Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ С ПОМОЩЬЮ ЛАЗЕРНОЙ СВАРКИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу производства стальной трубопроводной трубы (или трубы, в дальнейшем определяемую как сваренная лазером стальная труба) за счет сваривания между собой продольных краев открытой трубы, используя лазерный луч, и, в частности, к способу производства сваренной лазером стальной трубы, которая подходит для бурения и транспортировки нефти или природного газа, например такой, как труба, применяемая в нефтяной промышленности, или трубопроводная труба.
Уровень техники
Стальные трубы, используемые как трубы, применяемые в нефтяной промышленности или трубопроводные трубы, в общих чертах разделяются на сварные стальные трубы (например, сварные стальные трубы, выполненные с помощью контактной сварки сопротивлением, стальные трубы, выполненные на стане для производства сварных труб большого диаметра процессом UOE, и другие трубы) и бесшовные стальные трубы. Среди этих стальных труб трубы, выполненные с помощью контактной сварки сопротивлением, являются предпочтительными с экономической точки зрения, поскольку они могут быть изготовлены с низкими затратами за счет использования ленточных стальных полос, формованных с помощью горячей прокатки (так называемые горячекатаные стальные рулоны), в качестве стартового материала.
Однако типичная стальная труба, выполненная с помощью контактной сварки сопротивлением, неизбежно включает в себя место соединения, так называемый шов, появляющийся в результате сварки, поскольку стальная труба, выполненная с помощью контактной сварки сопротивлением, производится за счет формования стальной полосы в цилиндрическую форму с использованием формовочных валков, чтобы формовать открытую трубу (здесь открытая труба относится к полосе трубчатой формы, которая формуется множеством формовочных валков и которая имеет несваренные края, и таким образом, труба далее определяется как открытая труба), при этом выполняется контактная сварка сопротивлением (также определяемая как высокочастотная контактная сварка сопротивлением) на краях открытой трубы (т.е. на обоих боковых краях формованной в виде цилиндра стальной полосы), и в то же время производится прессование открытой трубы шовообжимными валками трубоэлектросварочного стана. Такой шов имеет проблему плохой низкотемпературной прочности. Таким образом, трубы, применяемые в нефтяной промышленности, или трубопроводные трубы, при изготовлении которых используется контактная сварка сопротивлением, сложно использовать в холодных районах. Причина того, почему такой шов имеет плохую низкотемпературную прочность, заключается в том, что в момент сваривания между собой краев металла этот расплавленный высокотемпературный металл реагирует с атмосферным кислородом и образует оксид, который, вероятно, должен оставаться в шве.
Стальная труба, выполненная с помощью контактной сварки сопротивлением, имеет другую проблему, состоящую в том, что коррозионное сопротивление шва, вероятно, должно быть ухудшенным, поскольку элемент сплава в расплавленном металле, вероятно, должен изолироваться, в то время как края свариваются между собой. Таким образом, трубы, применяемые в нефтяной промышленности, или трубопроводные трубы, при изготовлении которых используется контактная сварка сопротивлением, сложно использовать в окружающей среде с сильным коррозионным воздействием (например, в окружающей среде с кислой реакцией).
В то же время сварка с помощью лазерных лучей (в дальнейшем определяемая как лазерная сварка) привлекла внимание как способ сварки, при осуществлении которого низкотемпературная прочность и коррозионное сопротивление шва не ухудшаются. При лазерной сварке источник тепла может иметь маленький размер и к месту сварки может сходиться тепловая энергия высокой плотности. Таким образом, лазерная сварка может предотвратить образование оксида в расплавленном металле или изолирование элемента сплава в расплавленном металле. Таким образом, когда лазерная сварка применяется при производстве сварных стальных труб, может быть предотвращено ухудшение низкотемпературной прочности и коррозионного сопротивления шва.
Таким образом, технология для производства стальных трубопроводных труб (или стальных труб, т.е. стальных труб, сваренных лазерной сваркой) за счет излучения лазерных лучей на края открытых труб для сваривания между собой этих краев была осуществлена практически во время производства сварных стальных труб.
Однако лазерная сварка выполняется за счет облучения свариваемого участка лазерным лучом, который является лучом света с высокой плотностью энергии, который сводится в одну точку оптическим компонентом и вызывает быстрое плавление металла. Таким образом, расплавленный металл разбрызгивается из образованной ванны расплавленного металла в виде сварочных брызг. Рассеиваемые брызги налипают на сварочное оборудование, таким образом ухудшая качество шва. Одновременно с этим брызги также прилипают к оптическому компоненту, создавая нестабильность выполнения сварочной операции. Поскольку лазерная сварка выполняется за счет сведения в одну точку тепловой энергии высокой плотности, образуется большое количество сварочных брызг, вызывая возникновение сварочных дефектов, таких как поднутрение или недостаточное заполнение шва (или углубление). Если на участке сварки происходит недостаточное заполнение шва, прочность сваренного участка уменьшается.
Принимая во внимание эти проблемы, были исследованы различные технологии для предотвращения прилипания сварочных брызг или возникновения разбрызгивания во время лазерной сварки. Например, на практике была использована технология для предотвращения возникновения разбрызгивания за счет уменьшения мощности лазера, или при изменении фокусного положения за счет большого углового отклонения (т.е. за счет расфокусировки). Однако уменьшение мощности лазера или расфокусировка не только приводят к уменьшению скорости сварки (т.е. уменьшению эффективности сварки), но также с большей вероятностью создают проблему недостаточного проникновения луча.
Патентная литература 1 раскрывает технологию для предотвращения возникновения разбрызгивания за счет разделения лазерного луча на множество пятен лазерного луча. Однако технология лазерной сварки, использующая множество пятен лазерного луча, в которой лазерный луч разделяется, аналогична технологии лазерной сварки с пониженной мощностью лазера. Таким образом, такая технология приводит не только к уменьшению эффективности сварки, но также с большей вероятностью создает проблему недостаточного проникновения луча. Кроме того, поскольку призмы, которые разделяют лазерные лучи, являются дорогими, стоимость сварочной операции неизбежно увеличивается.
Патентная литература 2 раскрывает технологию для предотвращения недостаточного заполнения шва наплавленного металла за счет использования присадочной проволоки во время лазерной сварки. Однако при использовании этой технологии компоненты присадочной проволоки изменяют состав сваренного металла. Таким образом, подходящая присадочная проволока должна быть выбрана в соответствии с компонентами открытых труб, таким образом увеличивая накладные расходы от управления запасами присадочной проволоки или от контроля производства при лазерной сварке.
Патентная литература 3 раскрывает технологию для предотвращения дефектов сварки при совместном использовании лазерной сварки и дуговой сварки. Однако эта технология требует создания сложной структуры сварочного оборудования, таким образом увеличивая накладные расходы не только для технической поддержки, но также и на управление сварочной операцией.
1. Публикация №7-214361 заявки на патент Японии.
2. Публикация №2004-330299 заявки на патент Японии.
3. Публикация №2004-223543 заявки на патент Японии.
Раскрытие изобретения
Задачей настоящего изобретения является обеспечение способа эффективного изготовления сваренной лазером высококачественной стальной трубы с высоким выходом годных изделий, в то же время предотвращая возникновение поднутрения или недостаточного заполнения шва за счет соответствующего расположения множества участков (т.е. пятен) таким образом, чтобы они нагревались и расплавлялись за счет облучения множеством лазерных лучей, и соответственно, сохранения диаметра каждого пятна или длины каждого пятна на верхней поверхности (поверхности стальной ленты) открытой трубы таким образом, чтобы плотность энергии на внешней поверхности открытой трубы контролировалась во время процесса производства сваренной лазером стальной трубы.
Была исследована и изучена технология стабилизации для того, чтобы стабилизировать явление сваривания во время лазерной сварки, когда сваренная лазером стальная труба должна быть изготовлена при осуществлении лазерной сварки на краях открытой трубы.
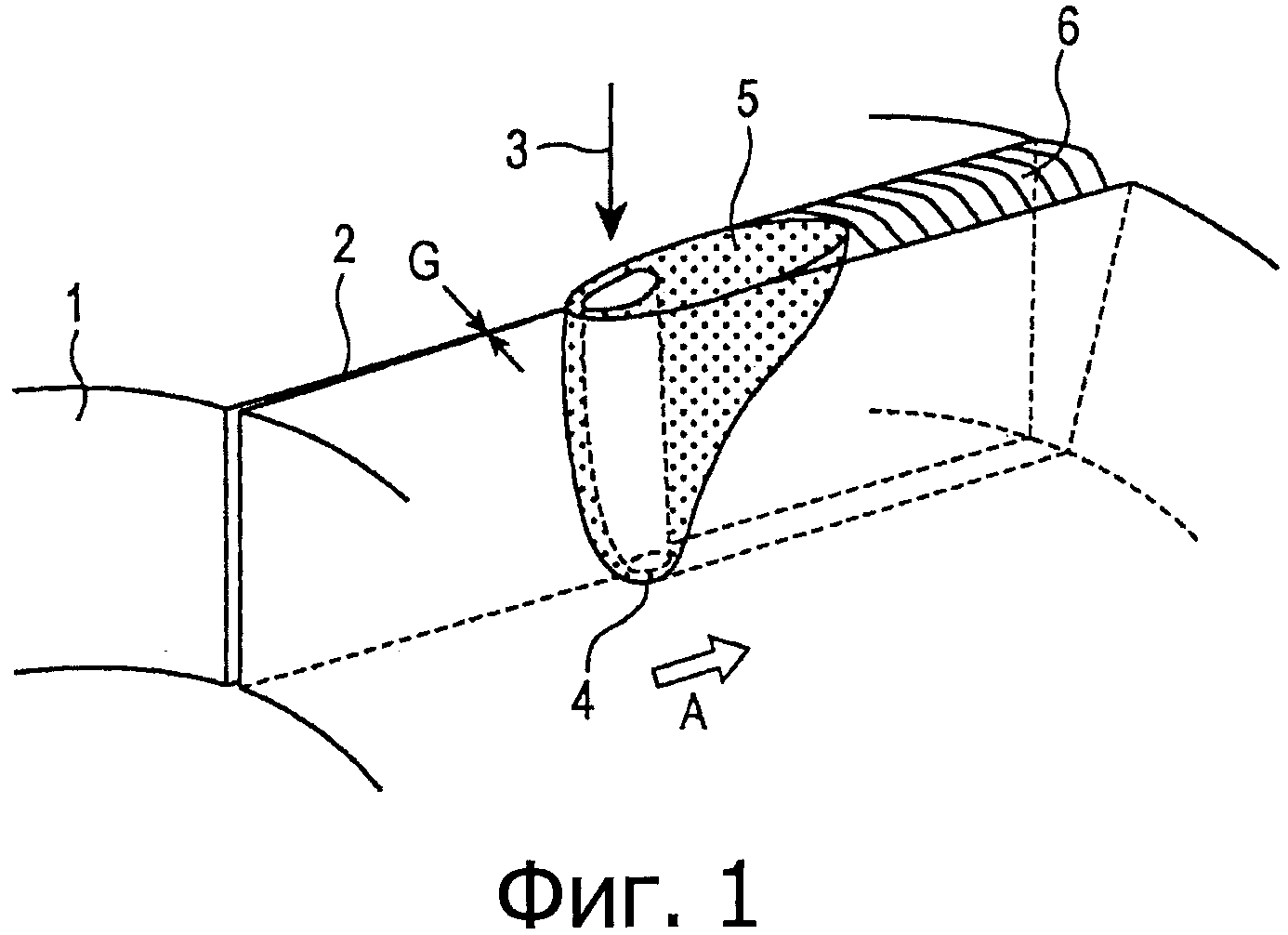
Фиг.1 является видом в перспективе, который схематически иллюстрирует традиционный способ сваривания места соединения краев 2 открытой трубы 1 при использовании единственного лазерного луча во время изготовления сваренной лазером стальной трубы. Стрелка A на фиг.1 обозначает направление перемещения открытой трубы. Здесь глубокая полость (в дальнейшем определяемая как область сквозного проплавления) 4 образуется в результате облучения лазерным лучом 3, при этом расплавленный металл 5, сформировавшийся вокруг области 4 сквозного проплавления, иллюстрируется в перспективе. Как иллюстрируется на фиг.1, когда края 2 облучаются лазерным лучом 3, эти края 2 расплавляются благодаря сведенной в одну точку тепловой энергии высокой плотности, и в расплавленном металле 5 образуется область 4 сквозного проплавления вследствие давления испарения и реактивной силы испарения, которая образуется при испарении расплавленного металла 5. Предполагается, что внутренняя часть области 4 сквозного проплавления должна быть заполнена высокотемпературной плазмой, которая образовалась в результате вхождения лазерного луча 3 в область 4 сквозного проплавления, и пары металла электролитически разъединяются за счет энергии лазерного луча 3.
Сквозное проплавление 4 обозначает положение, в котором тепловая энергия лазерного луча 3 сходится в одну точку в наибольшей степени. За счет позиционирования места соединения краев внутри области 4 сквозного проплавления сваренная лазером стальная труба может изготавливаться в стабильных условиях. Однако требуется высокоточная технология позиционирования, чтобы обеспечить совпадение мест соединения краев 2 с областью 4 сквозного проплавления. Если состояние краев 2 или состояние соединения встык краев 2 в процессе обработки является нестабильным, то расплавленный металл 5 становится нестабильным. Следовательно, часто происходит разбрызгивание и сварочные дефекты, такие как поднутрение или недостаточное заполнения шва, возникают с большей вероятностью. Принимая во внимание эти проблемы, плотность энергии лазерного луча, которым облучается место соединения краев, регулируется. Для регулирования плотности энергии луча диаметр пятна, его форма и количество пятен лазерного луча соответствующим образом поддерживаются или изменяется фокусное положение лазерного луча. Кроме того, лазерный луч излучается в местоположение, находящееся вне места соединения.
Регулирование форм пятна таким образом является технологией, которая может выполняться за счет изготовления соответствующего набора линз или набора зеркал.
Настоящее изобретение выполнено с учетом этих полученных данных. В частности, настоящее изобретение обеспечивает способ изготовления сваренной лазером стальной трубы за счет формования стальной ленты в цилиндрическую открытую трубу формовочными валками и выполнения сварки на краях открытой трубы за счет излучения лазерного луча на края со стороны внешней поверхности открытой трубы, при этом края прижимаются шовообжимными валками трубоэлектросварочного стана. Этот способ содержит: выполнение сварки с использованием множества лазерных лучей, каждый из которых имеет диаметр пятна, превышающий 0,3 мм или более на поверхности открытой трубы (поверхности стальной ленты), при этом множество лазерных лучей располагаются таким образом, что сумма диаметров пятен (в дальнейшем определяемых как длина пятен) множества лазерных лучей, длины пятен, проходящие перпендикулярно к линии сварки, на поверхности стальной ленты составляют 0,5 мм или более, а также располагаются таким образом, что расстояние между центрами пятен множества лазерных лучей в направлении линии сварки попадает в диапазон до 5 мм.
В способе изготовления сваренной лазером стальной трубы в соответствии с настоящим изобретением, предпочтительно, чтобы плотность энергии каждого из лазерных лучей на внешней поверхности открытой трубы составляла 70 кВт/мм2 или менее. Также предпочтительно, чтобы положение фокуса каждого из лазерных лучей находилось в диапазоне от 3Т до -3Т от внешней поверхности открытой трубы, где толщина открытой трубы обозначается как Т. Также предпочтительно, чтобы сумма мощностей лазера множества лазерных лучей составляла 15 кВт или более, а скорость сварки составляла 7 м/мин или более. Также предпочтительно, чтобы каждый из лазерных лучей излучался при угле опережения от 5 до 50° (угол от направления, перпендикулярного поверхности открытой трубы, к направлению, противоположному направлению сварки, определяемому как ведущее направление). Предпочтительно, чтобы открытая труба имела толщину Т, превышающую 3 мм. Предпочтительно, чтобы на края открытой трубы накладывалась высадка от 0,3 до 1,0 мм, когда края прижимаются шовообжимными валками трубоэлектросварочного стана.
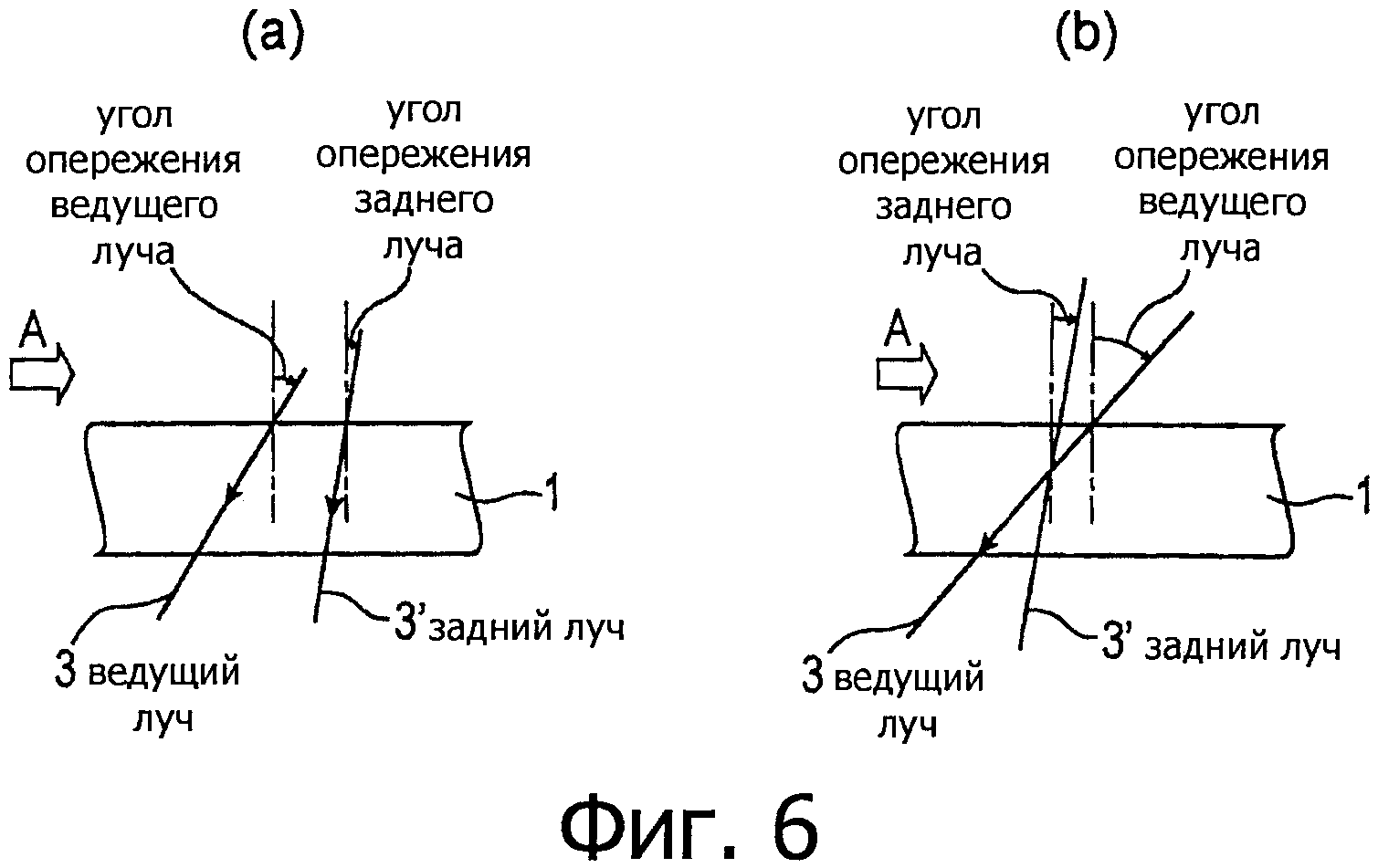
Также предпочтительно, чтобы когда задний луч из нескольких лазерных лучей располагается в направлении линии сварки, угол опережения заднего луча был меньше, чем угол опережения ведущего луча из нескольких лазерных лучей.
В соответствии с настоящим изобретением, сваренная лазером стальная труба может стабильно изготавливаться с высоким выходом годных изделий, в то же время предотвращая возникновение поднутрения или недостаточного заполнения шва за счет соответствующего расположения множества участков (т.е. пятен) таким образом, чтобы они нагревались и расплавлялись за счет облучения множеством лазерных лучей и соответственно, сохранения диаметра каждого пятна или длины каждого пятна на верхней поверхности (поверхности стальной ленты) открытой трубы таким образом, чтобы плотность энергии на внешней поверхности открытой трубы контролировалась во время процесса производства сваренной лазером стальной трубы. Полученная в результате сваренная лазером стальная труба имеет шов, который является превосходным по показателям низкотемпературной прочности и коррозионного сопротивления, и таким образом становится пригодной для труб, применяемых в нефтяной промышленности, или для трубопроводных труб, используемых в холодных районах или в окружающей среде с сильным коррозионным воздействием.
Краткое описание чертежей
Фиг.1 является видом в перспективе, который схематически иллюстрирует традиционный способ сваривания, в котором сваривается место соединения краев открытой трубы.
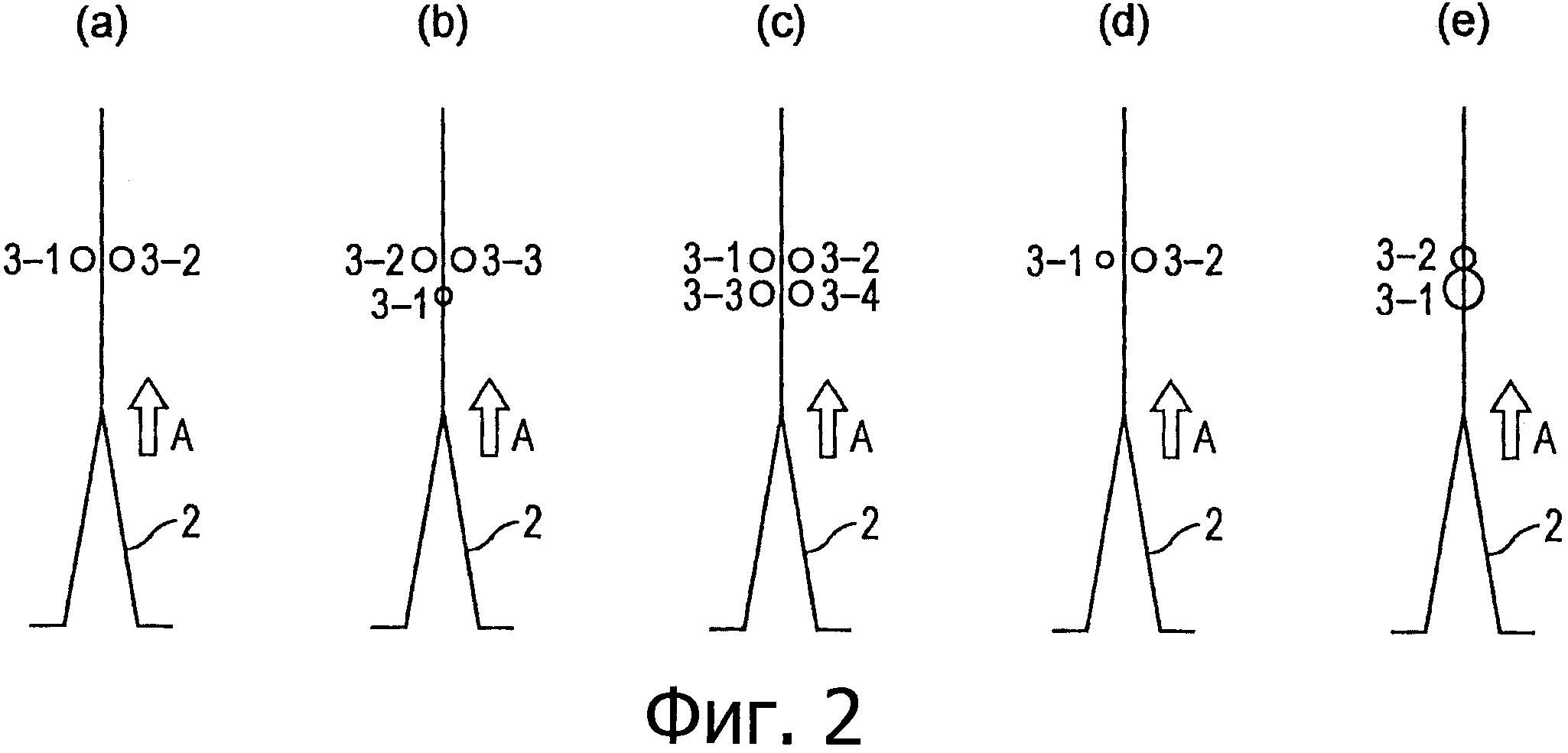
Фиг.2 является видом сверху, схематически иллюстрирующим местоположения, в которые излучаются множество лазерных лучей, в соответствии с настоящим изобретением.
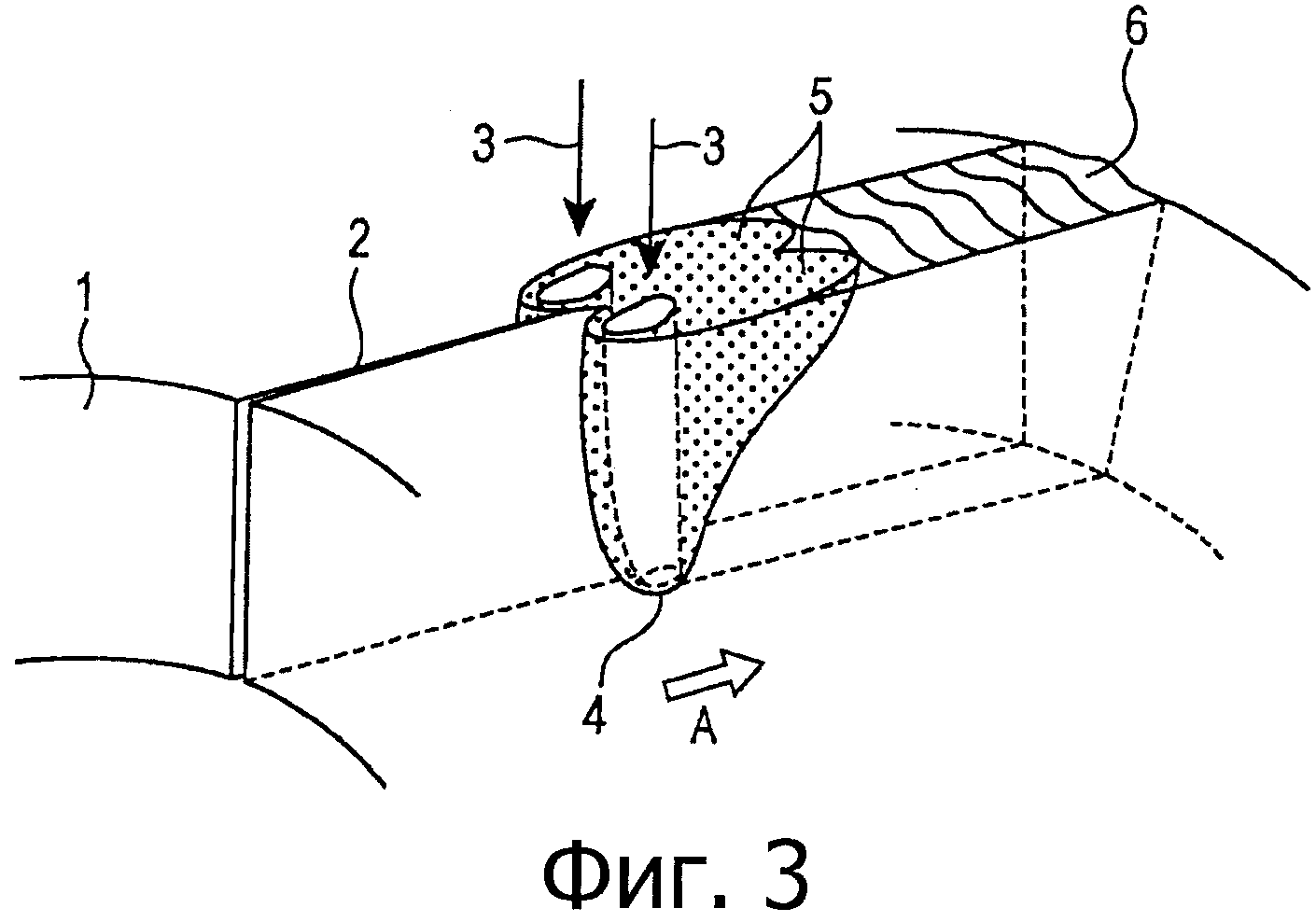
Фиг.3 является видом в перспективе, схематически иллюстрирующим случай, в котором применяется настоящее изобретение, где сваривается место соединения краев открытой трубы.
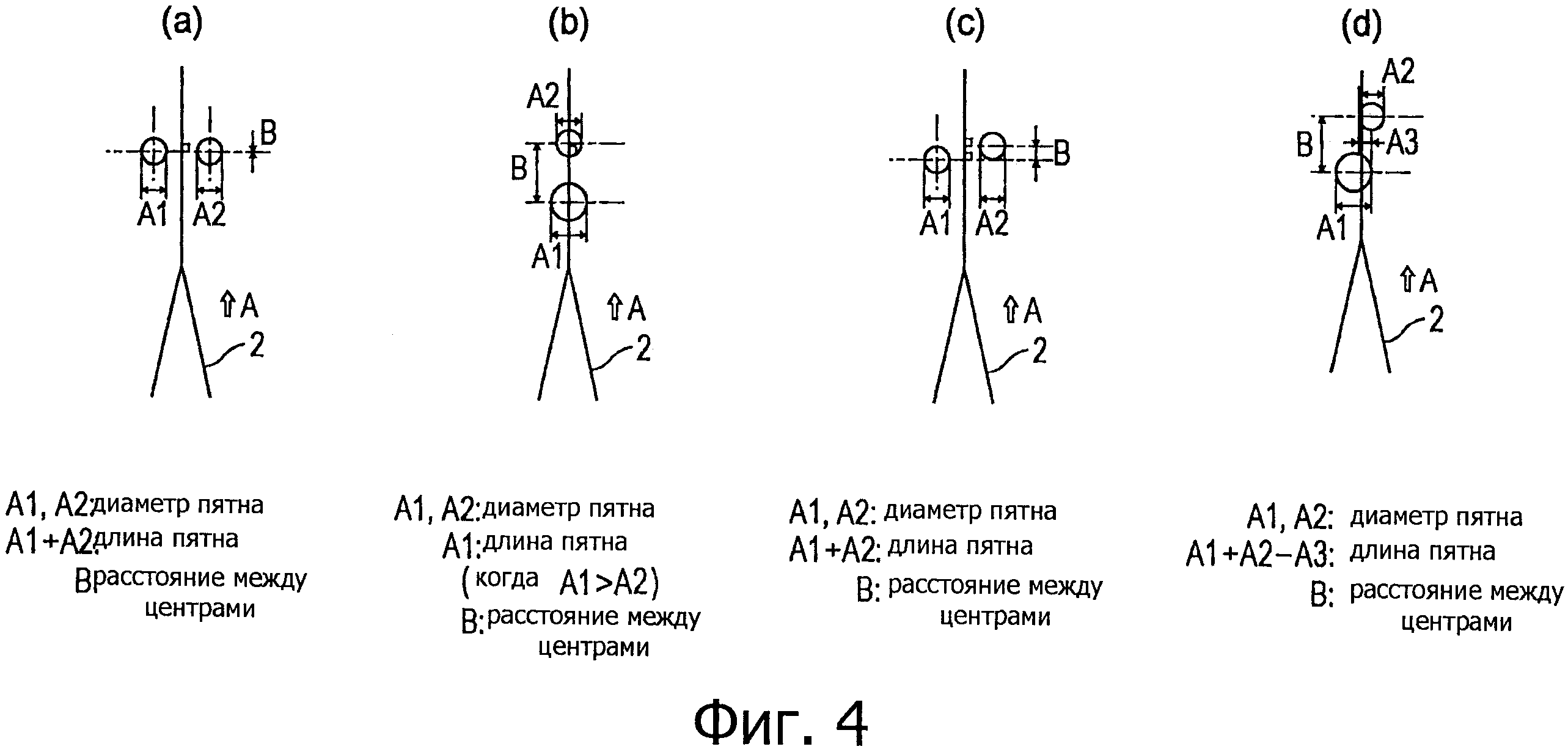
Фиг.4 иллюстрирует сумму длин пятен лазерных лучей, перпендикулярных линии сварки на поверхности стальной ленты, и расстояние между центрами пятен в направлении линии сварки на каждой поверхности стальной ленты.
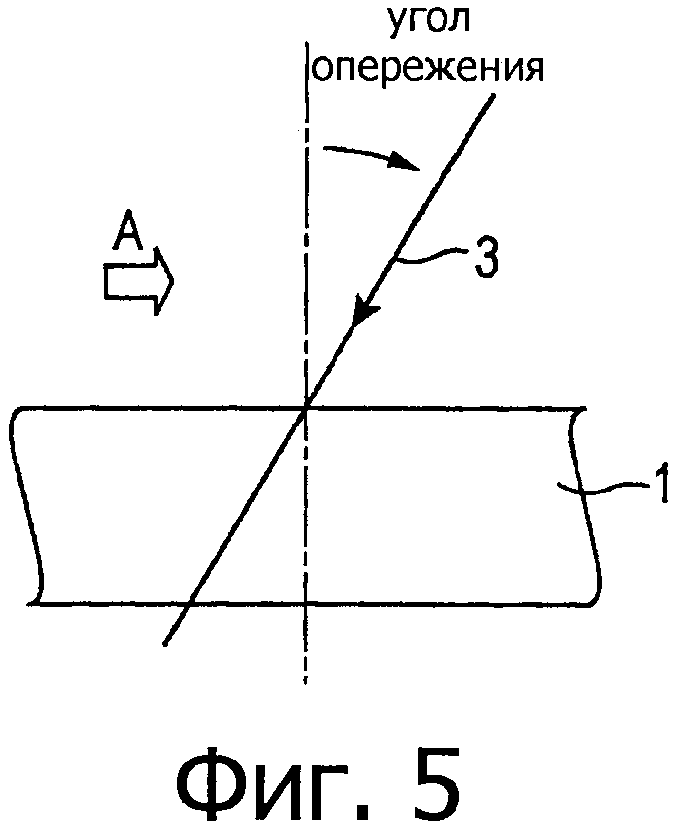
Фиг.5 схематически иллюстрирует соотношение между лазерным лучом, в соответствии с настоящим изобретением, и его углом опережения.
Фиг.6 схематически иллюстрирует соотношения между углом опережения ведущего луча и углом опережения заднего луча, в соответствии с настоящим изобретением.
Осуществление изобретения
В настоящем изобретении сваренная лазером стальная труба изготавливается с использованием множества лазерных лучей. Фиг.3 иллюстрирует пример, в котором используются два лазерных луча. На фиг.3 края 2 открытой трубы 1 облучаются двумя лазерными лучами 3 со стороны внешней поверхности, при этом они сжимаются шовообжимными валками трубоэлектросварочного стана (не проиллюстрировано). Стрелка А на фиг.3 обозначает направление перемещения открытой трубы 1. Здесь области 4 сквозного проплавления, образованные в результате облучения лазерными лучами 3, и расплавленный металл 5, сформировавшийся вокруг областей 4 сквозного проплавления, иллюстрируются в перспективе.
1) Местоположения на верхней поверхности открытой трубы (поверхности стальной ленты), на которые излучаются лазерные лучи, и положение краев
Фиг.2 иллюстрирует на виде сверху примеры местоположений, на которые излучаются два или более лазерных лучей 3. Стрелка А на фиг.2 обозначает направление перемещения открытой трубы 1.
Фиг.2(a) иллюстрирует местоположения, на которые излучаются два лазерных луча, а именно лазерные лучи 3-1 и 3-2, имеющие одинаковый диаметр пятна и расположенные на обеих сторонах краев 2. Фиг.3 иллюстрирует этот пример в перспективе.
Фиг.2(b) иллюстрирует местоположения, на которые излучаются три лазерных луча, а именно лазерный луч 3-1, имеющий маленький диаметр пятна и использующийся для предварительного нагревания, и лазерные лучи 3-2 и 3-3, имеющие одинаковый диаметр пятна и расположенные на обеих сторонах краев 2.
Фиг.2(с) иллюстрирует местоположения, на которые излучаются четыре лазерных луча, а именно лазерные лучи 3-1, 3-2, 3-3 и 3-4, имеющие одинаковый диаметр пятна и расположенные на обеих сторонах краев 2, по два луча на каждой стороне.
Фиг.2(d) иллюстрирует местоположения, на которые излучаются два лазерных луча, а именно лазерные лучи 3-1 и 3-2, имеющие различные диаметры пятна и расположенные на обеих сторонах краев 2. В этом примере, поскольку лазерный луч 3-1 имеет маленький диаметр пятна, этот лазерный луч 3-1 позиционируется ближе к краям 2, чем лазерный луч 3-2.
Фиг.2(е) иллюстрирует местоположения, на которые излучаются два лазерных луча, при этом лазерные лучи 3-1 и 3-2 располагаются вдоль краев 2. В этом примере лазерный луч 3-2 имеет маленький диаметр пятна.
Расположение лазерных лучей в случае использования множества лазерных лучей не ограничивается примерами, проиллюстрированными на фиг.2, и лазерные лучи могут быть расположены соответствующим образом в зависимости от цели их использования. Однако если используются пять или более лазерных лучей, то структура сварочного устройства становится сложной, таким образом увеличивая накладные расходы при техническом обслуживании. Таким образом, желательно использовать от 2 до 4 лазерных лучей.
2) Диаметр пятна на верхней поверхности открытой трубы (поверхности стальной ленты)
Предпочтительно использовать множество лазерных лучей, каждый из которых имеет диаметр пятна, превышающий 0,3 мм или более на верхней поверхности открытой трубы (поверхности стальной ленты). Это объясняется тем, что при диаметре пятна размером менее 0,3 мм трудно поддерживать область сквозного проплавления в стабильном состоянии. Верхний предел диаметра пятна на верхней поверхности открытой трубы (поверхности стальной ленты) составляет 1,0 мм.
3) Длина пятна и расстояние между центрами пятен на верхней поверхности открытой трубы (поверхности стальной ленты)
Как проиллюстрировано на фиг.4, где используется множество лазерных лучей, сумма длин пятен лазерных лучей, длины пятен, проходящие перпендикулярно линии сварки на поверхности стальной ленты, устанавливается таким образом, чтобы составлять 0,5 мм или более, а расстояние между центрами пятен в направлении линии сварки устанавливается таким образом, чтобы оно находилось в пределах 5 мм. При установке суммы длин пятен лазерных лучей в 0,5 мм или более позиционирование места соединения внутри ванны расплавленного металла 5 производится относительно легко. Кроме того, за счет установки расстояния между центрами пятен в пределах 5 мм может быть предотвращено разделение расплавленного металла 5 на фракции. Фиг.4 схематически иллюстрирует определение суммы длин пятен лазерных лучей, проходящих перпендикулярно линии сварки, и расстояние между центрами пятен.
4) Плотность энергии лазерного луча
Предпочтительно, чтобы плотность энергии каждого лазерного луча 3 на внешней поверхности открытой трубы 1 составляла 70 кВт/мм2 или менее. Нижний предел плотности энергии устанавливается таким образом, чтобы составлять 1 кВт/мм2 или более, чтобы предотвратить уменьшение проникающих свойств, поскольку проникающая способность будет уменьшаться, если лазерный луч 3 является просто расфокусированным. Однако если плотность энергии превышает 70 кВт/мм2, то увеличивается степень разбрызгивания, создаваемого на внешней поверхности открытой трубы 1. Здесь плотность энергии каждого лазерного луча 3 регулируется за счет управления мощностью лазера и диаметра пятна.
5) Расстояние от верхней поверхности открытой трубы (поверхности стальной ленты) до положения фокусной точки
Расстояние от верхней поверхности открытой трубы до положения фокусной точки обозначается как t (мм), а толщина стальной ленты открытой трубы обозначается как Т (мм). Если расстояние t от верхней поверхности открытой трубы до положения фокусной точки превышает 3×Т (особенно 3Т в направлении вверх от верхней поверхности), то положение фокусной точки слишком высокое, что создает трудности для стабильной поддержки области сквозного проплавления. С другой стороны, если расстояние t превышает -3×Т (особенно 3Т в направлении вниз от верхней поверхности), то положение фокусной точки слишком низкое, что с большей вероятностью создает разбрызгивание из задней поверхности стальной ленты (т.е. внутренней стороны открытой трубы). Таким образом, расстояние t от верхней поверхности открытой трубы до положения фокусной точки, предпочтительно, устанавливается в пределах диапазона от -3×Т до 3×Т. Здесь является предпочтительным, чтобы расстояние от верхней поверхности стальной ленты до фокусной точки для ведущего лазерного луча 3а и расстояние от верхней поверхности стальной ленты до фокусной точки для заднего лазерного луча 3b совпадали между собой, исходя из обеспечения стабильности области сквозного проплавления.
6) Толщина открытой трубы
Предпочтительно, толщина Т открытой трубы 1 превышает 3 мм. Если толщина Т составляет 3 мм или менее, то существует вероятность проплавления насквозь.
7) Мощность лазера и скорость сварки
В целом, количество брызг, образуемых во время лазерной сварки, уменьшается по мере уменьшения мощности лазера и уменьшения скорости сварки. Однако регулирование мощности лазера и скорости сварки с целью предотвращения разбрызгивания приводит к уменьшению производительности при изготовлении сваренных лазером стальных труб. Это регулирование с большей вероятностью также приводит к возникновению раковин в металле. Таким образом, с точки зрения увеличения производительности и уменьшения раковин в металле, предпочтительно, чтобы суммарная мощность множества лазерных лучей 3 устанавливалась на значение 15 кВт или более, а скорость сварки устанавливалась на значение 7 м/мин или выше. Если суммарная мощность лазера составляет менее 15 кВт, а скорость сварки уменьшается до значения, меньшего чем 7 м/мин, это приводит к уменьшению производительности и возникновению раковин в металле.
8) Расстояния между фокусными точками лазерных лучей
Предпочтительно, расстояние между фокусными точками лазерных лучей 3 составляет 200 мм или более. Если расстояние между фокусными точками меньше чем 200 мм, то лазерная сварка выполняется нестабильно, поскольку положения фокусных точек колеблется в направлении оси Z краев 2 открытой трубы 1 (т.е. направлении оптических осей лазерных лучей).
9) Угол опережения лазерного луча
Как проиллюстрировано на фиг.5, предпочтительно, чтобы угол, с которым излучается каждый лазерный луч 3 (в дальнейшем определяемый как угол опережения), попадал в диапазон между 5 и 50°. За счет излучения лазерного луча 3 на угле опережения количество образуемых брызг уменьшается. Однако такой эффект не может быть получен, если угол опережения или меньше 5°, или больше 50°. Более предпочтительно, чтобы угол опережения находился в диапазоне между 15° и 45°. Как иллюстрируется на фиг.6, в том случае, когда угол опережения располагается в направлении линии сварки, предпочтительно, чтобы угол опережения заднего луча был меньше, чем угол опережения ведущего луча. Здесь ведущий луч представляет луч, который находится впереди по отношению к заднему лучу в направлении линии сварки на нижней поверхности стальной ленты. Стрелка A, проиллюстрированная на фиг.5 и фиг.6, обозначает направление перемещения открытой трубы 1.
10) Длина высадки
Предпочтительно, чтобы на участки 2 краев накладывалась высадка от 0,3 до 1,0 мм для того, чтобы предотвращать возникновение поднутрения или недостаточного заполнения шва, поскольку трудно полностью предотвращать возникновение разбрызгивания, возникающего при лазерной сварке. Если длина высадки составляет меньше 0,3 мм, то не может быть предотвращено возникновение поднутрения или недостаточного заполнения шва. С другой стороны, если длина высадки превышает 1,0 мм, то поддерживание шва 6 занимает длительное время.
11) Место соединения между краями
Место соединения между краями 2 в направлении A перемещения открытой трубы 1 может быть сформировано в любом положении, в котором среднее расстояние между краями 2 уменьшается до 0,5 мм или менее за счет использования шовообжимных валков трубоэлектросварочного стана (не проиллюстрировано).
12) Генератор лазерного луча
В качестве генератора лазерного луча, используемого в настоящем изобретении, может применяться любой из различных видов лазерных генераторов. Предпочтительные примеры лазера включают в себя газовый лазер, использующий газ в качестве рабочей среды (например, углекислый газ, гелий-неоновый газ, аргон, азот, и йод); твердотельный лазер, использующий в качестве рабочей среды твердое тело (например, YAG - yttrium-aluminum garnet, алюмоиттриевый гранат, АИГ, в который примешивается редкоземельный элемент); волоконный лазер, использующий волокно в качестве рабочей среды лазера вместо внутренней структуры; и дисковый лазер. Альтернативно, может использоваться полупроводниковый лазер.
13) Дополнительный источник тепла
Для нагревания открытой трубы 1 может использоваться дополнительный источник тепла с внешней стороны открытой трубы 1. Конфигурация дополнительного источника тепла не имеет особых ограничений до тех пор, пока источник тепла может нагревать и расплавлять внешнюю поверхность открытой трубы 1. Например, способ плавления металла с помощью горелки, способ плавления с помощью плазмы, способ плавления с помощью тугоплавкого инертного газа, способ плавления с помощью пучка электронов, способ плавления с помощью лазерного луча и другие способы также являются пригодными в качестве дополнительного источника тепла.
Тем не менее, наиболее предпочтительным является использование дуги в качестве дополнительного источника тепла. Устройство, которое может приложить электромагнитную силу (т.е. электромагнитную силу, возникающую от магнитного поля сварочных токов) к расплавленному металлу 5 в таком направлении, чтобы предотвратить сквозное проплавление расплавленного металла 5, используется как генератор дуги. Например, могут быть использованы технологии, которые сейчас известны, такие как сварка с помощью тугоплавкого инертного газа или плазменнодуговая сварка. Предпочтительно, генератор дуги располагается таким образом, чтобы он был объединен с лазерным лучом. Причиной такого расположения является эффективное оказание влияния магнитного поля, возникающего вокруг сварочных токов, которые создают дугу, на расплавленный металл 5. Более предпочтительно, когда генератор дуги располагается таким образом, чтобы он находился впереди лазерных лучей 3. Это объясняется тем, что такое позиционирование позволяет удалять содержащуюся на краях 2 влагу и масло.
Даже в том случае, когда используется дополнительный источник тепла, не являющийся дуговым, предпочтительно, чтобы дополнительный источник тепла располагался таким образом, чтобы он был объединен с генератором лазерных лучей 3. Это связано с тем, что если дополнительный источник тепла и лазер не располагаются таким образом, чтобы они были единой целой частью, то для получения эффекта от дополнительного источника тепла требуется большое количество тепла, таким образом значительно затрудняется получение эффекта уменьшения дефектов сварки (таких как поднутрение). Более предпочтительно, чтобы дополнительный источник тепла позиционировался таким образом, чтобы он был впереди относительно генератора лазерных лучей 3. Такое позиционирование позволяет удалять содержащуюся на краях 2 влагу и масло.
В настоящем изобретении лазерная сварка может выполняться даже на толстой открытой трубе 1 (например, имеющей толщину 4 мм или более) без предварительного нагревания краев 2 с помощью высокочастотного индукционного нагревания или другими способами. Тем не менее предварительное нагревание краев 2 приводит к положительным эффектам, таким как улучшение производительности при изготовлении сваренных лазером стальных труб.
Как описывалось выше, в соответствии с настоящим изобретением, сваренная лазером стальная труба изготавливается с помощью лазерной сварки с высокой энергией. Таким образом, возникновение поднутрения или недостаточного заполнения шва уменьшается, и может быть изготовлена высококачественная сваренная лазером стальная труба с высоким выходом годных изделий без уменьшения эффективности сварки. Полученная стальная труба, сваренная лазером, имеет шов 6, который является превосходным в показателях низкотемпературной прочности и коррозионного сопротивления, и таким образом становится пригодной для труб, применяемых в нефтяной промышленности, или для трубопроводных труб, используемых в холодных районах или в окружающей среде с сильным коррозионным воздействием.
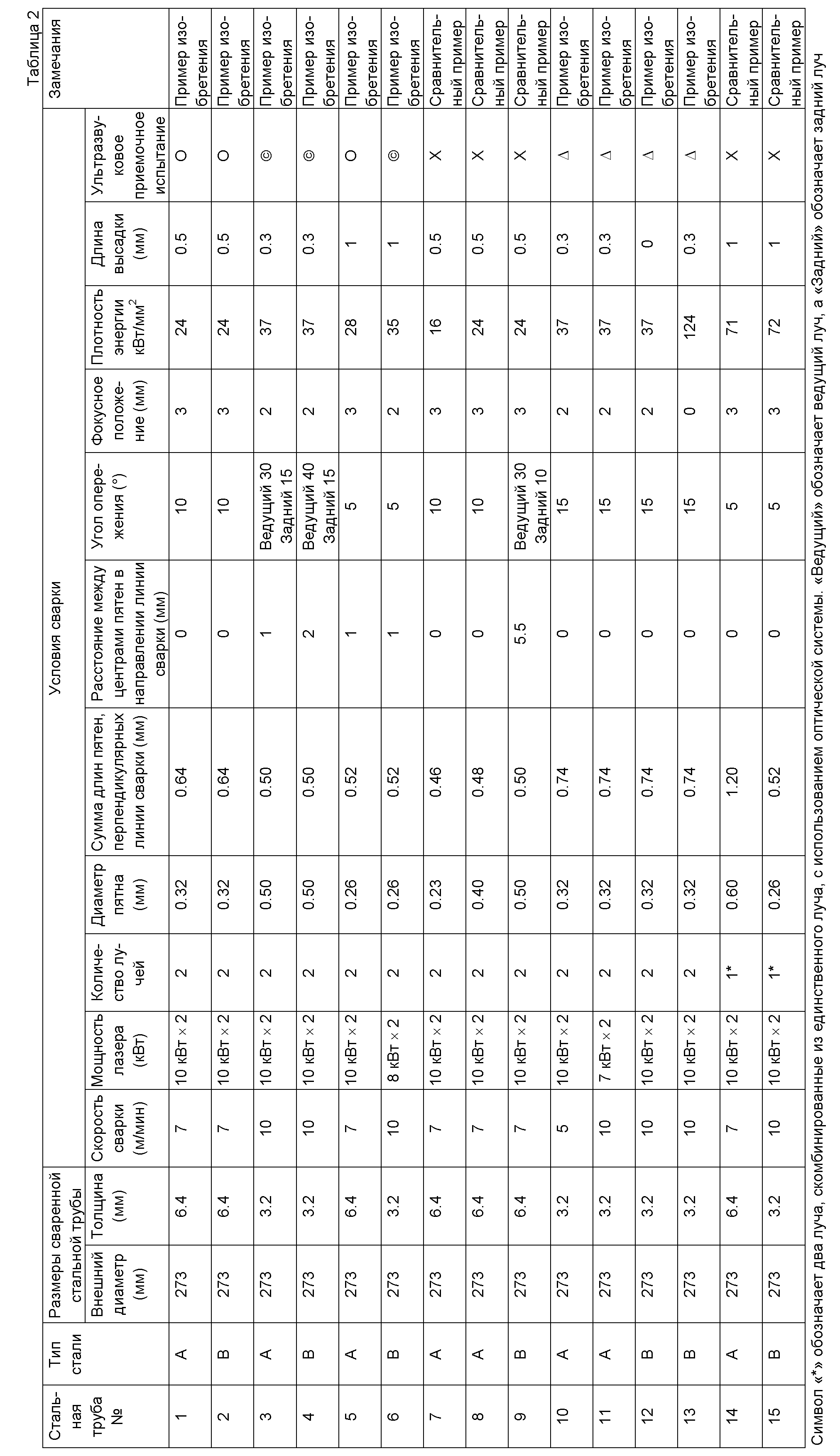
Сваренные лазером стальные трубы изготавливались за счет формования ленточных стальных полос в цилиндрические открытые трубы с использованием формовочных валков, сжимания краев открытых труб шовообжимными валками трубоэлектросварочного стана, а также за счет излучения лазерных лучей со стороны внешней поверхности открытых труб. Компоненты стальных полос показаны в таблице 1.
Лазерная сварка выполнялась с использованием двух волоконных лазерных генераторов мощностью 10 кВт. Мощность лазерных генераторов и скорости сварки были установлены, как показано в таблице 2.
Примеры изобретения, проиллюстрированные в таблице 2, являются примерами, которые удовлетворяют условиям, необходимым для настоящего изобретения. Среди примеров изобретения стальная труба №10 является примером, в котором скорость сварки выпадает за пределы предпочтительного диапазона изобретения, стальная труба №11 является примером, в котором мощность лазера выпадает за пределы предпочтительного диапазона изобретения, стальная труба №12 является примером, в котором длина высадки выпадает за пределы предпочтительного диапазона изобретения, и стальная труба №13 является примером, в котором плотность энергии выпадает за пределы предпочтительного диапазона изобретения. Все эти примеры рассматриваются как примеры изобретения, поскольку они удовлетворяют условиям, необходимым для настоящего изобретения.
Среди сравнительных примеров стальная труба №7 является примером, в котором диаметр пятна выпадает за пределы предпочтительного диапазона настоящего изобретения, стальные трубы №7 и №8 являются примерами, в которых длина пятна выпадает за пределы предпочтительного диапазона настоящего изобретения, и стальная труба №9 является примером, в котором расстояние между центрами пятен выпадает за пределы предпочтительного диапазона настоящего изобретения, и стальные трубы №14 и №15 являются примерами в которых используется единственный лазерный луч.
Полученные стальные трубы, сваренные лазером, подверглись ультразвуковому приемочному испытанию, и шов каждой трубы был проинспектирован на длину в 20 м в соответствии с JIS (Japanese Industrial Standard, Японский промышленный стандарт) G0582. Результаты испытания показаны в таблице 2. В этой табл.2 оценка производилась относительно искусственного дефекта N5 выемки на внутренней/внешней поверхности, используемого в качестве образца, когда обозначение пикового уровня составляет 10% или менее, стальная труба оценивается как превосходная (отмечается двойным кругом). Когда обозначение пикового уровня составляет более 10%, но не выше чем 25%, то стальная труба оценивается как хорошая (отмечается кругом). Когда обозначение пикового уровня составляет более чем 25%, но не выше чем 50%, то стальная труба оценивается как вполне удовлетворительная (отмечается треугольником). Когда обозначение пикового уровня превышает 50%, то стальная труба оценивается как неудовлетворительная (отмечается крестиком).
Как ясно видно из таблицы 2, примеры изобретения оценивались или как превосходные (отмечается двойным кругом), хорошие (отмечается кругом), или удовлетворительные (отмечается треугольником) при ультразвуковом приемочном испытании. Сварочные дефекты, такие как поднутрение или недостаточное заполнение шва вследствие возникновения разбрызгивания, не наблюдались. С другой стороны, сравнительные примеры были оценены как неудовлетворительные (отмечаются крестиком) при ультразвуковом приемочном испытании. Кроме того, наблюдались сварочные дефекты, такие как поднутрение или недостаточное заполнение шва. В стальной трубе №13, которая является одним из примеров настоящего изобретения, такие сварочные дефекты, как поднутрение или недостаточное заполнение шва наблюдались в незначительной степени.
Настоящее изобретение является чрезвычайно эффективным с точки зрения промышленности, поскольку настоящее изобретение позволяет стабильно изготавливать стальные трубы, сваренные лазером, с высоким выходом годных изделий, при этом полученные сваренные лазером стальные трубы имеют шов, который является превосходным в показателях низкотемпературной прочности и коррозионного сопротивления, и таким образом становятся пригодными для труб, применяемых в нефтяной промышленности, или для трубопроводных труб, используемых в холодных районах или в окружающей среде с сильным коррозионным воздействием.
|
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами

