Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ ОБОЛОЧКОВОГО ТИПА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Вид РИД
Изобретение
Настоящее изобретение относится к области устройств для закрепления деталей при механической обработки металлов.
В качестве прототипа заявителем было выбрано устройство для закрепления пустотелой цилиндрической детали (RU 2320458, В23В 31/40, 28.03.2006), включающее в себя корпус с центральным отверстием и двумя рядами радиальных отверстий, механизм перемещения, размещенный в центральном отверстии с возможностью возвратно-поступательного перемещения вдоль оси корпуса, и подпружиненные пружиной плунжеры, размещенные в радиальных отверстиях с возможностью осевого перемещения под действием кулачковых поверхностей, выполненных на тяге. На корпусе выполнена торцевая упорная базовая поверхность, а на тяге установлен прижим. Радиальные отверстия и плунжеры второго ряда смещены по окружности относительно отверстий и плунжеров первого ряда, а торцы плунжеров выполнены сферической формы. Обеспечивается бездеформационное центрирование и зажим пустотелой цилиндрической детали.
Основными недостатками данного устройства являются обработка только цилиндрических деталей в силу конструктивных особенностей, а также сложность закрепления и раскрепления, что увеличивает трудоемкость процесса установки детали.
Таким образом, задача настоящего изобретения заключается в создании устройства для закрепления тонкостенных деталей оболочкового типа при механической обработке, которое позволит стабильно обеспечивать высокую точность геометрических параметров, а также автоматизировать процесс установки детали на устройство.
Техническим результатом данного изобретения является повышение точности, а также снижение шероховатости обрабатываемой поверхности при механической обработке за счет предварительного равномерного нагружения тонкостенной области детали по внутренней поверхности, а также реализация чистовой механической обработки детали без дальнейших дополнительных операций удаления технологических припусков.
Сущность изобретения заключается в том, что в устройстве для закрепления тонкостенных деталей оболочкового типа при механической обработке, содержащем корпус с отверстием по центральной оси, механизм перемещения и элементы фиксации, механизм перемещения выполнен с продольным перемещением и установлен на цилиндре, размещенном в корпусе, при этом на торце цилиндра со стороны размещения обрабатываемой детали выполнена n-гранная усеченная пирамида (n=3, …), при этом в корпусе по осям, проходящим под заданным углом к граням усеченной пирамиды, выполнены равномерно n сквозных отверстий, в которые установлены подвижные прижимы, каждый из которых установлен с возможностью перемещения по направляющим отверстий корпуса и с одной стороны контактирующий с соответствующей гранью усеченной пирамиды цилиндра, а с другой снабжен поверхностью, эквидистантной поверхности обрабатываемой детали, дополнительно на корпусе со стороны размещения обрабатываемой детали закреплен сменный элемент с поверхностью, эквидистантной поверхности обрабатываемой детали, а также каждый подвижный прижим снабжен возвратным механизмом и может быть выполнен ступенчатым, с расширяющейся частью, имеющей внешнюю поверхность, эквидистантную поверхности обрабатываемой детали.
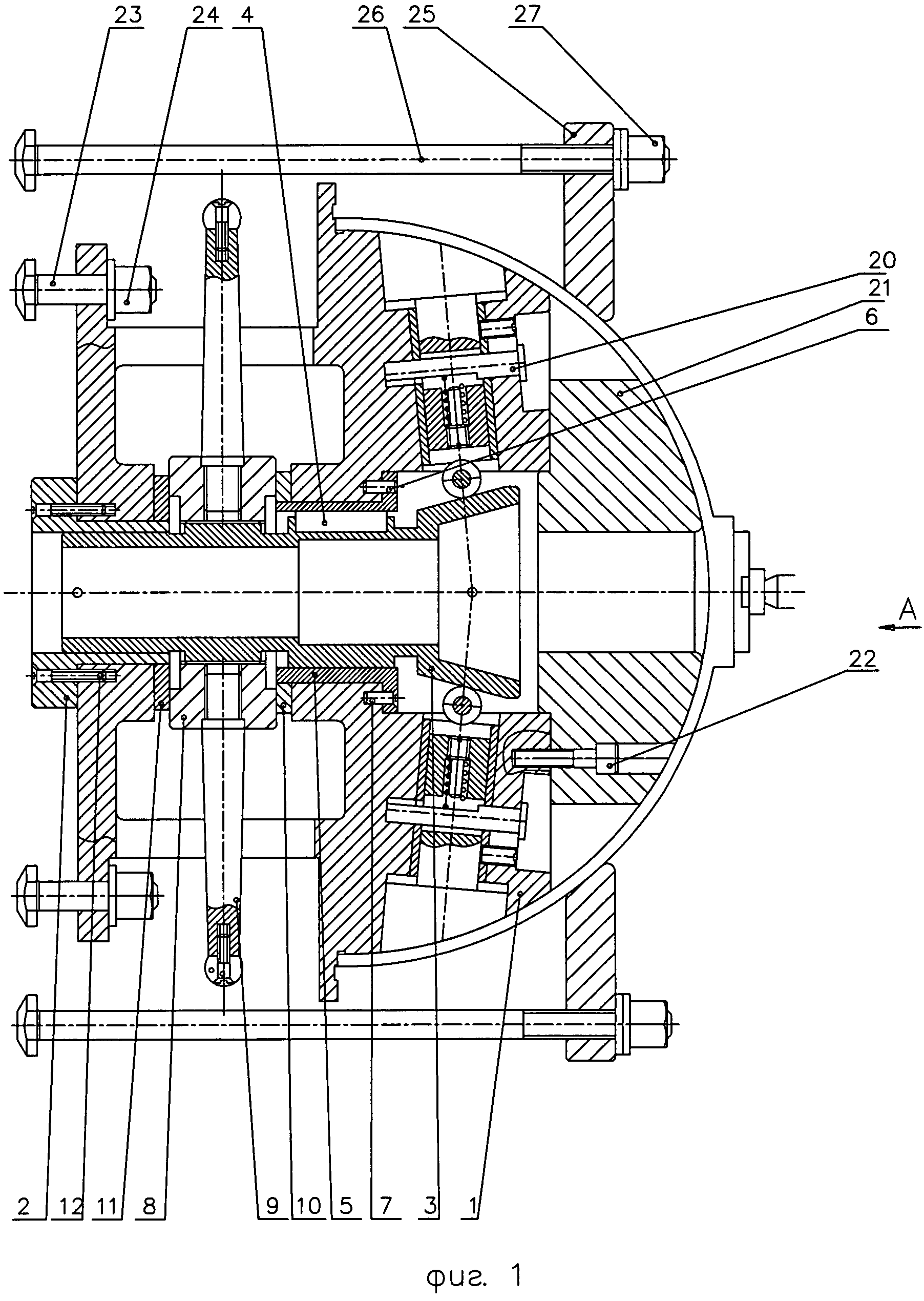
Сущность устройства поясняется чертежами: на фиг. 1 показан главный вид устройства для закрепления тонкостенных деталей оболочкового типа при механической обработке сбоку;
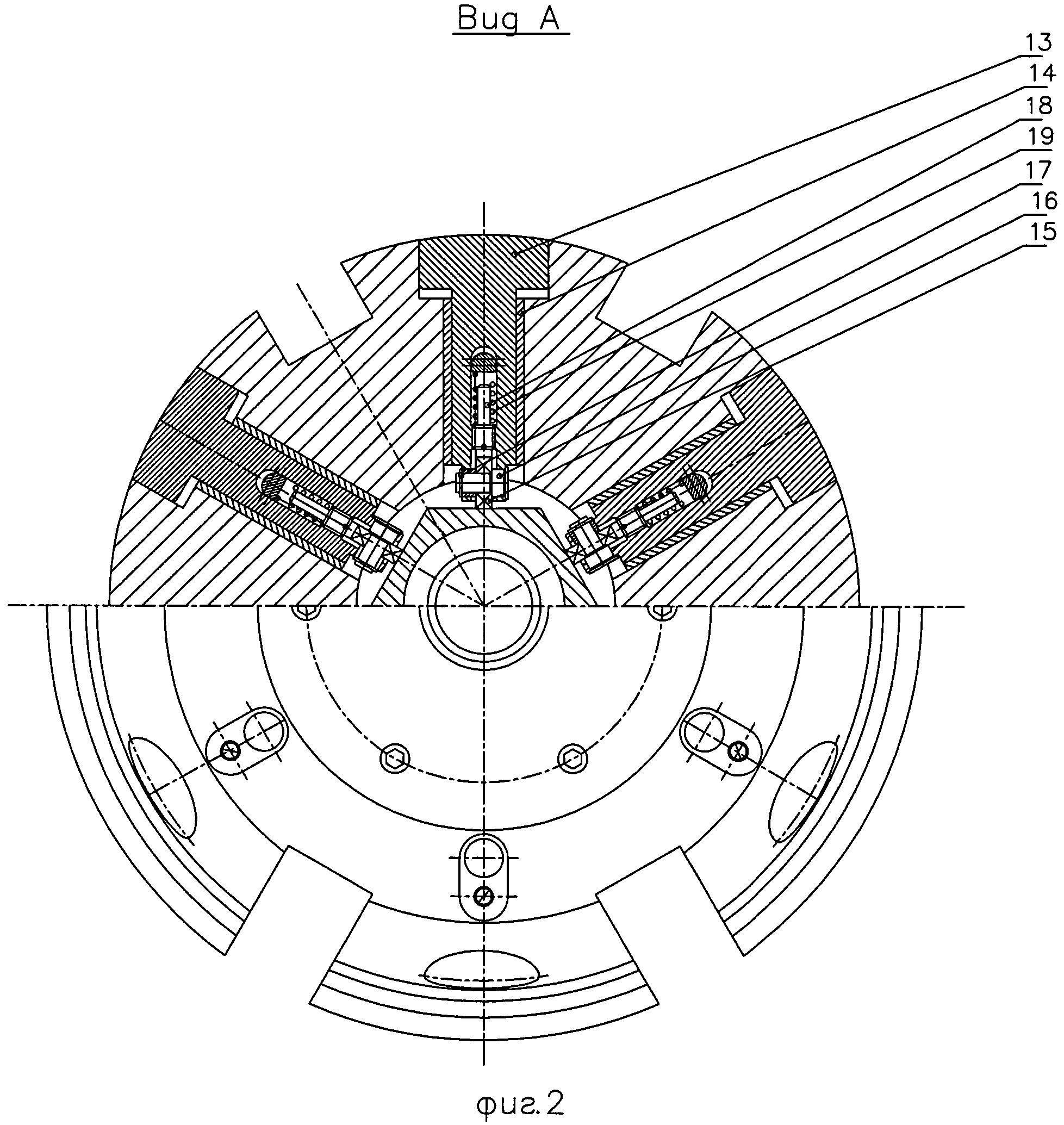
на фиг. 2 показан вид А устройства для закрепления тонкостенных деталей оболочкового типа при механической обработке.
Устройство содержит корпус 1, к которому с одной стороной прикреплена втулка 2 для обеспечения базирования устройства на планшайбе станка. В корпусе 1 выполнено отверстие по центральной оси, в котором размещен цилиндр 3 с резьбой в средней части. На цилиндре 3 установлен механизм продольного перемещения относительно корпуса 1. Цилиндр 3 фиксируется от проворота шпонкой 4. Шпонка 4 фиксируется во втулке 5, которая закреплена на корпусе 1 с помощью штифтов 6 и винтов 7. На резьбовом участке цилиндра 3 расположена гайка 8. На цилиндрической поверхности гайки 8 выполнены четыре резьбовых отверстия. В отверстиях расположены ручки 9. Гайка 8 фиксируется от осевого перемещения шайбами 10 и 11, установленными на цилиндрических поверхностях втулки 2 и втулки 5 соответственно. Втулка 2 фиксируется на корпусе 1 с помощью винтов 12 и служит для осевого базирования устройства на планшайбе станка. На торце цилиндра 3 со стороны размещения обрабатываемой детали выполнена шестигранная усеченная пирамида.
В корпусе 1 по осям, проходящим под заданным углом к граням усеченной пирамиды, выполнены равномерно шесть сквозных отверстий. Угол между осью отверстия и соответствующей гранью определяется экспериментально. Лучше, если ось будет проходить перпендикулярно грани усеченной пирамиды, но чтобы отверстие разместилось на базовой поверхности корпуса, возможен наклон оси отверстия к перпендикуляру выстроенного в плоскости угла к оси цилиндра. В отверстия установлены подвижные прижимы 13, каждый из которых установлен с возможностью перемещения по направляющим отверстий 14. С одной стороны на подвижный прижим 13 закреплен подшипник качения 15, контактирующий с соответствующей гранью усеченной пирамиды цилиндра 3. Подшипники качения 15 расположены на оси 16 и фиксируются стопорным кольцом 17.
Внутри подвижного прижима 13 находится штырь 18, на котором размещена пружина 19. Пружина 19 упирается в плоскую поверхность пальца 20, который зафиксирован в корпусе 1. Под действием пружины 19 подвижный прижим 13 возвращается в корпус 1 при снятии детали с устройства. С другой стороны подвижный прижим 13 выполнен ступенчатым с расширением, внешняя поверхность расширения выполнена эквидистантной поверхности обрабатываемой детали, и при начальном положении граница поверхности расширения подвижного прижима 13 совпадает с границей поверхности соответствующего отверстия на корпусе 1. Дополнительно на корпусе со стороны размещения обрабатываемой детали закреплен сменный элемент 21 с поверхностью, эквидистантной поверхности обрабатываемой детали, который фиксируется от перемещений винтами 22.
Устройство работает следующим образом. Обрабатываемая деталь внутренней сложнопрофильной поверхностью устанавливается на базовую поверхность корпуса 1 и на сменный элемент 21 и поджимается центром на задней бабке станка. Устройство базируется на планшайбу станка по плоскости и внешнему диаметру втулки 2. Корпус устройства 1 крепится к шпинделю станка Т-образными болтами 23 и гайками 24. Вращением ручки 9, соединенной с резьбовой гайкой 8, осуществляется перемещение цилиндра 3 в осевом направлении по пазу втулки 5 и шпонки 4. В каждую из граней усеченного шестиугольника цилиндра 3 упираются подшипники качения 15 подвижного прижима 13, закрепленные на оси 16. Усилие прижима подшипников качения 15 к цилиндру 3 обеспечивает пружина 19, расположенная в корпусе подвижного прижима 13. Одним концом пружина 19 упирается в палец 20, другим - в штырь 18. Таким образом, при вращении ручки 9 в одну или другую сторону шесть подвижных прижимов 13 либо выдвигаются, равномерно нагружая тонкостенную область детали, либо задвигаются в корпус 1.
Данное конструктивное решение обеспечивает синхронное и идентичное перемещение шести подвижных прижимов 13 поворотом ручки 9. Для финишной обработки детали и удаления технологической прибыли деталь может дополнительно закрепляться прижимом 25, который посредством болта 26 и гайки 27 прижимает деталь к планшайбе станка, и соответственно, к устройству в целом. Сменный элемент 21 позволяет разнообразить формы поверхности обрабатываемых деталей.
Способ изготовления препрега
Способ изготовления пучка трубопроводов
Устройство для изготовления протеза стопы
Способ изготовления препрега с автоматическим контролем технологического процесса
Устройство и способ изготовления многослойных изделий из полимерных композиционных материалов преимущественно в виде тел вращения
Автоматизированный комплекс для изготовления композиционных материалов
Стенд для испытаний изделий на герметичность
Камера сгорания жидкостного ракетного двигателя
Пневмосистема для контроля герметичности изделия
Способ изготовления многослойных конструкций
Способ изготовления препрега
Способ изготовления пучка трубопроводов
Устройство для изготовления протеза стопы
Способ изготовления препрега с автоматическим контролем технологического процесса
Устройство и способ изготовления многослойных изделий из полимерных композиционных материалов преимущественно в виде тел вращения
Автоматизированный комплекс для изготовления композиционных материалов
Стенд для испытаний изделий на герметичность
Камера сгорания жидкостного ракетного двигателя
Пневмосистема для контроля герметичности изделия
Способ изготовления многослойных конструкций

