Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ИЗДЕЛИЯ
Вид РИД
Изобретение
Изобретение относится к способу изготовления композиционного деревянного многослойного изделия, в котором множество элементов собирают посредством склеивания их вместе под давлением с помощью клея, содержащего по меньшей мере один первый компонент и по меньшей мере один второй компонент, при этом способ включает нанесение клея на по меньшей мере одну поверхность каждого элемента, на который клей должен быть нанесен, сборку элементов с образованием заданной структуры и подвергание собранных элементов воздействию давления в прессе, причем указанный способ дополнительно включает регулирование соотношения между вторым и первым компонентами наносимого клея. Изобретение также относится к установке для нанесения клея, компьютерному программному продукту и машиночитаемому носителю.
Композиции клея (также называемые клеящими композициями), содержащие по меньшей мере два компонента, такие как смола и отвердитель, широко используются для изготовления изделий, содержащих множество элементов, которые собраны посредством склеивания. Для обеспечения высококачественного склеивания элементы обычно должны быть выдержаны под давлением в течение значительного промежутка времени, в некоторых случаях - в течение нескольких часов, в зависимости, например, от используемой композиции клея, температуры и других условий в производственной установке. Время сдавливания часто представляет собой ограничивающий фактор для производственной мощности установки и затрудняет оптимизацию использования производственной установки.
Было установлено, что на время сдавливания влияет не только температура элементов, но также в значительной степени соотношение между компонентами в клее, и данное время может быть значительно уменьшено посредством увеличения количества отвердителя по сравнению с количеством смолы. Согласно изобретению было установлено, что это может быть использовано для регулирования склеивания таким образом, что может быть обеспечено более эффективное планирование производства.
В документе WO 2001/0494 89 раскрыт способ изготовления композиционных изделий, в котором соотношение отвердителя и клея в смеси можно регулировать в зависимости от времени ожидания для различных элементов, проходящего до того, как они будут подвергнуты воздействию давления. Однако время сдавливания не рассматривается.
В документе WO 2004/104124 раскрыт способ склеивания, включающий нанесение клеящей композиции (А), содержащей растворитель, на поверхность первого куска материала, высушивание растворителя, нанесение компонента (С), содержащего растворитель, на поверхность второго куска материала, и сведение вместе двух поверхностей. Утверждается, что способ обеспечивает получение высококачественных соединений за короткие времена сдавливания в сочетании с длительным максимальным интервалом времени между концом сушки и началом сдавливания. Однако регулирование соотношения между наносимыми компонентами клеящего вещества не рассматривается.
Один аспект изобретения относится к способу изготовления композиционного изделия, в котором партию из множества элементов собирают посредством склеивания их вместе под давлением с помощью клея, содержащего по меньшей мере один первый компонент и по меньшей мере один второй компонент, при этом способ включает нанесение указанного по меньшей мере одного первого компонента и указанного по меньшей мере одного второго компонента клея по отдельности или в виде смеси на по меньшей мере одну поверхность каждого элемента, на который клей должен быть нанесен, сборку элементов с образованием заданной структуры и подвергание собранных элементов воздействию давления в прессе, при этом способ дополнительно включает регулирование количества по меньшей мере одного второго компонента по отношению к количеству по меньшей мере одного первого компонента клея посредством процедуры, включающей:
a. определение заданного времени tp сдавливания для элементов в партии и расчетного или фактического значения температуры Т элементов в партии; и
b. расчет количества указанного по меньшей мере одного второго компонента клея, подлежащего нанесению, по отношению к количеству указанного по меньшей мере одного первого компонента клея, подлежащего нанесению, в зависимости от tp и Т.
Другой аспект изобретения относится к установке для нанесения клея, содержащего по меньшей мере один первый компонент и по меньшей мере один второй компонент, на элементы для изготовления композиционного изделия, при этом указанная установка содержит клеенаносящее устройство, конвейер для пропускания элементов или групп элементов через клеенаносящее устройство, управляющее устройство, запрограммированное для регулирования количества по меньшей мере одного второго компонента по отношению к количеству по меньшей мере одного первого компонента клея так, как описано в данном документе.
Дополнительный аспект изобретения относится к компьютерному программному продукту, который при выполнении на компьютере обеспечивает регулирование количества по меньшей мере одного второго компонента по отношению к количеству по меньшей мере одного первого компонента клея, наносимого на элементы, собираемые посредством склеивания их вместе под давлением, как описано в данном документе.
Еще один дополнительный аспект изобретения относится к машиночитаемому носителю, содержащему команды для обеспечения выполнения компьютером регулирования количества по меньшей мере одного второго компонента по отношению к количеству по меньшей мере одного первого компонента клея, наносимого на элементы, собираемые посредством склеивания их вместе под давлением, как описано в данном документе.
В области склеивания посредством клеев, содержащих два компонента, количество второго компонента по отношению к количеству первого компонента обычно выражают в весовом соотношении (WP), которое определяется как количество весовых частей второго компонента на 100 весовых частей первого компонента. Таким образом, если используются равные по весу количества двух компонентов, WP составляет 100, в то время как в том случае, если используемое количество первого компонента вдвое больше, WP составляет 50. Для упрощения нижеприведенного описания термин WP будет использован в дальнейшем для выражения количества по меньшей мере одного второго компонента клея в сравнении с количеством/по отношению к количеству по меньшей мере одного первого компонента клея.
Изобретение применимо для изготовления множества разных композиционных изделий из материалов разного вида, подобных металлу, полимерам, керамическим материалам и дереву, но особенно предпочтительно, когда композиционное изделие представляет собой деревянное изделие и элементы представляют собой куски дерева, и, в частности, если композиционное изделие представляет собой многослойное изделие, изготавливаемое посредством склеивания ламелей или шпона вместе, например, слоистые балки, клееную фанеру, щиты с утолщенными кромками (EGP), клееную многослойную древесину с перекрестным расположением слоев (CLT) и брус/пиломатериал из клееного шпона (LVL).
Первый компонент клея предпочтительно содержит смолу, такую как PRF (фенолрезорцинформальдегидная смола), RF (резорцинформальдегидная смола), аминосмолы, подобные UF (мочевиноформальдегидной смоле), MF (меламиноформальдегидной смоле) и MUF (меламиномочевиноформальдегидной смоле), PUR (полиуретан), дисперсии синтетических или природных полимеров, такие как те, которые содержат гомополимеры или сополимеры винилацетата и/или другие мономеры, смолы на белковой основе и смолы на основе крахмала.
Второй компонент клея предпочтительно содержит один или несколько компонентов, придающих клею повышенную реакционную способность. В большинстве случаев второй компонент содержит отвердитель, предпочтительно включающий в себя одно или несколько веществ, способных инициировать сшивание смолы. Вид отвердителя зависит от используемой смолы. Например, отвердители на формальдегидной основе могут быть использованы для PRF (фенолрезорцинформальдегидной) и RF (резорцинформальдегидной) смол, кислотные отвердители могут быть использованы для аминосмол, и отвердители на основе изоцианата могут быть использованы для дисперсий полимеров.
Первый и второй компоненты клея могут быть нанесены на элементы по отдельности или могут быть смешаны перед нанесением. Более подробное описание некоторых пригодных композиций клея, содержащих смолу и отвердитель, можно найти в литературе, например, в документах ЕР 501174, WO 93/24582, WO 99/67028, WO 2001/070898, WO 2009/005461, WO 02/068178, WO 99/048991, WO 2011/009811 и WO 2011/009812.
Время tp сдавливания относится к полному времени, в течение которого все части всех элементов в партии подвергнутся воздействию давления в прессе. Заданное время tp сдавливания определяют исходя из производственного задания и производственной мощности конкретной производственной установки. Кратчайшее возможное время сдавливания, которое может быть использовано без дефектного склеивания, зависит от конкретной используемой композиции клея, вида композиционного изделия и условий, таких как температура элементов, влажность и т.д. Верхний предел определяется производственными заданиями. В большинстве случаев надлежащее время сдавливания может составлять, например, от приблизительно 1 до приблизительно 1200 минут или от приблизительно 10 до приблизительно 400 минут.
Температура Т может представлять собой действительную величину, определенную посредством измерения температуры элементов в партии, подлежащих сборке, или расчетную величину, полученную, например, на основе измерения температуры одного или нескольких элементов в партии, подлежащих сборке, температуры окружающей среды, в которой хранятся элементы, или измерения температур элементов в предыдущей партии. Если оценка базируется на измерениях температур элементов в предыдущей партии или только нескольких элементов в партии, подлежащих сборке, предпочтительно определить Т как самую низкую измеренную температуру. Определение может быть выполнено автоматически или вручную оператором. В большинстве случаев температура Т составляет от приблизительно 0 до приблизительно 60°C или от приблизительно 15 до приблизительно 40°C.
Величину WP рассчитывают исходят от tp и Т. Если первый компонент представляет собой смолу и второй компонент представляет собой отвердитель, уменьшенное время tp сдавливания требует увеличенного значения WP, то есть увеличенного количества отвердителя по отношению к количеству смолы. Аналогичным образом, уменьшенная температура Т элементов требует увеличенного значения WP. Таким образом, величина WP увеличивается при уменьшении tp и Т и наоборот. Величина WP для определенного времени tp сдавливания и температуры Т зависит главным образом от вида клея и может быть легко определена экспериментально специалистом в данной области техники для определенных условий в каждом случае. Данные могут быть сохранены в компьютере, используемом для процесса управления при склеивании. Хотя это необязательно, существует возможность учета также других параметров, подобных влажности, времени сборки элементов и т.д.
Для каждой определенной композиции клея обычно имеется диапазон значений WP, в пределах которого можно работать без дефектного склеивания. Если расчетное значение WP находится за пределами данного диапазона, его предпочтительно задают равным ближайшему значению в пределах данного диапазона, и время tp сдавливания корректируют так, чтобы оно соответствовало данному значению. Для многих композиций клея, содержащих смолу в качестве первого компонента и отвердитель в качестве второго компонента, возможные значения WP могут составлять, например, от приблизительно 1 до приблизительно 1000 или от приблизительно 5 до приблизительно 300.
Количество клея, наносимое на каждый элемент, на который клей должен быть нанесен, может зависеть только от опыта при использовании определенного вида клея и производственной установки или может быть рассчитано в зависимости от времени сборки для элемента и, возможно, также от других условий, таких как WP, температура элементов, влажность и т.д. Количество клея может быть одинаковым для всех элементов в партии, на которые клей должен быть нанесен, или может уменьшаться для каждого элемента в зависимости от времени tCAi сборки для каждого конкретного элемента, как описано в одновременно находящейся на рассмотрении заявке, притязающей на приоритет ЕР 10162635.6.
Точное количество клея для определенного времени сборки зависит в основном от вида клея, температуры элементов и WP и может быть легко определено экспериментально специалистом в данной области техники для определенных условий в каждом случае. Данные могут быть сохранены в компьютере, используемом для процесса управления склеиванием. Во многих случаях соответствующее количество клея может составлять, например, от приблизительно 50 до приблизительно 1000 г/м2 или от приблизительно 100 до приблизительно 500 г/м2.
Аналогичным образом, значение WP может быть одинаковым для каждого элемента, на который клей должен быть нанесен, и в этом случае может быть рассчитано в зависимости от tp и фактической или расчетной температуры самого холодного элемента в партии. Однако значение WP также может быть скорректировано для каждого элемента в зависимости от температуры каждого конкретного элемента и, возможно, также других параметров, таких как время tCAi сборки для каждого конкретного элемента. Также существует возможность корректировки рекомендуемого времени сдавливания, если рассчитанная вначале температура значительно отклоняется от измеренных температур.
Время tCAi сборки для определенного элемента в партии относится к времени, которое проходит от момента нанесения первого клея на элемент до того, как все части всего элемента подвергнутся воздействию давления в прессе, и зависит от числа элементов, вида и размера элементов, вида клея и конкретной производственной линии. Во многих случаях время tCAi сборки для первого элемента в партии может составлять, например, от приблизительно 2 до приблизительно 1100 минут или от приблизительно 4 до приблизительно 500 минут.
Термин «партия элементов» в используемом в данном документе смысле относится ко всем элементам, которые одновременно подвергаются воздействию давления в одном и том же прессе. Партия может включать в себя одно или несколько композиционных изделий, таких как слоистые балки, в зависимости от размера изделий и размера пресса. Число композиционных изделий в партии может составлять, например, от 1 до приблизительно 500.
Обычно достаточно нанести клей на одну из двух поверхностей, подлежащих соединению, что означает, что для каждого изготавливаемого композиционного изделия в большинстве случаев будет один элемент, обычно первый или последний элемент, на который клей не должен наноситься. При изготовлении более одного композиционного изделия в партии могут быть несколько элементов, на которые клей не должен наноситься. То, на какие из элементов в партии клей не должен быть нанесен, предпочтительно определяют заранее, например, при ежесуточном планировании производства.
Число элементов в партии зависит от пресса и от вида изготавливаемого композиционного изделия и может составлять, например, от 2 до 1000 или более, или от 5 до 300. Для слоистых балок число элементов предпочтительно составляет от 2 до 200 или от 3 до 100. Для клееной фанеры число элементов предпочтительно составляет от 2 до 1000 или от 5 до 300.
При возможном режиме работы компьютер, такой как программируемый контроллер (PLC), получает информацию, относящуюся к заданному времени сдавливания (например, tp=100 мин) и фактической или расчетной температуре элементов в партии (например, Т=20°C), от человека-оператора или посредством сообщения от системы оперативного управления. В этом случае программируемый контроллер будет автоматически рассчитывать необходимое значение WP между компонентами клея для обеспечения соответствия заданному времени сдавливания в зависимости от свойств используемой композиции клея и, опционально, других параметров. Необходимое значение WP варьируется в значительной степени в зависимости от композиции клея, но может быть легко определено экспериментально специалистом в данной области техники для определенной композиции клея при различных временах сдавливания, температурах и, опционально, других условиях, и может быть трансформировано в формулу для данной конкретной композиции клея, при этом указанная формула может быть использована программируемым контроллером для вычислений.
Технический результат, достигаемый посредством изобретения, заключается в том, что производственную установку можно использовать наиболее эффективным образом, поскольку время сдавливания можно выбрать так, чтобы оно соответствовало производственным заданиям в пределах рабочего времени. Например, если производственное задание на день составляет три партии, время tCAi сборки для каждой партии является фиксированным для конкретной производственной линии, в то время как время сдавливания для первых двух партий может быть выбрано так, чтобы все элементы из третьей партии были собраны и пресс мог начать работать непосредственно перед концом рабочего дня. Время сдавливания для третьей партии в этом случае будет более продолжительным, поскольку она может оставаться в прессе в течение ночи до начала следующего рабочего дня. Преимущество более продолжительного времени сдавливания для третьей партии заключается в том, что требуемое количество отвердителя по отношению к смоле может быть меньше, в результате чего обеспечивается экономия исходных материалов, поскольку в этом случае существует возможность использования меньшего количества по меньшей мере одного компонента клея, например, отвердителя. С другой стороны, увеличенное использование данного компонента (например, отвердителя) для первых двух партий более чем достаточно компенсируется увеличенной производственной мощностью.
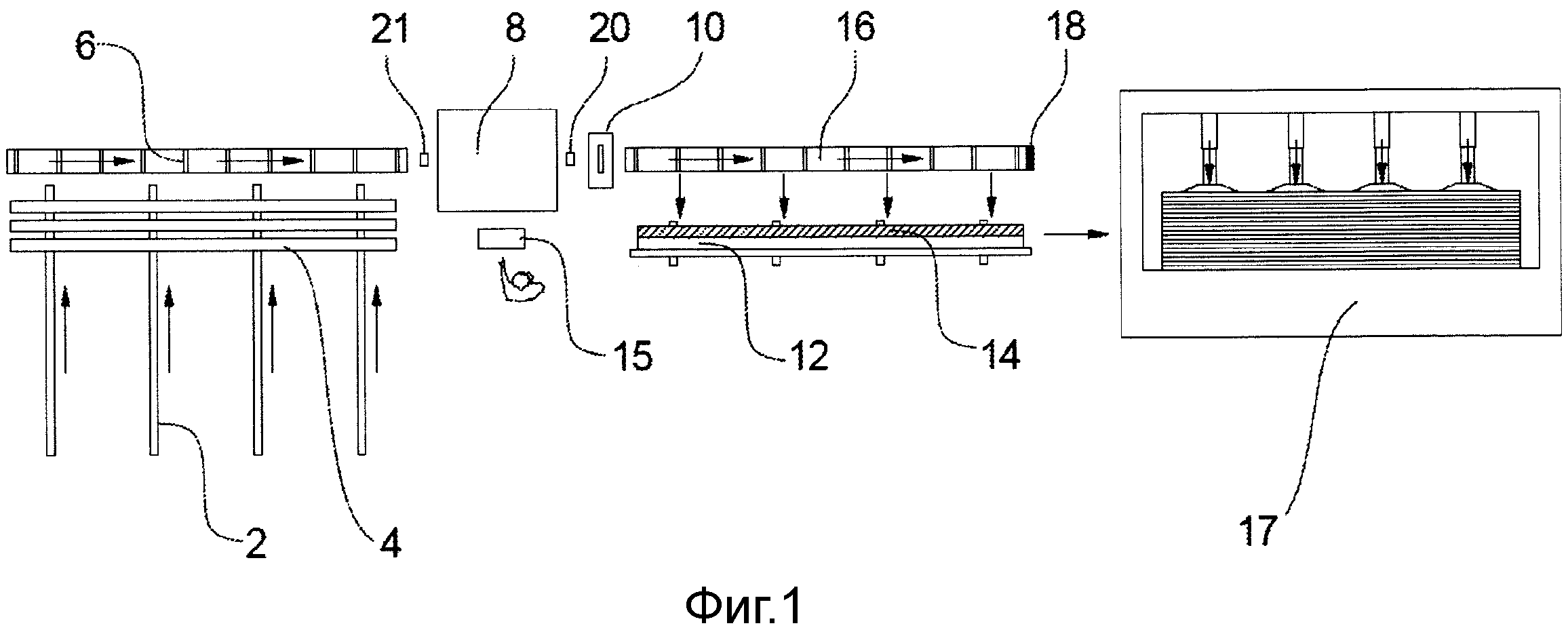
Один вариант осуществления изобретения будет описан далее со ссылкой на фиг. 1, схематически показывающую изготовление слоистой балки, состоящей из стопы отдельных ламелей, склеиваемых и сдавливаемых вместе для образования балки. Тем не менее, принцип подходит для всех видов изделий, которые склеивают вместе и подвергают воздействию давления для отверждения клея.
Производственная установка содержит элемент 2 для подачи отдельных ламелей 4. Подающий элемент может представлять собой транспортирующее устройство любого вида, которое обеспечивает возможность размещения одной или нескольких ламелей в заданном положении за раз на ленточном конвейере 6 или тому подобном устройстве, используемом для подачи ламелей в обрабатывающую часть производственной установки. Подающим элементом может быть даже оператор, вручную размещающий каждую отдельную ламель на указанном конвейере.
Показанная обрабатывающая часть содержит пять устройств: строгальное устройство 8 (опциональное); клеенаносящее устройство 10; устройство 12 для складывания в стопу (опциональное), в котором собирают «балку-заготовку» 14; управляющее устройство 15 (например, программируемый контроллер или другое процессорное устройство) и панель управления; и пресс 17.
Ввод данных для определенного изделия, подлежащего изготовлению, в управляющее устройство 15 осуществляется или оператором, или в цифровом виде от центральной ЭВМ, или посредством данных на любом виде носителя данных.
При эксплуатации происходит следующий процесс: Первую ламель 4 размещают на конвейере или подающем устройстве 6, подают в строгальное устройство 8, в котором осуществляют соответствующую механическую обработку поверхности ламели, если она еще не подверглась строганию. Данное устройство содержит направляющие ролики и обрабатывающие инструменты, и, следовательно, оно также может быть использовано для регулирования скорости перемещения ламели через установку. Тем не менее, можно обойтись без строгального устройства, если исходный материал представляет собой высококачественный материал и не требует обработки и если скорость перемещения ламелей можно регулировать посредством конвейера 6 или посредством клеенаносящего устройства 10.
После (опциональной) обработки поверхности ламель 4 подают через клеенаносящее устройство 10, которое, например, может представлять собой аппликатор для нитевого нанесения, аппликатор для нанесения покрытия наливом или аппликатор любого другого широко используемого типа, при этом смолу и отвердитель наносят по отдельности или в виде предварительно смешанной композиции. Значение WP было рассчитано исходя из по меньшей мере времени сдавливания, заданного так, чтобы оно соответствовало производственному заданию, и измеренной или рассчитанной/оцененной температуры самой холодной ламели. Если требуется, значение WP может быть скорректировано для каждой ламели. Количество клея, которое наносят на ламель, можно регулировать так, чтобы оно варьировалось от ламели к ламели автоматически в соответствии с управляющей программой и было адаптировано для каждого отдельного типа изделия, композиции клея и окружающих условий, преобладающих в установке.
Датчик 20 для подсчета числа ламелей, проходящих через клеенаносящее устройство, может передавать данные управляющему устройству 15 в качестве базы для расчета количества клея, подлежащего нанесению на каждую ламель. Один или несколько датчиков 21 также могут быть размещены для измерения температуры, влагосодержания и/или других параметров для каждой ламели и передачи данных управляющему устройству в качестве базы для расчета величины WP и, опционально, количества клея, подлежащего нанесению.
Следует понимать, что производственная установка также может работать так, что две или более ламелей будут размещаться на конвейере параллельно и, следовательно, будут проходить через клеенаносящее устройство 10 одновременно. В этом случае датчик 20 будет каждый раз отсчитывать одну или несколько ламелей, одновременно проходящих через клеенаносящее устройство 10.
Количество клея, подлежащее нанесению на каждую ламель, можно регулировать в зависимости от времени сборки для соответствующей ламели, например, посредством регулирования потока клея, регулирования поверхности, покрываемой посредством клеенаносящего устройства, регулирования скорости перемещения ламели через клеенаносящее устройство или посредством любой комбинации данных способов.
После нанесения соответствующего количества клея, ламель 4, выходящая из клеенаносящего устройства 10, будет перемещена вперед посредством второго конвейера 16 до упора 18. После этого ламели будут перемещены с конвейера 16 к стороне, где они будут размещаться одна поверх другой до тех пор, пока заданное число ламелей не будет собрано в штабель или стопу. После этого собранный комплект перемещают в пресс, в котором штабель подвергают воздействию соответствующего давления и в случае необходимости - нагреву в течение промежутка времени, достаточного для отверждения клея.
Существует несколько возможных типов прессов, пригодных для изготовления слоистых изделий. Например, пресс с воздействием на всей длине будет обеспечивать приложение давления на всем собранном комплекте склеенных ламелей в один и тот же момент времени, и, таким образом, все части будут сдавливаться одновременно, следовательно сама операция сдавливания не будет вызывать никаких дополнительных времен ожидания, подлежащих учету при нанесении клея. С другой стороны, пресс с секционным воздействием будет обеспечивать сдавливание только части комплекта на первой операции сдавливания и затем продолжит выполнение сдавливания вдоль длины комплекта на нескольких операциях, которые могут быть или не быть перекрывающимися. В данном случае последняя секция, подлежащая сдавливанию, должна будет ждать в течение дополнительного времени, и, таким образом, количество клея, подлежащее нанесению на разные части каждой ламели, может быть рассчитано в соответствии с этим. Дополнительной альтернативой является пресс непрерывного действия, то есть приложение давления осуществляется посредством валиков, воздействующих на верхнюю поверхность штабеля или стопы ламелей. В этом случае комплект непрерывно подают через пресс, и количество клея, наносимое на разные части каждой ламели, может быть рассчитано исходя из изменяющегося времени ожидания по длине ламелей.
Способ определения совпадающего варианта цвета
Полимер с солевыми группами и композиция противообрастающего покрытия, содержащая указанный полимер
Покрывная композиция, включающая полиизоцианат и полиол
Вспучивающаяся композиция
Антикоррозийная покрывная композиция
Покровная композиция на водной основе, включающая сложный полиэфир и соль металла и жирной кислоты
Привитые акриловые сополимеры масляных полиолов с гидроксильными функциональными группами
Гидроксилфункциональные полиолы на основе масла и композиции для нанесения покрытия, полученные из гидроксилфункциональных полиолов на основе масла
Латексные эмульсии и композиции для покрытия, полученные из латексных эмульсий
Способ и система для определения цвета из изображения
Термопечать
Переносная лампа ультрафиолетового и видимого света
Печатание с использованием термопереноса
Упаковка для двух или более текучих сред
Способ определения совпадающего варианта цвета
Полимер с солевыми группами и композиция противообрастающего покрытия, содержащая указанный полимер
Покрывная композиция, включающая полиизоцианат и полиол
Вспучивающаяся композиция
Антикоррозийная покрывная композиция
Покровная композиция на водной основе, включающая сложный полиэфир и соль металла и жирной кислоты

