Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ОСОБОНИЗКОУГЛЕРОДИСТОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к области черной металлургии, в частности к производству особонизкоуглеродистых сталей с внепечной обработкой и разливкой на установках непрерывной разливки стали.
Одной из проблем при разливке особонизкоулеродистой стали, раскисленной преимущественно алюминием, является закупорка погружных разливочных стаканов продуктами раскисления, что приводит к необходимости их досрочной замены. Стальные заготовки, разлитые при замене стакана, имеют заведомо высокую загрязненность неметаллическими включениями и азотом и поэтому переводятся в менее ответственное назначение, либо направляются на переплав. В ряде случаев отложения неметаллических включений попадают в кристаллизатор и затягиваются фронтом кристаллизации в разливаемую заготовку, что при дальнейшей горячей деформации заготовки приводит к повышенной отсортировке проката по дефектам поверхности. В связи с этим технология производства особонизкоуглеродистой стали должна обеспечивать минимальную загрязненность металла неметаллическими включениями перед разливкой, что повысит технологичность процесса разливки, его производительность и снизит отсортировку проката по дефектам поверхности.
Известен способ производства стали, включающий отсечку печного шлака и наведение нового высокоосновного шлака с содержанием FeO менее 1%, первичное глубокое раскисление стали при выпуске из печи и окончательное раскисление стали в ковше алюминием, вакуумирование, измерение активности кислорода и содержания серы в стали, расчет количества вводимого в сталь кальция и продувку ее аргоном. Количество кальция определяют с учетом заданного содержания CaO в неметаллических включениях, содержания серы, активности кислорода в стали и содержания CaO и Al2O3 в шлаке перед обработкой кальцием [Патент RU 2427650, МПК C21C 7/00, 2009].
Недостаток способа заключается в том, что расчет концентрации кальция в расплаве основан на необходимости получения алюминатов кальция с учетом ряда компонентов шлака, но не учитывает режимы аргонной продувки и не в полной мере учитывает окисленность шлака, что не позволяет точно рассчитать необходимое количество кальцийсодержащего модификатора. Кроме того, приведенные в экспериментах отношения (CaO)/(Al2O3) в шлаке не позволяют в полной мере удалить образовавшиеся в результате модифицирования неметаллические включения.
Наиболее близким по технической сущности к предлагаемому изобретению является способ внепечной обработки стали, включающий выплавку металла в сталеплавильном агрегате, выпуск плавки в сталеразливочный ковш, ввод раскислителей и вакуумирование. Выпуск стали производят при содержании углерода в металле не более 0,03%, а во время выпуска в сталеразливочный ковш присаживают высокоуглеродистый ферромарганец. Вакуумирование производят в два этапа с различным остаточным давлением и расходом аргона для перемешивания. В процессе вакуумирования производят легирование металла ниобием, титаном и алюминием [Патент RU 2437942, МПК C21C 7/10, 2010].
Недостаток этого способа - не оптимальный состав образовавшихся в результате внепечной обработки неметаллических включений на основе Al2O3, что может приводить к нестабильной разливке металла, вследствие закупоривания неметаллическими включениями разливочных отверстий на участке сталеразливочный ковш - промежуточный ковш и промежуточный ковш - кристаллизатор.
Технический результат изобретения - снижение количества неметаллических включений в особонизкоуглеродистых сталях, что исключает затягивание погружных и разливочных стаканов при разливке, обеспечивает увеличение выхода годного металла за счет большего количества слябов, разлитых в стационарных режимах (без резкого перепада скорости разливки и значительного колебания уровня металла в кристаллизаторе), снижает уровень отсортировки проката по дефектам поверхности.
Указанный технический результат достигается тем, что в способе производства особонизкоуглеродистой стали, включающем выплавку металла в сталеплавильном агрегате, выпуск металла в сталь-ковш, внепечную обработку, вакуумное обезуглероживание, разливку стали, согласно изобретению выпуск металла в сталь-ковш осуществляют при температуре металла не менее 1630°C, вакуумное обезуглероживание проводят в течение 15-20 мин, при давлении в вакуумкамере менее 0,2 кПа, после чего повышают давление в вакуумкамере до не менее 20 кПа, затем присаживают алюминий совместно с известью в количестве, обеспечивающем получение содержания в металле алюминия не менее 0,01% и основности шлака 0,8-1,4, после чего, не менее чем через 2 мин, присаживают алюминий из расчета получения его в металле не менее 0,04%, производят легирование металла и осуществляют обработку металла кальцием в количестве 0,1-0,35 кг кальция на тонну металла, после чего сталь-ковш подают на разливку.
Сущность предложенного способа заключается в следующем.
Выпуска металла из сталеплавильного агрегата при температуре не менее 1630°C необходим для обеспечения требуемой температуры металла перед разливкой. При температуре металла менее 1630°C возникает необходимость применения химического подогрева металла кислородом на УВС, что ведет к образованию большого числа неметаллических включений и увеличению расхода алюминия.
Проведение вакуумного обезуглероживания в течение 15-20 мин при давлении в вакуумкамере менее 0,2 кПа необходимо для обеспечения требуемого содержания углерода в стали. Вакуумное обезуглероживание в течение менее 15 мин и при давлении более 0,2 кПа не позволяют достичь требуемого содержания углерода в стали. Вакуумное обезуглероживание в течение более 20 мин не приводит к дальнейшему значительному снижению содержания углерода в стали и экономически не целесообразно.
Повышение давления до не менее 20 кПа необходимо для проведения технологических операций присадки извести и алюминия, чтобы исключить формирование окислительной атмосферы в вакуумной камере.
Присадка алюминия осуществляется двумя порциями, для повышения эффективности раскисления металла и шлака и снижения расхода алюминия.
Присадка алюминия совестно с известью в количестве, обеспечивающем получение содержания в металле алюминия не менее 0,01% и основности шлака 0,8-1,4, гарантирует получение раскисленного шлака с оптимальными ассимилирующими свойствами по отношению к продуктам раскисления стали алюминием. Присадка алюминия в количестве, обеспечивающем получение содержания алюминия в металле менее 0,01%, приводит к менее качественному раскислению шлака и способствует образованию неметаллических включений. Присадка извести в количестве, обеспечивающем основность меньшую 0,8 или большую 1,4, снижает эффективность образования модифицированных неметаллических включений и их удаление из металла в шлак.
Повторная присадка алюминия раннее 2 мин после ввода первой присадки алюминия совместно с известью приводит к изменению свойств шлака и снижает эффективное модифицирование неметаллических включений.
Присадка алюминия из расчета получения содержания алюминия в металле не менее 0,04% обеспечивает получение заданного содержания алюминия в металле, которое свидетельствует о глубоком раскислении металла.
Ввод в глубину расплава кальцийсодержащего реагента из расчета 0,1-0,35 кг кальция на тонну стали обеспечивает эффективное модифицирование неметаллических включений на основе оксида алюминия. Ввод большего, либо меньшего количества кальцийсодержащего реагента не позволяет модифицировать неметаллические включения, перевести их в жидкое состояние, эффективно удалять из металла и исключить их отложения на разливочных стаканах.
Пример реализации способа.
Предложенный способ производства особонизкоуглеродистой стали был реализован в кислородно-конвертерном цехе. После выплавки, металл выпускали в сталь-ковш, осуществляли внепечную обработку, вакуумное обезуглероживание и разливку стали. Было произведено 6 опытных плавок.
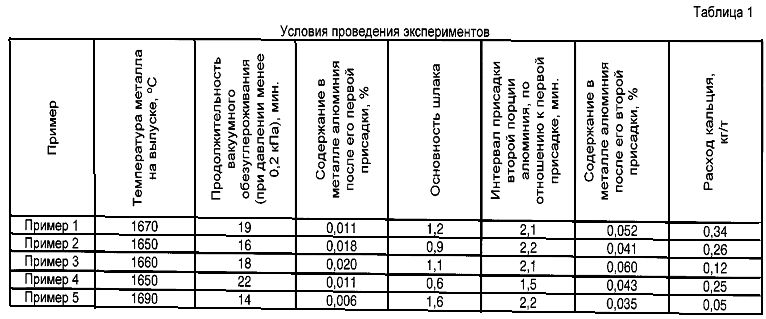
Условия проведения экспериментов приведены в таблице 1. Примеры 1-3 с соблюдением предложенных технических параметров, примеры 4-5 с не соблюдением некоторых параметров.
Результаты экспериментов представлены в таблице 2. Из представленных результатов видно, что при выполнении всех предложенных технических решений (примеры 1-3) разливка стали производится стабильно без замен погружных стаканов по причине отложений неметаллических включений, значительного изменения уровня металла в кристаллизаторе, а отсортировка готового проката по дефектам сталеплавильного происхождения не превышает 1,1%. Напротив, при невыполнении предложенных технических решений (примеры 4-5) процесс разливки протекает не стабильно, а отсортировка готового проката по дефектам сталеплавильного происхождения достигает 16,6%.
Таким образом, предложенный способ производства особонизкоуглеродистой стали позволяет снизить отсортировку холоднокатаного проката по поверхностным дефектам сталеплавильного происхождения, а также повысить технологичность получения непрерывнолитых заготовок из данной стали.

Сталь низколегированная жаропрочная
Способ горячей прокатки на непрерывном широкополосном стане
Способ производства полос из низколегированной свариваемой стали
Способ горячей прокатки тонких полос на широкополосном стане
Способ производства стали (варианты)
Способ правки толстолистового проката
Способ производства горячекатаных листов из низколегированной стали
Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)
Способ профилирования опорных валков стана кварто
Сталь низколегированная жаропрочная
Способ горячей прокатки на непрерывном широкополосном стане
Способ производства полос из низколегированной свариваемой стали
Способ горячей прокатки тонких полос на широкополосном стане
Способ производства стали (варианты)
Способ правки толстолистового проката
Способ производства горячекатаных листов из низколегированной стали
Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)
Способ профилирования опорных валков стана кварто

