калибра, имеют угол наклона 15-20°, а величина смещения вершин ножей Δ относительно друг друга в плоскости реза составляет от 4 до 6 и от 7 до 8 мм, меньшие значения которой относятся к ножам для ломки заготовок диаметром 100-150 мм, а большие - к ножам для ломки заготовок диаметром 151-200 мм. Таким образом, заявляемые ножи для резки круглых сплошных металлических материалов соответствуют критерию «изобретательский уровень».
Сравнение заявляемого технического решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии условию патентоспособности «изобретательский уровень».
При сближении ножей происходит предварительный надрез режущими кромками с углом 30-45° (рис.2), т.е. сужает концентрацию напряжений в заготовке и исключает смятие заготовки с данных сторон. С уменьшением угла режущих кромок менее 30° происходит увеличение смятия и рост количества заготовок с концевыми трещинами, а увеличение угла более 45° приводит к выкрашиванию режущих кромок и резкому увеличению расхода инструмента. После надреза заготовки и создания момента скручивания при дальнейшем сведении ножей режущими кромками с углом 15-20° (рис.3) создаются объемные напряжения, которые обеспечивают строго перпендикулярный излом заготовки. С уменьшением угла режущих кромок менее 15° происходит увеличение смятия боковых сторон заготовки, прилегающих к границам ножей, а увеличение угла более 20° приводит к смятию и выкрашиванию режущих кромок и резкому увеличению расхода инструмента.
Изобретение поясняется чертежами, где на рис.1 изображен общий вид устройства, на рис.2 - разрез по А-А, а на рис.3 - разрез по Б-Б.
Ножи для резки круглых сплошных металлических материалов были испытаны на ТПА 140 ОАО «ЧТПЗ» на ножницах холодной резки мод. ScK-1600 при резке НЛЗ стали марки 13ХФА диаметром 150 мм. Опытные испытания ножей показали, что лучшее качество реза - исключение трещин обеспечивается при использовании ножей со смещенными вершинами калибров Δ=6 мм и при наличии у них режущей кромки с углом наклона 15-20°, расположенной на меньшей стороне калибра, и режущей кромки с углом наклона 40-45°, расположенной на большей стороне калибра.
Использование предлагаемых ножей позволит обеспечить перпендикулярность реза заготовок, значительно сократит трещины и смятие концов заготовок, а следовательно, уменьшить концевую обрезь труб из-за разностенности, т.е. снизить расходный коэффициент металла при производстве труб из данных заготовок.
Способ производства заготовок с наружными и внутренними плакирующими слоями из коррозионно-стойких сталей и сплавов, производства из них бесшовных трехслойных горячекатаных и холоднокатаных товарных и передельных труб с повышенным ресурсом эксплуатации, для добычи газа и газового конденсата в сероводородсодержащих средах, его транспортировки и труб для хозяйственных нужд
Способ изготовления прямошовных труб большого диаметра
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3200-3550 мм из стали марки 08х18н10т-ш для объектов атомной энергетики
Способ производства шестигранных труб - заготовок для уплотненного хранения и транспортировки отработанного ядерного топлива из низкопластичной стали с содержанием бора от 1,3 до 3,5 %
Способ переточки дорнов пилигримовых станов, используемых для производства горячекатаных труб диаметром 273-550 мм, и выполненных из стали марки 25х2м1ф с исходной толщиной слоя сорбита на поверхности 40-50 мм.
Валок пилигримового стана для прокатки труб размером 508×10-16 мм
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610х36,53х3000-3400 мм из стали марки 08х18н10т-ш для объектов атомной энергетики
Способ производства бесшовных труб размером 273×9-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Валок пилигримового стана для прокатки тонкостенных труб диаметром 530 и 550 мм
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3000-3450 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов с равномерными механическими свойствами по длине и геометрическими размерами повышенной точности
Способ производства заготовок с наружными и внутренними плакирующими слоями из коррозионно-стойких сталей и сплавов, производства из них бесшовных трехслойных горячекатаных и холоднокатаных товарных и передельных труб с повышенным ресурсом эксплуатации, для добычи газа и газового конденсата в сероводородсодержащих средах, его транспортировки и труб для хозяйственных нужд
Способ изготовления прямошовных труб большого диаметра
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3200-3550 мм из стали марки 08х18н10т-ш для объектов атомной энергетики
Способ производства шестигранных труб - заготовок для уплотненного хранения и транспортировки отработанного ядерного топлива из низкопластичной стали с содержанием бора от 1,3 до 3,5 %
Способ переточки дорнов пилигримовых станов, используемых для производства горячекатаных труб диаметром 273-550 мм, и выполненных из стали марки 25х2м1ф с исходной толщиной слоя сорбита на поверхности 40-50 мм.
Валок пилигримового стана для прокатки труб размером 508×10-16 мм
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610х36,53х3000-3400 мм из стали марки 08х18н10т-ш для объектов атомной энергетики
Способ производства бесшовных труб размером 273×9-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Валок пилигримового стана для прокатки тонкостенных труб диаметром 530 и 550 мм
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3000-3450 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов с равномерными механическими свойствами по длине и геометрическими размерами повышенной точности

