Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕПРЕГА С АВТОМАТИЧЕСКИМ КОНТРОЛЕМ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Вид РИД
Изобретение
Изобретение относится к способу получения препрега, используемого при изготовлении многослойных полимерных композиционных материалов для аэрокосмической, автомобильной, судостроительной и других областей техники, где требуются теплозащитные материалы с повышенными жаростойкими свойствами.
Препреги - композиционные материалы-полуфабрикаты, которые получают путем пропитки армирующей волокнистой основы равномерно распределенными полимерными связующими.
Известен способ изготовления препрега (RU 2484956 С1, МПК: В29В 15/10 (2006.01), В29В 15/12 (2006.01), C08J 5/24 (2006.01), опубл. 20.06.2013 г.), принятый за прототип, включающий измерение массы Мзн заготовки, размещение заготовки в герметичной камере, вакуумирование герметичной камеры с размещенной в ней заготовкой, определение количества вакуумных пропиток nпр и вакуумных сушек nс, определение времени пропитки за один цикл τпр, определение давления при пропитке под вакуумом Рпр, определение массы смолы Мс в пропитанной заготовке, определение массы лака Мл, требуемой для пропитки заготовки, и массы порции лака Млп, требуемой для каждой пропитки, определение давления при сушке под вакуумом Ркл, соответствующего температуре кипения лака, определение массы удаляемого при каждой сушке растворителя Мnсп, многоразовую вакуумную пропитку и сушку заготовки, извлечение готового препрега из герметичной камеры. Расход бакелитового лака в процессе вакуумной пропитки заготовки контролируется оператором по показаниям пьезометра. Контроль содержания растворителя в пропитанной заготовке в процессе вакуумной сушки осуществляется также визуально по количеству конденсата растворителя в сборнике с пьезометром.
Данный способ не обеспечивает оперативного управления технологическими параметрами на всех этапах получения препрега вследствие ручного управления технологическим процессом получения препрега, погрешностей при определении содержания полимера в заготовке в процессе пропитки и объема удаляемого из заготовки конденсата растворителя, образующегося при вакуумной сушке. Также недостатком является повышенный расход бакелитового лака, необходимость дополнительных операций, связанных с дозированием лака, заливаемого в емкость подачи лака, и очисткой ее внутренних поверхностей после каждой пропитки.
Задачей предлагаемого изобретения является возможность получения многослойного препрега с заданными параметрами содержания полимера, растворителя и достижения равномерности пропитки по всему объему препрега.
Техническим результатом является сокращение затрат на материалы, уменьшение трудоемкости процесса, автоматизация контроля технологического процесса получения многослойного препрега, повышение качества препрега за счет высокой точности определения содержания полимера и растворителя в заготовке на всех этапах изготовления.
Указанный технический результат достигается тем, что в предложенном способе, включающем измерение массы непропиташюй заготовки Мзн, размещение заготовки в герметичной камере, вакуумирование герметичной камеры с размещенной в ней заготовкой, определение количества вакуумных пропиток nпр и вакуумных сушек nс, определение времени пропитки за один цикл τпр, определение давления при пропитке под вакуумом Рпр, определение массы смолы Мс в пропитанной заготовке, определение массы лака Мл, требуемой для пропитки заготовки, и массы порции лака Млп, требуемой для каждой пропитки, определение давления при сушке под вакуумом Ркл, соответствующего температуре кипения лака, определение массы удаляемого при каждой сушке растворителя Мnсп, многоразовую вакуумную пропитку и сушку заготовки, извлечение готового препрега из герметичной камеры, при этом заготовку помещают в кассету, которую устанавливают на датчик усилия, измеряют массу заготовки, измеряют температуру t в герметичной камере и показания температуры сравнивают с заданной температурой в герметичной камере tк, если показания температуры меньше заданной, то формируют команду на включение нагревателя, и при достижении заданной температуры tк в герметичной камере производят первый цикл пропитки, измеряют текущее давление Р в герметичной камере и сравнивают его с заданной величиной давления при пропитке под вакуумом Рпр, если Р>Рпр, то формируют команду на закрытие крана атмосферного давления и открытие вакуумного крана, если при очередном измерении текущее значение давления Р<Рпр, то формируют команду на закрытие вакуумного крана и открытие атмосферного крана, контроль температуры и давления в герметичной камере производят в течение всего технологического процесса изготовления препрега с заданным периодом времени Δτ1, в процессе пропитки измеряют массу заготовки и формируют команду на открытие крана подачи лака для его подачи в герметичную камеру, и при достижении массы заготовки Мnп значения:

где Мnп - масса пропитанной заготовки, кг;
Мзн масса непропитанной заготовки, кг;
Млп - масса порции лака, требуемой для каждой пропитки, кг;
формируют команду на закрытие крана подачи лака для прекращения его подачи в герметичную камеру, затем определяют увеличение массы лака ΔМnп в заготовке через заданный период времени Δτ измерения прироста массы заготовки при пропитке:

где ΔМnп - увеличение массы лака в заготовке через заданный период времени Δτ измерения прироста массы заготовки при пропитке, кг;
Мтек - текущая масса заготовки, кг;
Мпред - масса заготовки при предыдущем измерении, кг;
затем определяют изменение массы заготовки ΔМ1пconst за заданный период времени Δτ измерения прироста массы заготовки при пропитке из уравнения:

где ΔМ1пconst - изменение массы заготовки за заданный период времени Δτ измерения прироста массы заготовки при пропитке, кг;
Δτ - заданный период времени измерения прироста массы заготовки при пропитке, час;
τпр - заданное время пропитки заготовки за один цикл пропитки, час;
и сравнивают текущее значение ΔМnп с ΔМ1пconst, если ΔМnп>ΔМ1пconst, то формируют команду на открытие крана подачи лака для его подачи в герметичную камеру, если ΔМnп<ΔМ1пconst, то формируют команду на закрытие крана подачи лака для прекращения его подачи в герметичную камеру, производят первый цикл вакуумной сушки, измеряют текущее давление Р в герметичной камере и сравнивают его с заданной величиной давления при сушке под вакуумом Ркл, соответствующей температуре кипения лака, если Р>Ркл, то формируют команду на закрытие крана атмосферного давления и открытие вакуумного крана, измерение давления в герметичной камере повторяют через заданный период времени Δτ1, если при очередном измерении текущее значение давления Р<Ркл, то формируют команду на закрытие вакуумного крана и открытие атмосферного крана, в процессе текущей вакуумной сушки измеряют массу заготовки Мnп, и давление Р=Ркл поддерживают до тех пор, пока масса заготовки при сушке Мnс не достигнет значения:

где Мnс - масса заготовки при сушке, кг;
Мnп - масса пропитанной заготовки, кг;
Мnсп - масса удаляемого при каждой сушке растворителя, кг;
после завершения первого технологического цикла вакуумной пропитки и вакуумной сушки процесс повторяют (n-1) раз.
Сущность изобретения поясняется чертежом, на котором представлена принципиальная схема установки для изготовления препрега с автоматическим контролем технологического процесса.
Способ осуществляется следующим образом.
Пропитывают многослойную заготовку 1 из полотна необходимой марки, например, ПВП КТ-11 или ПВП-КТК. Для этого в герметичную камеру 2 на датчик усилия 3 устанавливают пропиточную кассету 4 без заготовки 1. Датчик усилия 3 измеряет массу пропиточной кассеты 4, и сигнал с датчика усилия 3 поступает па блок сбора информации 5, а затем на блок управления 6. Блок управления 6 обнуляет показания датчика усилия 3 и принимает массу пропиточной кассеты 4 равной нулю. Затем в пропиточную кассету 4 укладывают заготовку 1 и закрывают герметичную камеру 2. Датчик усилия 3 измеряет массу заготовки 1 Мзн, и сигнал с датчика усилия 3 передается на блок сбора информации 5, а затем на блок управления 6.
В блок управления 6 вводят следующие данные:
- массовую долю смолы в препреге gс, % (ОСТ 92-0903-78);
- массовую долю смолы в бакелитовом лаке, например ЛБС-4, mс, %, массовую долю воды в бакелитовом лаке mв, %, массовую долю удаляемого при сушке растворителя, например этанола, gсу, % (ГОСТ 901-78 «Лаки бакелитовые»);
- оптимальную температуру в герметичной камере tк, °С;
- период времени Δτ (час) - частота измерения прироста массы заготовки 1 при пропитке;
- период времени Δτ1 (час) - частота измерения температуры t (°С) и давления Р (МПа) в герметичной камере.
Также определяют исходя из технологического процесса и вводят в блок управления 6:
- время пропитки за один цикл пропитки τпр, час;
- величину давления при пропитке под вакуумом Рпр, МПа;
- величину давления при сушке под вакуумом Ркл (МПа), соответствующую температуре кипения бакелитового лака, т.е. давление насыщенного пара растворителя, например этанола (Варгафтик Н.Б., «Справочник по теплофизическим свойствам газов и жидкостей», М.: Наука, 1972 г., стр. 407);
- количество технологических циклов n (один технологический цикл состоит из одной вакуумной пропитки и одной вакуумной сушки);
- количество вакуумных пропиток nпр;
- количество вакуумных сушек nс.
Блок управления 6 определяет:
- содержание смолы Мс (кг) в пропитанной заготовке 1 исходя из уравнения: Мс/(Мс+Мзн)×100=gс, откуда Мс=Мзн×gc/(100-gс),
где Мзн - масса непропитанной заготовки, кг;
- массу Мл(кг) бакелитового лака (например, ЛБС-4), которая требуется для пропитки заготовки: Мл=Мс×100/mс,
- массу порции лака Млп (кг), необходимую для каждой пропитки заготовки, по формуле: Млп=Мл/nпр,
- массу порции Мnсп (кг) удаляемую при каждой сушке растворителя (например, этанола), по формуле:
Mnсп=Mлп×gсy×(100-mс-mв)/100.
После определения параметров измеряют температуру t (°С) в герметичной камере 2 и показания температуры с датчика температуры 7 в герметичной камере 2, сравнивают с заданной температурой tк, т.е. контролируют процесс. Если показание температуры I меньше заданной tк, то формируют команду на блоке сбора информации 5 с датчика 7 на блок управления 6 через реле управления температурой 9 на включение нагревателя 8. Производят нагрев, и при достижении заданной температуры tк в герметичной камере 2 производят первый цикл пропитки. Для чего измеряют давление Р (МПа) в герметичной камере 2 по показаниям датчика давления 10 и сравнивают его с заданной величиной давления при пропитке под вакуумом Рпр (МПа), тем самым, контролируя давление в герметичной камере. Если Р>Рпр, то формируют команду на блоке сбора информации 5 с датчика давления 10 на блок управления 6 через блок управления электромагнитным клапаном 11 на закрытие крана атмосферного давления (КР1) 12 и открытие вакуумного крана (КР2) 13, при этом происходит уменьшение давления Р в герметичной камере до заданной величиной давления при пропитке под вакуумом Рпр через газобалластную емкость 14.
Если при очередном измерении текущее значение давления Р<Рпр, то формируют команду на блоке сбора информации 5 с датчика давления 10 на блок управления 6 через блок управления электромагнитным клапаном 11 на открытие крана атмосферного давления (КР1) 12 и закрытие вакуумного крана (КР2) 13, при этом происходит увеличение давления Р в герметичной камере до заданного Рпр через газобалластную емкость 14.
Контроль температуры и давления в герметичной камере производят в течение всего технологического процесса изготовления препрега с заданным периодом времени Δτ1, поддерживая температуру t равной заданной tк и давление Р равным заданному Рпр.
В процессе пропитки формируют команду на блоке сбора информации 5 с датчика усилия 3 на блок управления 6 через блок управления сервоприводом 15 сервопривода 16 на открытие крана подачи лака (КРЗ) 17 для подачи первой порции бакелитового лака, например, ЛБС-4, из емкости с лаком 18, и при достижении массы заготовки 1 значения Мnп, полученного из формулы (1), формируют команду на блоке сбора информации 5 с датчика усилия 3 на блок управления 6 через блок управления сервоприводом 15 сервопривода 16 на закрытие крана подачи лака (КРЗ) 17 для прекращения подачи бакелитового лака в герметичную камеру 2.
Контроль продолжительности пропитки осуществляют следующим образом. Определяют увеличение массы лака ΔMnп в заготовке 1 через заданный период времени Δτ по формуле (2). Затем определяют изменение массы заготовки ΔМ1пconst за период времени Δτ из уравнения (3) и сравнивают текущее значение ΔМnп с ΔM1пconst. Если ΔМnп>ΔМ1пconst, то формируют команду на блоке сбора информации 5 с датчика усилия 3 на блок управления 6 через блок управления сервоприводом 15 сервопривода 16 на открытие крана подачи лака (КРЗ) 17 для подачи лака. Если ΔМnп<ΔМ1пconst, то формируют команду на блоке сбора информации 5 с датчика усилия 3 на блок управления 6 через блок управления сервоприводом 15 сервопривода 16 на закрытие крана подачи лака (КРЗ) 17 для прекращения подачи лака в герметичную камеру 2.
Затем производят первый цикл вакуумной сушки. Измеряют давление Р (МПа) в герметичной камере 2 по показаниям датчика давления 10 и сравнивают его с заданной величиной давления при сушке под вакуумом Ркл, соответствующей температуре кипения бакелитового лака, тем самым, контролируя давление в герметичной камере. Если Р>Ркл, то формируют команду на блоке сбора информации 5 с датчика давления 10 на блок управления 6 через блок управления электромагнитным клапаном 11 на закрытие крана атмосферного давления (КР1) 12 и открытие вакуумного крана (КР2) 13, при этом через газобалластную емкость 14 происходит уменьшение давления Р в герметичной камере 2 до величины давления Ркл. Измерение давления Р в герметичной камере 2 повторяют через заданный промежуток времени Δτ1.
Если при очередном измерении текущее значение давления Р<Ркл, то формируют команду на блоке сбора информации 5 с датчика давления 10 на блок управления 6 через блок управления электромагнитным клапаном 11 на закрытие вакуумного крана (КР2) 13 и открытие крана атмосферного давления (КР1) 12. При этом происходит увеличение давления Р в герметичной камере 2 до заданного давления Ркл через газобалластную емкость 14. В процессе вакуумной сушки измеряют массу Мnп заготовки 1, и давление Р=Ркл поддерживают до тех пор, пока масса заготовки 1 при сушке Мnс не достигнет значения, определяемого по формуле (4).
Откачанные в процессе вакуумной сушки летучие продукты проходят через отделитель смолы 19. После прохождения через вакуумный насос 20 летучие продукты поступают в конденсатор 21, где конденсируются и собираются в емкость для сбора конденсата 22.
После завершения первого технологического цикла процесс повторяют (n-1) раз.
При проведении первого технологического цикла:
масса заготовки при вакуумной пропитке - М1п=Мзн+Млп;
масса заготовки при вакуумной сушке - M1c=М1п-М1сп.
При проведении n-го технологического цикла:
масса заготовки при вакуумной пропитке - Мnп=М(n-1)с+Млп;
масса заготовки при вакуумной сушке - Мnс=Мnп-Мnсп.
Затем открывают герметичную камеру 2 и извлекают из нее пропиточную кассету 4 с полученным препрегом.
Пример реализации способа
Для осуществления способа используют многослойную заготовку из вязально-прошивных полотен необходимой толщины, которые получают методом сшивания кремнеземных тканей КТ-11-11 (полотно ПВП-КТ-11, толщиной в 11 сложений) или кремнеземно-капроновых - КТК (полотно ПВП-КТК до 16 сложений) по ГОСТ 13863-89. Отличительной особенностью полотен является высокая пористость и малая плотность. В качестве полимерного связующего используют бакелитовый лак ЛБС-4 с динамической вязкостью в диапазоне от 145 до 465 мПа·с по вискозиметру ВПЖ-4 по ГОСТ 901-78. Пропитку и сушку производят за три технологических цикла.
В блок управления 6 вводят следующие данные:
- массовую долю смолы (полимера) в пропитанной заготовке gс=35…45%;
- массовую долю смолы в бакелитовом лаке ЛБС-4 - mс=50-60%;
- массовую долю воды в бакелитовом лаке ЛБС-4 - mв=0,09%;
- количество технологических циклов n=3;
- количество вакуумных пропиток nпр=3;
- количество вакуумных сушек nс=3;
- массовую долю удаляемого при каждой сушке растворителя (например, этанола), gсу=45…55%;
- температуру в герметичной камере tк=25…50°С;
- время пропитки заготовки за один цикл τпр=0,83…1 час;
- давление при пропитке под вакуумом Рпр=0,05 МПа;
- давление при сушке под вакуумом Ркл (МПа), соответствующее температуре кипения бакелитового лака ЛБС-4 (Варгафтик Н.Б., «Справочник по теплофизическим свойствам газов и жидкостей», М. Наука, 1972 г., стр. 407);
- период времени Δτ=0,00278…0,0056 час - частоту измерения прироста массы заготовки при пропитке;
- период времени Δτ1=0,00278…0,0056 час - частоту измерения температуры t°С и давления Р (МПа) в герметичной камере.
Затем укладывают заготовку 1 в пропиточную кассету 4, которую помещают в герметичную камеру 2. Процесс пропитки и сушки протекает в соответствии с изложенным выше способом.
Способ изготовления препрега с автоматическим контролем технологического процесса, включающий измерение массы непропитанной заготовки М, размещение заготовки в герметичной камере, вакуумирование герметичной камеры с размещённой в ней заготовкой, определение количества пропиток n и вакуумных сушек n, определение времени пропитки за один цикл τ, определение давления при пропитке под вакуумом Р, определение массы смолы М в пропитанной заготовке и определение массы лака М, требуемой для пропитки заготовки, и массы порции лака М, требуемой для каждой пропитки, определение давления при сушке под вакуумом Р, соответствующего температуре кипения лака, определение массы удаляемого при каждой сушке растворителя М, многоразовую вакуумную пропитку и сушку заготовки, извлечение готового препрега из герметичной камеры, отличающийся тем, что заготовку помещают в кассету, которую устанавливают на датчик усилия, измеряют массу заготовки, измеряют температуру t в герметичной камере и показания температуры сравнивают с заданной температурой в герметичной камере t, если показания температуры меньше заданной, то формируют команду на включение нагревателя, при достижении заданной температуры t в герметичной камере производят первый цикл пропитки, измеряют текущее давление P в герметичной камере и сравнивают его с заданной величиной давления при пропитке под вакуумом Р, если P>Р, то формируют команду на закрытие крана атмосферного давления и открытие вакуумного крана, если при очередном измерении текущее значение давления P<Р, то формируют команду на закрытие вакуумного крана и открытие атмосферного крана, контроль температуры и давления в герметичной камере производят в течение всего технологического процесса изготовления препрега с заданным периодом времени Δτ, в процессе пропитки измеряют массу заготовки и формируют команду на открытие крана подачи лака для его подачи в герметичную камеру, и при достижении массы заготовки М значения:M=M+M, где M - масса пропитанной заготовки;М - масса порции лака; формируют команду на закрытие крана подачи лака, затем производят цикл вакуумной сушки, определяют увеличение массы лака ΔM в заготовке через заданный период времени Δτ измерения прироста массы заготовки при пропитке:ΔM=М-М,где ΔM - увеличение массы лака в заготовке через заданный период времени Δτ измерения прироста массы заготовки при пропитке;М - текущая масса заготовки;М - масса заготовки при предыдущем измерении; затем определяют изменение массы заготовки ΔM за заданный период времени Δτ измерения прироста массы заготовки при пропитке из уравнения:ΔM=М×Δτ/τ,где ΔM - изменение массы заготовки за заданный период времени Δτ измерения прироста массы заготовки при пропитке;М - масса порции лака;Δτ- заданный период времени измерения прироста массы заготовки при пропитке;τ - заданное время пропитки заготовки за один цикл; и сравнивают текущее значение ΔM с ΔM, если ΔM>ΔM, то формируют команду на открытие крана подачи лака для его подачи в герметичную камеру, если ΔM<ΔM, то формируют команду на закрытие крана подачи лака для прекращения его подачи в герметичную камеру, измеряют текущее давление P в герметичной камере и сравнивают его с заданным давлением при сушке под вакуумом Р,соответствующим температуре кипения лака, если давление в герметичной камере P>Р то формируют команду на закрытие крана атмосферного давления и открытие вакуумного крана, измерение давления в герметичной камере повторяют через заданный период времени Δτ, если при очередном измерении текущее значение давления P<Р, то формируют команду на закрытие вакуумного крана и открытие крана атмосферного давления, в процессе текущей вакуумной сушки измеряют массу заготовки M и давление P=Р поддерживают до тех пор, пока масса заготовки при сушке М не достигнет значения:М=M-M,где М - масса заготовки при сушке;после завершения первого технологического цикла пропитки и сушки процесс повторяют (n-1) раз.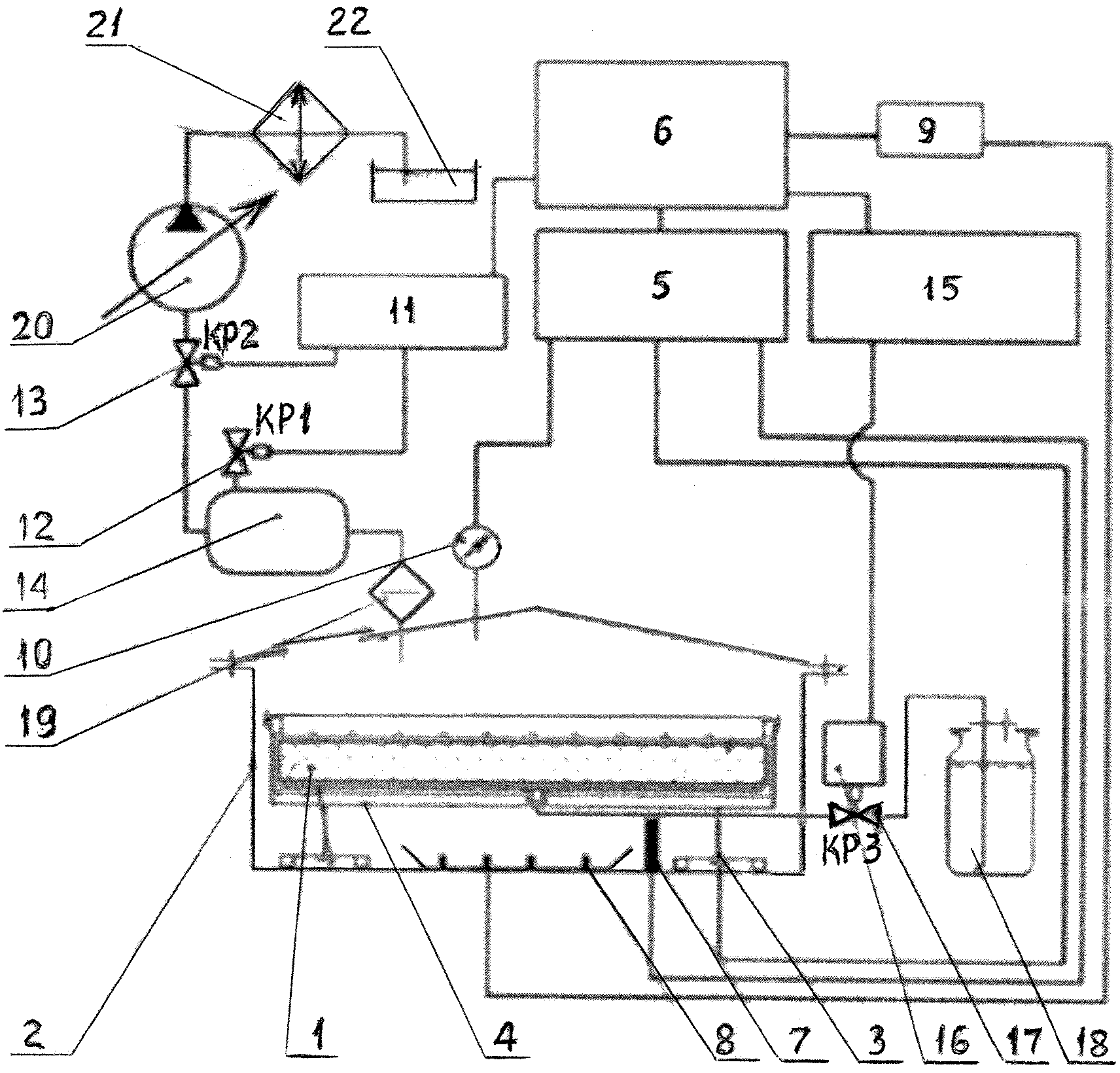
Способ изготовления препрега
Способ изготовления пучка трубопроводов
Устройство для изготовления протеза стопы
Устройство для закрепления тонкостенных деталей оболочкового типа при механической обработке
Устройство и способ изготовления многослойных изделий из полимерных композиционных материалов преимущественно в виде тел вращения
Автоматизированный комплекс для изготовления композиционных материалов
Стенд для испытаний изделий на герметичность
Пневмосистема для контроля герметичности изделия
Способ изготовления многослойных конструкций
Способ изготовления многослойных изделий
Способ изготовления препрега
Способ изготовления пучка трубопроводов
Устройство для изготовления протеза стопы
Устройство для закрепления тонкостенных деталей оболочкового типа при механической обработке
Устройство и способ изготовления многослойных изделий из полимерных композиционных материалов преимущественно в виде тел вращения
Автоматизированный комплекс для изготовления композиционных материалов
Стенд для испытаний изделий на герметичность
Пневмосистема для контроля герметичности изделия
Способ изготовления многослойных конструкций
Способ изготовления многослойных изделий

