Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к обработке материалов резанием и может быть использовано в машиностроении для ускоренной автоматизированной оценки обрабатываемости как традиционно применяемых сталей и сплавов в изменяющихся условиях резания, так и новых марок сплавов, наплавленных и композиционных материалов и т.д.
Известен способ определения оптимальной скорости резания (SU 1306649 А1, МПК B23B 25/06, дата подачи заявки 18.11.1985), как одного из параметров, характеризующих обрабатываемость материала.
Сущность известного способа состоит в следующем. Осуществляют изменение скорости резания в заданном диапазоне и одновременно регистрируют виброакустический сигнал, излучаемый зоной резания, из которого выделяют сигнал о срыве нароста, определяемый сопоставлением составляющих виброакустического сигнала и частиц нароста на поверхности резания в одинаковые моменты времени, определяют частоты выделенного сигнала, а в качестве оптимальной принимают скорость, при которой частота выделяемого сигнала минимальна. Частота срыва нароста коррелирует со скоростью износа режущего инструмента.
Основной недостаток данного способа состоит в том, что для определения скорости резания, при которой частота срыва нароста, а значит и скорость износа режущего инструмента, минимальна, необходимо провести измерения в широком диапазоне скоростей резания, таком, чтобы искомое значение оптимальной скорости резания (минимальной скорости износа) заведомо попадало в этот диапазон. А это существенно увеличивает потребное время и трудоемкость.
Известен также способ оценки обрабатываемости материалов (SU 1377675 А1, МПК G01N 3/58, дата подачи заявки 19.12.1985), заключающийся в том, что осуществляют торцовое точение дисков из эталонного и испытуемого обрабатываемого материалов при одном и том же значении числа оборотов шпинделя, выбранного из условия непревышения величины износа инструмента за один цикл обработки торца критического значения, а в качестве параметра, характеризующего обрабатываемость материала, определяют число импульсов моды амплитудного распределения сигналов акустической эмиссии, соответствующих пластическому деформированию при точении.
Способ требует соблюдения относительного постоянства условий проведения исследований для определенной партии материалов и позволяет определить только относительный коэффициент обрабатываемости материалов данной партии по сравнению с эталонным, что существенно ограничивает его возможности широкого применения на практике. Кроме того, остается открытым вопрос: какой материал выбрать в качестве эталонного для данной партии?
Задачами изобретения являются: сокращение времени и трудоемкости определения обрабатываемости материалов, определение не относительного, а абсолютного значения обрабатываемости.
Поставленные задачи решаются тем, что в способе оценки обрабатываемости материалов резанием, состоящем в регистрации параметров сигналов акустической эмиссии - числа импульсов моды амплитудного распределения, соответствующих пластическому деформированию при точении, согласно изобретению для регистрируемого датчиком сигнала акустической эмиссии рассчитывают среднее квадратическое значение сигнала в рассматриваемом интервале времени (Urms), с помощью преобразования Фурье получают амплитудно-частотное представление сигнала акустической эмиссии, определяют значение медианной частоты (Fmed), а по их произведению судят об обрабатываемости материалов.
Технический результат предлагаемого изобретения выражается в следующем. За счет существования линейной связи между обрабатываемостью материала и значением произведения параметров сигналов акустической эмиссии (Urms×Fmed) появляется возможность значительного сокращения трудоемкости и времени процесса оценки обрабатываемости материалов, расширяются границы применения его на практике. Кроме того, все необходимые процедуры предлагаемого изобретения могут быть автоматизированы.
Предлагаемый способ реализуется следующим образом. При точении широкополосный датчик акустической эмиссии (АЭ) устанавливают на державку резца, осуществляют точение, получаемый сигнал АЭ подвергают обработке в автоматизированном режиме - рассчитывают среднее квадратическое значение сигнала в рассматриваемом интервале времени, с помощью преобразования Фурье получают амплитудно-частотное представление сигнала, для которого рассчитывают значение медианной частоты (Fmed). Величина произведения Urms×Fmed этих двух параметров сигналов АЭ позволяет однозначно судить об обрабатываемости материалов.
Пример. Для эксперимента в качестве обрабатываемого материала использовали 6 образцов легированной стали (таблица1)
|
Для обеспечения быстрого изнашивания в качестве инструмента были выбраны пластины из быстрорежущей стали Р6М5Ф3 квадратные 13-0,1 мм, задний угол 12°, толщина 4,5 мм, устанавливаемые в державку. Геометрические параметры пластины, установленной в державку: передний угол 0, задний угол 12°, главный и вспомогательный угол в плане 45°. Величину износа определяли на микроскопе МБС-10 (увеличение-шкала 4) с камерой-окуляром MU500.
В качестве критерия для сравнения использовали расчетный удельный износ РУИ, мкм/торец.
РУИ=h/N·1000,
где N - число обработанных торцов, величина износа (максимальная высота фаски износа резца в направлении, перпендикулярном режущей кромке).
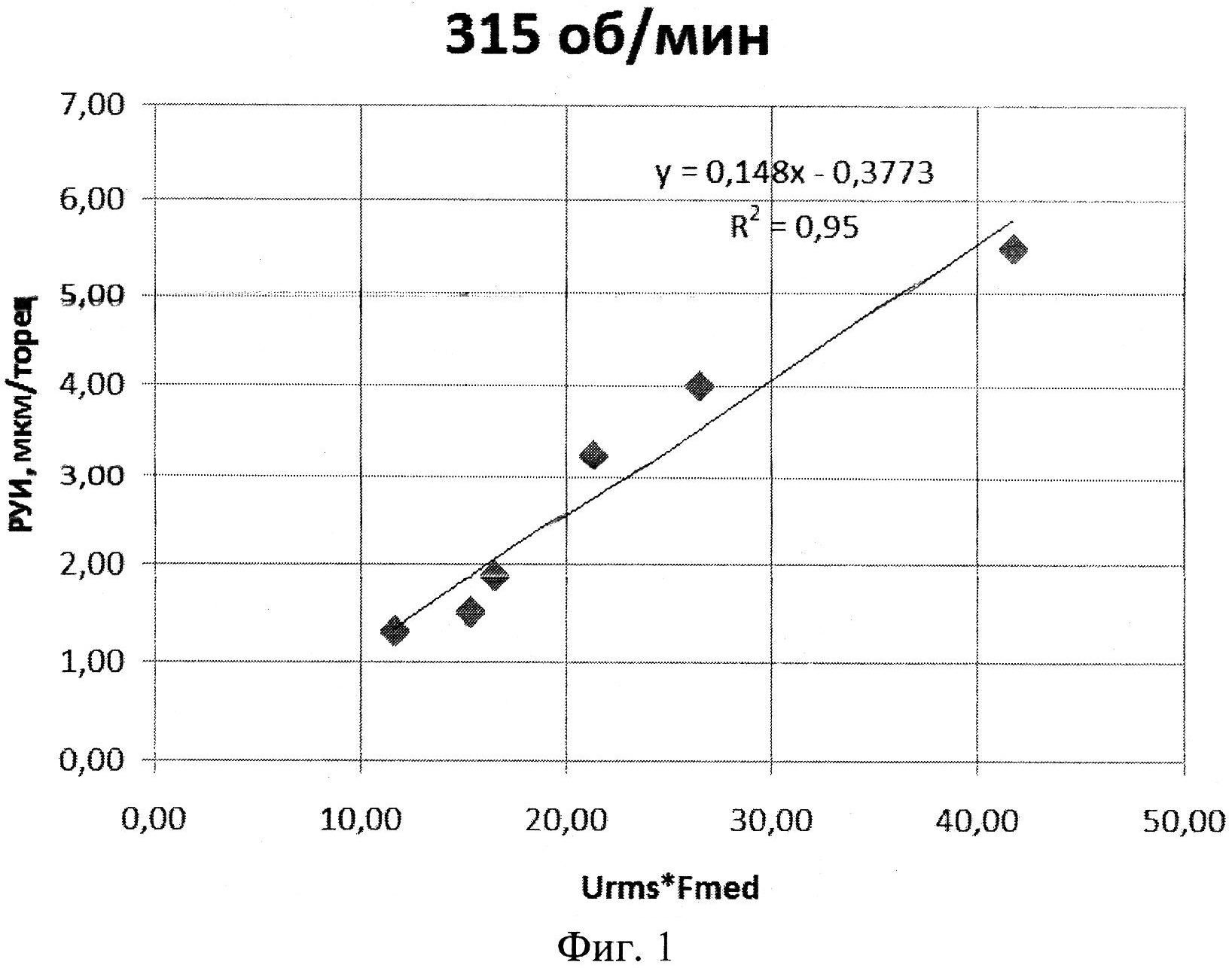
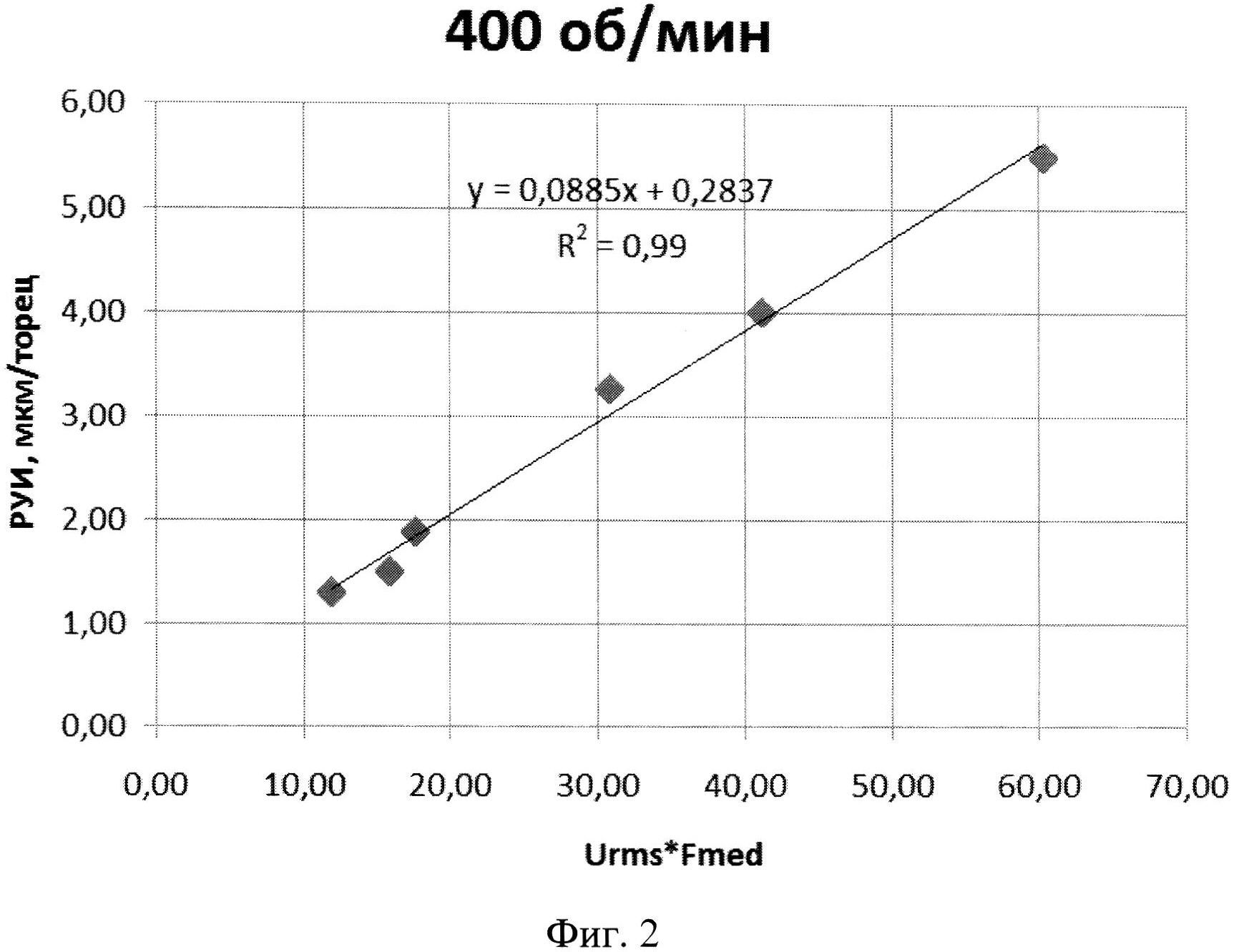
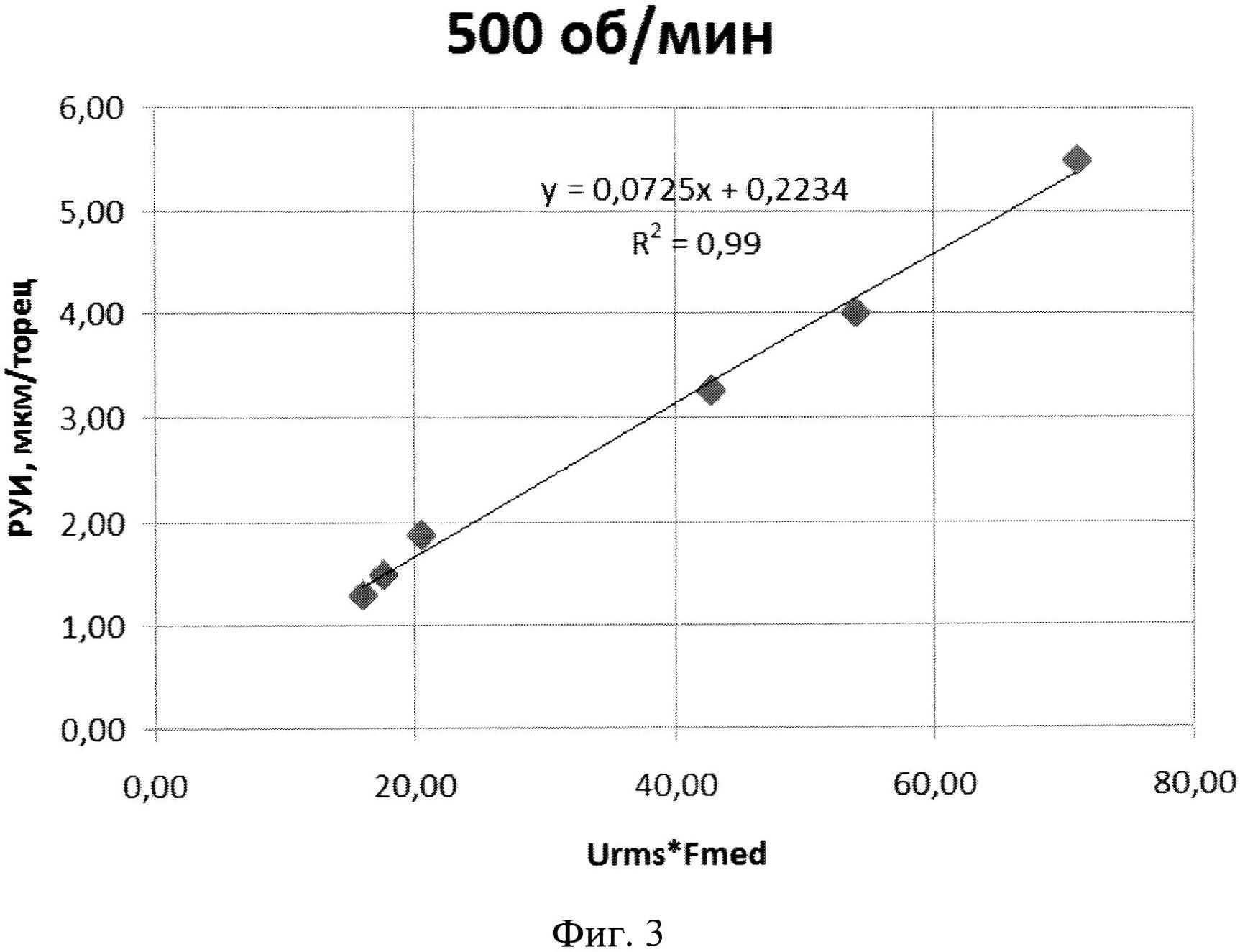
Обработку сигналов АЭ осуществляли в среде Matlab. Рассчитывали среднеквадратическое значение сигнала и значение Fmed медианной частоты амплитудно-частотного представления сигналов АЭ. Затем строили графики зависимости расчетного удельного износа РУИ от произведения Urms×Fmed.
Обработку резанием проводили на трех скоростях точения: 315, 400, 500 об/мин, фиг.1, фиг.2, фиг.3.
Полученные результаты сведены в таблицу 2 и для наглядности представлены графически. Видно, что с коэффициентом корреляции R2, близким к единице, обнаруживается линейная связь РУИ от Urms×Fmed, что позволяет быстро определять значения обрабатываемости материала для данной скорости резания. Значения обрабатываемости для других скоростей резания можно получить аппроксимацией уже известных данных.
|
Способ изготовления подкладки для сварки из алюминидов железа
Способ получения биорезорбируемого магниевого сплава и его применение
Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления
Звукоизолирующая зашивка технического помещения
Способ исследования процесса сгорания в двигателе внутреннего сгорания и система для его осуществления
Способ получения алюминиево-свинцовых подшипников скольжения
Преобразователь акустической эмиссии повышенной надежности
Шумозащитный экран
Шумозащитный экран
Универсальный учебно-исследовательский стенд изучения генерации и распространения акустических волн в элементах промышленных объектов от имитаторов реальных источников акустической эмиссии
Шумозащитный экран
Способ испытаний по оценке совершенства процессов подготовки и сгорания топливной смеси в тепловых двс

