Результат интеллектуальной деятельности: СПОСОБ ОХЛАЖДЕНИЯ ЛИСТОВОГО МЕТАЛЛА НА УЧАСТКЕ ОХЛАЖДЕНИЯ ПРОКАТНОГО СТАНА, УЧАСТОК ОХЛАЖДЕНИЯ ПРОКАТНОГО СТАНА И УСТРОЙСТВО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ НА УЧАСТКЕ ОХЛАЖДЕНИЯ ПРОКАТНОГО СТАНА
Вид РИД
Изобретение
Изобретение относится к способу охлаждения листового металла, в частности, толстолистовой стали, на участке охлаждения прокатного стана, причем участок охлаждения содержит множество устройств подачи охладителя для охлаждения верхней стороны листового металла и множество устройств подачи охладителя для охлаждения нижней стороны листового металла, причем посредством охлаждения достигается заданное целевое состояние листового металла в референтной точке и/или после выхода из участка охлаждения, причем определяется подача охладителя для первого и второго устройства подачи охладителя, причем первое и второе устройство подачи охладителя размещены противоположно относительно листового металла. Кроме того, изобретение относится к способу охлаждения листового металла посредством участка охлаждения, причем участок охлаждения содержит множество устройств подачи охладителя для охлаждения верхней стороны листового металла и множество устройств подачи охладителя для охлаждения нижней стороны листового металла, причем посредством охлаждения достигается заданное целевое состояние листового металла по меньшей мере при и/или после выхода из участка охлаждения, причем определяется подача охладителя для по меньшей мере одного из устройств подачи охладителя. Кроме того, изобретение относится к устройству управления охлаждением листового металла на участке охлаждения прокатного стана.
Изобретение относится к технической области прокатных станов, в частности, толстолистовых прокатных станов и касается, в частности, охлаждения толстолистовой стали.
Охлаждение или функционирование участка охлаждения в значительной степени оказывает влияние на качество и свойства изготавливаемой толстолистовой стали. Участок охлаждения толстолистового прокатного стана служит, в частности, тому, чтобы устанавливать свойства материала для листового металла желательным образом.
При охлаждении толстолистовой стали, виду сравнительно большой толщины и связанного с этим теплосодержания, во время охлаждения могут возникать неровности, которые обусловлены термическими деформациями. На эти термические деформации может оказывать влияние режим работы участка охлаждения. Целью является всегда изготавливать ровный листовой металл, который имеет желательные механические свойства.
Толстолистовая сталь, как правило, имеет толщину 3 мм или более и, тем самым, соответствует определению согласно EN 10029.
Из Европейской выложенной заявки ЕР 2070608 А1 известен способ для охлаждения толстолистовой стали. Здесь подача охладителя исполнительных элементов выше и ниже листового металла устанавливается индивидуальным образом, в частности, таким образом, что для верхней стороны листового металла и нижней стороны листового металла имеет место одинаковый коэффициент теплопередачи. Это имеет недостаток, заключающийся в том, что, несмотря на сравнительно точное определение коэффициента теплопередачи, все равно могут возникать неровности на участке охлаждения. Также при этом не могли бы устраняться неровности листового металла, которые возникли уже перед участком охлаждения.
Задачей изобретения является при изготовлении толстолистовой стали дополнительно повысить ровность изготавливаемой толстолистовой стали при одновременно высокой производительности толстолистового прокатного стана.
В части способа эта задача решается способом охлаждения листового металла на участке охлаждения прокатного стана, причем участок охлаждения содержит множество устройств подачи охладителя для охлаждения верхней стороны листового металла и множество устройств подачи охладителя для охлаждения нижней стороны листового металла, причем посредством охлаждения достигается заданное целевое состояние листового металла в реферетной точке, особенно самое позднее при и/или после выхода из участка охлаждения, причем определяется подача охладителя для первого и второго устройства подачи охладителя, причем первое и второе устройство подачи охладителя размещены противоположно относительно листового металла, причем определение подачи охладителя для первого и второго устройства подачи охладителя осуществляется на основе заданного подлежащего отводу теплового потока от обращенной к соответствующему устройству подачи охладителя стороны листового металла, причем для соответствующего подлежащего отводу теплового потока учитывается температура, в частности, температура поверхности соответствующей стороны листового металла.
Изобретателем установлено, что по возможности хорошего поддержания ровности недостаточно учитывать только коэффициенты теплопередачи соответственно для верхней стороны и нижней стороны и выравнивать их друг с другом.
Напротив, по возможности ровный листовой металл, например, обеспечивается тогда, когда - при ровном поступающем листовом металле - тепловой поток для верхней стороны и нижней стороны имеет одинаковую величину. Однако для этого необходимо учитывать в явном виде температуру верхней стороны и нижней стороны, так как она непосредственно влияет на отводимый тепловой поток. В уровне техники это не учитывается. Более того, в уровне техники стремятся к равенству коэффициентов теплопередачи для верхней и нижней стороны. Однако при различных температурах верхней стороны листового металла и нижней стороны листового металла это приводит как раз к неравномерному тепловому потоку для верхней и нижней стороны, который при ровном вводимом листовом металле может вызвать неровность. Этого можно избежать посредством заявленного изобретения.
Температура верхней стороны листового металла или нижней стороны листового металла может определяться посредством измерения или посредством пирометра. Альтернативно, могут также использоваться вычисленные фактические температуры или известные из расчета отслеживания листового металла.
Под подачей охладителя понимается как количественная подача охладителя в единицу времени, так и способ подачи охладителя, например, установка угла нанесения и т.д. Часто устанавливается только количество охладителя в единицу времени.
В качестве устройств подачи охладителя рассматривается устройство, которое выполнено с возможностью подачи охладителя на листовой металл.
Устройство подачи охладителя может представлять собой отдельно переключаемое вентильное устройство с одним или несколькими выпускными отверстиями для охладителя.
Альтернативно, оно может представлять собой также множество отдельно переключаемых вентильных выпускных устройств, которые совместно управляются или приводятся в действие. Первое упомянутое выполнение является предпочтительным для изобретения, так как оно допускает более гибкую установку или более гибкий режим работы участка охлаждения.
Предпочтительным образом, все устройства подачи охладителя участка охлаждения, как для охлаждения нижней стороны листового металла, так и для охлаждения верхней стороны листового металла, выполнены как отдельно переключаемые вентильные устройства с соответствующими выпускными отверстиями для охладителя.
В качестве конечного состояния для листового металла может рассматриваться желательная достижимая температура или желательная структура или желательный состав фаз листового металла. Конечное состояние гарантирует, что желательный продукт действительно обеспечивается посредством участка охлаждения толстолистового прокатного стана. Если конечное состояние не достигается, то изготовленный продукт, как правило, должен отбраковываться как некачественный или как скрап.
В предпочтительной форме выполнения изобретения устанавливается отношение подлежащего отводу теплового потока от верхней стороны листового металла к таковому от нижней стороны листового металла в зависимости от ровности листового металла, особенно имеющейся при вводе на участок охлаждения. Тем самым возможно, посредством участка охлаждения или посредством охлаждения таким образом воздействовать на листовой металл, как это необходимо. В частности, можно посредством участка охлаждения корректирующим образом воздействовать на ровность листового металла, если требуется. Тем самым участок охлаждения может способствовать поддержанию качества продукта, так как, с одной стороны, уже неровный листовой металл может преобразовываться в ровный листовой металл, а с другой стороны, ровный входящий на участок охлаждения листовой металл может вновь ровно выпускаться из участка охлаждения. Предпочтительным образом для этого устройство управления охлаждением листового металла на участке охлаждения может быть функционально соединено с устройством измерения ровности перед участком охлаждения, так что участок охлаждения может соответственно, в зависимости от определенной ровности, управляться и/или регулироваться, особенно таким образом, что неровности входящего на участок охлаждения неровного листового металла уменьшаются, а ровный входящий на участок охлаждения листовой металл остается неизменным.
В предпочтительной форме выполнения при ровном листовом металле, в частности, ровном входящем на участок охлаждения листовом металле, отношение подлежащего отводу теплового потока от верхней стороны листового металла к подлежащему отводу тепловому потоку от нижней стороны листового металла равно единице. То есть отводимое тепло в единицу времени на верхней стороне равно отводимому теплу в единицу времени на нижней стороне. Ввиду, при обстоятельствах, различных температур и различной длительности нахождения охладителя на листовом металле, в частности для верхней стороны листового металла и нижней стороны листового металла, это означает, что для верхней стороны и нижней стороны должно наноситься различное количество охладителя.
В другом предпочтительном варианте изобретения при неровном листовом металле это отношение устанавливается таким образом, что неровность листового металла после прохождения участка охлаждения по отношению к неровности листового металла перед прохождением участка охлаждения снижается. Тем самым не только гарантируется, что с помощью участка охлаждения обеспечивается изготовление желательного продукта, но и что с помощью участка охлаждения на качество изготавливаемого продукта в отношении ровности можно оказывать влияние. В особенности за счет соответственно настроенного охлаждения, то есть соответствующего неравномерного распределения теплового потока для верхней стороны листового металла и нижней стороны листового металла, можно корректировать погрешности ровности листового металла на участке охлаждения, за счет чего, при известных условиях, также повышается выход продукции толстолистового прокатного стана.
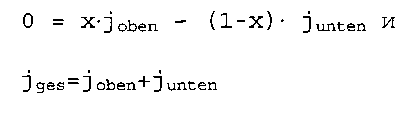
Особенно предпочтительным является определять подачу охладителя для первого и второго устройства подачи охладителя посредством следующих уравнений:
 ,
,
причем х - задаваемый коэффициент в пределах от 0 до 1, причем он может зависеть от ровности входящего на участок охлаждения листового металла или температуры, в частности, разности температур между верхней стороной листового металла и нижней стороной листового металла;
joben - подлежащий отводу тепловой поток от верхней стороны листового металла;
junten - подлежащий отводу тепловой поток от нижней стороны листового металла;
jges - подлежащий отводу и задаваемый общий тепловой поток.
Соответствующий тепловой поток может моделироваться с помощью эмпирической, физической или эмпирически-физической модели. Она может определяться специалистом на основе охлажденных в прошлом листовых металлов. Модель теплового потока является, как правило, по меньшей мере функцией соответствующей температуры стороны листового металла, соответствующей температуры охладителя, который применяется для охлаждения, скорости листового металла, а также количества охладителя. Могут иметься другие параметры, например, скорость, с которой охладитель попадает на поверхность листового металла.
На основе приведенной выше системы уравнений можно затем определить количество охладителя для устройства подачи охладителя, чтобы установить желательный тепловой поток.
Предпочтительным образом для определения подачи охладителя дополнительно или альтернативно в качестве дополнительного условия учитывается, что во время прохождения участка охлаждения температура верхней стороны листового металла и/или температура нижней стороны листового металла постоянно выше или равна заданной предельной температуре, в частности, 350°. В качестве предельной температуры предпочтительно применяется температура поверхности листового металла. Величина предельной температуры определяется, например, таким образом, что принцип охлаждения для всего участка охлаждения является одним и тем же. Если принцип охлаждения для листового металла, в то время как он проходит через участок охлаждения, изменяется, то управление охлаждением затрудняется. По этой причине предусматривается управлять участком охлаждения таким образом, чтобы предпочтительным образом ни для верхней стороны листового металла, ни для нижней стороны листового металла за время прохождения участка охлаждения температура не снижалась ниже этой предельной температуры. Для этого можно либо jges уменьшить настолько, чтобы учитывалось упомянутое дополнительное условие (дополнительно), или можно вычисленный тепловой поток на стороне, которая иначе привела бы к снижению температуры ниже предельной, дополнительно соответственно уменьшить (= взамен), чтобы такое снижение не произошло.
Например, предельная температура может быть выбрана в диапазоне температур от 420° до 300°. В этом диапазоне температур поверхности листового металла возникает - в зависимости от соответствующих условий охлаждения на участке охлаждения - в частности, на верхней стороне, изменение поведения охладителя при охлаждении листового металла, за счет чего вводится изменение механизма охлаждения или принципа охлаждения. Это изменение приводит к трудно управляемым условиям охлаждения, которые приводят к тому, что листовой металл выпускается с участка охлаждения неровным. За счет установления предельной температуры, относительно которой не должно происходить снижение температуры на верхней стороне листового металла и/или нижней стороне листового металла, и учета этой предельной температуры при определении подачи охладителя может гарантироваться, что исключается критический, едва ли управляемый при охлаждении температурный режим поверхности листового металла во время прохождения листового металла через участок охлаждения.
В то время как работа размещенных выше и ниже листового металла устройств подачи охладителя связывается вышеописанным образом за счет применения системы уравнений, в качестве альтернативы, можно осуществлять раздельное вычисление для размещенных выше и ниже листового металла устройств подачи охладителя.
В альтернативной предпочтительной форме выполнения по меньшей мере одно из устройств подачи охладителя определяет подачу охладителя независимо от подачи охладителя другим устройством подачи охладителя, в частности, расположенным противоположно относительно листового металла устройством подачи охладителя.
Это возможно потому, что при теплоотводе от обеих сторон в направлении толщины листового металла имеется по меньшей мере одна точка, в которой тепловой поток исчезает или равен нулю. Для этой точки в направлении толщины не происходит никакого теплообмена. Листовой металл в этой точке может быть мысленно разделен, без изменения результата за счет этого. Поэтому вычисление отводимого теплового потока или требуемого для этого количества охладителя в общем может осуществляться односторонним образом адиабатически, то есть при вычислении относительно одной стороны, например верхней стороны, не нужно учитывать взаимодействие с другой стороной, например нижней стороной листового металла.
Выгодным образом определение осуществляется таким образом, что листовой металл, особенно без явного вычисления вышеназванной точки, по разделяется, по существу, параллельно верхней стороне или нижней стороне виртуально на первый листовой металл и второй листовой металл, причем подача охладителя определяется соответственно отдельно для первого и второго листового металла, причем при соответствующем определении теплообмен между первым и вторым листовым металлом не учитывается.
Иными словами, это означает, что для первого листового металла, например для верхнего, определяется количество охладителя, причем для обращенной к второму листовому металлу, например нижнему листовому металлу, граничной плоскости первого листового металла никакой теплообмен не учитывается. Кроме того, подача охладителя вычисляется для второго, например нижнего, листового металла, причем для обращенной к первому листовому металлу граничной плоскости второго листового металла никакой теплообмен не учитывается. Таким образом, теплообмен между первым и вторым листовым металлом остается неучтенным при вычислениях. За счет этого получают уравнение с одной неизвестной, которое, таким образом, может быть решено.
Понятие «виртуально» означает в этой связи, что разделение листового металла осуществляется только с точки зрения вычисления. Поэтому не происходит никакого действительного, то есть физического разделения листового металла.
Для вышеописанного отдельного вычисления для первого листового металла и второго листового металла предпочтительно действуют таким образом, что для первого листового металла и второго листового металла, соответственно, определяется индивидуальная, в частности, временная характеристика параметра, описывающего энергетическое состояние листового металла, на основе которой определяется подлежащий отводу тепловой поток для соответствующей верхней стороны листового металла и нижней стороны листового металла. В качестве параметра, описывающего энергетическое состояние, может, например, применяться, в частности, вычисленная фактическая характеристика температуры, фактическая характеристика энтальпии или характеристика другого подходящего параметра. При применении временной характеристики она предпочтительно задается индивидуально для множества определенных участков листового металла, так что для охлаждения достигается максимально возможная динамика, и весь листовой металл, сплошным образом, имеет желательные свойства.
Предпочтительным образом для определения подачи охладителя учитывается, что во время прохождения участка охлаждения температура верхней стороны листового металла и/или температура нижней стороны листового металла соответственно постоянно больше или равна заданной предельной температуре, в частности 350°. В качестве предельной температуры предпочтительно применяется температура поверхности листового металла. Величина предельной температуры, например, определяется таким образом, что принцип действия охлаждения для всего участка охлаждения одинаков. Если принцип действия охлаждения изменяется для листового металла во время его прохождения через участок охлаждения, то охлаждением становится трудно управлять. По этой причине предусмотрено, таким образом приводить в действие участок охлаждения, чтобы температура предпочтительно не снижалась ниже этой предельной температуры ни на верхней стороне листового металла, ни на нижней стороне листового металла во время прохождения через участок охлаждения. При этом способе просто принимается во внимание заданная предельная температура поверхности в качестве дополнительного условия при определении соответствующего теплового потока.
Указанная задача также решается способом охлаждения листового металла посредством участка охлаждения, причем участок охлаждения содержит множество устройств подачи охладителя для охлаждения верхней стороны листового металла и множество устройств подачи охладителя для охлаждения нижней стороны листового металла, причем посредством охлаждения достигается заданное целевое состояние листового металла по меньшей мере при и/или после выхода из участка охлаждения, причем определяется подача охладителя для по меньшей мере одного из устройств подачи охладителя, причем при определении подачи охладителя для по меньшей мере одного из устройств подачи охладителя учитывается, что та сторона листового металла, которая обращена к этому устройству подачи охладителя, особенно во время выполнения охлаждения, постоянно имеет температуру больше или равную заданной предельной температуре.
Независимо от способа охлаждения листового металла на участке охлаждения следует избегать попадания в температурный диапазон листового металла, при котором изменяется механизм охлаждения на участке охлаждения. Механизм охлаждения, как правило, определяется поведением охладителя на листовом металле, например, образованием паровой подушки при водяном охлаждении, способом распределения пара на листовом металле и т.д. Если, ввиду характеристики температуры поверхности листового металла, происходит изменение поведения охладителя и, тем самым, изменение механизма охлаждения, то это приводит к плохой управляемости охлаждения и, как правило, к получению продукта, не соответствующего требованиям потребителя. Например, это имеет место в особенности на верхней стороне, если в стороне от непосредственного места воздействия или непосредственно вблизи струи охладителя избыточный, стекающий на верхней стороне охладитель более не отделяется от поверхности листового металла посредством слоя пара, а в жидкой фазе неконтролируемым образом перемещается по листовому металлу и при этом постепенно испаряется.
В частности, при изменении механизма охлаждения это может привести к неровному продукту, так как тепловой поток, ввиду изменения механизма охлаждения, особенно на верхней стороне листового металла становится трудно вычисляемым и трудно прогнозируемым. За счет этого происходят соответствующие температурные отклонения, которые обуславливают деформации в материале. Они приводят к тому, что листовой металл становится перекошенным и неровным.
За счет учета предельной температуры при определении подачи охладителя, этой проблемы можно избежать, за счет чего улучшается ровность при одновременно высокой производительности.
Указанная задача также решается устройством управления охлаждением листового металла на участке охлаждения, с машиночитаемым программным кодом, который содержит управляющие команды, которые при их исполнении побуждают устройство управления выполнять способ по любому из пунктов 1-10 формулы изобретения.
Указанная задача также решается машиночитаемым программным кодом для устройства управления охлаждением листового металла на участке охлаждения, причем программный код содержит управляющие команды, которые побуждают устройство управления выполнять способ по любому из пунктов 1-10 формулы изобретения.
Кроме того, изобретение относится к носителю памяти с сохраненным на нем машиночитаемым программным кодом по пункту 12 формулы изобретения. В качестве носителя памяти могут использоваться все носители памяти, на которые может загружаться соответствующий программный код, например, это могут быть компакт-диски (CD), цифровые многоцелевые диски (DVD), носители флэш-памяти, такие как USB-stick или карты памяти.
Указанная задача решается участком охлаждения для охлаждения листового металла, причем участок охлаждения содержит множество устройств подачи охладителя для охлаждения верхней стороны листового металла и множество устройств подачи охладителя для охлаждения нижней стороны листового металла, причем участок охлаждения функционально соединен с устройством управления по пункту 11 формулы изобретения, причем устройства подачи охладителя могут управляться и/или регулироваться посредством устройства управления. За счет этого предоставляется участок охлаждения, посредством которого ровность охлаждаемого листового металла улучшается.
Другие преимущества изобретения вытекают из примера выполнения, который более подробно поясняется ниже со ссылками на схематичные чертежи, на которых показано следующее:
Фиг. 1 - схематичное представление участка охлаждения для охлаждения толстолистовой стали с множеством устройств подачи охладителя,
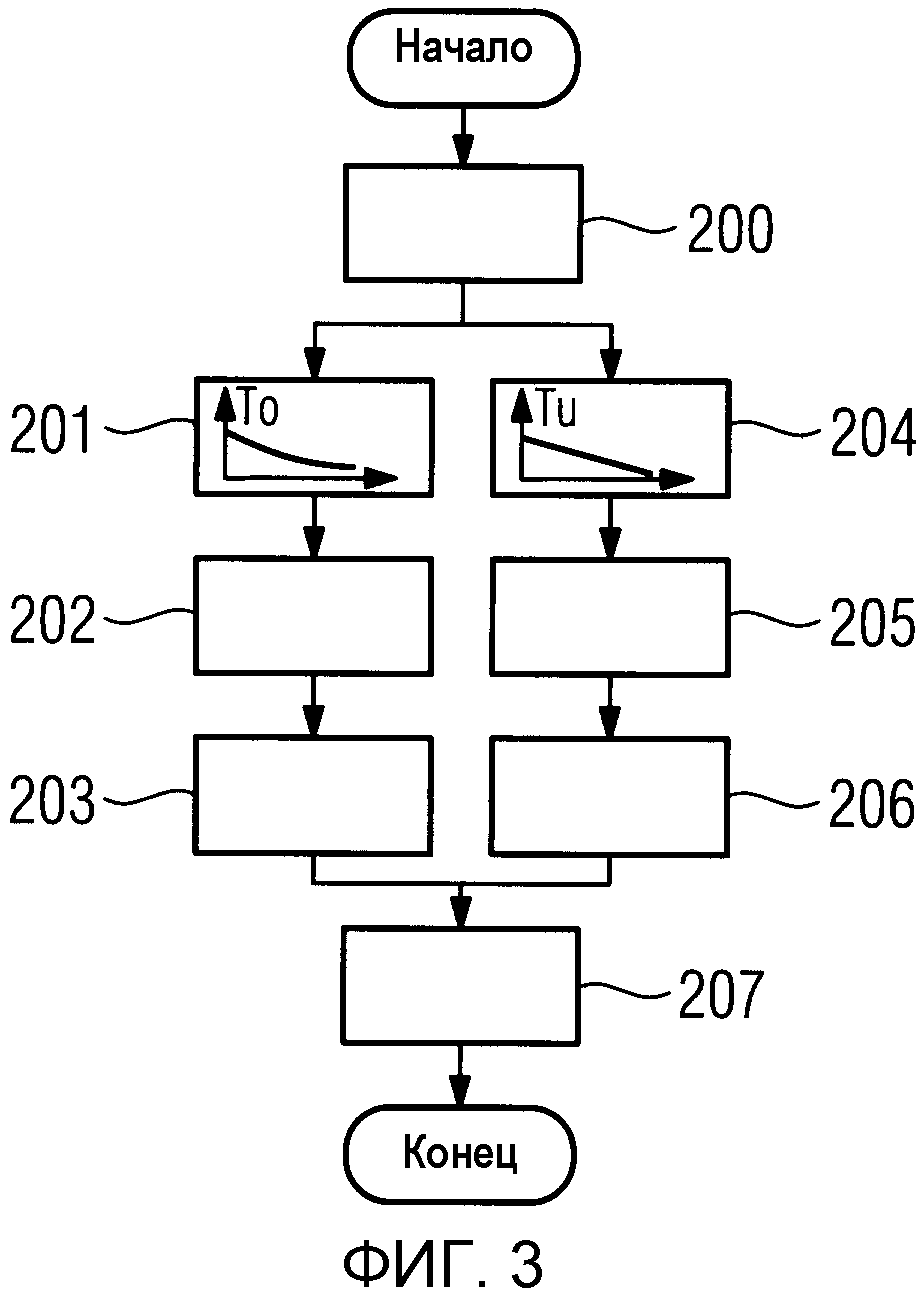
Фиг. 2 - блок-схема последовательности операций для определения подачи охладителя для устройства подачи охладителя на основе системы уравнений,
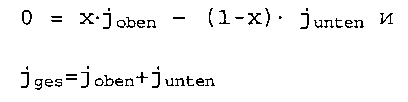
Фиг. 3 - блок-схема последовательности операций для определения подачи охладителя для устройства подачи охладителя на основе раздельного определения для верхней стороны листового металла и нижней стороны листового металла,
Фиг. 4 - блок-схема последовательности операций для определения подачи охладителя с учетом предельной температуры.
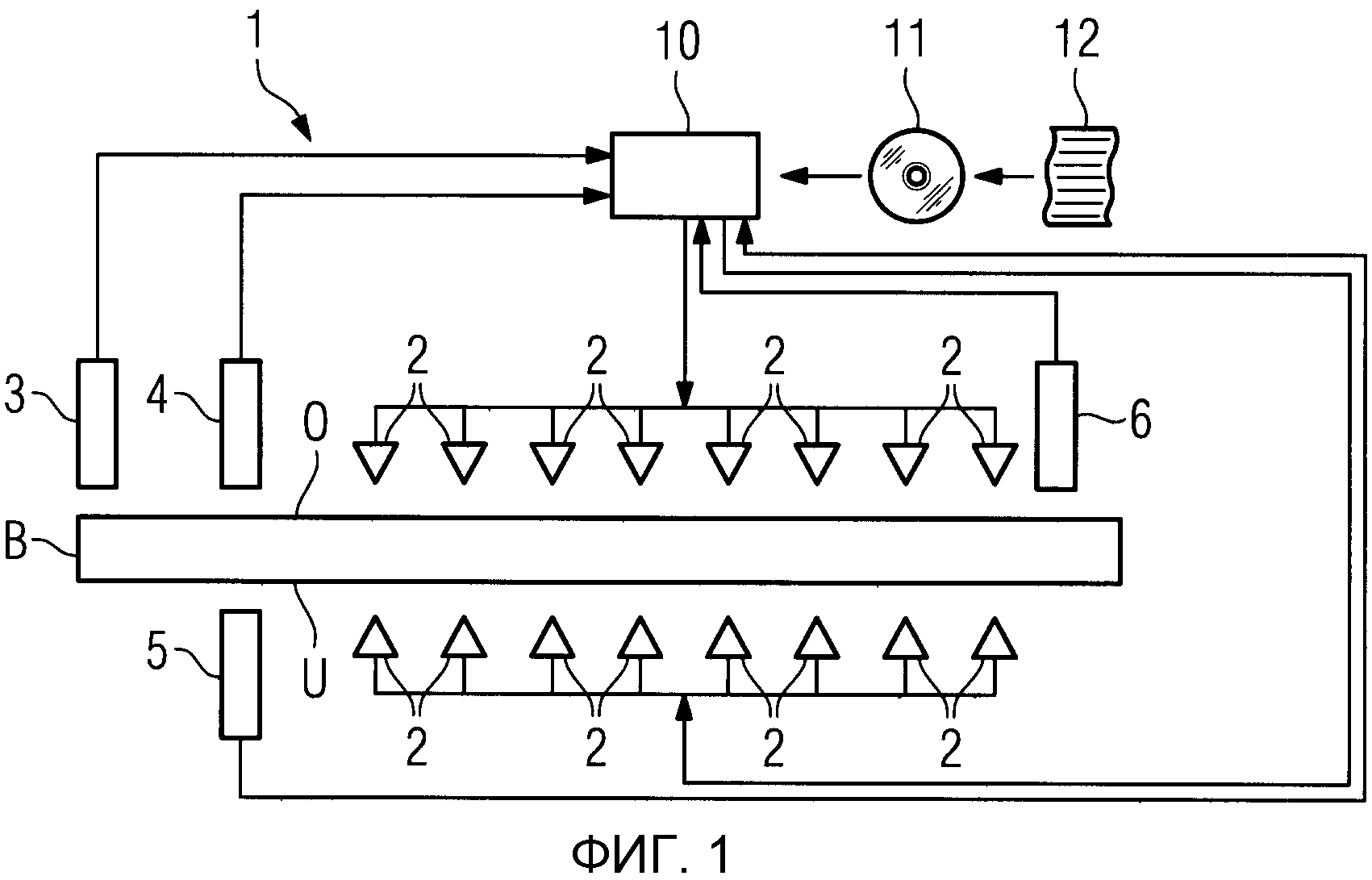
На фиг. 1 показано схематичное представление участка 1 охлаждения для охлаждения толстолистовой стали В. Он является частью не показанного более подробно толстолистового прокатного стана.
Участок 1 охлаждения содержит множество устройств 2 подачи охладителя, которые размещены как выше, так и ниже листового металла В. Подача ими охладителя может настраиваться индивидуально, за счет чего обеспечивается максимально большая гибкость и динамика участка 1 охлаждения.
Часто с каждым устройством 2 подачи охладителя участка 1 охлаждения сопоставлено непосредственно напротив расположенное устройство 2 подачи охладителя. Если эти непосредственно противоположно расположенные устройства подачи охладителя работают, то они охлаждают соответственно тот же самый участок листового металла. Расположенное над листовым металлом устройство 2 подачи охладителя охлаждает верхнюю сторону О участка листового металла, в то время как расположенное под листовым металлом устройство 2 подачи охладителя охлаждает нижнюю сторону U участка листового металла.
Кроме того, перед участком 1 охлаждения размещено устройство 3 измерения ровности в направлении массового потока, посредством которого может определять ровность листового металла В, поступающего на участок 1 охлаждения.
В предложенном примере выполнения перед участком 1 охлаждения, кроме того, размещены два устройства 4 и 5 измерения температуры, из которых размещенное над листовым металлом В устройство 4 измерения температуры измеряет температуру верхней стороны О листового металла, а размещенное под листовым металлом В устройство 5 измерения температуры измеряет температуру нижней стороны U листового металла. В качестве альтернативы, температура верхней стороны О листового металла и/или нижней стороны U листового металла может определяться с помощью модели. Так как, как правило, листовой металл В расчетно-технически разделен на множество участков листового металла, и каждый из этих участков листового металла расчетно-технически отслеживается, фактическая температура верхней стороны листового металла и/или нижней стороны листового металла для соответствующего участка листового металла в заданной референтной точке перед участком охлаждения может также определяться посредством вычисления путем отслеживания листового металла. Это имеет преимущество, состоящее в том, что устройства 4 и 5 измерения температуры перед участком 1 охлаждения могут полностью или частично отсутствовать. Для случая, когда имеется только одно измерение температуры, например, измерение температуры на верхней стороне, вычисленное на модели распределение температур по толщине листового металла на основе измерения температуры сначала адаптируется таким образом, что измеренная и вычисленная температура на стороне измерения совпадают. Затем из модели можно получить вычисленное значение на противоположной стороне, на которой измерение отсутствует.
Кроме того, участок охлаждения имеет устройство 6 измерения температуры, которое размещено в направлении массового потока за участком 1 охлаждения. Эти значения температуры, определенные после участка 1 охлаждения, могут применяться для коррекции, например, в рамках адаптации модели, вычисления подачи охладителя.
Устройство 2 подачи охладителя, устройства 4, 5 или 6 измерения температуры и устройство 3 измерения ровности функционально соединены с устройством 10 управления. Посредством устройства 10 управления осуществляется управление и/или регулирование работы участка 1 охлаждения, в частности подачи охладителя. Поэтому в устройстве 10 управления сохранены соответствующие процедуры вычисления для определения подачи охладителя.
В частности, устройство 10 управления содержит машиночитаемый программный код 12. Он включает в себя управляющие команды, которые побуждают устройство 10 управления выполнять некоторую форму реализации соответствующего изобретению способа. Машиночитаемый программный код 12 сохранен, например, посредством носителя 11 памяти, например, CD, DVD, запоминающего устройства типа флэш-памяти, например, USB-Stick или других носителей данных. В качестве альтернативы, машиночитаемый программный код 12 может передаваться к устройству 10 управления через сеть.
В частности, машиночитаемый программный код 12 сохраняется на носителе памяти, который является частью устройства 10 управления.
Далее будет описан способ, который может выполняться предпочтительным образом с помощью конфигурированного таким образом участка 1 охлаждения.
Фиг. 2 показывает блок-схему последовательности операций, согласно которой подача охладителя, особенно подача охладителя в единицу времени, определяется для пары непосредственно противоположно расположенных устройств подачи охладителя.
На этапе 100 способа определяется температура То верхней стороны листового металла и температура Tu нижней стороны листового металла. Это может осуществляться, например, посредством измерения, как согласно фиг. 1; в качестве альтернативы, температуры могут определяться из текущих расчетов на модели.
На этапе 101 способа на основе желательного целевого состояния листового металла после участка охлаждения определяется полный тепловой поток, который требуется, чтобы листовой металл из его известного начального состояния перед обоими противолежащими устройствами подачи охладителя перевести в желательное конечное состояние после обоих противолежащих устройств подачи охладителя, например, в желательное начальное состояние перед обоими следующими противолежащими устройствами подачи охладителя или довести до температуры остановки охлаждения. За счет того, что температура верхней стороны листового металла и нижней стороны листового металла известна, это может осуществляться с высокой точностью.
Тем самым, для каждой пары противоположно расположенных устройств подачи охладителя получается общий тепловой поток, который должен отводиться от этой пары, чтобы достичь желательного конечного состояния листового металла.
Этот требуемый общий тепловой поток теперь нужно распределить на отдельные пары устройств подачи охладителя, причем учитывается, что температура не должна спадать ниже заданной предельной температуры верхней стороны листового металла или нижней стороны листового металла. Кроме того, учитывается, что отводимый тепловой поток является сильно зависимым от температуры. Кроме того, учитывается ровность листового металла перед входом на участок охлаждения.
Для этого сначала на этапе 102 способа, например, в зависимости от измеренного значения ровности листового металла определяется значение числа х, 0<х<1. Это может происходить, например, с помощью таблицы, которая для заданного измеренного значения ровности предоставляет подходящее значение для х, например, х=0,5 для ровного листового металла, х=0,6 для листового металла, который слегка изогнут вверх, и х=0,4 для листового металла, который слегка изогнут вниз.
Затем на этапе 103 способа определенный на этапе 101 способа общий тепловой поток jges распределяется на оба устройства подачи охладителя. Из определенного на этапе 101 способа общего теплового потока jges сначала вычисляются посредством уравнения
 ,
,
тепловые потоки верхней стороны, joben, и нижней стороны, junten, при этом х обозначает вычисленную на этапе 102 постоянную. Затем посредством модели проверяется, не спала ли температура ниже заданной предельной температуры верхней стороны листового металла и нижней стороны листового металла. Если это не имеет места, то можно сразу перейти к этапу 103 с а=1. А если это имеет место, то число а, 0<а<1, вычисляется таким образом, что при применении теплового потока ajoben вместо joben и/или ajunten вместо junten при максимально возможном значении а, эта предельная температура все еще выдерживается. С этими тепловыми потоками затем переходят к этапу 103.
Отсюда можно затем определить количества охладителя для устройства подачи охладителя выше листового металла и ниже листового металла для соответствующей пары устройств подачи охладителя. Это осуществляется на этапе 104 способа.
Если, например, ровный листовой металл подается на участок охлаждения, то с учетом различных температур верхней стороны листового металла и нижней стороны листового металла тепловой поток устанавливается таким образом, что от верхней стороны листового металла и нижней стороны листового металла отводится одинаковый тепловой поток. Это обуславливает, поскольку температура верхней стороны листового металла и нижней стороны листового металла, как правило, различается, изменение количеств охладителя для устройства подачи охладителя, расположенного над листовым металлом, и для устройства подачи охладителя, расположенного под листовым металлом, по сравнению с количествами охладителя, определенными согласно уровню техники. Равномерное охлаждение возможно, однако, только тогда, когда тепловой поток на верхней стороне листового металла и нижней стороне листового металла одинаков, что достигается способом согласно одной из форм выполнения соответствующего изобретению способа.
При обстоятельствах может также быть желательным неравномерное охлаждение верхней стороны листового металла и нижней стороны листового металла, например, тогда, когда листовой металл уже неровно входит на участок охлаждения. Это определяется посредством устройства измерения ровности. Результат измерения ровности включается в дальнейшую работу участка охлаждения, причем охлаждение согласуется таким образом, что оно противодействует неровности листового металла.
Другой причиной для неодинаковой установки теплового потока для верхней стороны листового металла и нижней стороны листового металла может также быть слишком большая разность температур между верхней стороной листового металла и нижней стороной листового металла. Это может при известных способах охлаждения вести к неровностям листового металла на участке охлаждения. Например, при слишком больших разностях температур между верхней стороной листового металла и нижней стороной листового металла может оказаться невозможным охлаждать листовой металл таким образом, чтобы температура поверхности постоянно оставалась выше предельной температуры, но одновременно требуется более высокий теплоотвод, чтобы поддерживать ровный листовой металл, который также достигает желательного целевого состояния.
Целенаправленное неравномерное распределение теплового потока между верхней стороной листового металла и нижней стороной листового металла пригодно для того, чтобы снижать такие разности температур и изготавливать ровный листовой металл.
Этот способ действий осуществляется описанным образом для всех соответственно противолежащих устройств подачи охладителя. Должно ли это осуществляться для других противоположно расположенных устройств подачи охладителя, опрашивается соответственно на этапе 105 способа.
Если, например, конечное состояние листового металла достигается без дальнейшего охлаждения, то не требуется никакое дальнейшее опрашивание для последующего определения количества охладителя для следующих в направлении массового потока устройств подачи охладителя. Такой этап опроса может предпочтительным образом предусматриваться между этапом 103 способа и этапом 104 способа. Это позволяет избежать дальнейших циклов вычисления, результат которых уже заранее является установленным, а именно, что подлежащее подаче количество охладителя в этих случаях равно нулю.
Тем самым, таким образом, для требуемой пары устройств подачи охладителя индивидуально определяется количество охладителя, подлежащее выдаче соответствующим устройством подачи охладителя, которое гарантирует достижение целевого состояния листового металла при выполнении соответствующих краевых условий.
Затем осуществляется соответствующая установка устройств подачи охладителя участка охлаждения вышеописанным образом, так что достигается желательное конечное состояние листового металла. Альтернативный метод для определения подачи охладителя схематично представлен на фиг. 3.
Согласно фиг. 3, для определения подачи охладителя, для устройств подачи охладителя выше и ниже листового металла применяется способ вычислений, который определяет подачу или количество охладителя отдельно для верхней стороны листового металла и нижней стороны листового металла. Для этого листовой металл расчетно-технически разделяется на верхний и нижний листовой металл, причем теплообмен между этим верхним и нижним листовым металлом остается неучтенным.
На этапе 200 способа, прежде всего, например, в зависимости от измеренного значения ровности листового металла определяется значение числа х, 0<х<1. Это может происходить, например, с помощью таблицы, которая для заданного измеренного значения ровности предоставляет подходящее значение для х, например, х=0,5 для ровного листового металла, х=0,6 для листового металла, который слегка изогнут вверх, и х=0,4 для листового металла, который слегка изогнут вниз. Затем листовой металл на высоте х виртуально разделяется на верхний листовой металл и нижний листовой металл. При этом х означает отношение толщины нижнего листового металла относительно всей толщины листового металла. Разделение осуществляется виртуально на высоте х, умноженной на толщину листового металла, измеренной от нижней стороны листового металла.
На этапе 200 способа определяется температура верхней стороны листового металла и нижней стороны листового металла перед участком охлаждения. Отсюда и из знания температурного хода в направлении толщины листового металла определяется средняя температуры для верхнего листового металла и средняя температура для нижнего листового металла.
На этапе 201 способа теперь для верхнего листового металла задается, например, средний ход температуры по времени для определенного участка листового металла, так что он с известной средней начальной температуры перед началом охлаждения переводится на среднюю желательную конечную температуру. Это производится аналогичным образом для нижнего листового металла на этапе 2 04 способа. Заданные характеристики температуры для верхнего листового металла и нижнего листового металла, ввиду различных начальных температур и различного поведения охладителя на верхней стороне листового металла и нижней стороне листового металла, как правило, различаются. Однако конечное состояние, которое должно быть достигнуто, как правило, совпадает для верхнего и нижнего листового металла.
Альтернативно временному ходу температуры, может также задаваться локальный ход температуры для обоих листовых металлов. Также возможно задание временного или локального хода энтальпии для верхнего и нижнего листового металла, так чтобы листовой металл достигал желательного конечного состояния.
На этапе 202 или 205 способа, из соответственно заданного хода определяется соответствующий тепловой поток для верхнего или нижнего листового металла, который требуется, чтобы установить желательный ход для верхнего листового металла или нижнего листового металла. Это осуществляется с использованием обычных физических уравнений, которые описывают развитие температуры и тепловой переход.
На этапе 203 или 206 способа из определенных тепловых потоков для верхнего листового металла и нижнего листового металла определяется подача охладителя, особенно подача охладителя в единицу времени, для устройства подачи охладителя, размещенного над листовым металлом, и для устройства подачи охладителя, размещенного под листовым металлом.
На этапе 207 способа осуществляется соответствующая установка устройств подачи охладителя участка охлаждения вышеописанным образом, так что достигается желательное конечное состояние листового металла.
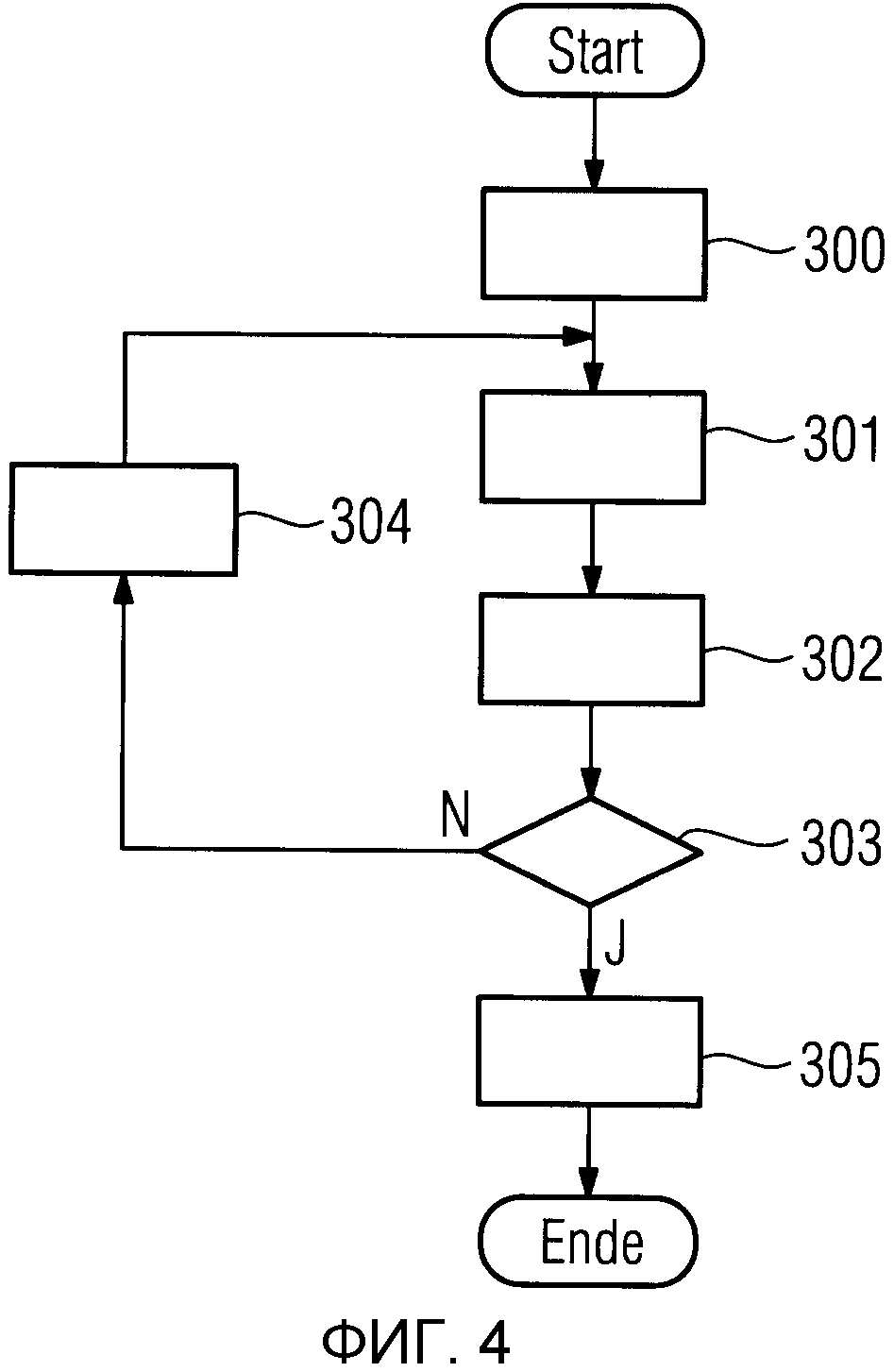
Фиг. 4 показывает схему последовательности операций, которая при определении подачи охладителя для устройства подачи охладителя учитывает предельную температуру. Учет такой предельной температуры является предпочтительным потому, что - в зависимости от применяемого охладителя - охлаждающее действие в значительной мере зависит от поведения охладителя. Поведение охладителя может, например, изменяться на основе температуры листового металла.
При применении воды можно наблюдать, что, например, при температурах поверхности листового металла ниже 350°C поведение охлаждающей воды изменяется. Проявляется эффект Лейденфроста. Он обуславливает то, что особенно на верхней стороне листового металла охлаждающее действие воды и, тем самым, охлаждение листового металла становится плохо управляемым. На нижней стороне этот эффект не проявляется настолько сильно, потому что там избыточный охладитель просто стекает с поверхности вниз. С другой стороны, высокая мощность охлаждения, например, высокое количество охладителя на единицу времени может потребоваться для достижения желательного состояния листового металла.
Это приводит, однако, к тому, что заметно больше тепла может отводиться от поверхности, чем изнутри листового металла. Это приводит к более сильному охлаждению поверхности листового металла в соединении с высоким температурным градиентом в направлении толщины листового металла. Если температура спадает ниже критической температуры поверхности, то это, как правило, приводит к неровности листового металла. Часто этот неровный листовой металл рассматривается как производственный брак и не пригоден для использования.
Чтобы избегать этого, подача охладителя может производиться с учетом предельной температуры, ниже которой температура не может снижаться при охлаждении по меньшей мере на верхней стороне листового металла, а при обстоятельствах также и на нижней стороне листового металла.
На этапе 300 способа определяется температура верхней стороны листового металла и/или температура нижней стороны листового металла. Это может осуществляться, как описано выше, на основе модели или посредством измерения.
Определение подачи охладителя может осуществляться согласно любому способу, предпочтительно согласно одному из описанных способов. Это происходит согласно фиг. 4 на этапе 301 способа.
На этапе 302 предварительно вычисляется температура поверхности, которая устанавливается, если согласно этапу 301 способа вычисленное количество охладителя на единицу времени наносится на поверхность листового металла или участок листового металла.
Поддержание предельной температуры проверяется на этапе 303 способа.
Если температура поверхности листового металла, устанавливающаяся вследствие нанесения охладителя, спадает ниже предельной температуры, то мощность охлаждения, например, перераспределяется или сокращается на следующие в направлении массового потока устройства подачи охладителя на этапе 304 способа.
Затем повторно определяется подача охладителя на основе перераспределенной или сокращенной мощности охлаждения, согласно этапу 301 способа. Отсюда получается новая температура поверхности, которая сравнивается с предельной температурой. Если она вновь спадает ниже предельной температуры, то мощность охлаждения так долго перераспределяется или сокращается, пока предельная температура не будет выдерживаться.
При перераспределении или сокращении мощности охлаждения предпочтительным образом температура листового металла совместно рассчитывается, и устанавливается, как следует устанавливать мощность охлаждения следующих устройств подачи охладителя, чтобы, например, отводить желательный тепловой поток, выдерживать предельную температуру и достигать желательного конечного состояния.
Перераспределение мощности охлаждения на следующие устройства подачи охладителя вызывает при этом, с одной стороны, поддержание предельной температуры, а с другой стороны достижение целевого состояния листового металла после выполнения охлаждения.
Проверка поддержания предельной температуры может осуществляться последовательно, то есть вновь и вновь для каждого устройства подачи охладителя отдельно, или вычисляться для всего участка охлаждения в сумме.
На этапе 305 способа данные охладителя, определенные согласно вышеописанному способу, устанавливаются на участке охлаждения.
Предпочтительно данный способ выполняется в онлайновом режиме, то есть во время охлаждения толстолистовой стали, так что в реальном времени процесс охлаждения оптимизируется и соответственно этому не создается никакого производственного брака из-за спадания температуры ниже предельной температуры.
В качестве альтернативы, предпочтительно уже перед входом листового металла на участок охлаждения подача охладителя, в частности, подлежащее подаче количество охладителя в единицу времени, определяется таким образом, что предельная температура уже при этом учитывается и не происходит спадания температуры ниже предельной температуры. Это требует меньших затрат времени, так как не требуется никакого контура регулирования. Вычисленная подача охладителя затем при прохождении листового металла через участок охлаждения подключается в корректно выбранное время.
Горелка для газотурбинного двигателя
Ступенчатый завихритель для динамического управления
Электрическая машина с радиальными металлическими перегородками для направления охлаждающего воздуха
Дизель-электрическая система привода
Способ эксплуатации санитарного бака для рельсового транспортного средства
Колейное транспортное средство с сенсорным устройством
Подшипниковое устройство (варианты) и подшипниковый кронштейн с магнитным радиальным и поддерживающим подшипниками для вращающейся машины (варианты)
Ротор и способ изготовления ротора электрической машины
Способ определения меры излучения для теплового излучения, электродуговая печь, устройство для обработки сигналов, а также программный код и носитель информации для выполнения способа
Способ и устройство для утилизации энергии из рулона горячей полосы
Способ и устройство для отделения диоксида углерода от отходящего газа работающей на ископаемом топливе электростанции
Способ проверки функционирования вакуумного выключателя тягового выпрямителя тока
Устройство и способ для формирования, накопления и передачи электрической энергии
Способ и устройство проверки сварного соединения вала посредством введенного в сквозное отверстие вала воспринимающего устройства, соответствующий вал ротора
Головная часть для образования лобовой стороны транспортного средства, по меньшей мере, с одним энергопоглощающим элементом
Печной агрегат
Электрическая машина с повышенной степенью защиты с улучшенным охлаждением ротора
Корпусная насадка для электрической машины со степенью защиты ip 24w
Система, снабженная электрической машиной, а также способ эксплуатации электрической машины
Рельсовое транспортное средство, которое в качестве приводного двигателя снабжено синхронным двигателем, возбуждаемым постоянными магнитами

